
Effect of Structural Design on the Pore Structure, Water Resistance, and Mechanical Properties of Engineered Wood/Bamboo Laminated Composites
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
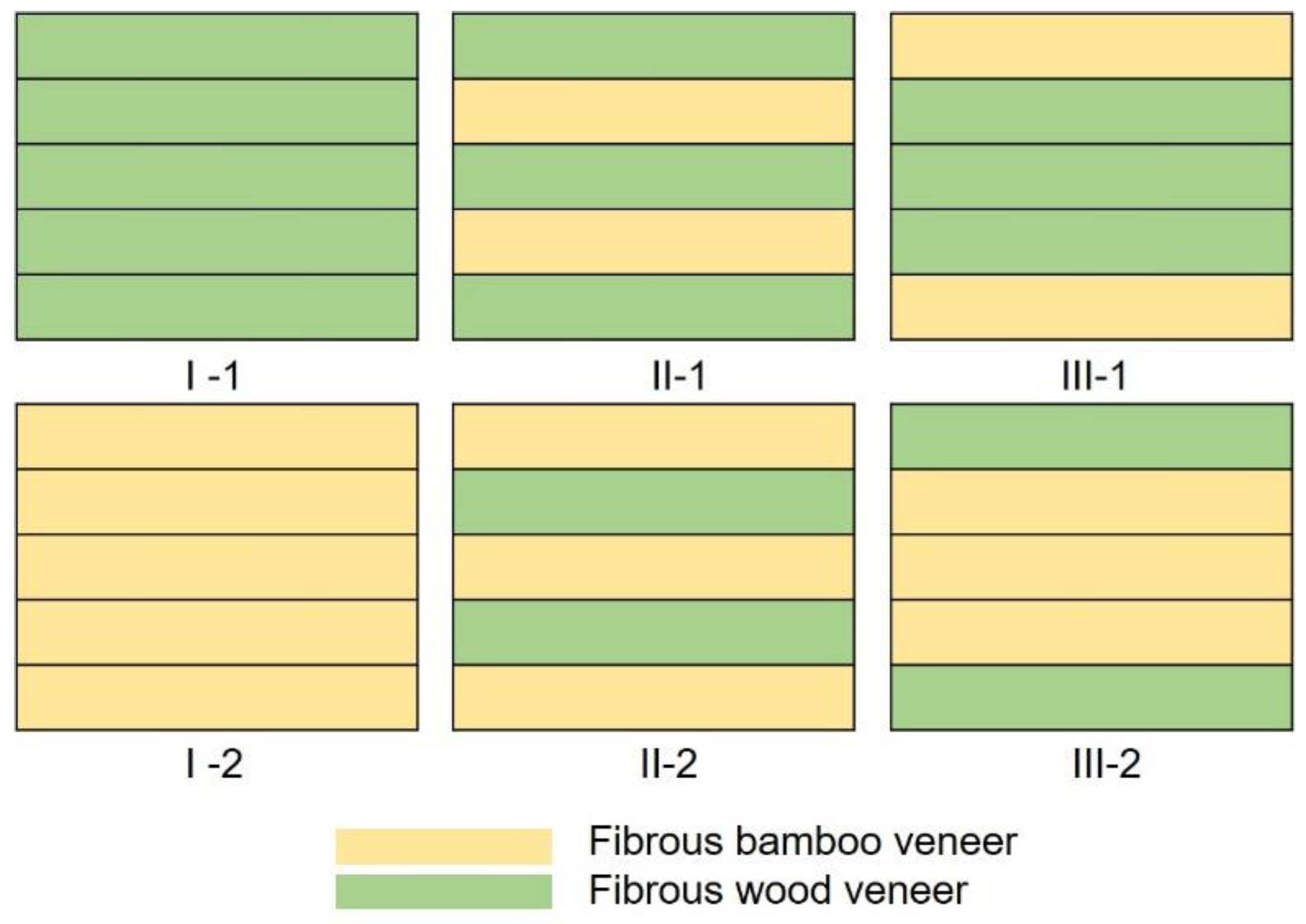
2.2. Structural Design and Manufacture of Wood/Bamboo LCs
2.3. Characterization
2.4. Statistical Analysis
3. Results and Discussion
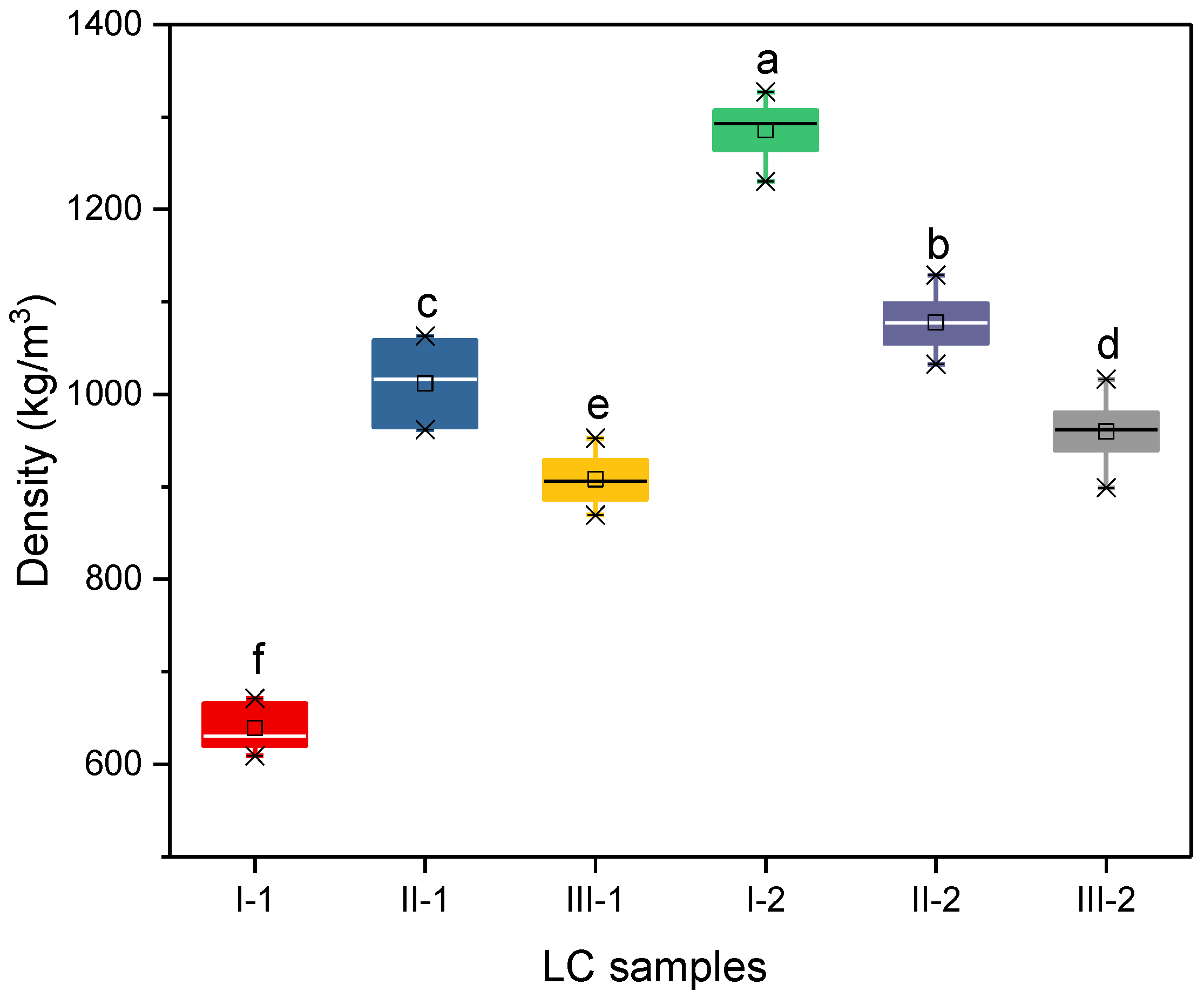
3.1. Density
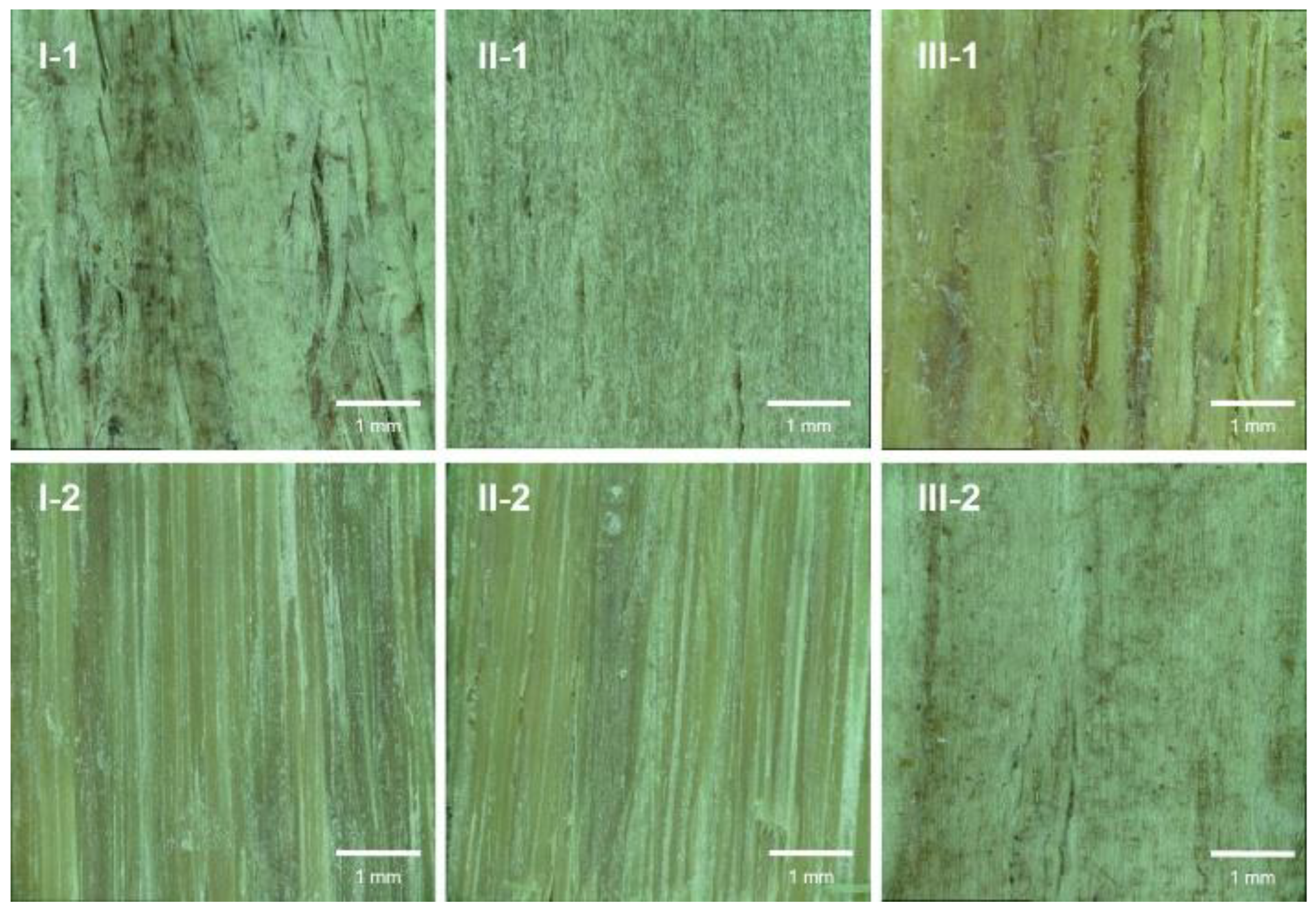
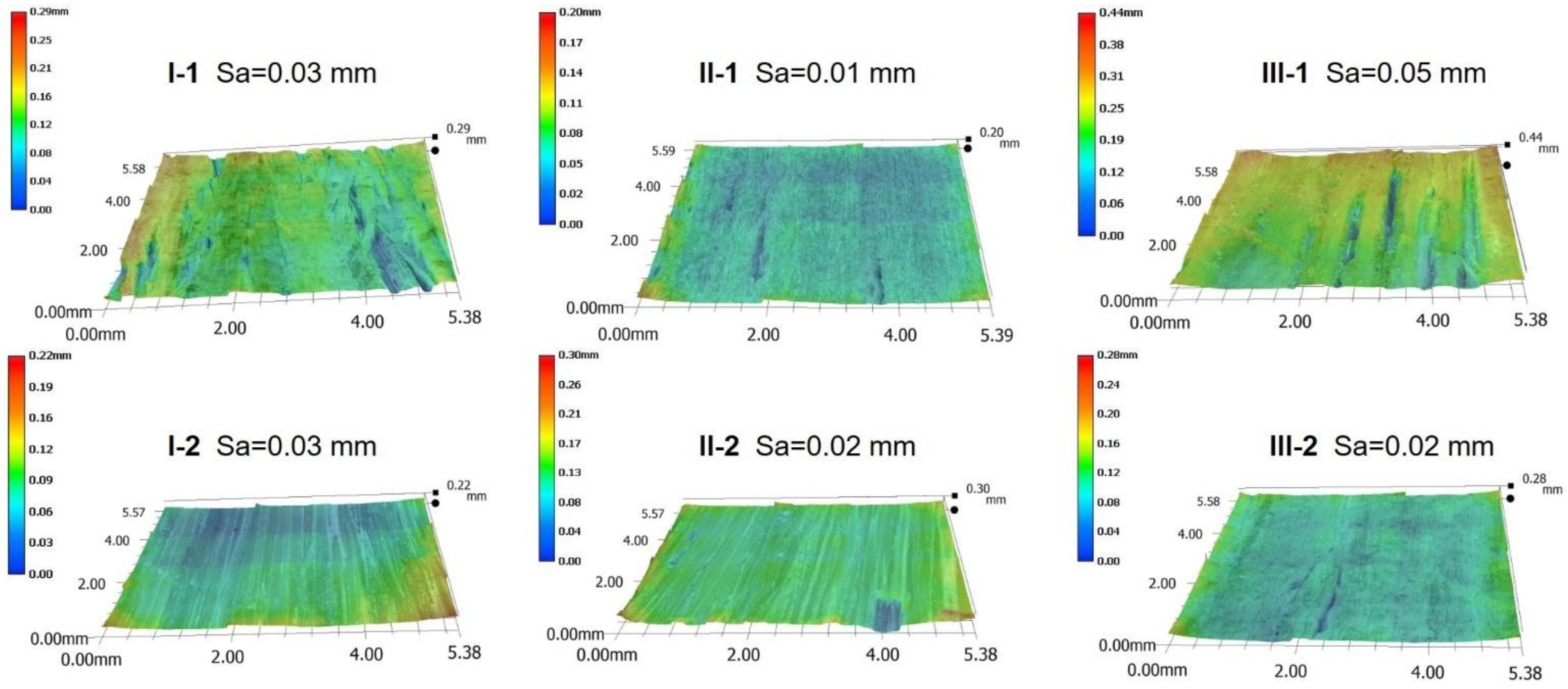
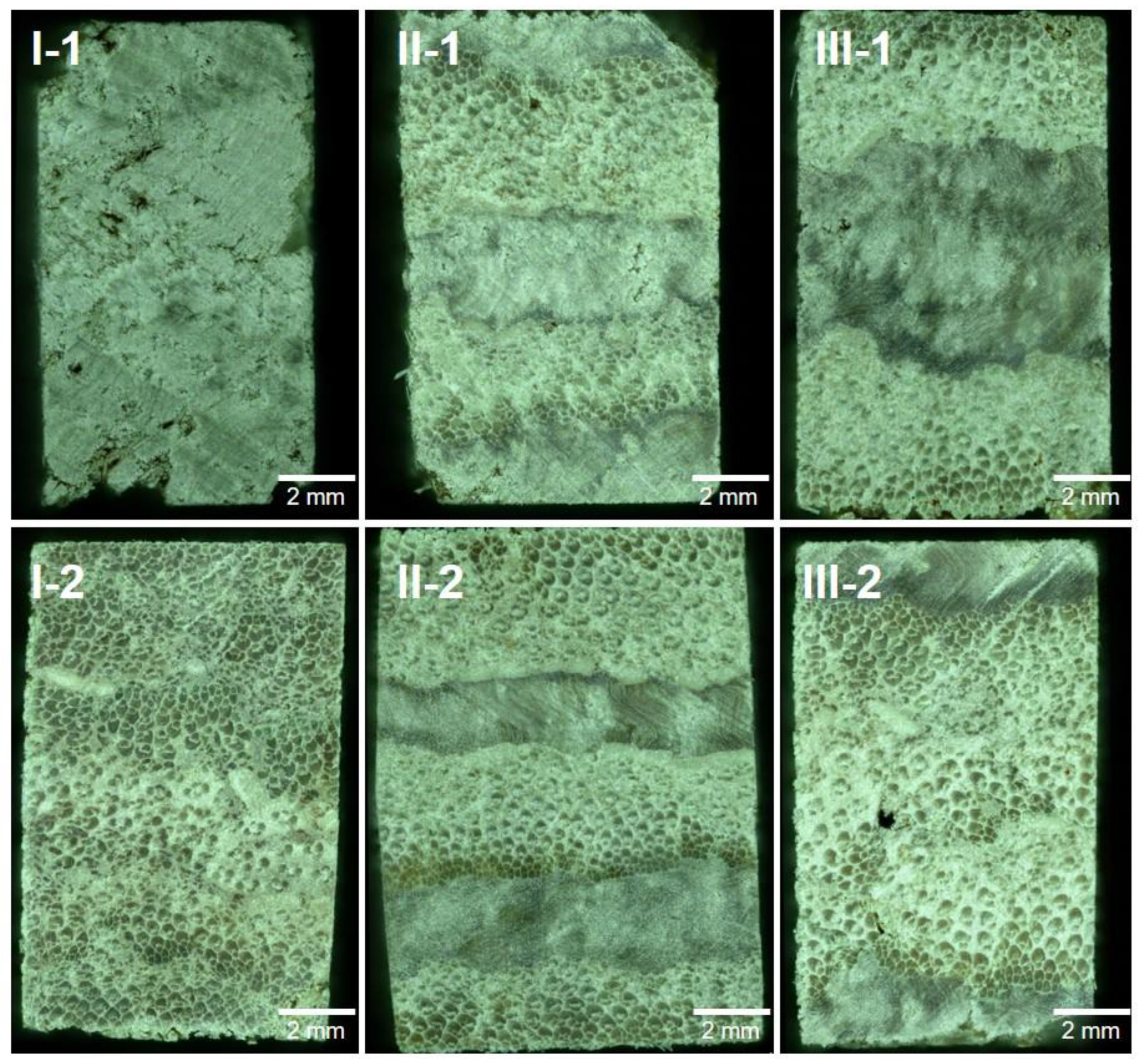
3.2. Surface and Cross-Section
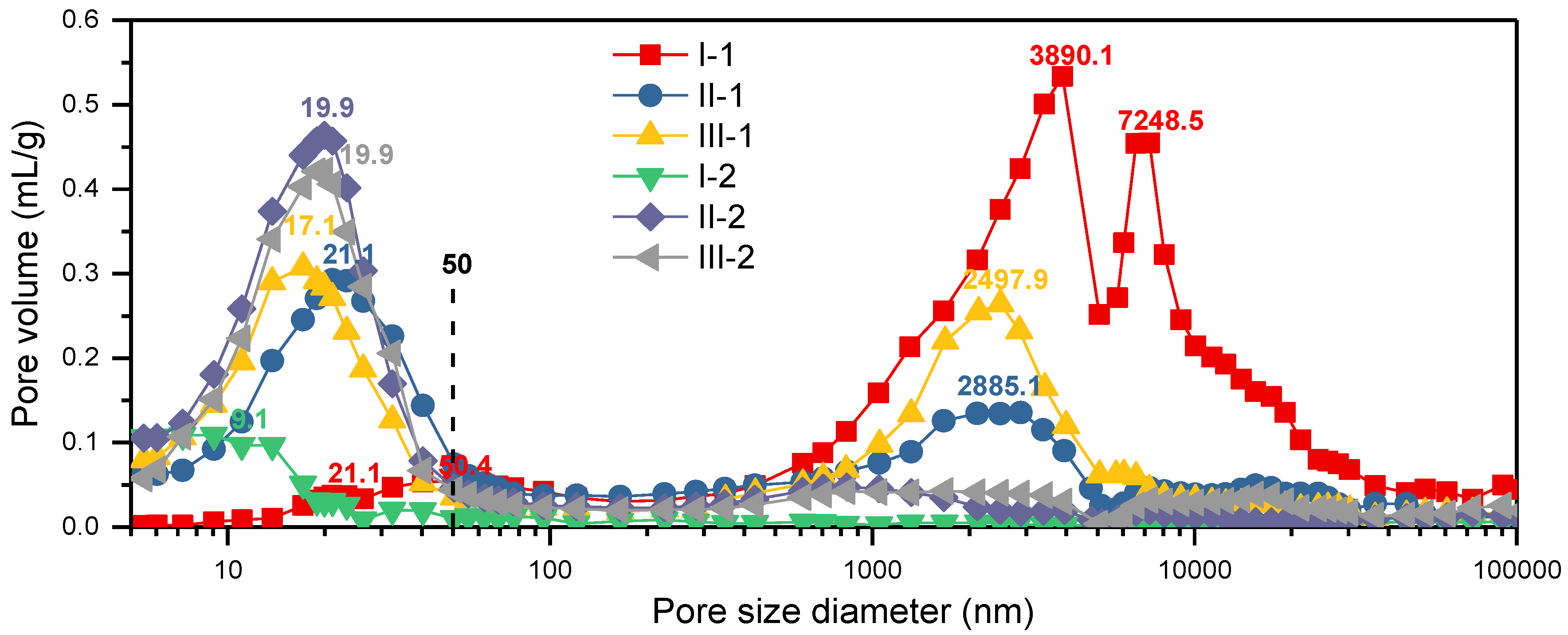
3.3. Pore Structure
3.4. Water Resistance
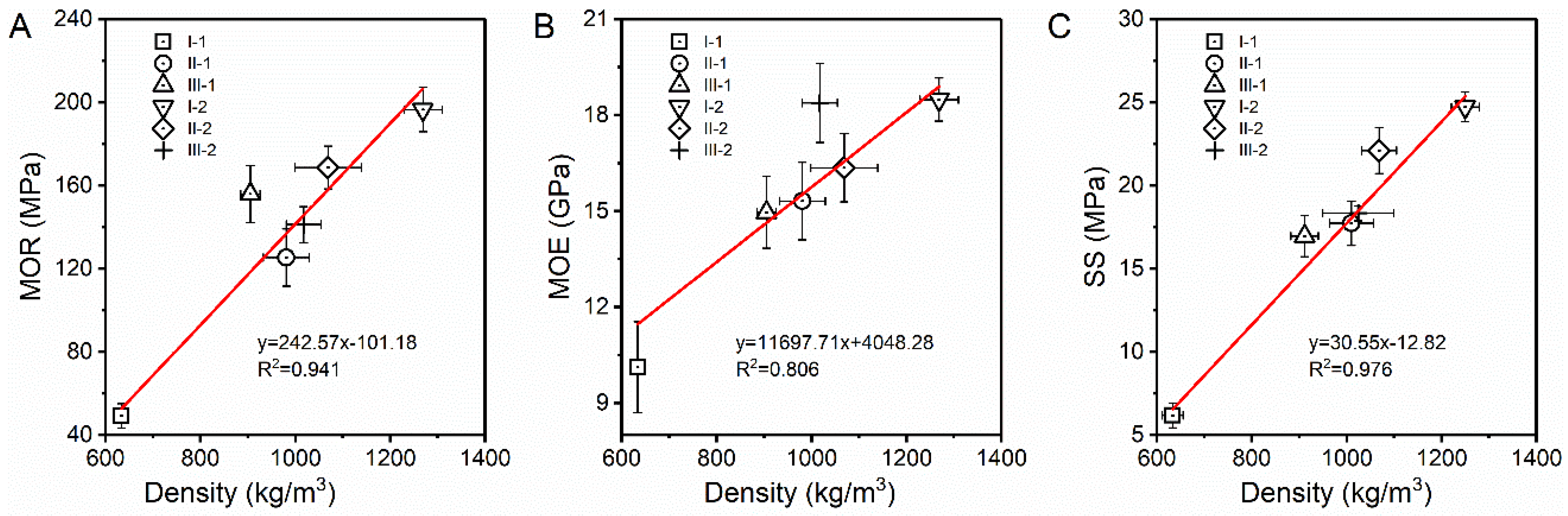
3.5. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De Klijn-Chevalerias, M.; Javed, S. The Dutch approach for assessing and reducing environmental impacts of building materials. Build. Environ. 2017, 111, 147–159. [Google Scholar] [CrossRef]
- IPCC. IPCC Fourth Assessment Report (AR4)—Climate Change 2007: Mitigation of Climate Change; IPCC: Geneva, Switzerland, 2007. [Google Scholar]
- Sun, X.; He, M.; Li, Z. Novel engineered wood and bamboo composites for structural applications: State-of-art of manufacturing technology and mechanical performance evaluation. Constr. Build. Mater. 2020, 249, 118751. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, Y.; Qi, Y.; Yu, W. Novel engineered scrimber with outstanding dimensional stability from finely fluffed poplar veneers. Measurement 2018, 124, 318–321. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, Y.; Huang, Y.; Yu, Y.; Liang, Y.; Yu, W. Influence of veneer thickness, mat formation and resin content on some properties of novel poplar scrimbers. Holzforschung 2018, 72, 673–680. [Google Scholar] [CrossRef]
- Yu, Y.; Huang, X.; Yu, W. A novel process to improve yield and mechanical performance of bamboo fiber reinforced composite via mechanical treatments. Compos. Part B Eng. 2014, 56, 48–53. [Google Scholar] [CrossRef]
- Yu, Y.; Yu, W.; Qin, L. Manufacturing technology of bamboo-based fiber composites used as outdoor flooring. Sci. Silvae Sin. 2014, 50, 133–139. [Google Scholar]
- Rao, F.; Zhu, X.; Zhang, Y.; Ji, Y.; Lei, W.; Li, N.; Zhang, Z.; Chen, Y.; Yu, W. Water resistance and mechanical properties of bamboo scrimber composite made from different units of Bambusa chungii as a function of resin content. Constr. Build. Mater. 2022, 335, 127250. [Google Scholar] [CrossRef]
- Ji, L.; Zhang, Q.; Rao, F. Engineered Wood/Bamboo Laminated Composites for Outdoor Hydrophilic Platforms: Structural Design and Performance. J. Renew. Mater. 2022, 10, 2477–2487. [Google Scholar] [CrossRef]
- Chen, W.; Li, X.; Ling, Q. The Preparation Process of Bamboo-Wood Composite Scrimber. J. Bamboo Res. 2014, 33, 29–33. [Google Scholar]
- GB/T 20241-2006; Laminated veneer lumber. China National Standardization Administration Committee: Beijing, China, 2006.
- Chen, F.; Deng, J.; Li, X.; Wang, G.; Smith, L.M.; Shi, S.Q. Effect of laminated structure design on the mechanical properties of bamboo-wood hybrid laminated veneer lumber. Eur. J. Wood Wood Prod. 2017, 75, 439–448. [Google Scholar] [CrossRef]
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. China National Standardization Administration Committee: Beijing, China, 2013.
- GB/T 30364-2013; Bamboo Scrimber Flooring. China National Standardization Administration Committee: Beijing, China, 2013.
- Zhang, Y.; Huang, X.; Zhang, Y.; Yu, Y.; Yu, W. Scrimber board (SB) manufacturing by a new method and characterization of SB’s mechanical properties and dimensional stability. Holzforschung 2018, 72, 283–289. [Google Scholar] [CrossRef]
- Rao, F.; Ji, Y.; Huang, Y.; Li, N.; Zhang, Y.; Chen, Y.; Yu, W. Influence of resin molecular weight on bonding interface, water resistance, and mechanical properties of bamboo scrimber composite. Constr. Build. Mater. 2021, 292, 123458. [Google Scholar] [CrossRef]
- LY/T 3194-2020; Structural Bamboo Scrimber. China National Standardization Administration Committee: Beijing, China, 2020.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Test Method | N | Sample Size (mm3) | Span (mm) | Loading Rate (mm/min) | Standard |
|---|---|---|---|---|---|---|
| Density | Mass/volume method | 8 | 50 × 50 × 14 | — | — | GB/T 17657–2013 |
| Longitudinal bending properties | Three-point bending | 8 | 330 × 20 × 14 | 280 | 10 | |
| Longitudinal shear strength | Short-beam shear | 8 | 78 × 40 × 14 | 52 | 5 | GB/T 20241–2006 |
| Water resistance | 28 h cycle treatment | 8 | 50 × 50 × 14 | — | — | GB/T 30364–2013 |
| Pore structure | Mercury intrusion method | 3 | 1.5 × 1.5 × 0.9 | — | — | — |
| Sample | Total Intrusion Volume (mL/g) | Average Pore Diameter (nm) | Bulk Density (g/mL) | Porosity (%) |
|---|---|---|---|---|
| I-1 | 0.5 | 363.4 | 0.7 | 39.3 |
| II-1 | 0.4 | 34.6 | 0.9 | 31.4 |
| III-1 | 0.4 | 32.0 | 0.9 | 35.1 |
| I-2 | 0.1 | 13.6 | 1.2 | 9.8 |
| II-2 | 0.3 | 19.7 | 1.0 | 30.6 |
| III-2 | 0.3 | 22.6 | 1.0 | 30.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, X.; Li, X.; Zhang, Z.; Cheng, L.; Wu, J.; Li, L.; Zhang, Z.; Liu, Q.; Zhao, P.; Rao, F. Effect of Structural Design on the Pore Structure, Water Resistance, and Mechanical Properties of Engineered Wood/Bamboo Laminated Composites. Polymers 2022, 14, 5386. https://doi.org/10.3390/polym14245386
Zhu X, Li X, Zhang Z, Cheng L, Wu J, Li L, Zhang Z, Liu Q, Zhao P, Rao F. Effect of Structural Design on the Pore Structure, Water Resistance, and Mechanical Properties of Engineered Wood/Bamboo Laminated Composites. Polymers. 2022; 14(24):5386. https://doi.org/10.3390/polym14245386
Chicago/Turabian StyleZhu, Xuguang, Xiaoyan Li, Zhiyuan Zhang, Lin Cheng, Jue Wu, Luming Li, Zhenhua Zhang, Qingyuan Liu, Pu Zhao, and Fei Rao. 2022. "Effect of Structural Design on the Pore Structure, Water Resistance, and Mechanical Properties of Engineered Wood/Bamboo Laminated Composites" Polymers 14, no. 24: 5386. https://doi.org/10.3390/polym14245386