
A Low-Cost Filament Winding Technology for University Laboratories and Startups


Abstract
:1. Introduction
2. Materials and Methods
2.1. Constituents of the Composite Material
2.2. Calculation of the Winding Parameters
2.3. Validation of the Analytical Solutions for the Winding Trajectory
2.4. Manufacturing and Characterization of the Casing
3. Results and Discussion
3.1. Design of the Filament Winder
3.1.1. Design Concept
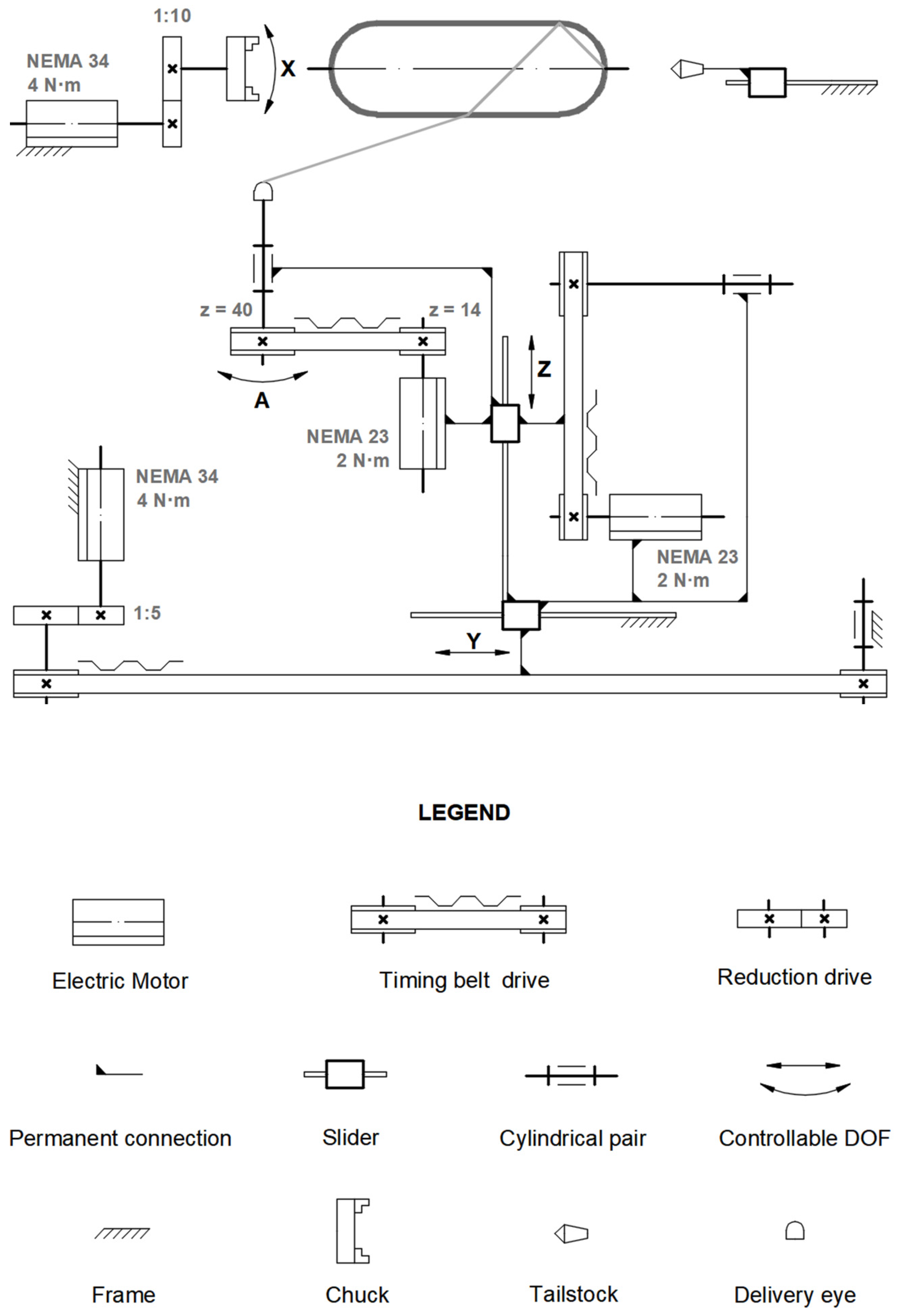
3.1.2. Description of the Filament Winder
3.1.3. Control System
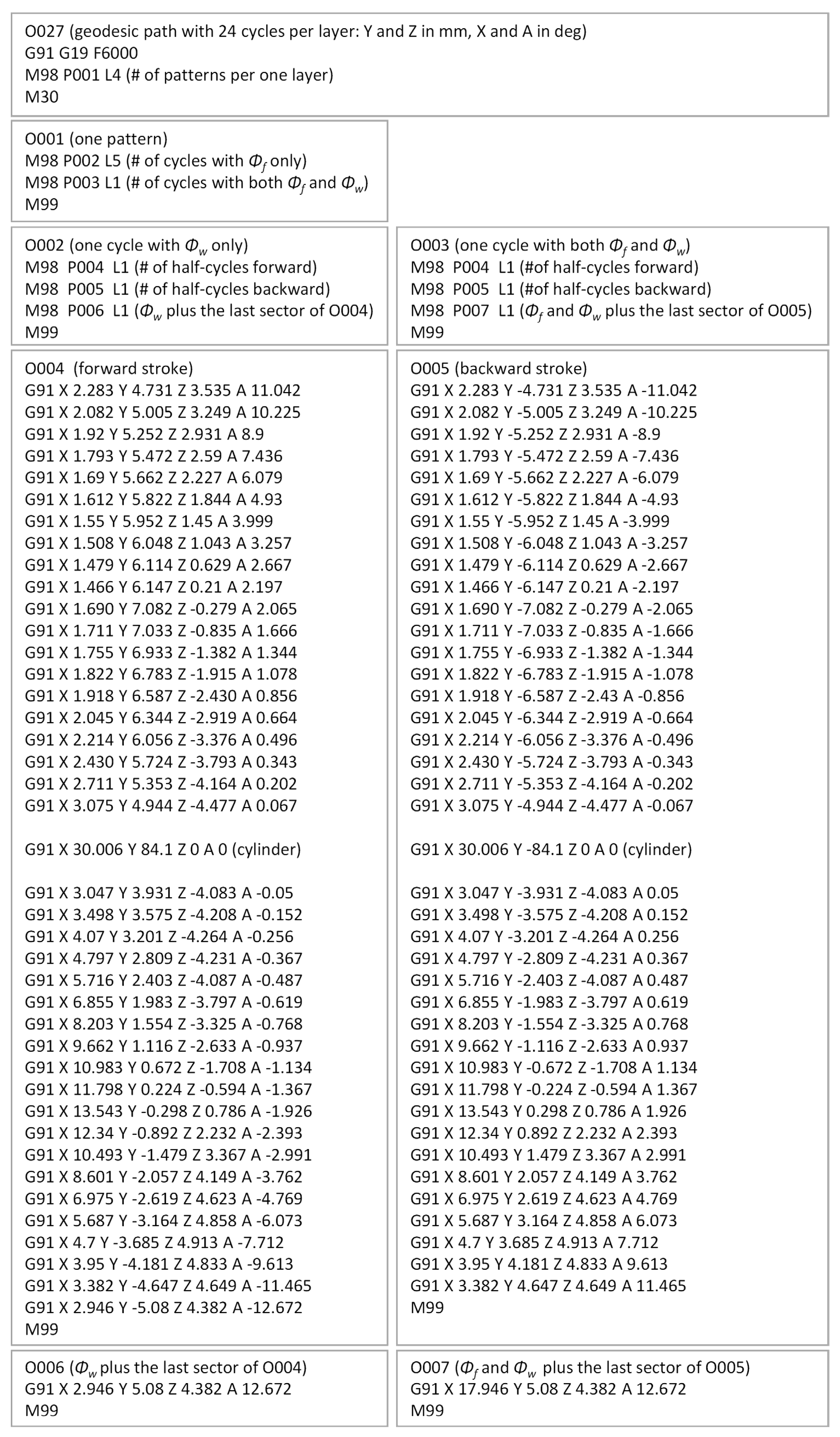
3.2. Trajectory of the Delivery Eye
3.3. Validation of the Analytical Solution for the Winding Trajectory of the FWM
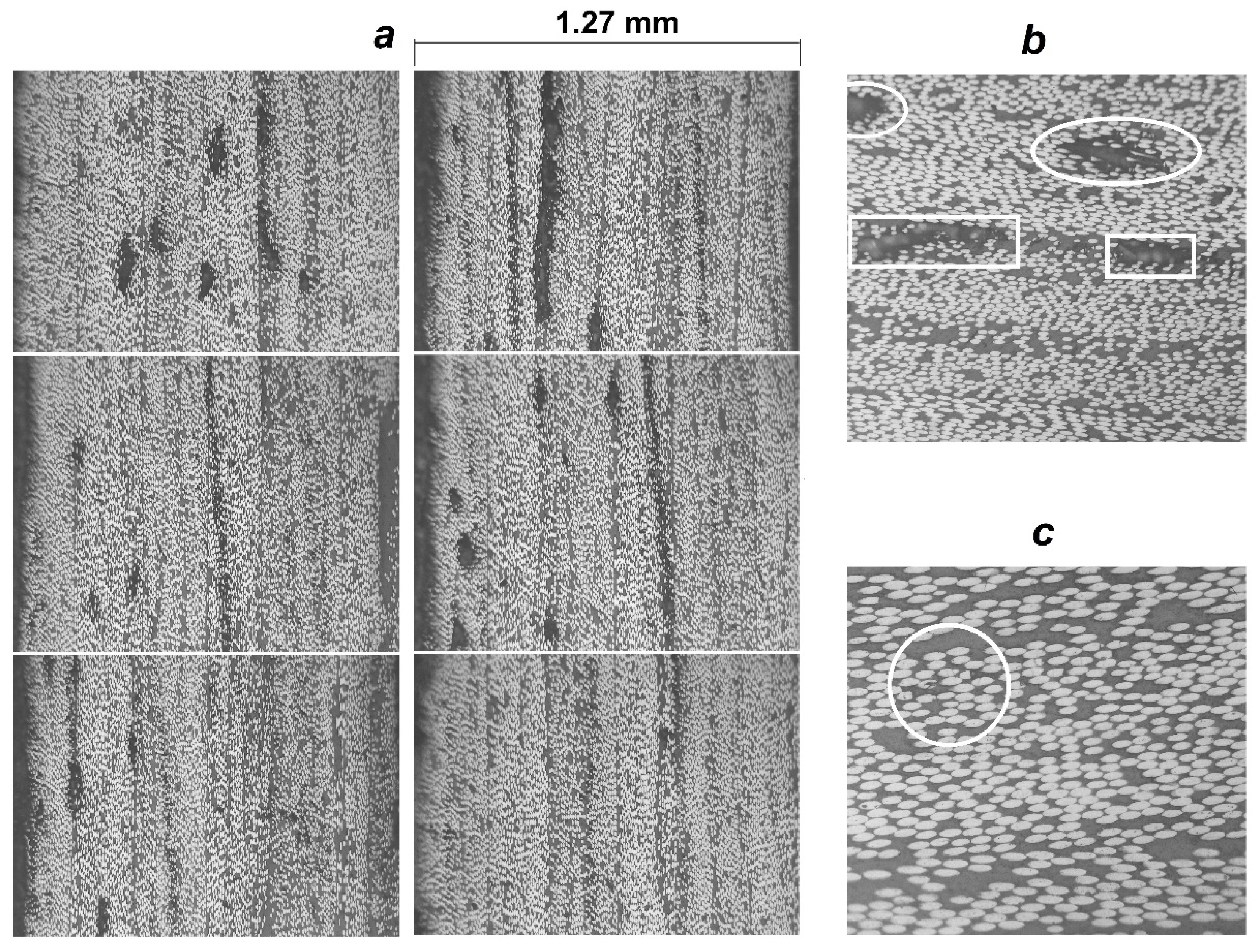
3.4. Characterization of the Casings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| position of the delivery eye on its trajectory; | |
| tensile modulus of the fiber; | |
| tensile strength of the fiber; | |
| length of the cylindrical part; | |
| point of tangency of the fiber to the surface of mandrel; | |
| radius of the cylindrical casing and hemispherical dome; | |
| radius of the circular trajectory of the delivery eye; | |
| radius of polar opening; | |
| thickness distribution in the dome (excluding the portion near the opening) as a function of the z-coordinate; | |
| thickness in the dome near the opening; | |
| z-coordinate of the polar opening; | |
| angle between axis and radius vector to the point M in the plane ; | |
| winding angle; | |
| winding angle on the cylindrical part; | |
| winding angle on the hemispherical dome as a function of the z-coordinate; | |
| η | initial viscosity, mPa·s |
| distance between the delivery eye and point of tangency of the fiber to the surface of mandrel; | |
| linear mass density of the fibers; | |
| turn-around angle (an angle of mandrel rotation to lay the tow along its predetermined trajectory); | |
| turn-around angle for the cylindrical part; | |
| turn-around angle for the hemispherical dome as a function of the z-coordinate; | |
| turn-around angle for one winding cycle; | |
| calculated angular pitch of winding; | |
| accepted angular pitch of winding; | |
| turn-around angle per one flange; | |
| turn-around angle for the width of the tow. | |
| CNC | computer numeric control |
| DOF | degrees of freedom |
| FWM | filament winding machine |
| LVDT | linear variable differential transformer |
| NEMA | National Electrical Manufacturers Association |
| POM | polyoxymethylene |
| PC | personal computer |
Appendix A

References
- Peters, S.T. (Ed.) Composite Filament Winding; ASM International: Materials Park, OH, USA, 2011; ISBN 0-61503-722-5. [Google Scholar]
- Frketic, J.; Dickens, T.; Ramakrishnan, S. Automated Manufacturing and Processing of Fiber-Reinforced Polymer (FRP) Composites: An Additive Review of Contemporary and Modern Techniques for Advanced Materials Manufacturing. Addit. Manuf. 2017, 14, 69–86. [Google Scholar] [CrossRef] [Green Version]
- Bassler, J. Colorado State University Rocket Team Builds Newly Designed Rocket Fuselage with Filament Winding Equipment Provided by Prodigm, Lattice Composites Resins, and Composites One Carbon Fibers. Reinf. Plast. 2020, 64, 92–96. [Google Scholar] [CrossRef]
- Barros, B.; Oliveira, L.; Nunes, J.P. Development of a laboratorial robotized filament winding equipment. In Proceedings of the PMI 2014-International Conference on Polymers and Moulds Innovations, Guimarães, Portugal, 10–12 September 2014. [Google Scholar]
- Ateba, J.A.; Verchery, G.; Aivazzadeh, S. A 5-Axes Filament Winder with Software Control. Sci. Eng. Compos. Mater. 2004, 11, 259–266. [Google Scholar] [CrossRef]
- Tabuchi, D.; Sajima, T.; Doi, T.; Onikura, H.; Ohnishi, O.; Kurokawa, S.; Miura, T. Development of a Filament-Winding Machine Based on Internal Heating by a High-Temperature Fluid for Composite Vessels. Sens. Mater. 2011, 23, 347–358. [Google Scholar] [CrossRef] [Green Version]
- Shotton-Gale, N.; Harris, D.; Pandita, S.D.; Paget, M.A.; Allen, J.A.; Fernando, G.F. Clean and environmentally friendly wet-filament winding. In Management, Recycling and Reuse of Waste Composites; Elsevier: Amsterdam, The Netherlands, 2010; pp. 331–368. ISBN 978-1-84569-462-3. [Google Scholar]
- Pandita, S.D.; Irfan, M.S.; MacHavaram, V.R.; Shotton-Gale, N.; Mahendran, R.S.; Wait, C.F.; Paget, M.A.; Harris, D.; Leek, C.; Fernando, G.F. Clean Wet-Filament Winding-Part 1: Design Concept and Simulations. J. Compos. Mater. 2013, 47, 379–390. [Google Scholar] [CrossRef]
- Haq, S.A.; Middleton, V.; Owen, M.J. Filament Winding Controller Requirements and B-Spline Solution. Mater. Manuf. Process. 1995, 10, 65–73. [Google Scholar] [CrossRef]
- Sauti, G.; Kim, J.W.; Wincheski, R.A.; Antczak, A.; Campero, J.C.; Luong, H.H.; Shanahan, M.H.; Stelter, C.J.; Siochi, E.J. Structural CNT Composptes Part I: Developing a Carbon Nanotube Filament Winder. In Proceedings of the American Society for Composites-30th Technical Conference, East Lansing, CA, USA, 28–30 September 2015. [Google Scholar]
- Hata, T.; Umemura, K.; Yamauchi, H.; Nakayama, A.; Kawai, S.; Sasaki, H. Design and Pilot Production of a “Spiral-Winder” for the Manufacture of Cylindrical Laminated Veneer Lumber. J. Wood Sci. 2001, 47, 115–123. [Google Scholar] [CrossRef]
- Lye, S.W.; Boey, F.Y.C. Development of a Low-Cost Prototype Filament-Winding System for Composite Components. J. Mater. Process. Technol. 1995, 52, 570–584. [Google Scholar] [CrossRef]
- Abdalla, F.H.; Mutasher, S.A.; Khalid, Y.A.; Sapuan, S.M.; Hamouda, A.M.S.; Sahari, B.B.; Hamdan, M.M. Design and Fabrication of Low Cost Filament Winding Machine. Mater. Des. 2007, 28, 234–239. [Google Scholar] [CrossRef]
- Mateen, M.A.; Shankar, D.V.R.; Hussain, M.M. Design and Development of Low Cost Two Axis Filament Winding Machine. J. Adv. Manuf. Technol. 2018, 12, 117–126. [Google Scholar]
- Krishnamurthy, T.N.; Idkan, M. Fabrication of Low Cost Filament Winding Machine. Int. J. Recent Trends Electr. Electron. Eng. 2014, 4, 30–39. [Google Scholar]
- Mutasher, S.; Mir-Nasiri, N.; Lin, L.C. Small-Scale Filament Winding Machine for Producing Fiber Composite Products. J. Eng. Sci. Technol. 2012, 7, 156–168. [Google Scholar]
- Rejab, M.R.M.; Kadirgama, K.; Noor, M.M.; Sani, M.S.M.; Daud, R. Modification and Testing of Four Axes Filament Winding Machine. In Proceedings of the International Conference on Science & Technology: Application in Industry & Education, Singapore, 29 August–2 September 2008; pp. 1505–1509. [Google Scholar]
- Uzuner, S.; Akkus, N.; Kaplanoglu, E. Design and Control of Three Axis Fiber Winding Machine Using LabVIEW. In Proceedings of the Ulusal Konya Ereğli Kemal Akman Meslek Yüksekokulu Tebliğ Günleri, Konya, Turkey, 13–14 May 2010; Available online: https://scholar.google.ca/citations?view_op=view_citation&hl=en&user=mHA0yAIAAAAJ&citation_for_view=mHA0yAIAAAAJ:9yKSN-GCB0IC (accessed on 20 January 2022).
- Quanjin, M.; Rejab, M.R.M.; Idris, M.S.; Bachtiar, B.; Siregar, J.P.; Harith, M.N. Design and Optimize of 3-Axis Filament Winding Machine. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Busan, Korea, 25–27 August 2017. [Google Scholar]
- Quanjin, M.; Rejab, M.R.M.; Sahat, I.M.; Amiruddin, M.; Bachtiar, D.; Siregar, J.P.; Ibrahim, M.I. Design of Portable 3-Axis Filament Winding Machine with Inexpensive Control System. J. Mech. Eng. Sci. 2018, 12, 3479–3493. [Google Scholar] [CrossRef]
- Quanjin, M.; Rejab, M.R.M.; Idris, M.S.; Zhang, B.; Merzuki, M.N.M.; Kumar, N.M. Wireless technology applied in 3-axis filament winding machine control system using MIT app inventor. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kazimierz Dolny, Poland, 21–23 November 2019. [Google Scholar]
- Quanjin, M.; Rejab, M.R.M.; Kumar, N.M.; Idris, M.S. Experimental Assessment of the 3-Axis Filament Winding Machine Performance. Results Eng. 2019, 2, 100017. [Google Scholar] [CrossRef]
- Quanjin, M.; Rejab, M.R.M.; Kaige, J.; Idris, M.S.; Harith, M.N. Filament Winding Technique, Experiment and Simulation Analysis on Tubular Structure. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Vladivostok, Russia, 2–4 October 2018. [Google Scholar]
- Hunt, C.J.; Wisnom, M.R.; Woods, B.K.S. Design, manufacturing, and testing of an automated winding machine for wraptor composite truss structures. In Proceedings of the ECCM 2018-18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2020. [Google Scholar]
- Hunt, C.J.; Wisnom, M.R.; Woods, B.K.S. WrapToR Composite Truss Structures: Improved Process and Structural Efficiency. Compos. Struct. 2019, 230, 111467. [Google Scholar] [CrossRef]
- Lv, Y.; Zhang, W.; Deng, H.; Ding, X. Design of small-scale filament winding placement machine. In Proceedings of the 2018 IEEE International Conference on Robotics and Biomimetics, ROBIO 2018, Kuala Lumpur, Malaysia, 12–15 December 2018. [Google Scholar]
- Sofi, T.; Neunkirchen, S.; Schledjewski, R. Path Calculation, Technology and Opportunities in Dry Fiber Winding: A Review. Adv. Manuf. Polym. Compos. Sci. 2018, 4, 57–72. [Google Scholar] [CrossRef]
- Zu, L.; Xu, H.; Jia, X.; Zhang, Q.; Wang, H.; Zhang, B. Winding Path Design Based on Mandrel Profile Updates of Composite Pressure Vessels. Compos. Struct. 2020, 235, 111766. [Google Scholar] [CrossRef]
- Mazumdar, S.K.; Hoa, S.V. Analytical Models for Low Cost Manufacturing of Composite Components by Filament Winding, Part I: Direct Kinematics. J. Compos. Mater. 1995, 29, 1515–1541. [Google Scholar] [CrossRef]
- Koussios, S. Filament Winding: A Unified Approach; Delft University Press: Delft, The Netherlands, 2004; ISBN 90-407-2551-9. [Google Scholar]
- Abdel-Hady, F. Filament Winding of Revolution Structures. J. Reinf. Plast. Compos. 2005, 24, 855–868. [Google Scholar] [CrossRef]
- Koussios, S.; Bergsma, O.K.; Beukers, A. Filament Winding. Part 2: Generic Kinematic Model and Its Solutions. Compos. Part A Appl. Sci. Manuf. 2004, 35, 197–212. [Google Scholar] [CrossRef]
- Andrianov, A.; Shynkarenko, O.; Bertoldi, A.E.M.; Barcelos, M.N.D.; Veras, C.A.G. Concept and design of the hybrid test-motor for the development of a propulsive decelerator of SARA reentry capsule. In Proceedings of the 51st AIAA/SAE/ASEE Joint Propulsion Conference, Orlando, FL, USA, 27–29 July 2015. [Google Scholar]
- Anoshkin, A.N. Product Forming from Composite Materials by Filament Winding. Part 1: Theoretical Aspects and Formulas; Perm National Research Polytechnic University: Perm, Russia, 1994. [Google Scholar]
- Komkov, M.A.; Tarasov, V.A. Winding Technology of Composite Structures for Missiles and Weapons; Bauman Moscow State Technical University: Moscow, Russia, 2011. [Google Scholar]
- Minsch, N.; Herrmann, F.H.; Gereke, T.; Nocke, A.; Cherif, C. Analysis of filament winding processes and potential equipment technologies. Procedia CIRP 2017, 66, 125–130. [Google Scholar] [CrossRef]
- Structural Materials Handbook ECSS-E-HB-32-20—Part 3: Load Transfer and Design of Joints and Design of Structures; ECSS Secretariat, ESA-ESTEC, Requirements & Standards Division: Noordwijk, The Netherlands, 2011.
- Munro, M. Review of manufacturing of fiber composite components by filament winding. Polym. Compos. 1988, 9, 352–359. [Google Scholar] [CrossRef]
- Markov, L.; Cheng, R.M.H. Conceptual Design of Robotic Filament Winding Complexes. Mechatronics 1996, 6, 881–896. [Google Scholar] [CrossRef]
- Dionoro, G.; Pilloni, M.T.; Romano, D. Process innovation in composite manufacturing by filament winding: A managerial assessment. In Proceedings of the High Performance Structures and Materials, Lisbon, Portugal, 11–13 July 2022. [Google Scholar]
- Romano, D.; Pedone, P. Economic assessment of product-process innovation in filament winding technology. In Proceedings of the 9th QMOD, Liverpool, UK, 8–10 August 2006. [Google Scholar]
- Koussios, S.; Beukers, A. Filament Winding: Design, Materials, Structures and Manufacturing Process. In Wiley Encyclopedia of Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; pp. 1–16. [Google Scholar] [CrossRef]
- Peters, S.T.; Tarnopol’skii, Y.M. Filament winding. In Composites Engineering Handbook; Marcel Dekker: New York, NY, USA, 1997; pp. 515–548. ISBN 0-8247-9304-8. [Google Scholar]
- Peters, S.T.; Foral, R.F.; Humphrey, W.D. Filament winding. In Handbook of Composite Reinforcements; Wiley-VCH: Palo Alto, CA, USA, 1993; pp. 232–247. [Google Scholar]
- Koussious, S.; Bergsma, O.K.; Debecker, A. Development of a tumble winder for dedicated products. In Proceedings of the 15th American Society for Composites, College Staton, TX, USA, 26 September 2000. [Google Scholar]
- Lossie, M.; Van Brussel, H. Design principles in filament winding. Compos. Manuf. 1994, 5, 5–13. [Google Scholar] [CrossRef]
- Akovali, G. (Ed.) Handbook of Composite Fabrication; Rapra Technology Ltd.: Shrewsbury, UK, 2001; ISBN 978-1-85957-263-4. [Google Scholar]
- DuVall, F.W. Cost Comparisons of wet filament winding versus prepreg filament winding for type II and type IV CNG cylinders. SAMPE J. 2001, 37, 38–42. [Google Scholar]
- Arrabiyeh, P.A.; May, D.; Eckrich, M.; Dlugaj, A.M. An Overview on Current Manufacturing Technologies: Processing Continuous Rovings Impregnated with Thermoset Resin. Polym. Compos. 2021, 42, 5630–5655. [Google Scholar] [CrossRef]
- Shibley, A.M. Filament winding. In Handbook of Composites; Lubin, G., Ed.; Springer: Boston, MA, USA, 1982; pp. 449–478. ISBN 978-1-4615-7141-4. [Google Scholar]
- Galantucci, L.M.; Piperi, E.; Lavecchia, F.; Zhavo, A. Semi-automatic low cost 3D laser scanning systems for reverse engineering. Procedia CIRP 2015, 28, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Mach3 CNC Controller Software Installation and Configuration, Version 3; Artsoft Software Incorporated: Cluj, Romania, 2008.
- Radzevich, S.P. Geometry of Surfaces, 2nd ed.; Springer Nature: Cham, Switzerland, 2020. [Google Scholar]
- Wang, Q.; Li, T.; Wang, B.; Liu, C.; Huang, Q.; Ren, M. Prediction of void growth and fiber volume fraction based on filament winding process mechanics. Compos. Struct. 2020, 246, 112432. [Google Scholar] [CrossRef]
- Cohen, D.; Mantell, S.C.; Zhao, L. The Effect of fiber volume fraction on filament wound composite pressure vessel strength. Compos. Part B Eng. 2001, 32, 413–429. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Minimal | Nominal | Maximal |
|---|---|---|---|
| , tex | 720 | 800 | 880 |
| , g/cm3 | 1.77 | 1.80 | 1.83 |
| , MPa | 4050 | 4500 | 4950 |
| , GPa | 228 | 240 | 252 |
| Designation | Resin Composition | Initial Viscosity at 25 °C 1, mPa·s | Cure Schedule |
|---|---|---|---|
| LY1564 | Araldite LY1564/XB3473 | 1000–1200 | 30 min at 130 °C + 12 h at 160 °C |
| LY5052 | Araldite LY5052/Aradur TM5052 | 600–700 (to 1500 after 56–60 min) | 24 h at 25 °C + 15 h at 60 °C |
| βc | Φc | Φs | Φ1 | Φp | Φf | Φw |
|---|---|---|---|---|---|---|
| 20.5 | 15 | 90 | 420 | 0 | 0 | 15 |
| βc | Φc | Φs | Φ1 | Φp | Φf | Φw |
|---|---|---|---|---|---|---|
| 20.5 | 57.1 | 90 | 474.2 | 120 | 2.91 | 4.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrianov, A.; Tomita, E.K.; Veras, C.A.G.; Telles, B. A Low-Cost Filament Winding Technology for University Laboratories and Startups. Polymers 2022, 14, 1066. https://doi.org/10.3390/polym14051066
Andrianov A, Tomita EK, Veras CAG, Telles B. A Low-Cost Filament Winding Technology for University Laboratories and Startups. Polymers. 2022; 14(5):1066. https://doi.org/10.3390/polym14051066
Chicago/Turabian StyleAndrianov, Artem, Erika Kamada Tomita, Carlos Alberto Gurgel Veras, and Bruno Telles. 2022. "A Low-Cost Filament Winding Technology for University Laboratories and Startups" Polymers 14, no. 5: 1066. https://doi.org/10.3390/polym14051066