
Physical and Mechanical Properties of Novel Multilayer Bamboo Laminated Composites Derived from Bamboo Veneer

 ,
,
Abstract
:Highlights
- laminated structure and fiber volume significantly influenced the BLC properties.
- A reference for selecting an appropriate BLC structure and fiber volume based on ap-plication was provided.
- The realization of rational allocation of bamboo resources.
Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Raw Materials
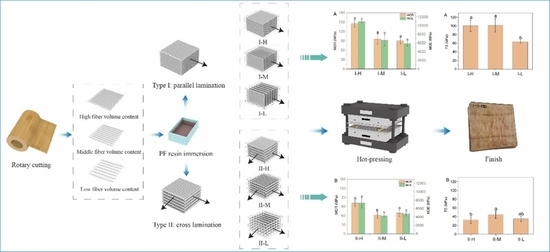
2.2. Preparation of Bamboo Laminated Composites (BLCs)
2.3. Characterization
2.3.1. Microstructure Evaluation
2.3.2. Density
2.3.3. Bending Strength and Modulus
2.3.4. Tensile Strength
2.3.5. Water Resistance
3. Results and Discussion
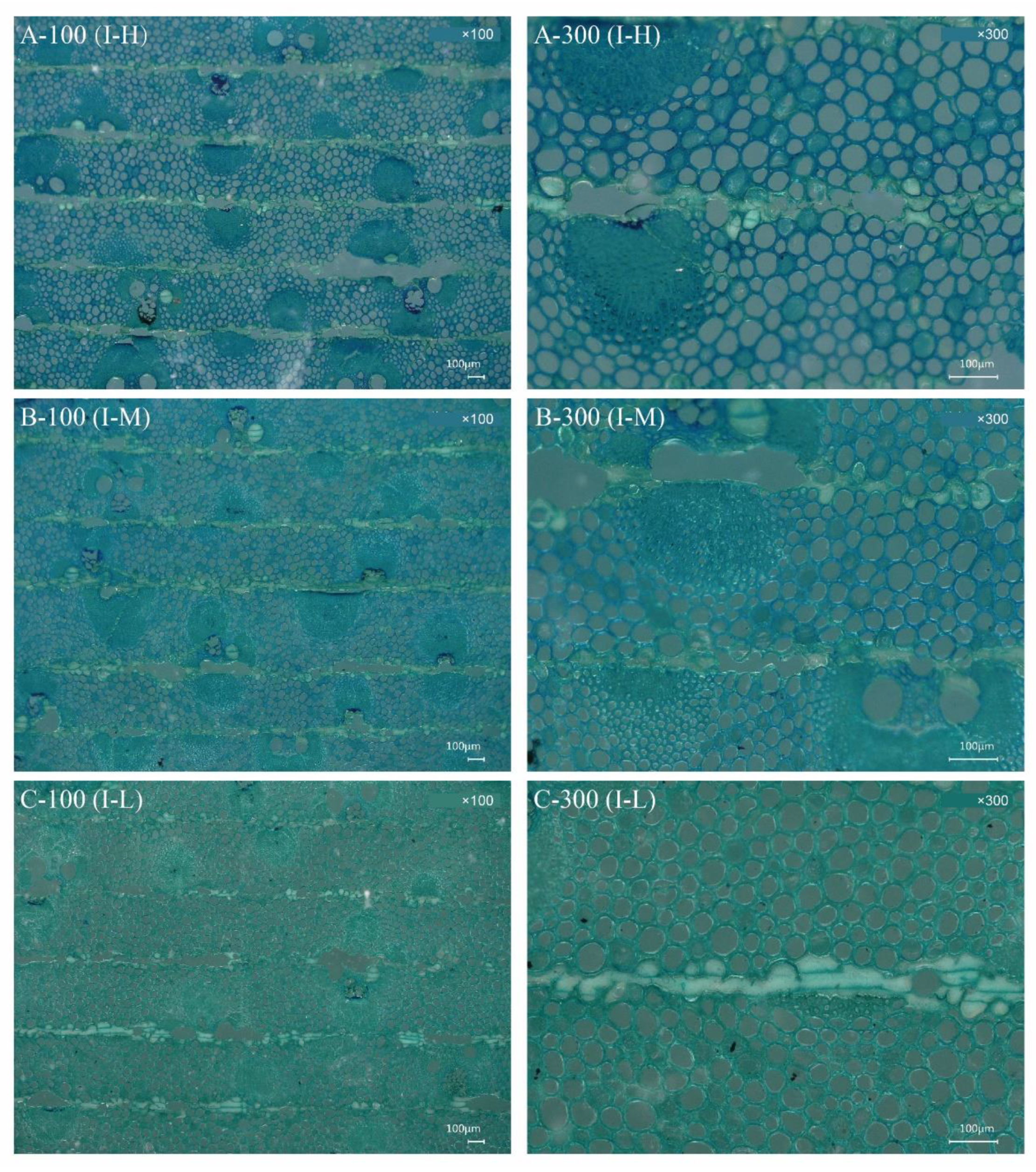
3.1. Microstructure of the Bamboo Laminated Composites (BLCs)
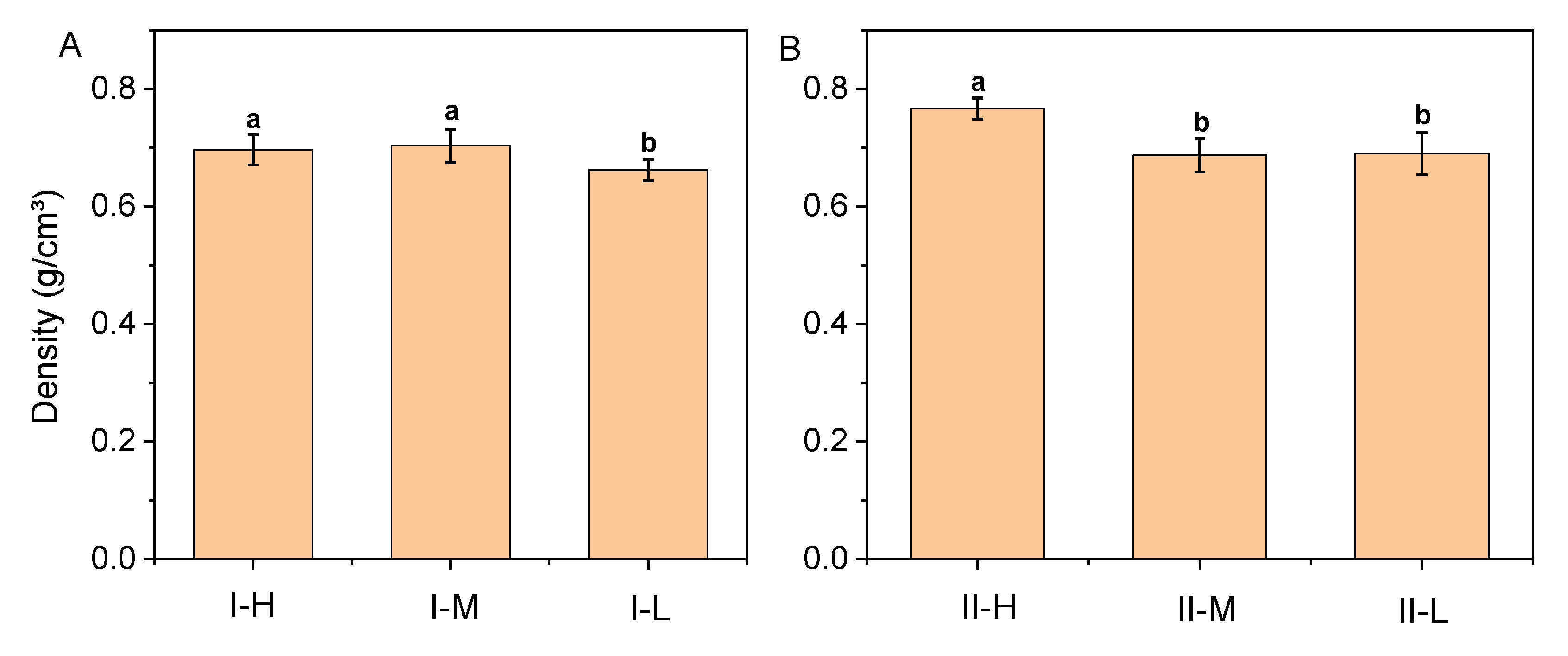
3.2. Density
3.3. Bending Strength and Modulus
3.4. Tensile Strength
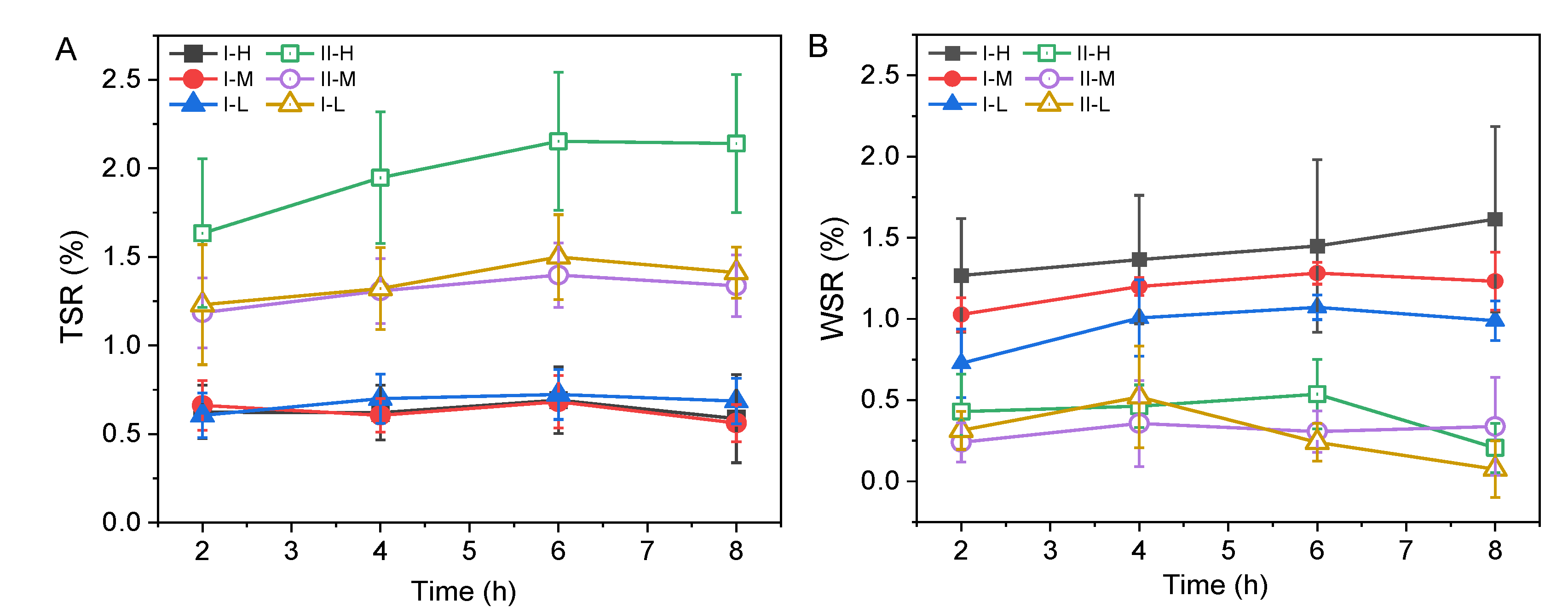
3.5. Water Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Koronis, G.; Silva, A.; Fontul, M. Green Composites: A Review of Adequate Materials for Automotive Applications. Compos. Part B Eng. 2013, 44, 120–127. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.M.; Misra, M. Composites from Renewable and Sustainable Resources: Challenges and Innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deshpande, A.P.; Bhaskar Rao, M.; Lakshmana Rao, C. Extraction of Bamboo Fibers and Their Use as Reinforcement in Polymeric Composites. J. Appl. Polym. Sci. 2000, 76, 83–92. [Google Scholar] [CrossRef]
- Liu, C.; Luan, P.; Li, Q.; Cheng, Z.; Sun, X.; Cao, D.; Zhu, H. Biodegradable, Hygienic, and Compostable Tableware from Hybrid Sugarcane and Bamboo Fibers as Plastic Alternative. Matter 2020, 3, 2066–2079. [Google Scholar] [CrossRef]
- Amada, S.; Ichikawa, Y.; Munekata, T.; Nagase, Y.; Shimizu, H. Fiber Texture and Mechanical Graded Structure of Bamboo. Compos. Part B Eng. 1997, 28, 13–20. [Google Scholar] [CrossRef]
- Aimin, W.; Xinguo, L.; Science, E. Advantage Analysis of Bamboo Resources in Low-Carbon Economic Development. World Bamboo Rattan. 2013, 8, 34–36. [Google Scholar] [CrossRef]
- Chen, F.; Deng, J.; Cheng, H.; Li, H.; Jiang, Z.; Wang, G.; Zhao, Q.; Shi, S.Q. Impact Properties of Bamboo Bundle Laminated Veneer Lumber by Preprocessing Densification Technology. J. Wood Sci. 2014, 60, 421–427. [Google Scholar] [CrossRef]
- Chen, G.; Yu, Y.; Li, X.; He, B. Mechanical Behavior of Laminated Bamboo Lumber for Structural Application: An Experimental Investigation. Eur. J. Wood Wood Prod. 2020, 78, 53–63. [Google Scholar] [CrossRef]
- Xiao, Y.; Wu, Y.; Li, J.; Yang, R.Z. An Experimental Study on Shear Strength of Glubam. Constr. Build. Mater. 2017, 150, 490–500. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Yokozeki, T. Experimental and Numerical Analysis of CFRP-SPCC Hybrid Laminates for Automotive and Structural Applications with Cost Analysis Assessment. Compos. Struct. 2021, 263, 113707. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Yokozeki, T. Steel Plate Cold Commercial-Carbon Fiber Reinforced Plastics Hybrid Laminates for Automotive Applications: Curing Perspective with Thermal Residual Effect. J. Mater. Res. Technol. 2021, 14, 2700–2714. [Google Scholar] [CrossRef]
- Muflikhun, M.A. Failure Prediction and Surface Characterization of GFRP Laminates: A Study of Stepwise Loading. Polymers 2022, 14, 4322. [Google Scholar] [CrossRef] [PubMed]
- Hu, M.; Wang, C.; Lu, C.; Intan, N.; Anuar, S.; Yousfani, H.S.; Jing, M.; Chen, Z.; Zakaria, S. Investigation on the Classified Extraction of the Bamboo Fiber and Its Properties. J. Nat. Fibers 2019, 17, 1–11. [Google Scholar] [CrossRef]
- Lin, Q.; Huang, Y.; Li, X.; Yu, W. Effects of Shape, Location and Quantity of the Joint on Bending Properties of Laminated Bamboo Lumber. Constr. Build. Mater. 2020, 230, 117023. [Google Scholar] [CrossRef]
- Li, T.; Cheng, D.L.; Wålinder, M.E.P.; Zhou, D. guo Wettability of Oil Heat-Treated Bamboo and Bonding Strength of Laminated Bamboo Board. Ind. Crops Prod. 2015, 69, 15–20. [Google Scholar] [CrossRef]
- Chow, A.; Ramage, M.H.; Shah, D.U. Optimising Ply Orientation in Structural Laminated Bamboo. Constr. Build. Mater. 2019, 212, 541–548. [Google Scholar] [CrossRef]
- Huang, J.K.; Young, W. Bin the Mechanical, Hygral, and Interfacial Strength of Continuous Bamboo Fiber Reinforced Epoxy Composites. Compos. Part B Eng. 2019, 166, 272–283. [Google Scholar] [CrossRef]
- Huang, Y.; Ji, Y.; Yu, W. Development of Bamboo Scrimber: A Literature Review. J. Wood Sci. 2019, 65, 25. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Zhu, R.; Wu, B.; Hu, Y.; Yu, W. Fabrication, Material Properties, and Application of Bamboo Scrimber. Wood Sci. Technol. 2015, 49, 83–98. [Google Scholar] [CrossRef]
- Yu, Y.; Huang, X.; Yu, W. A Novel Process to Improve Yield and Mechanical Performance of Bamboo Fiber Reinforced Composite via Mechanical Treatments. Compos. Part B Eng. 2014, 56, 48–53. [Google Scholar] [CrossRef]
- Products, I. A Study of New Technology of Rotation Cutting of Bamboo Timber and Its Products. 2010, Volume 8, pp. 10–12. Available online: https://www.cnki.net/kcms/doi/10.13640/j.cnki.wbr.2010.05.008 (accessed on 2 November 2022).
- QiaoQing, B.; Qin, L.; ShaoFei, Y.; Jian, Z. Test on Dyeing Technology of Bamboo Veneer for Black Walnut. J. Zhejiang For. Sci. Technol. 2010, 30, 70–72. [Google Scholar]
- Jakimovska Popovska, V.; Iliev, B.; Zlateski, G. Utjecaj Položaja Furnira u Strukturi Furnirskih Ploča Na Njihovu Vlačnu Čvrstoću. Drv. Ind. 2017, 68, 153–161. [Google Scholar] [CrossRef] [Green Version]
- Kallakas, H.; Rohumaa, A.; Vahermets, H.; Kers, J. Effect of Different Hardwood Species and Lay-up Schemes on the Mechanical Properties of Plywood. Forests 2020, 11, 649. [Google Scholar] [CrossRef]
- Wang, B.J.; Chui, Y.H. Manufacturing of LVL Using Cost-Effective Resin Impregnation and Layup Technologies. Wood Sci. Technol. 2012, 46, 1043–1059. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, Y.; Huang, Y.; Yu, Y.; Liang, Y.; Yu, W. Influence of Veneer Thickness, Mat Formation and Resin Content on Some Properties of Novel Poplar Scrimbers. Holzforschung 2018, 72, 673–680. [Google Scholar] [CrossRef]
- Chen, K.; Long, L. Analysis of the Effects of Fiber Gradient Distribution on the Mechanical Properties of Moso Bamboo. Appl. Mech. Mater. 2014, 590, 13–18. [Google Scholar] [CrossRef]
- Wei, X.; Wang, G.; Smith, L.M.; Jiang, H. The Hygroscopicity of Moso Bamboo (Phyllostachys Edulis) with a Gradient Fiber Structure. J. Mater. Res. Technol. 2021, 15, 4309–4316. [Google Scholar] [CrossRef]
- Ling, J. Notes on the Improvements of Wood-Sectioning Techniques. Chinese Bull. Bot. 1993, 10, 61–64. [Google Scholar]
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. Standards Press of China: Beijing, China, 2013.
- Rao, F.; Ji, Y.; Huang, Y.; Li, N.; Zhang, Y.; Chen, Y.; Yu, W. Influence of Resin Molecular Weight on Bonding Interface, Water Resistance, and Mechanical Properties of Bamboo Scrimber Composite. Constr. Build. Mater. 2021, 292, 123458. [Google Scholar] [CrossRef]
- Yu, Y.; Huang, Y.; Zhang, Y.; Liu, R.; Meng, F.; Yu, W. The Reinforcing Mechanism of Mechanical Properties of Bamboo Fiber Bundle-Reinforced Composites. Polym. Compos. 2019, 40, 1463–1472. [Google Scholar] [CrossRef]
- Bao, M.; Huang, X.; Jiang, M.; Yu, W.; Yu, Y. Effect of Thermo-Hydro-Mechanical Densification on Microstructure and Properties of Poplar Wood (Populus Tomentosa). J. Wood Sci. 2017, 63, 591–605. [Google Scholar] [CrossRef]
- Meng, F.; Liu, R.; Zhang, Y.; Huang, Y.; Yu, Y.; Yu, W. Improvement of the Water Repellency, Dimensional Stability, and Biological Resistance of Bamboo-Based Fiber Reinforced Composites. Polym. Compos. 2019, 40, 506–513. [Google Scholar] [CrossRef]
- Biziks, V.; Bicke, S.; Militz, H. Penetration Depth of Phenol-Formaldehyde (PF) Resin into Beech Wood Studied by Light Microscopy. Wood Sci. Technol. 2019, 53, 165–176. [Google Scholar] [CrossRef]
- Jakes, J.E.; Hunt, C.G.; Yelle, D.J.; Lorenz, L.; Hirth, K.; Gleber, S.C.; Vogt, S.; Grigsby, W.; Frihart, C.R. Synchrotron-Based X-Ray Fluorescence Microscopy in Conjunction with Nanoindentation to Study Molecular-Scale Interactions of Phenol-Formaldehyde in Wood Cell Walls. ACS Appl. Mater. Interfaces 2015, 7, 6584–6589. [Google Scholar] [CrossRef]
- Krause, J.Q.; de Andrade Silva, F.; Ghavami, K.; Gomes, O. da F.M.; Filho, R.D.T. On the Influence of Dendrocalamus Giganteus Bamboo Microstructure on Its Mechanical Behavior. Constr. Build. Mater. 2016, 127, 199–209. [Google Scholar] [CrossRef]
- Shao, Z.P.; Fang, C.H.; Huang, S.X.; Tian, G.L. Tensile Properties of Moso Bamboo (Phyllostachys Pubescens) and Its Components with Respect to Its Fiber-Reinforced Composite Structure. Wood Sci. Technol. 2010, 44, 655–666. [Google Scholar] [CrossRef]
- Rao, F.; Ji, Y.; Li, N.; Zhang, Y.; Chen, Y.; Yu, W. Outdoor Bamboo-Fiber-Reinforced Composite: Influence of Resin Content on Water Resistance and Mechanical Properties. Constr. Build. Mater. 2020, 261, 120022. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, S.; Semple, K.; Lian, C.; Chen, M.; Luo, J.; Yang, F.; Dai, C.; Fei, B. Precise Microcasting Revealing the Connectivity of Bamboo Pore Network. Ind. Crops Prod. 2021, 170, 113787. [Google Scholar] [CrossRef]
- Azadeh, A.; Ghavami, K. The Influence of Heat on Shrinkage and Water Absorption of Dendrocalamus Giganteus Bamboo as a Functionally Graded Material. Constr. Build. Mater. 2018, 186, 145–154. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhang, W.; Lei, W.; Ji, Y.; Zhang, Z.; Yin, Y.; Rao, F. Physical and Mechanical Properties of Novel Multilayer Bamboo Laminated Composites Derived from Bamboo Veneer. Polymers 2022, 14, 4820. https://doi.org/10.3390/polym14224820
Li X, Zhang W, Lei W, Ji Y, Zhang Z, Yin Y, Rao F. Physical and Mechanical Properties of Novel Multilayer Bamboo Laminated Composites Derived from Bamboo Veneer. Polymers. 2022; 14(22):4820. https://doi.org/10.3390/polym14224820
Chicago/Turabian StyleLi, Xuelian, Weizhong Zhang, Wencheng Lei, Yaohui Ji, Zhenhua Zhang, Yifan Yin, and Fei Rao. 2022. "Physical and Mechanical Properties of Novel Multilayer Bamboo Laminated Composites Derived from Bamboo Veneer" Polymers 14, no. 22: 4820. https://doi.org/10.3390/polym14224820