

Structure and Properties of Epoxy Polysulfone Systems Modified with an Active Diluent
 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Polymer Mixtures
2.2. Interferometry of Polymer Mixtures
2.3. Differential Scanning Calorimetry
2.4. Physico-Mechanical Studies
3. Results and Discussion
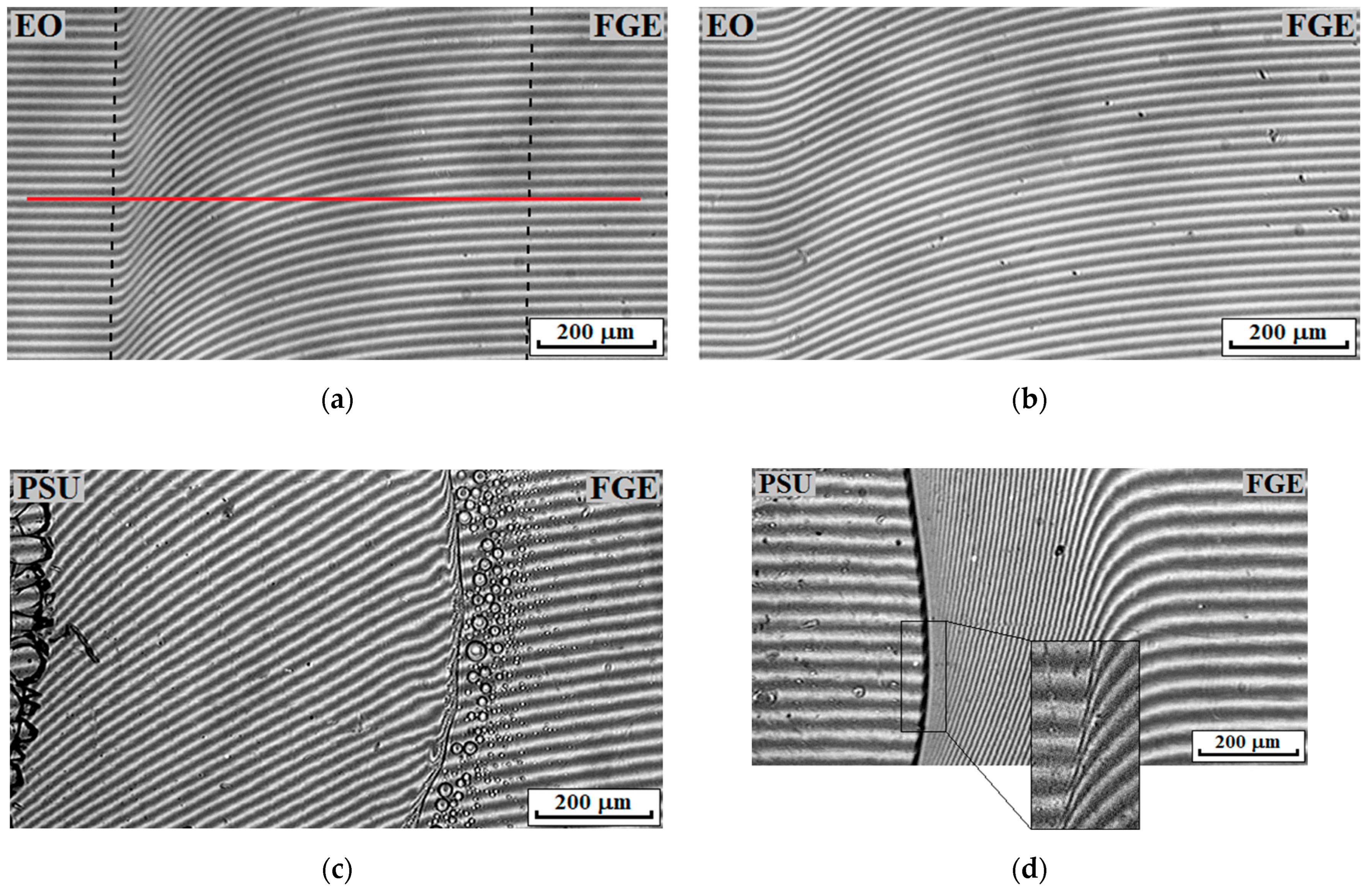
3.1. Compatibility of Polymer Blend Components
3.2. Differential Scanning Calorimetry (DSC) of Polymer Blends
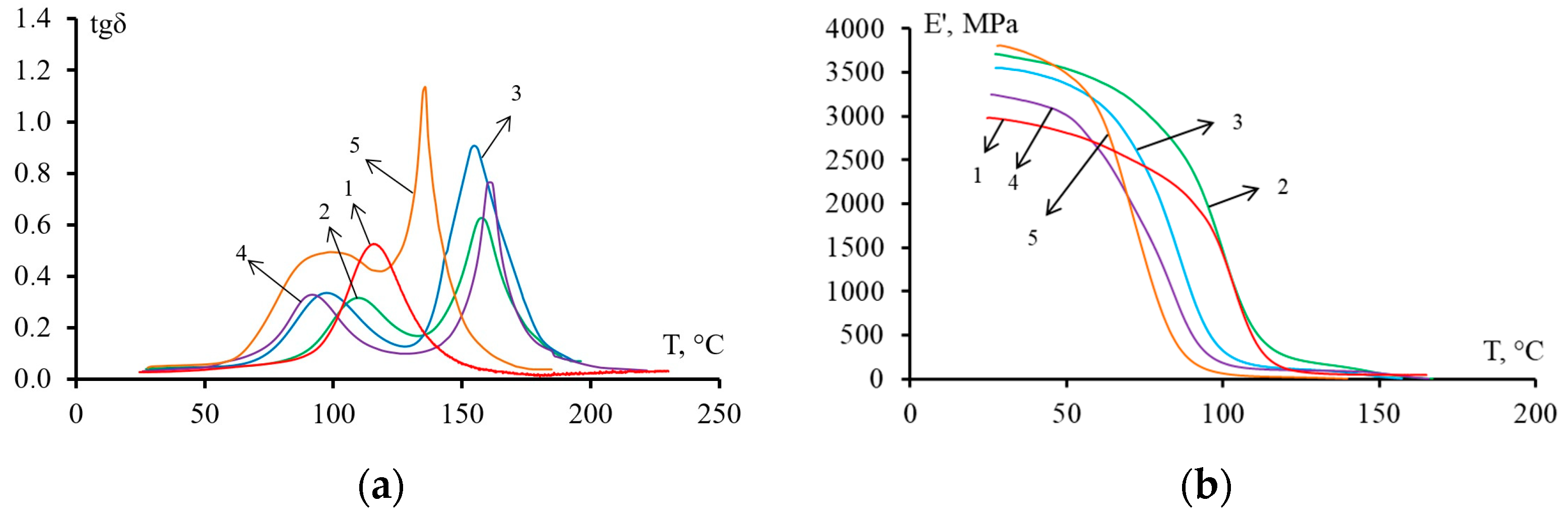
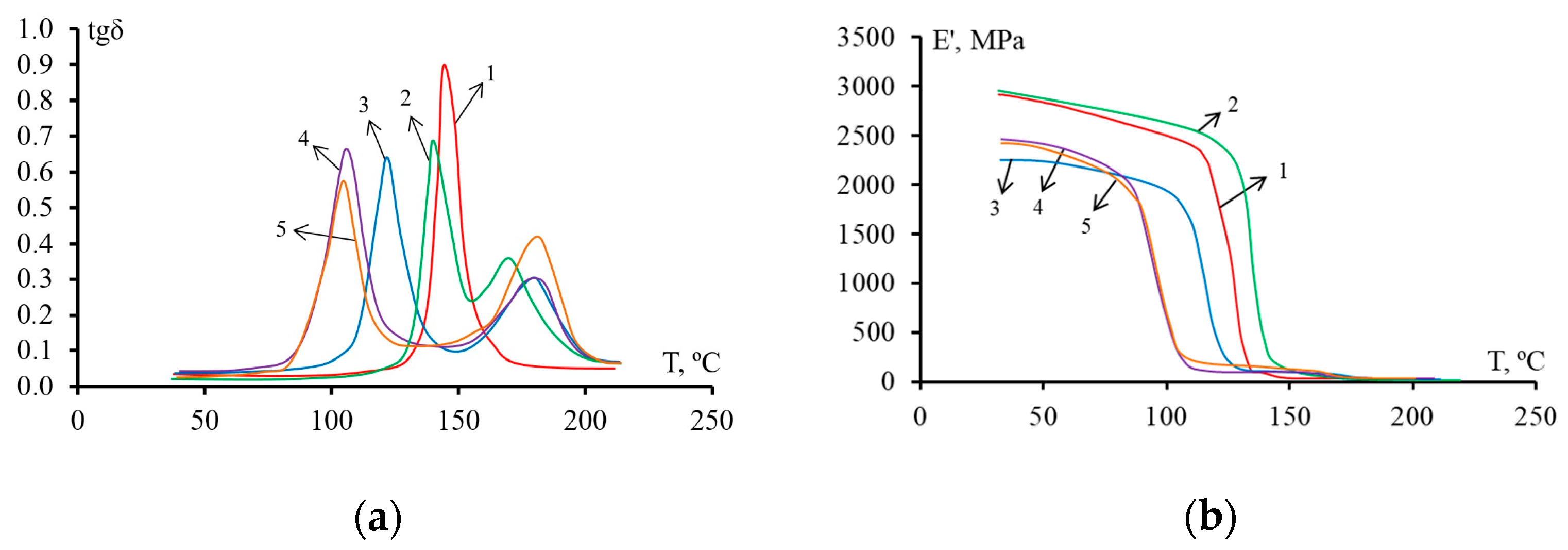
3.3. Dynamic Mechanical Analysis (DMA)
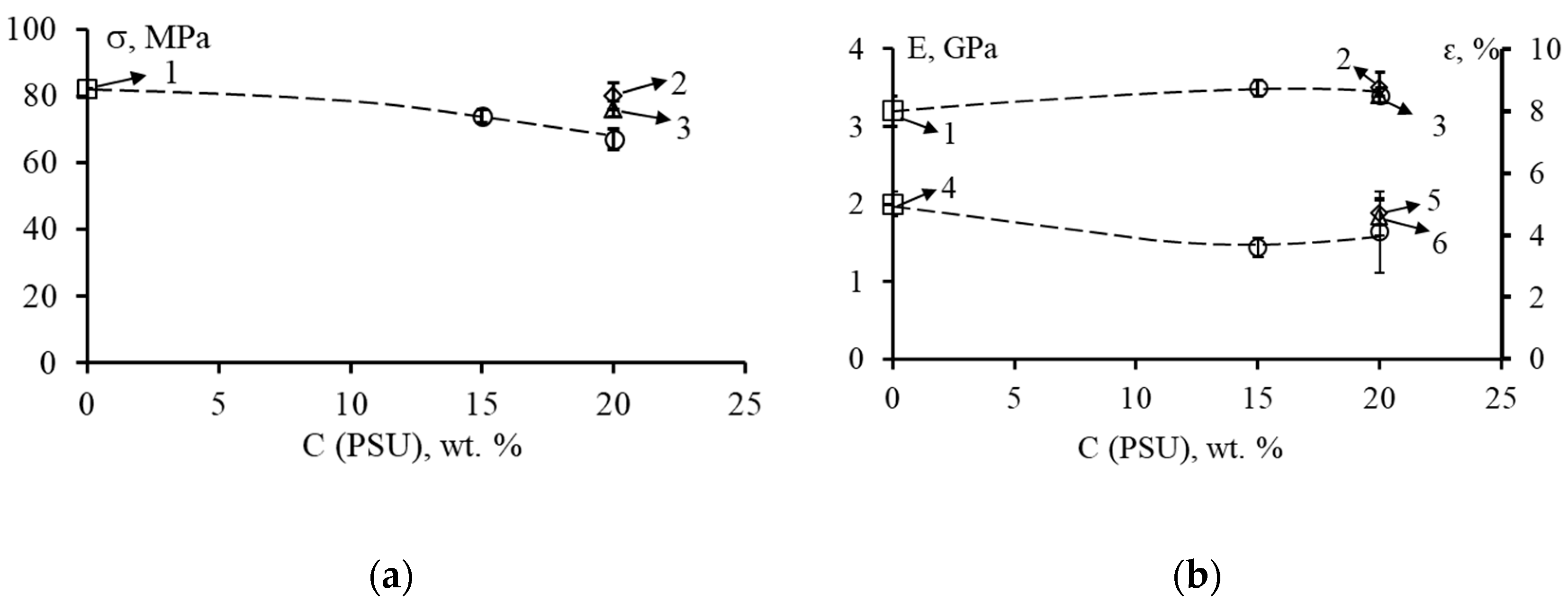
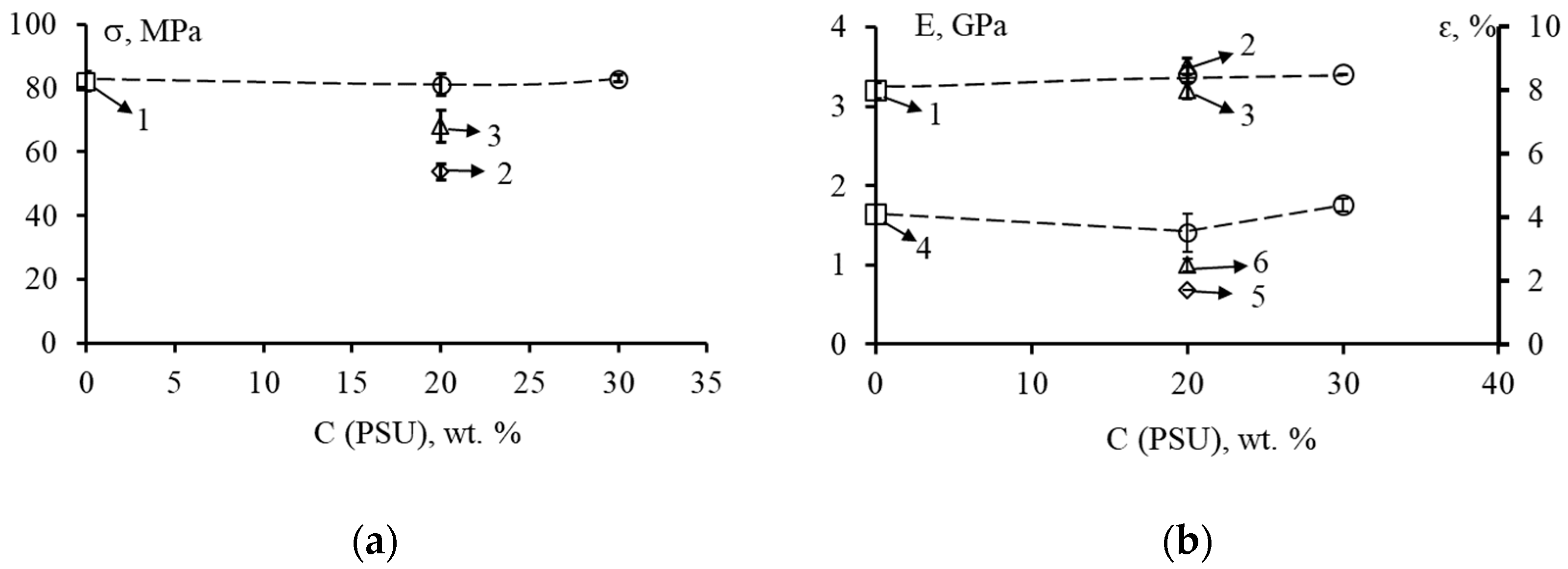
3.4. Mechanical Properties of Hybrid Matrices
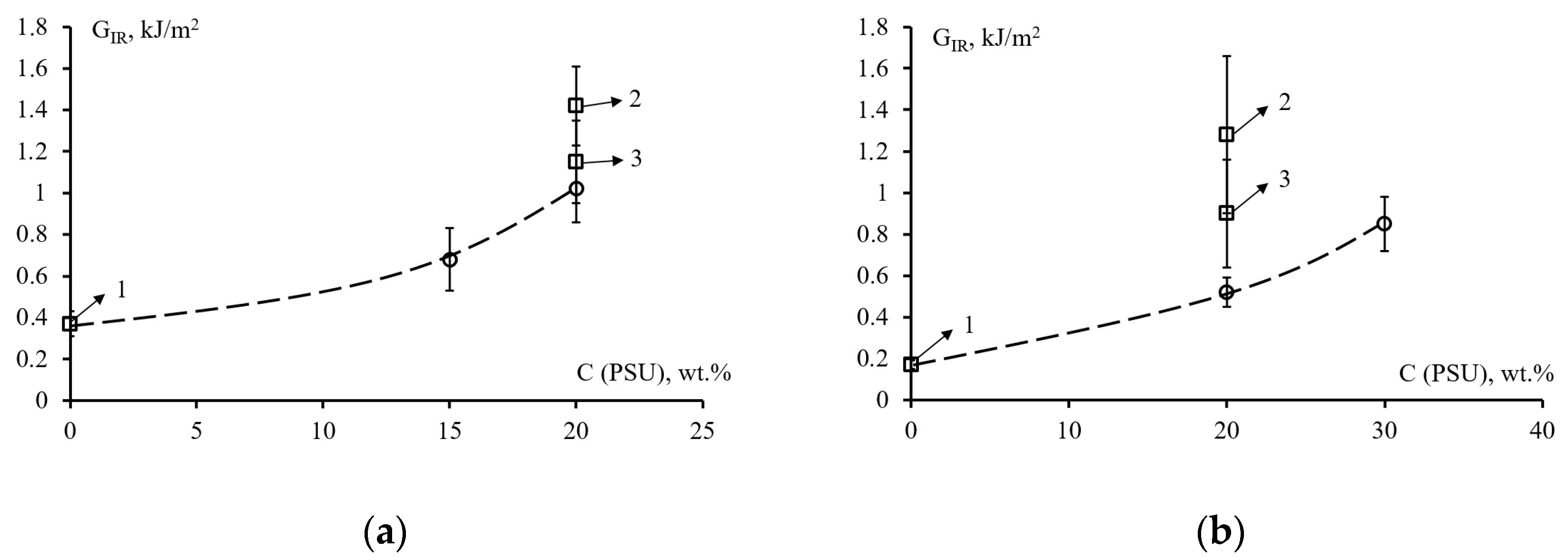
3.5. Crack Resistance
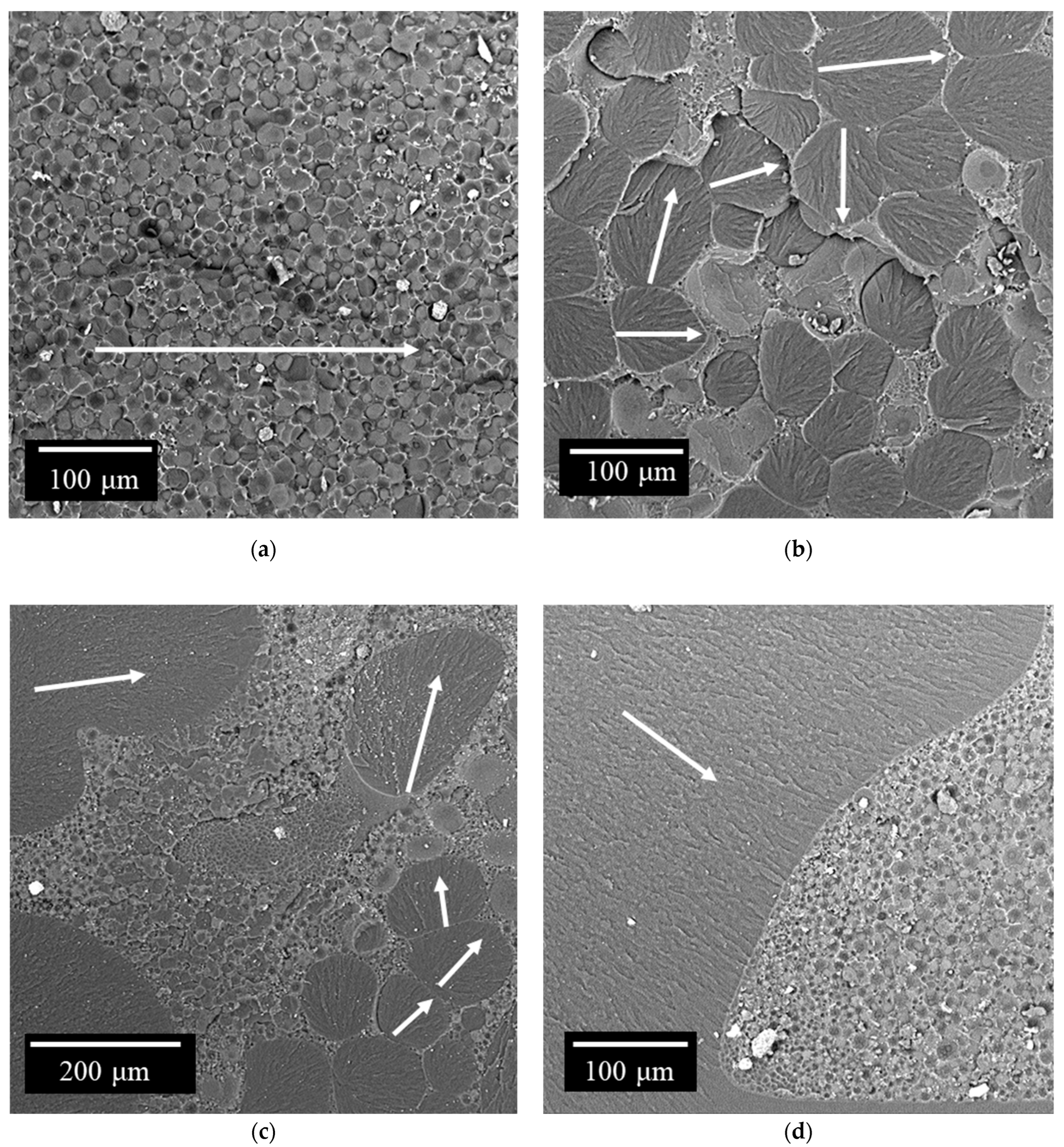
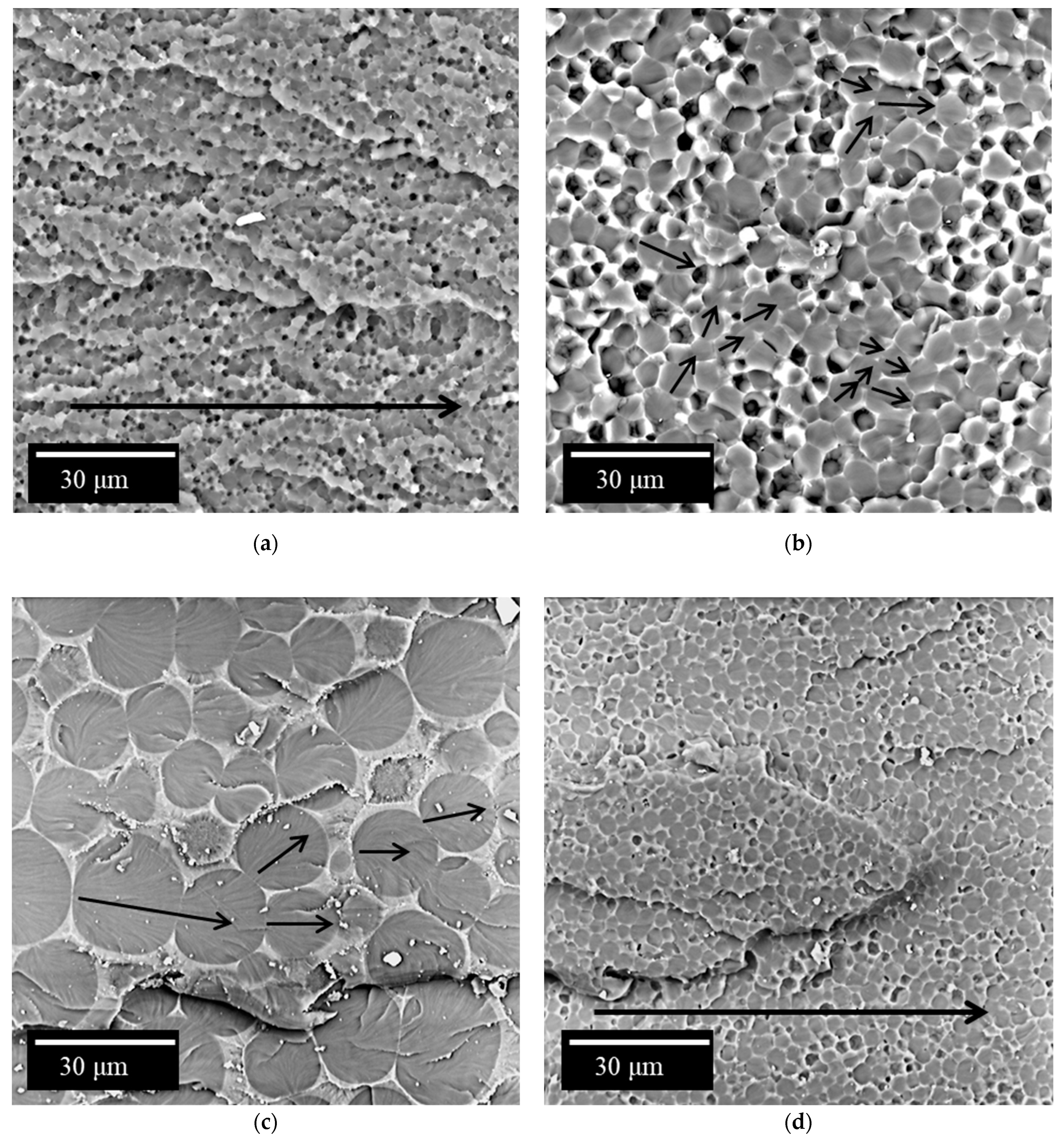
3.6. Morphology of Hybrid Epoxypolysulfone Matrices
3.6.1. Polymer Blends Cured with TEAT
3.6.2. Iso-MTHPA Cured Polymer Blends
3.7. Mechanisms for Increasing the Strength of Hybrid Matrices
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Liaghat, G.; Vahid, S. Improving the fracture toughness and the strength of epoxy using nanomaterials—A review of the current status. Nanoscale 2015, 7, 10294–10329. [Google Scholar] [CrossRef] [Green Version]
- Cheng, C.; Chen, Z.; Huang, Z.; Zhang, C.; Tusiime, R.; Zhou, J.; Sun, Z.; Liu, Y.; Yu, M.; Zhang, H. Simultaneously improving mode I and mode II fracture toughness of the carbon fiber/epoxy composite laminates via interleaved with uniformly aligned PES fiber webs. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105696. [Google Scholar] [CrossRef]
- Kostagiannakopoulou, C.; Tsilimigkra, X.; Sotiriadis, G.; Kostopoulos, V. Synergy effect of carbon nano-fillers on the fracture toughness of structural composites. Compos. Part B Eng. 2017, 129, 18–25. [Google Scholar] [CrossRef]
- Nasser, J.; Zhang, L.; Sodano, H. Laser induced graphene interlaminar reinforcement for tough carbon fiber/epoxy composites. Compos. Sci. Technol. 2020, 201, 108493. [Google Scholar] [CrossRef]
- Matykiewicz, D. Hybrid Epoxy Composites with Both Powder and Fiber Filler: A Review of Mechanical and Thermomechanical Properties. Materials 2020, 13, 1802. [Google Scholar] [CrossRef] [Green Version]
- Ay, Z.; Tanoğlu, M. The effect of single-walled carbon nanotube (SWCNT) concentration on the mechanical and rheological behavior of epoxy matrix. Mech. Compos. Mater. 2020, 56, 523–532. [Google Scholar] [CrossRef]
- Kurkin, T.S.; Tikunova, E.P.; Solopchenko, A.V.; Yablokova, M.Y.; Ozerin, A.N. Polymer composite materials based on thermoset epoxy binders modified with diamond-containing nanofillers. Polym. Sci. Ser. C 2016, 58, 50–61. [Google Scholar] [CrossRef]
- Mostovoy, A.; Shcherbakov, A.; Yakovlev, A.; Arzamastsev, S.; Lopukhova, M. Reinforced Epoxy Composites Modified with Functionalized Graphene Oxide. Polymers 2022, 14, 338. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.; Mahat, A.M.; Lee, C.L.; Aisyah, H.A.; et al. Fabrication, Functionalization, and Application of Carbon Nanotube-Reinforced Polymer Composite: An Overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef]
- Mostovoy, A.; Yakovlev, A.; Tseluikin, V.; Lopukhova, M. Epoxy Nanocomposites Reinforced with Functionalized Carbon Nanotubes. Polymers 2020, 12, 1816. [Google Scholar] [CrossRef]
- Van Velthem, P.; Gabriel, S.; Pardoen, T.; Bailly, C.; Ballout, W. Synergy between Phenoxy and CSR Tougheners on the Frac-ture Toughness of Highly Cross-Linked Epoxy-Based Composites. Polymers 2021, 13, 2477. [Google Scholar] [CrossRef] [PubMed]
- Bian, X.; Tuo, R.; Yang, W.; Zhang, Y.; Xie, Q.; Zha, J.; Lin, J.; He, S. Mechanical, Thermal, and Electrical Proper-ties of BN–Epoxy Composites Modified with Carboxyl-Terminated Butadiene Nitrile Liquid Rubber. Polymers 2019, 11, 1548. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tripathi, G.; Srivastava, D. Effect of carboxyl-terminated poly(butadiene-co-acrylonitrile) (CTBN) concentration on thermal and mechanical properties of binary blends of diglycidyl ether of bisphenol-A (DGEBA) epoxy resin. Mater. Sci. Eng. A 2007, 443, 262–269. [Google Scholar] [CrossRef]
- Chae, G.-S.; Park, H.-W.; Lee, J.-H.; Shin, S. Comparative Study on the Impact Wedge-Peel Performance of Epoxy-Based Structural Adhesives Modified with Different Toughening Agents. Polymers 2020, 12, 1549. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Sun, Q.; Lei, K.; Chen, C.; Yao, L.; Peng, Z. Effect of Toughening with Different Liquid Rubber on Dielectric Relaxation Properties of Epoxy Resin. Polymers 2020, 12, 433. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, B.; Wang, F.; Li, J.Y.; Zhang, J.L.; Zhang, Y.; Zhao, H.C. Synthesis of Eugenol Bio-based Reactive Epoxy Diluent and Study on the Curing Kinetics and Properties of the Epoxy Resin System. Chin. J. Polym. Sci. 2019, 37, 500–508. [Google Scholar] [CrossRef]
- Solodilov, V.I.; Gorbatkina, Y.A.; Kuperman, A.M. The effect of an active diluent on the properties of epoxy resin and unidirectional carbon-fiber-reinforced plastics. Mech. Compos. Mater. 2003, 39, 493–502. [Google Scholar] [CrossRef]
- Chen, J.; Nie, X.; Liu, Z.; Mi, Z.; Zhou, Y. Synthesis and Application of Polyepoxide Cardanol Glycidyl Ether as Biobased Polyepoxide Reactive Diluent for Epoxy Resin. ACS Sustain. Chem. Eng. 2015, 3, 1164–1171. [Google Scholar] [CrossRef]
- Khalina, M.; Beheshty, M.H.; Salimi, A. The effect of reactive diluent on mechanical properties and microstructure of epoxy resins. Polym. Bull. 2019, 76, 3905–3927. [Google Scholar] [CrossRef]
- Solodilov, V.I.; Korokhin, R.A.; Gorbatkina, Y.A.; Kuperman, A.M. Comparison of fracture energies of epoxypolysulfone matrices and unidirectional composites based on them. Mech. Compos. Mater. 2015, 51, 177–190. [Google Scholar] [CrossRef]
- Sun, Z.; Xu, L.; Chen, Z.; Wang, Y.; Tusiime, R.; Cheng, C.; Zhou, S.; Liu, Y.; Yu, M.; Zhang, H. Enhancing the Mechanical and Thermal Properties of Epoxy Resin via Blending with Thermoplastic Polysulfone. Polymers 2019, 11, 461. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zheng, N.; Sun, W.F.; Liu, H.Y.; Huang, Y.D.; Gao, J.F.; Mai, Y.W. Effects of carboxylated carbon nanotubes on the phase separation behaviour and fracture-mechanical properties of an epoxy/polysulfone blend. Compos. Sci. Technol. 2018, 59, 180–188. [Google Scholar] [CrossRef]
- Rosetti, Y.; Alcouffe, P.; Pascault, J.-P.; Gérard, J.-F.; Lortie, F. Polyether Sulfone-Based Epoxy Toughening: From Micro- to Nano-Phase Separation via PES End-Chain Modification and Process Engineering. Materials 2018, 11, 1960. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Korokhin, R.A.; Solodilov, V.I.; Zvereva, U.G.; Solomatin, D.V.; Gorbatkina, Y.A.; Shapagin, A.V.; Lebedeva, O.V.; Bamborin, M.Y. Epoxy polymers modified with polyetherimide. Part II: Physicomechanical properties of modified epoxy oligomers and carbon fiber reinforced plastics based on them. Polym. Bull. 2020, 77, 2039–2057. [Google Scholar] [CrossRef]
- Ma, H.; Aravand, A.; Falzon, G. Phase morphology and mechanical properties of polyetherimide modified epoxy resins: A comparative study. Polymer 2019, 179, 121640. [Google Scholar] [CrossRef]
- Jin, H.; Yang, B.Q.; Jin, F.L.; Park, S.J. Fracture toughness and surface morphology of polysulfone-modified epoxy resin. J. Ind. Eng. Chem. 2015, 25, 9–11. [Google Scholar] [CrossRef]
- Farooq, U.; Teuwen, J.; Dransfeld, C. Toughening of Epoxy Systems with Interpenetrating Polymer Network (IPN): A Review. Polymers 2020, 12, 1908. [Google Scholar] [CrossRef]
- Jiang, M.Q.; Liu, Y.; Cheng, C.; Zhou, J.L.; Liu, B.H.; Yu, M.H.; Zhang, H. Enhanced mechanical and thermal properties of monocomponent high performance epoxy resin by blending with hydroxyl terminated polyethersulfone. Polym. Test. 2018, 69, 302–309. [Google Scholar] [CrossRef]
- Mimura, K.; Ito, H.; Fujioka, H. Improvement of thermal and mechanical properties by control of morphologies in PES-modified epoxy resins. Polimer 2000, 41, 4451–4459. [Google Scholar] [CrossRef]
- Zotti, A.; Zuppolini, S.; Zarrelli, M.; Borriello, A. Fracture Toughening Mechanisms in Epoxy Adhesives. In Adhesives—Applications and Properties; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef]
- Korokhin, R.A.; Shapagin, A.V.; Solodilov, V.I.; Zvereva, U.G.; Solomatin, D.V.; Gorbatkina, Y.A. Epoxy polymers modified with polyetherimide. Part I: Rheological and thermomechanical characteristics. Polym. Bull. 2021, 78, 1573–1584. [Google Scholar] [CrossRef]
- Petrova, T.V.; Kireynov, A.V.; Polezhaev, A.V.; Solodilov, V.I. Properties of an Epoxy Blends Modified with a Thermoplastic Heat-Resistant Polymer and an Active Diluent for Manufacture of Reinforced Plastics. Polym. Sci. Ser. D 2022, 15, 155–161. [Google Scholar] [CrossRef]
- Korokhin, R.A.; Solodilov, V.I.; Gorbatkina, Y.A.; Shapagin, A.V. Rheological and physicomechenical properties of epoxy-polyetherimide compositions. Mech. Compos. Mater. 2015, 51, 313–320. [Google Scholar] [CrossRef]
- Tretyakov, I.V.; Vyatkina, M.A.; Cherevinskiy, A.P.; Solodilov, V.I.; Shapagin, A.V.; Korokhin, R.A.; Budylin, N.Y.; Kireinov, A.V.; Gorbatkina, Y.A. Effect of Polyethersulfone on the Properties of Epoxy Resin and Wound Unidirectional Glass Fiber Reinforced Plastics Based on It. Bull. Russ. Acad. Sci. Phys. 2021, 85, 876–880. [Google Scholar] [CrossRef]
- Kopitsyna, M.N.; Bessonov, I.V.; Gusev, S.A.; Kireinov, A.V.; Kopitsyn, D.S.; Solodilov, V.I.; Kotomin, S.V. The Properties of Epoxy Binders Modified by Furan Resin and Polysulfone. Polym. Sci. Ser. B 2018, 60, 299–306. [Google Scholar] [CrossRef]
- Solodilov, V.I.; Gorbatkina, Y.A. Properties of unidirectional GFRPs based on an epoxy resin modified with polysulphone or an epoxyurethane oligomer. Mech. Compos. Mater. 2006, 42, 513–526. [Google Scholar] [CrossRef]
- Chalykh, A.E.; Zagaitov, A.L.; Korotchrnko, D.P. Optical Diffusiometer; IFKh RAN: Moscow, Russia, 1996. (In Russian) [Google Scholar]
- Malkin, A.; Ascadsky, A.; Kovriga, V.; Chalykh, A.E. Experimental Methods of Polymer Physics; MIR Publishers: Moscow, Russia, 1983. (In Russian) [Google Scholar]
- Chalykh, A.E.; Gerasimov, V.K.; Mikhailov, Y.M. Phase State Diagrams of Polymer Systems; Yanus-K: Moscow, Russia, 1998. (In Russian) [Google Scholar]
- Nikulova, U.V.; Chalykh, A.E. Phase Equilibrium and Interdiffusion in Poly(Vinyl Methyl Ether)-Water System. Polymers 2020, 12, 2445. [Google Scholar] [CrossRef]
- Salakhov, I.I.; Shaidullin, N.M.; Chalykh, A.E.; Shandryuk, G.A.; Nifant’ev, I.E. Low-temperature mechanical properties of high-density and low-density polyethylene and their blends. Polymers 2021, 13, 1821. [Google Scholar] [CrossRef]
- Shapagin, A.V.; Budylin, N.Y.; Chalykh, A.E.; Solodilov, V.I.; Korokhin, R.A.; Poteryaev, A.A. Phase Equilibrium, Morphology, and Physico-Mechanics in Epoxy–Thermoplastic Mixtures with Upper and Lower Critical Solution Temperatures. Polymers 2021, 13, 35. [Google Scholar] [CrossRef]
- Chalykh, A.E.; Nikulova, U.V.; Gerasimov, V.K. Simulation of Binodal and Spinodal Curves of Phase State Diagrams for Binary Polymer Systems. Polymers 2022, 14, 2524. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content of PSU, wt. % | Content of FGE, wt. % | Tonset, °C | Tpeak, °C | Tend, °C | ΔH, J/g | Tonset, °C | Tpeak, °C | Tend, °C | ΔH, J/g |
|---|---|---|---|---|---|---|---|---|---|
| TEAT | Iso-MTHPA | ||||||||
| 0 | 0 | 139 | 160 | 171 | 37.7 | 136 | 175 | 207 | 365.8 |
| 20 | 0 | 135 | 164 | 177 | 27.4 | 143 | 176 | 204 | 280.1 |
| 20 | 10 | 128 | 157 | 169 | 32.7 | 144 | 175 | 204 | 297.7 |
| 20 | 20 | 134 | 165 | 189 | 32.4 | 144 | 176 | 207 | 269.9 |
| 15 | 20 | 133 | 165 | 190 | 32.3 | - | - | - | - |
| 30 | 20 | - | - | - | - | 137 | 175 | 206 | 238.1 |
| Sample | Tg, °C | |||||
|---|---|---|---|---|---|---|
| DMA | DSC | |||||
| Thermosetting Phase | Thermoplastic Phase | |||||
| TEAT | Iso-MTHPA | TEAT | Iso-MTHPA | TEAT | iso-MTHPA | |
| P0/F0 | 115 | 145 | - | - | 98 | 133 |
| P20/F0 | 110 | 141 | 157 | 164 | 107 | 139 |
| P20/F10 | 97 | 123 | 153 | 181 | 106 | 112 |
| P20/F20 | 92 | 106 | 160 | 178 | 103 | 111 |
| P15/F20 | 99 | - | 135 | - | 108 | - |
| P30/F20 | - | 104 | - | 180 | - | 105 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrova, T.V.; Tretyakov, I.V.; Kireynov, A.V.; Shapagin, A.V.; Budylin, N.Y.; Alexeeva, O.V.; Beshtoev, B.Z.; Solodilov, V.I.; Yurkov, G.Y.; Berlin, A.A. Structure and Properties of Epoxy Polysulfone Systems Modified with an Active Diluent. Polymers 2022, 14, 5320. https://doi.org/10.3390/polym14235320
Petrova TV, Tretyakov IV, Kireynov AV, Shapagin AV, Budylin NY, Alexeeva OV, Beshtoev BZ, Solodilov VI, Yurkov GY, Berlin AA. Structure and Properties of Epoxy Polysulfone Systems Modified with an Active Diluent. Polymers. 2022; 14(23):5320. https://doi.org/10.3390/polym14235320
Chicago/Turabian StylePetrova, Tuyara V., Ilya V. Tretyakov, Alexey V. Kireynov, Alexey V. Shapagin, Nikita Yu. Budylin, Olga V. Alexeeva, Betal Z. Beshtoev, Vitaliy I. Solodilov, Gleb Yu. Yurkov, and Alexander Al. Berlin. 2022. "Structure and Properties of Epoxy Polysulfone Systems Modified with an Active Diluent" Polymers 14, no. 23: 5320. https://doi.org/10.3390/polym14235320