
Hemp Shives as a Raw Material for the Production of Particleboards


Abstract
:
1. Introduction
2. Materials and Methods
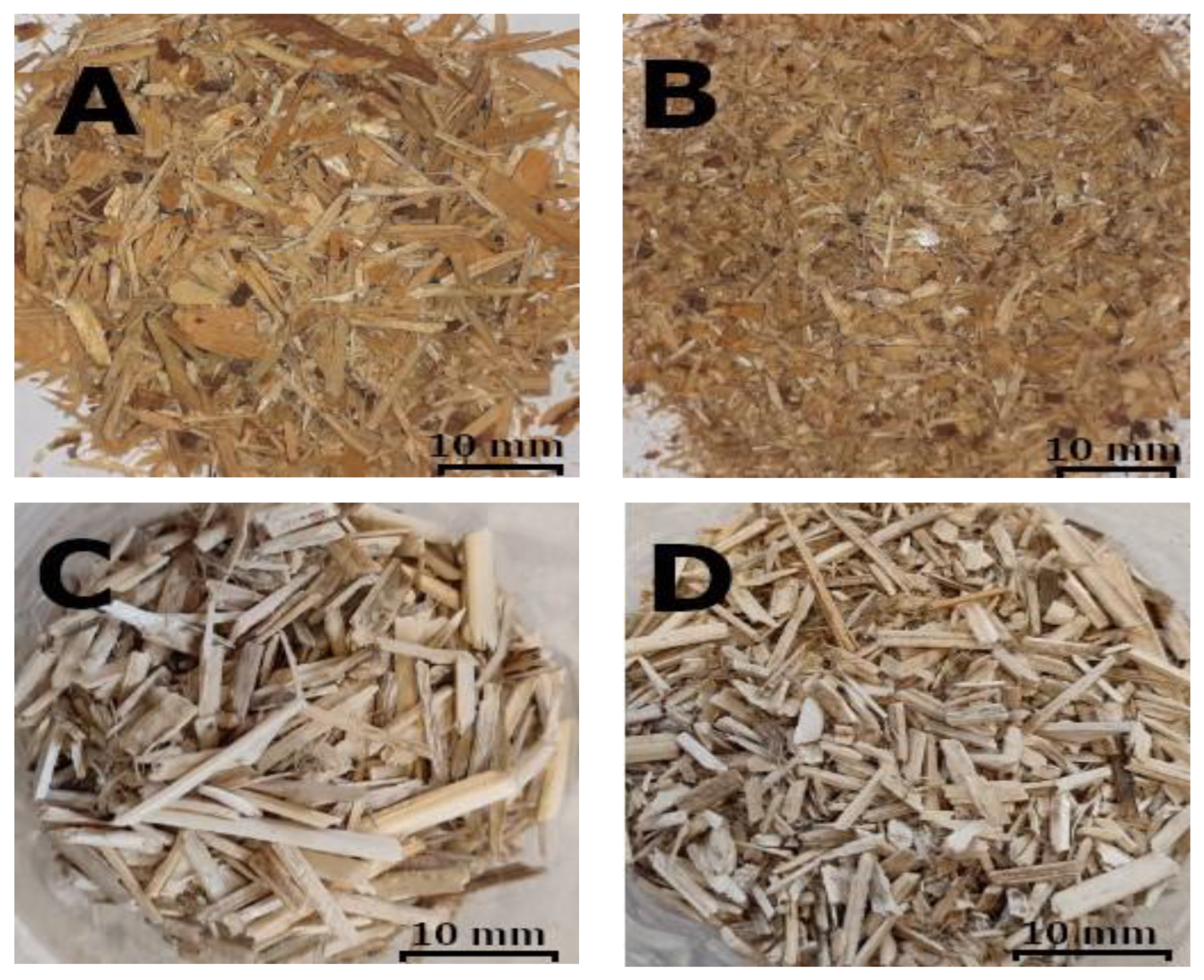
2.1. Materials
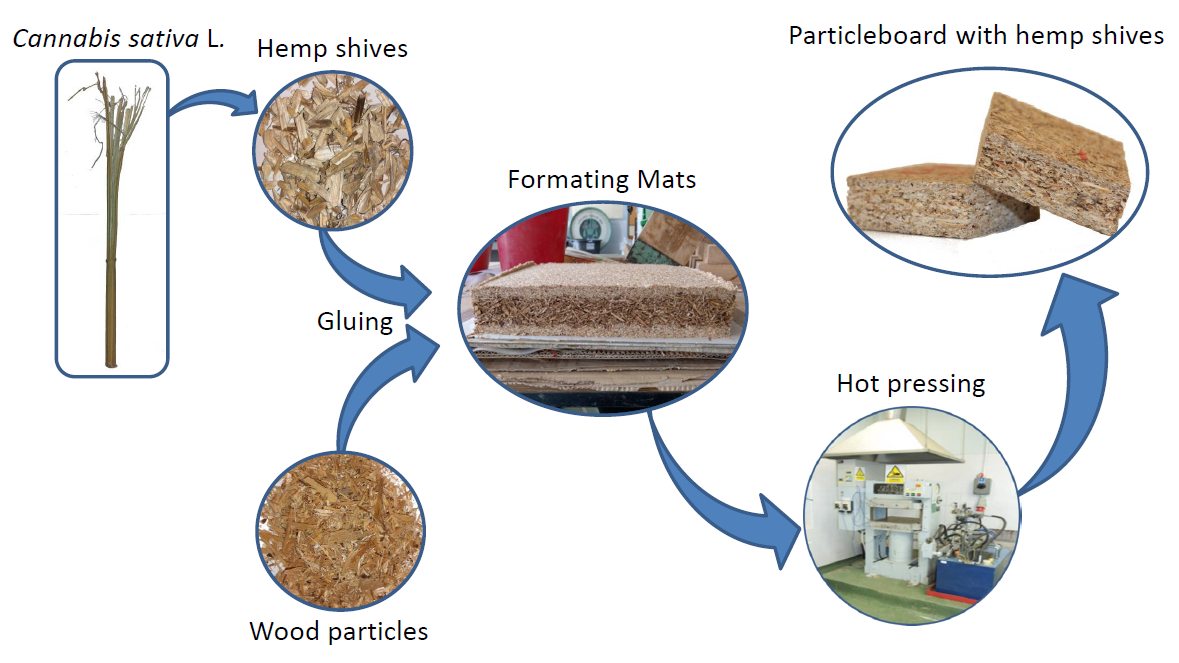
2.2. Particleboards Manufacturing
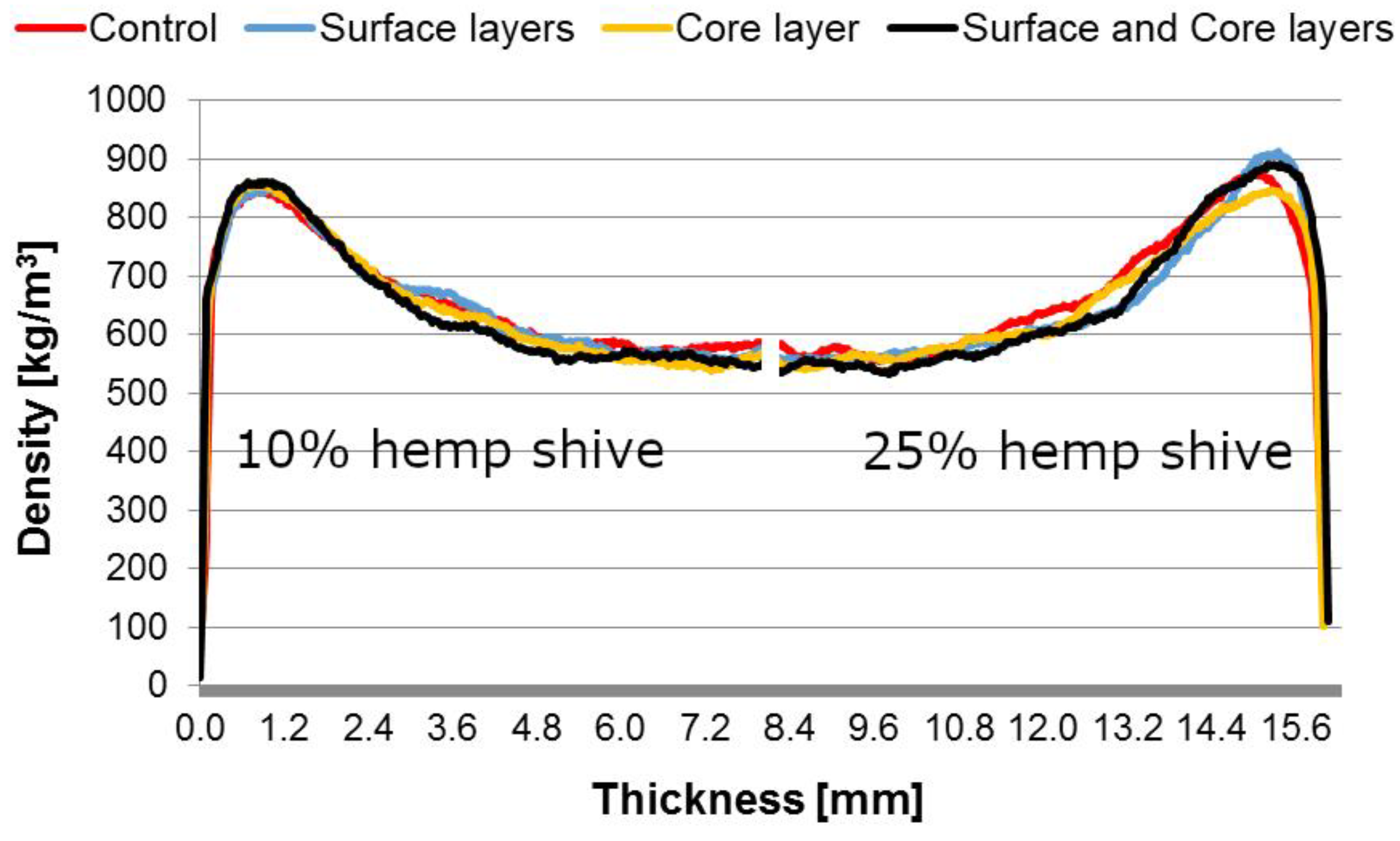
2.3. Experimental
2.4. Statistical Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- FAOSTAT. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 7 July 2020).
- Tudor, E.M.; Scheriau, C.; Barbu, M.C.; Réh, R.; Krišťák, Ľ.; Schnabel, T. Enhanced Resistance to Fire of the Bark-Based Panels Bonded with Clay. Appl. Sci. 2020, 10, 5594. [Google Scholar] [CrossRef]
- Grigorov, R.; Savov, V.; Alexandrov, S. Properties of Particleboards with the Participation of Hemp and Vine Particles in the Core Layer-Part I: Effect of the Composition. Innov. Woodwork. Ind. Eng. Des. 2022, 21, 47–56. [Google Scholar]
- Warmbier, K.; Wilczyński, A.; Danecki, L. Effects of Density and Resin Content on Mechanical Properties of Particleboards with the Core Layer Made from Willow Salix Viminalis. Life Sci.-SGGW For. Wood Technol. 2013, 84, 284–287. [Google Scholar]
- Klímek, P.; Wimmer, R.; Meinlschmidt, P.; Kúdela, J. Utilizing Miscanthus Stalks as Raw Material for Particleboards. Ind. Crops Prod. 2018, 111, 270–276. [Google Scholar] [CrossRef]
- Tröger, F.; Wegener, G.; Seemann, C. Miscanthus and Flax as Raw Material for Reinforced Particleboards. Ind. Crops Prod. 1998, 8, 113–121. [Google Scholar] [CrossRef]
- Janiszewska, D.; Żurek, G.; Martyniak, D.; Bałęczny, W. Lignocellulosic Biomass of C3 and C4 Perennial Grasses as a Valuable Feedstock for Particleboard Manufacture. Materials 2022, 15, 6384. [Google Scholar] [CrossRef]
- Dukarska, D.; Pędzik, M.; Rogozińska, W.; Rogoziński, T.; Czarnecki, R. Characteristics of Straw Particles of Selected Grain Species Purposed for the Production of Lignocellulose Particleboards. Part. Sci. Technol. 2021, 39, 213–222. [Google Scholar] [CrossRef]
- Hafezi, S.M.; Enayati, A.; Hosseini, K.D.; Tarmian, A.; Mirshokraii, S.A. Use of Amino Silane Coupling Agent to Improve Physical and Mechanical Properties of UF-Bonded Wheat Straw (Triticum aestivum L.) Poplar Wood Particleboard. J. For. Res. 2016, 27, 427–431. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from Agricultural Biomass and Recycled Wood Waste: A Review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative Lignocellulosic Raw Materials in Particleboard Production: A Review. Ind. Crops Prod. 2021, 174, 114162. [Google Scholar] [CrossRef]
- Sekaluvu, L.; Tumutegyereize, P.; Kiggundu, N. Investigation of Factors Affecting the Production and Properties of Maize Cob-Particleboards. Waste Biomass Valorization 2014, 5, 27–32. [Google Scholar] [CrossRef]
- Akinyemi, A.B.; Afolayan, J.O.; Ogunji Oluwatobi, E. Some Properties of Composite Corn Cob and Sawdust Particle Boards. Constr. Build. Mater. 2016, 127, 436–441. [Google Scholar] [CrossRef]
- Klímek, P.; Meinlschmidt, P.; Wimmer, R.; Plinke, B.; Schirp, A. Using Sunflower (Helianthus annuus L.), Topinambour (Helianthus tuberosus L.) and Cup-Plant (Silphium perfoliatum L.) Stalks as Alternative Raw Materials for Particleboards. Ind. Crops Prod. 2016, 92, 157–164. [Google Scholar] [CrossRef]
- Barbu, M.C.; Sepperer, T.; Tudor, E.M.; Petutschnigg, A. Walnut and Hazelnut Shells: Untapped Industrial Resources and Their Suitability in Lignocellulosic Composites. Appl. Sci. 2020, 10, 6340. [Google Scholar] [CrossRef]
- Pirayesh, H.; Khazaeian, A.; Tabarsa, T. The Potential for Using Walnut (Juglans regia L.) Shell as a Raw Material for Wood-Based Particleboard Manufacturing. Compos. B Eng. 2012, 43, 3276–3280. [Google Scholar] [CrossRef]
- Barbu, M.C.; Montecuccoli, Z.; Förg, J.; Barbeck, U.; Klímek, P.; Petutschnigg, A.; Tudor, E.M. Potential of Brewer’s Spent Grain as a Potential Replacement of Wood in PMDI, UF or MUF Bonded Particleboard. Polymers 2021, 13, 319. [Google Scholar] [CrossRef]
- Auriga, R.; Borysiuk, P.; Gumowska, A.; Smulski, P. Influence of Apple Wood Waste from the Annual Care Cut on the Mechanical Properties of Particleboards. Ann. Wars. Univ. Life Sci.—SGGW For. Wood Technol. 2019, 105, 47–53. [Google Scholar] [CrossRef]
- Auria, R.; Borysiuk, P.; Misiura, Z. Evaluation of the Physical and Mechanical Properties of Particle Boards Manufactured Containing Plum Pruning Waste. Biul. Inf. OB-RPPD 2021, 1, 5–11. [Google Scholar]
- Kowaluk, G.; Szymanowski, K.; Kozlowski, P.; Kukula, W.; Sala, C.; Robles, E.; Czarniak, P. Functional Assessment of Particleboards Made of Apple and Plum Orchard Pruning. Waste Biomass Valorization 2020, 11, 2877–2886. [Google Scholar] [CrossRef] [Green Version]
- Sam-Brew, S.A. The Use of Flax and Hemp Resource for Particleboard. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2017. [Google Scholar]
- Wasylciw, W. United States Patent Average Straw Fibre Length for Various Pressure and Retention Times. U.S. Patent No US6929854B2, 16 August 2005. [Google Scholar]
- Moulana, R. Utilization of Hemp (Cannabis sativa L.) as an Alternative Raw Material for the Production of Three-Layered Particleboard. In Proceedings of the 2nd Annual International Conference Syiah Kuala University 2012, Banda Aceh, Indonesia, 22–24 November 2012; Volume 2. [Google Scholar]
- Salehi, A.; Puchalski, K.; Shokoohinia, Y.; Zolfaghari, B.; Asgary, S. Differentiating Cannabis Products: Drugs, Food, and Supplements. Front. Pharm. 2022, 13, 906038. [Google Scholar] [CrossRef]
- El-Sohaimy, S.A.; Androsova, N.V.; Toshev, A.D.; el Enshasy, H.A. Nutritional Quality, Chemical, and Functional Characteristics of Hemp (Cannabis sativa Ssp. Sativa) Protein Isolate. Plants 2022, 11, 2825. [Google Scholar] [CrossRef] [PubMed]
- Shahzad, A. A Study in Physical and Mechanical Properties of Hemp Fibres. Adv. Mater. Sci. Eng. 2013, 2013, 325085. [Google Scholar] [CrossRef] [Green Version]
- Dalmay, P.; Smith, A.; Chotard, T.; Sahay-Turner, P.; Gloaguen, V.; Krausz, P. Properties of Cellulosic Fibre Reinforced Plaster: Influence of Hemp or Flax Fibres on the Properties of Set Gypsum. J. Mater. Sci. 2010, 45, 793–803. [Google Scholar] [CrossRef]
- Murphy, F.; Pavia, S.; Walker, R. An Assessment of the Physical Properties of Lime-Hemp Concrete; Department of Civil Engineering, Trinity College: Dublin, Ireland, 2010; Volume 2, pp. 431–439. [Google Scholar]
- Placet, V. Characterization of the Thermo-Mechanical Behaviour of Hemp Fibres Intended for the Manufacturing of High Performance Composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1111–1118. [Google Scholar] [CrossRef] [Green Version]
- Sam-Brew, S.; Smith, G.D. Flax Shive and Hemp Hurd Residues as Alternative Raw Material for Particleboard Production. Bioresources 2017, 12, 5715–5735. [Google Scholar] [CrossRef] [Green Version]
- Schopper, C.; Kharazipour, A.; Bohn, C. Production of Innovative Hemp Based Three-Layered Particleboards with Reduced Raw Densities and Low Formaldehyde Emissions. Int. J. Mater. Prod. Technol. 2009, 36, 358. [Google Scholar] [CrossRef]
- Zvirgzds, K.; Kirilovs, E.; Kukle, S.; Gross, U. Production of Particleboard Using Various Particle Size Hemp Shives as Filler. Materials 2022, 15, 886. [Google Scholar] [CrossRef]
- Adam, A.-B.A.; Basta, A.H.; El-Saied, H. Evaluation of Palm Fiber Components an Alternative Biomass Wastes for Medium Density Fiberboard Manufacturing. Maderas Cienc. Tecnol. 2018, 20, 579–594. [Google Scholar] [CrossRef] [Green Version]
- Wronka, A.; Kowaluk, G. Upcycling Different Particle Sizes and Contents of Pine Branches into Particleboard. Polymers 2022, 14, 4559. [Google Scholar] [CrossRef]
- Pędzik, M.; Auriga, R.; Kristak, L.; Antov, P.; Rogoziński, T. Physical and Mechanical Properties of Particleboard Produced with Addition of Walnut (Juglans regia L.) Wood Residues. Materials 2022, 15, 1280. [Google Scholar] [CrossRef]
- EN 310; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardisation: Brussels, Belgium, 1994.
- EN 319; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardisation: Brussels, Belgium, 1999.
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardisation: Brussels, Belgium, 1999.
- EN 317; Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardisation: Brussels, Belgium, 1999.
- Niemz, P.; Sonderegger, W. Holzphysik; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2017; ISBN 978-3-446-44526-0. [Google Scholar]
- Treusch, O.; Tröger, F.; Wegener, G. Einfluss von Rohdichte Und Bindemittelmenge Auf Das Rohdichteprofil von Einschichtigen Spanplatten. Holz Roh—Werkst. 2004, 62, 474–475. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Du, G.; Wu, Z.; Gong, Y. Manufacturing Particleboard Using Hemp Shiv and Wood Particles with Low Free Formaldehyde Emission Urea-Formaldehyde Resin. Prod. J. 2014, 64, 187–191. [Google Scholar] [CrossRef]
- Halligan, A.F. A Review of Thickness Swelling in Particleboard. Wood Sci. Technol. 1970, 4, 301–312. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fraction, mm | Content of the Fraction, % | |||
|---|---|---|---|---|
| Industrial Wood Particles | Hemp Shives | |||
| Core Layer | Surface Layers | Core Layer | Surface Layers | |
| 6 | 13.0 | – | 6.1 | – |
| 4 | 19.0 | – | 19.4 | – |
| 2 | 51.0 | 0.6 | 42.2 | 14.2 |
| 1.25 | 13.0 | 14.3 | 15.2 | 45.2 |
| 0.63 | 3.6 | 55.5 | 7.6 | 18.3 |
| 0.49 | 0.2 | 11.4 | 5.4 | 12.2 |
| 0.385 | 0.1 | 7.8 | 2.6 | 9.7 |
| dust | 0.1 | 10.4 | 1.5 | 0.4 |
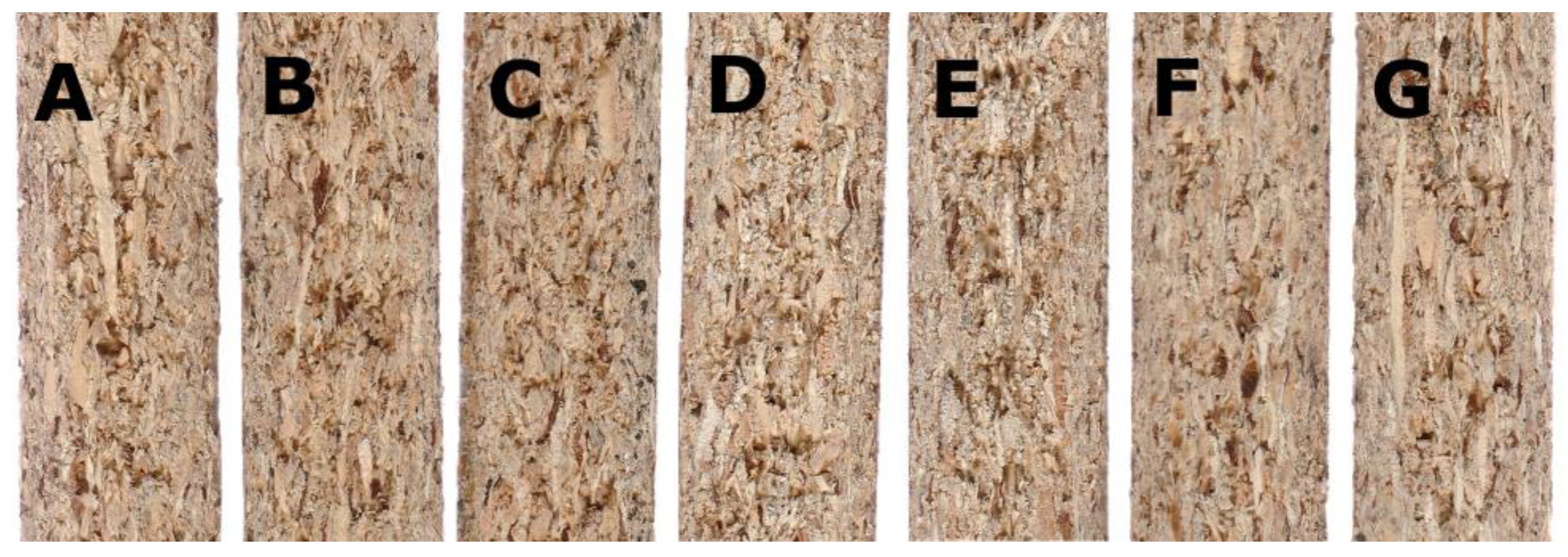
| Variant | Core Layer | Surface Layers | Share of Hemp Shives (% of Dry Mass) |
|---|---|---|---|
| A | - | - | 0 |
| B | - | x | 10 |
| C | - | x | 25 |
| D | x | - | 10 |
| E | x | - | 25 |
| F | x | x | 10 |
| G | x | x | 25 |
| Variant | ||||||||
|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | ||
| Density, kg/m3 | Average | 651 a | 639 a | 646 a | 645 a | 641 a | 649 a | 634 a |
| St. dev | 39 | 35 | 30 | 34 | 38 | 37 | 39 | |
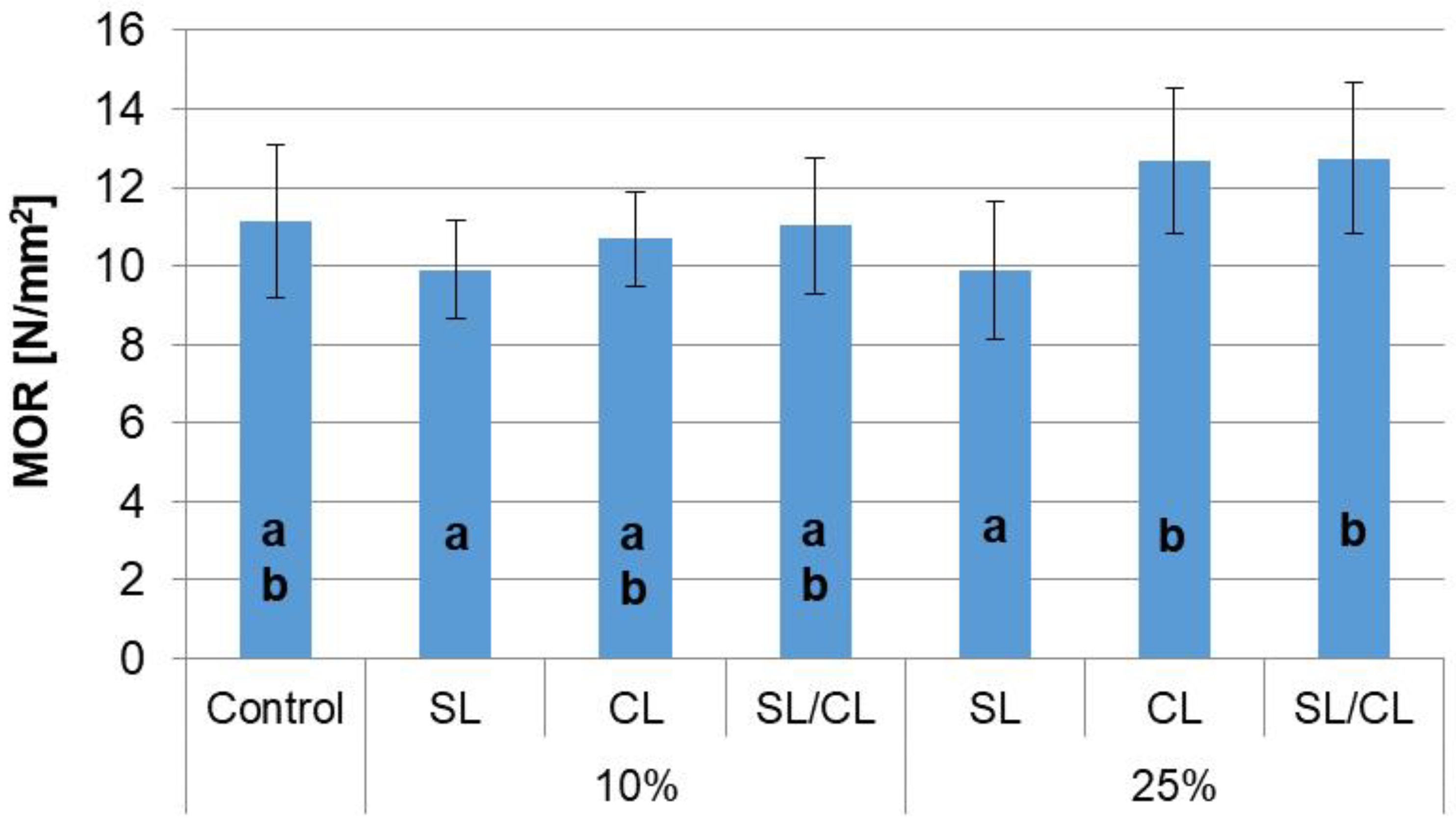
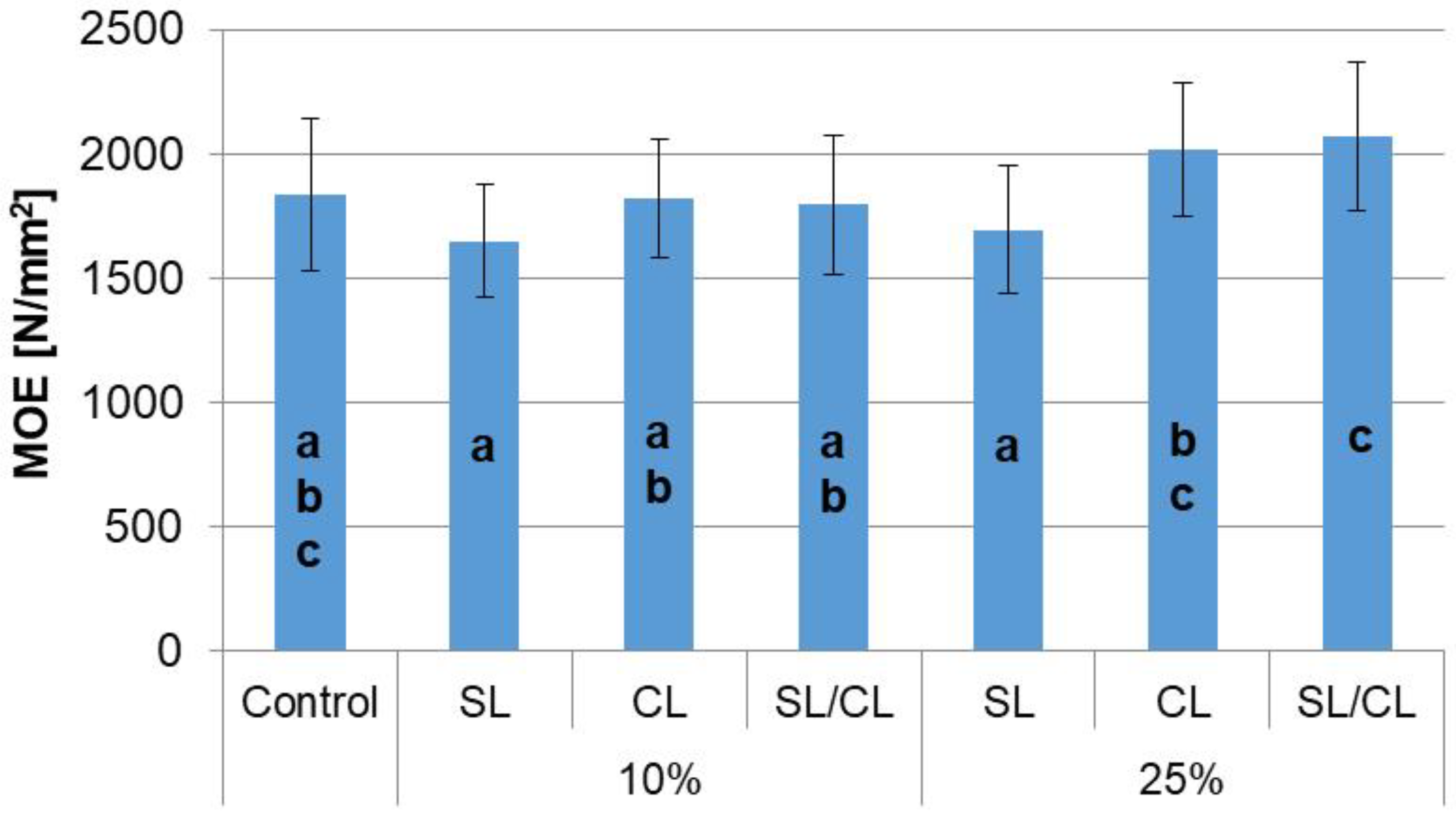
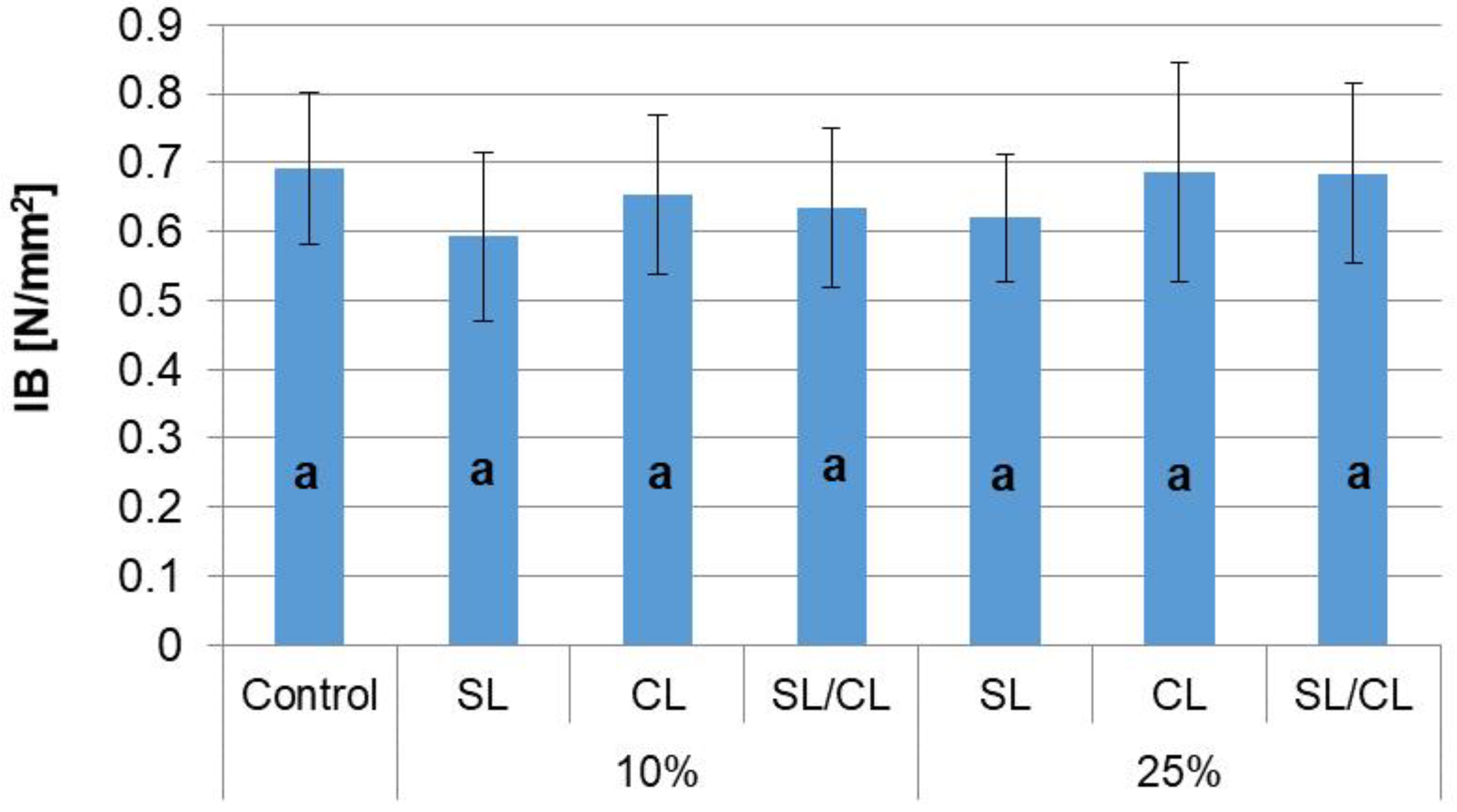
| MOR | MOE | IB | ||||
|---|---|---|---|---|---|---|
| p | Pc (%) | p | Pc (%) | p | Pc (%) | |
| share | 0.005 | 9.88 | 0.013 | 8.72 | 0.286 | 2.19 |
| layer | 0.000 | 21.23 | 0.003 | 16.89 | 0.264 | 5.15 |
| share × layer | 0.116 | 5.29 | 0.369 | 2.69 | 0.959 | 0.16 |
| error | 63.60 | 71.70 | 92.50 | |||
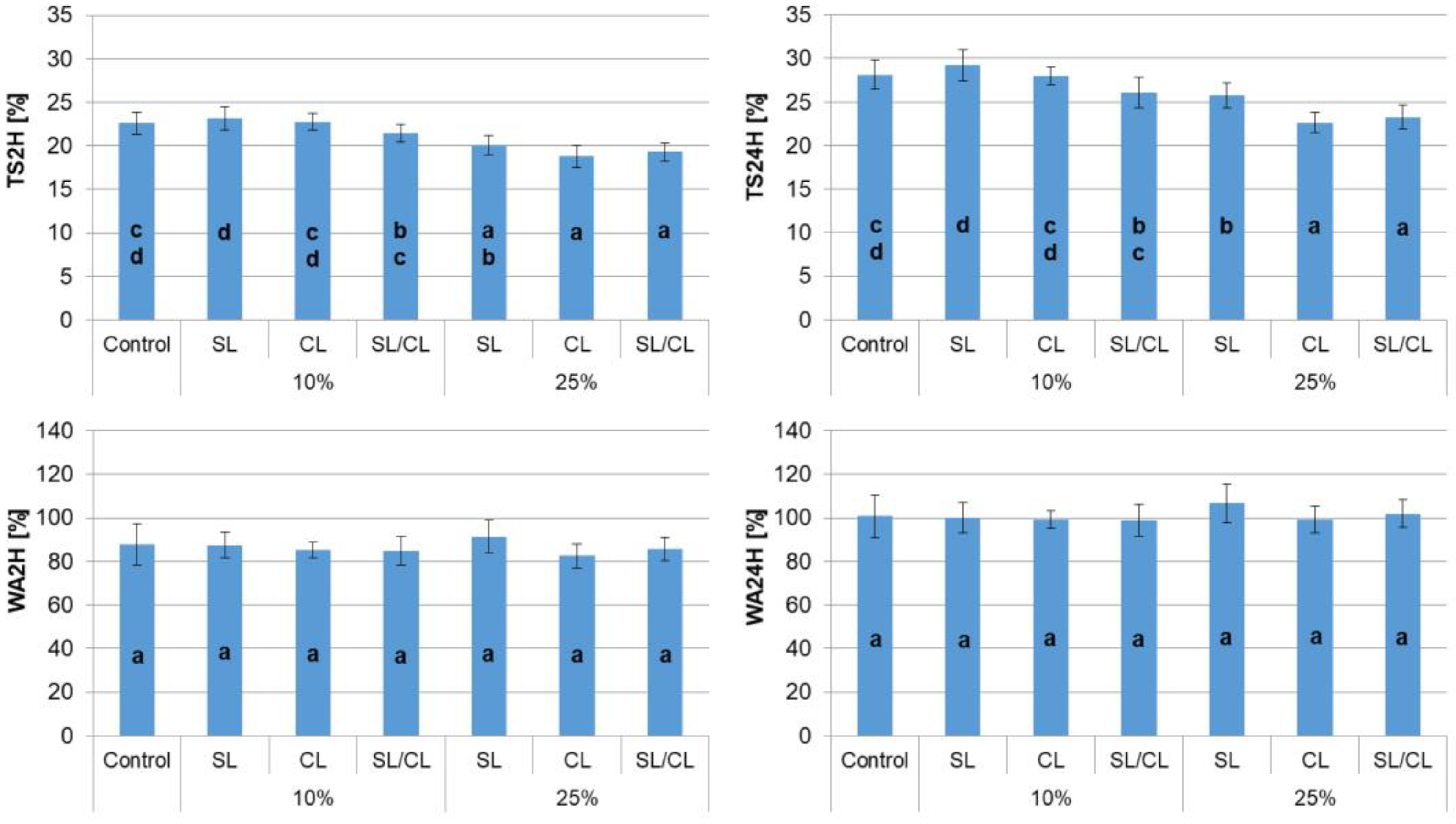
| TS2H | TS24H | WA2H | WA24H | |||||
|---|---|---|---|---|---|---|---|---|
| p | Pc (%) | p | Pc (%) | p | Pc (%) | p | Pc (%) | |
| share | 0.000 | 59.54 | 0.000 | 50.81 | 0.649 | 0.34 | 0.085 | 5.22 |
| layer | 0.004 | 6.74 | 0.000 | 19.75 | 0.018 | 14.37 | 0.152 | 6.60 |
| share × layer | 0.044 | 3.67 | 0.026 | 3.91 | 0.263 | 4.52 | 0.340 | 3.73 |
| error | 30.04 | 25.52 | 80.77 | 84.45 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Auriga, R.; Pędzik, M.; Mrozowski, R.; Rogoziński, T. Hemp Shives as a Raw Material for the Production of Particleboards. Polymers 2022, 14, 5308. https://doi.org/10.3390/polym14235308
Auriga R, Pędzik M, Mrozowski R, Rogoziński T. Hemp Shives as a Raw Material for the Production of Particleboards. Polymers. 2022; 14(23):5308. https://doi.org/10.3390/polym14235308
Chicago/Turabian StyleAuriga, Radosław, Marta Pędzik, Robert Mrozowski, and Tomasz Rogoziński. 2022. "Hemp Shives as a Raw Material for the Production of Particleboards" Polymers 14, no. 23: 5308. https://doi.org/10.3390/polym14235308