
Polyurethane Adhesives Based on Oxyalkylated Kraft Lignin
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Lignin-Based PU Adhesives
2.3. Characterization of PU Adhesives
3. Results and Discussion
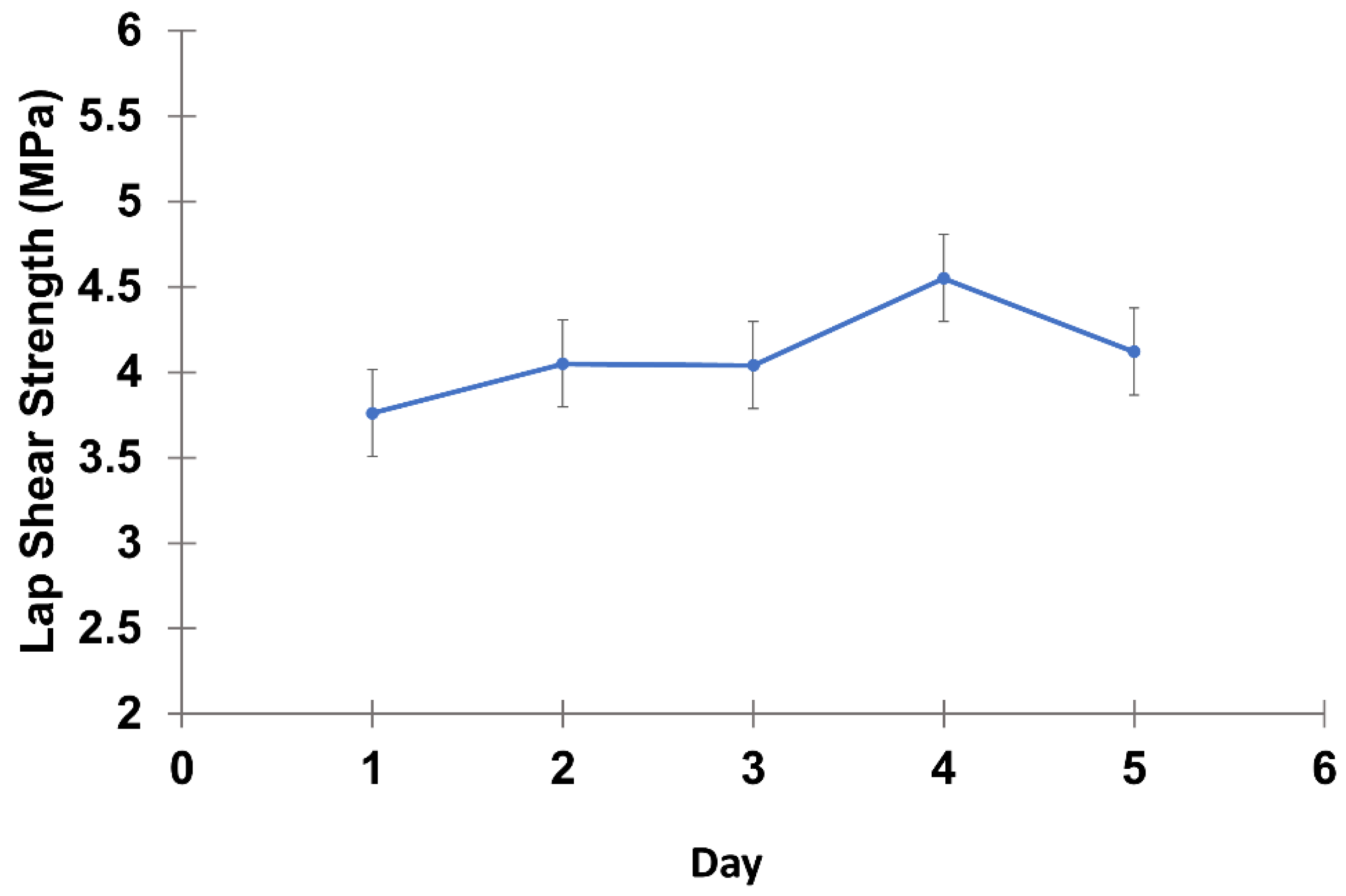
3.1. Gelation Time and Green Strength
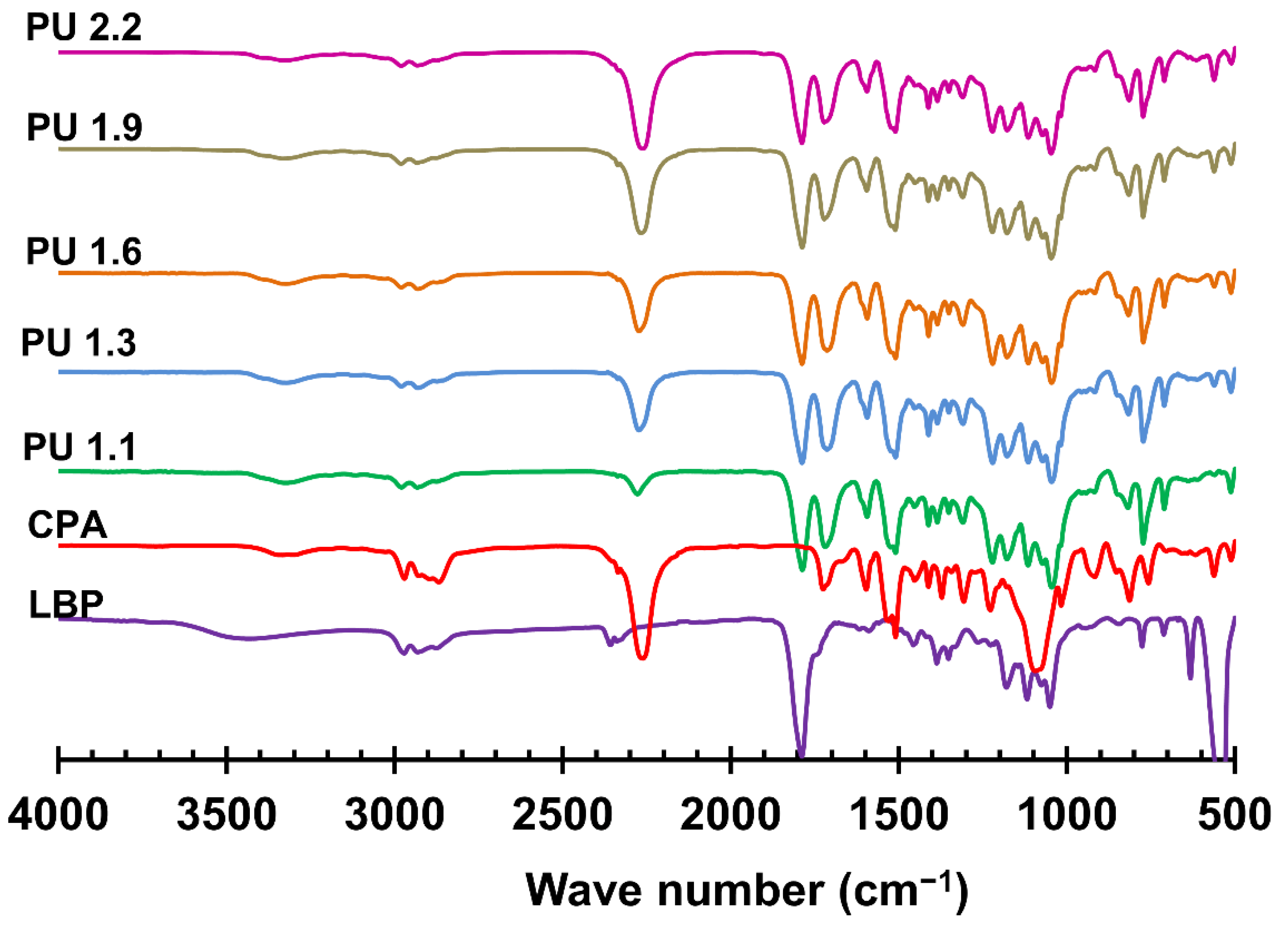
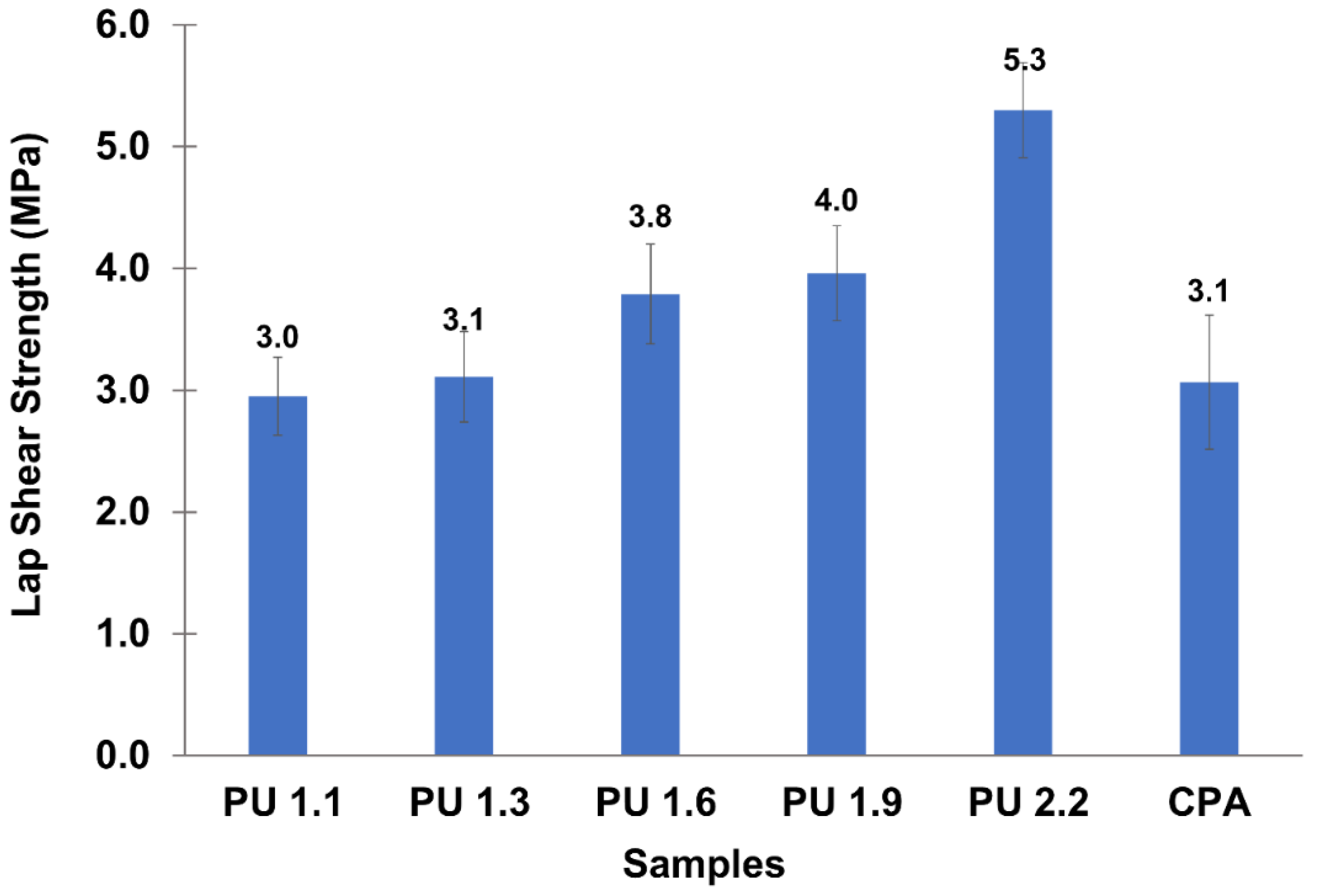
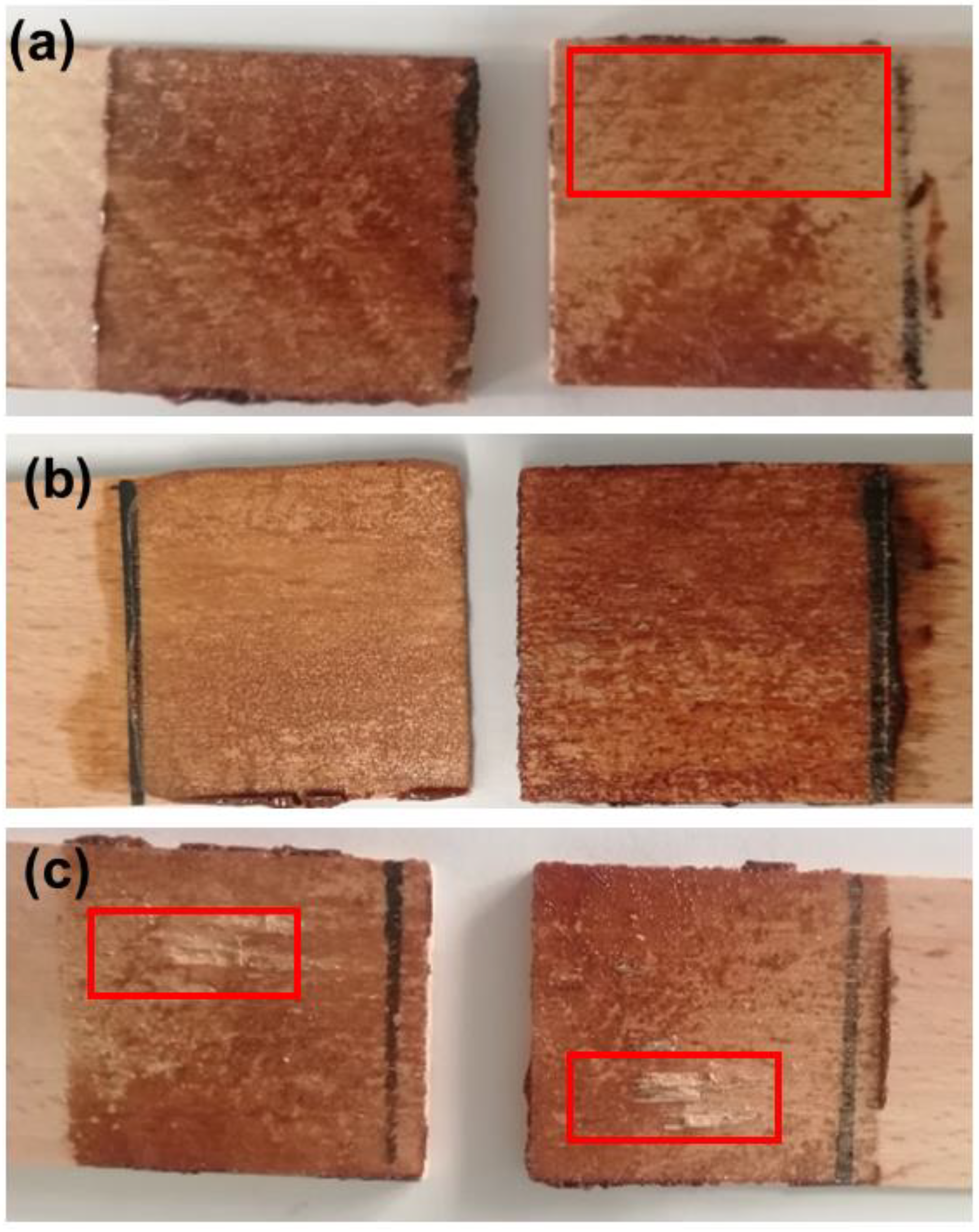
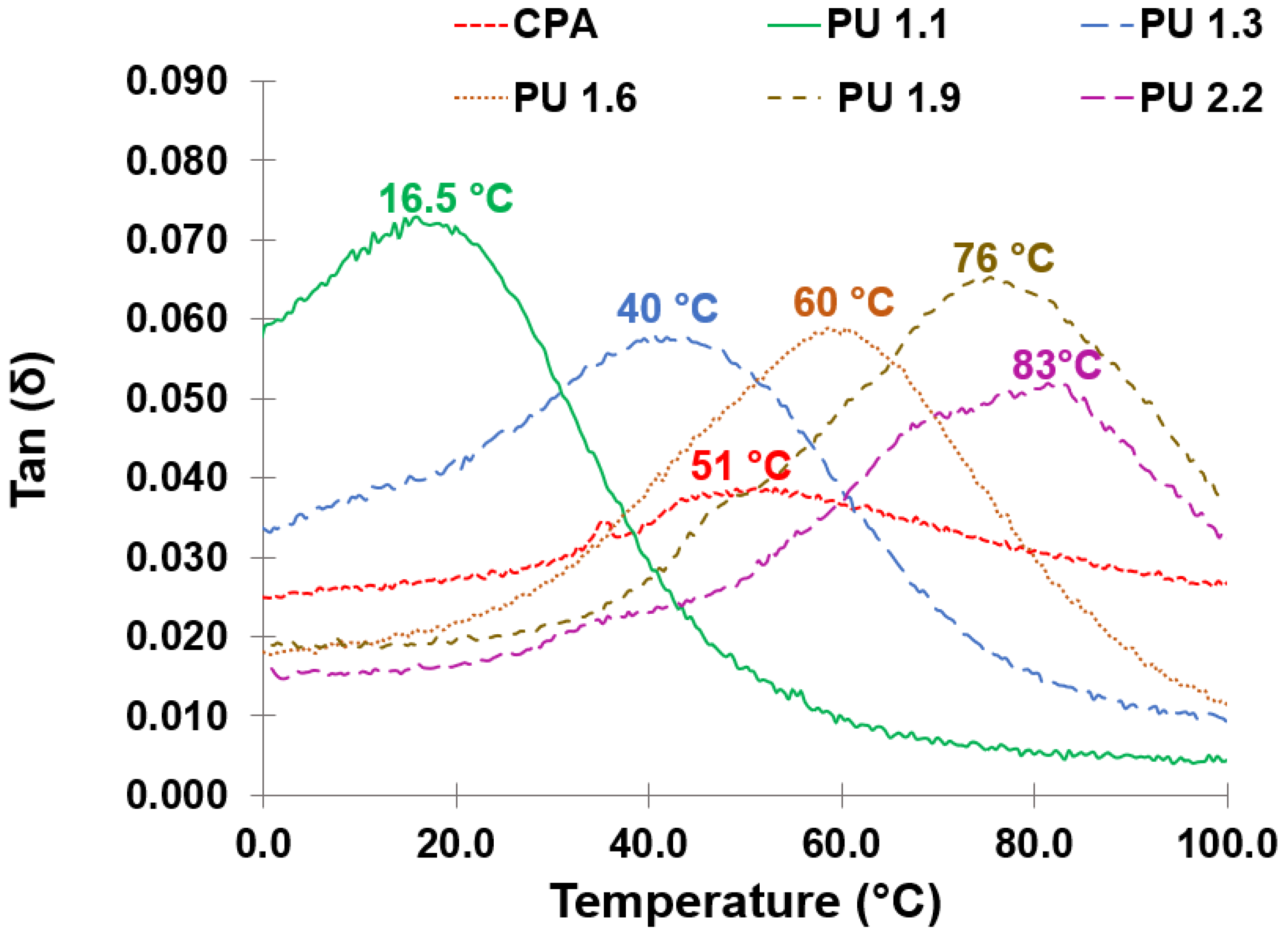
3.2. Effect of NCO/OH Ratio on the Adhesion Efficiency and Properties of Lignin-Based PU Adhesives
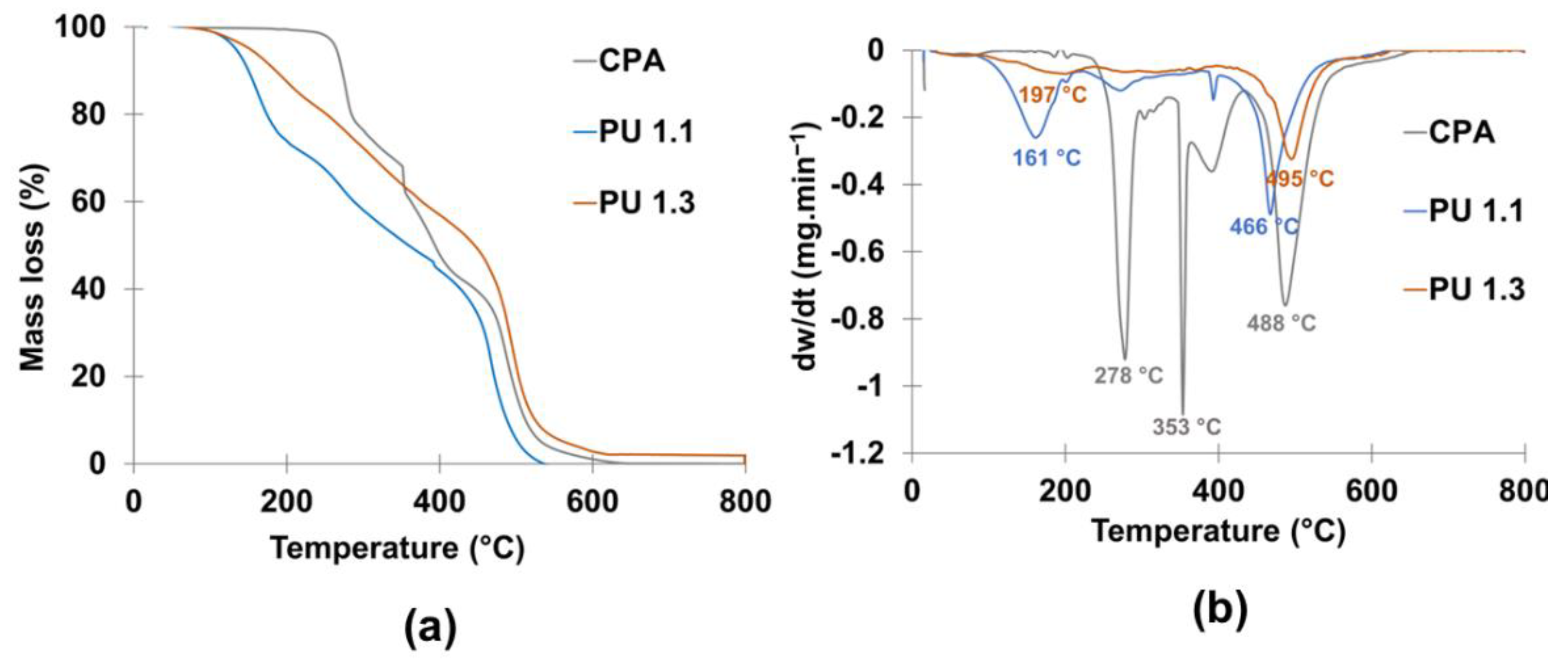
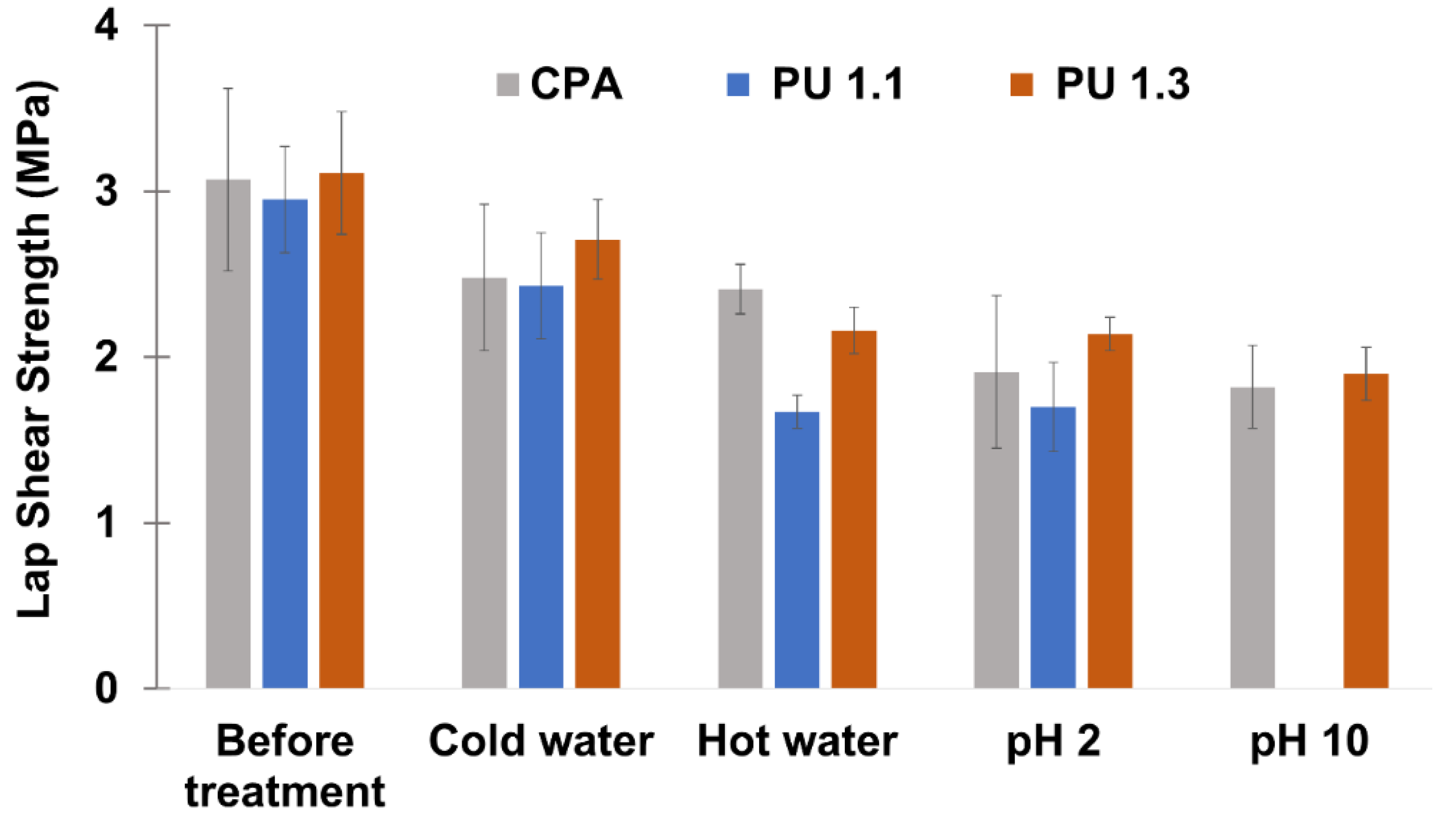
3.3. Thermal and Chemical Resistance of Lignin-Based PU Adhesives Formulated with 1.1 and 1.3 NCO/OH Ratio
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Market, W. Adhesive No Title. Available online: https://www.grandviewresearch.com/industry-analysis/wood-adhesives-market (accessed on 2 September 2022).
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; van Herwijnen, H.W.G. Technological performance of formaldehyde-free adhesive alternatives for particleboard industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Cho, S.; Lee, K.T.; Choi, Y.I.; Jung, S.J.; Park, S.J.; Bae, S.; Kim, J. Networking human biomarker and hazardous chemical elements from building materials: Systematic literature review and in vivo test. Build Environ. 2021, 192, 107603. [Google Scholar] [CrossRef]
- Frihart, C.R.; Hunt, C.G. Adhesives with Wood Materials- Bond Formation and Performance. Wood Handb. Wood Eng. Mater. 2010, 190, 10.1–10.24. [Google Scholar]
- Malucelli, G.; Priola, A.; Ferrero, F.; Quaglia, A.; Frigione, M.; Carfagna, C. Polyurethane resin-based adhesives: Curing reaction and properties of cured systems. Int. J. Adhes. Adhes. 2005, 25, 87–91. [Google Scholar] [CrossRef]
- Segura, D.M.; Nurse, A.D.; Mccourt, A.; Phelps, R.; Segura, A. Chemistry of Polyurethane Adhesives and Sealants. In Handbook of Adhesives and Sealants; Elsevier Science Ltd.: Amsterdam, The Netherlands, 2005; Volume 44. [Google Scholar]
- Laurichesse, S.; Avérous, L. Chemical modification of lignins: Towards biobased polymers. Prog. Polym. Sci. 2014, 39, 1266–1290. [Google Scholar] [CrossRef]
- Cateto, C.A.; Barreiro, M.F.; Brochier-salon, M.C.; Thielemans, W.; Belgacem, M.N. Lignins as Macromonomers for Polyurethane Synthesis: A Comparative Study on Hydroxyl Group Determination. J. Appl. Polym. Sci. 2008, 109, 3008–3017. [Google Scholar] [CrossRef]
- Tomani, P. The LignoBoost process. Cellul Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Kouisni, L.; Holt-Hindle, P.; Maki, K.; Paleologou, M. The LignoForce SystemTM: A new process for the production of high-quality lignin from black liquor. Pulp Pap. Can. 2014, 115, 18–22. [Google Scholar]
- Hayati, A.N.; Evans, D.A.C.; Laycock, B.; Martin, D.J.; Annamalai, P.K. A simple methodology for improving the performance and sustainability of rigid polyurethane foam by incorporating industrial lignin. Ind. Crops Prod. 2018, 117, 149–158. [Google Scholar] [CrossRef]
- Avelino, F.; Almeida, S.L.; Duarte, E.B. Thermal and mechanical properties of coconut shell lignin-based polyurethanes synthesized by solvent-free polymerization. J. Mater. Sci. 2017, 53, 1470–1486. [Google Scholar] [CrossRef]
- Culebras, M.; Beaucamp, A.; Wang, Y.; Clauss, M.M.; Frank, E.; Collins, M.N. Biobased Structurally Compatible Polymer Blends Based on Lignin and Thermoplastic Elastomer Polyurethane as Carbon Fiber Precursors. ACS Sustain. Chem. Eng. 2018, 6, 8816–8825. [Google Scholar] [CrossRef]
- Pan, X.; Saddler, J.N. Effect of replacing polyol by organosolv and kraft lignin on the property and structure of rigid polyurethane foam. Biotechnol. Biofuels 2013, 6, 1. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Glasser, W.G.; Leitheiser, R.H. Engineering plastics from lignin. Polym. Bull. 1984, 12, 1–5. [Google Scholar] [CrossRef]
- Cateto, C.A.; Barreiro, M.F.; Rodrigues, A.E.; Belgacem, M.N. Optimization study of lignin oxypropylation in view of the preparation of polyurethane rigid foams. Ind. Eng. Chem. Res. 2009, 48, 2583–2589. [Google Scholar] [CrossRef]
- Belgacem, M.N.; Benaboura, A.; Gandini, A.; Nadji, H.; Bruzzèse, C.; Belgacem, M.N.; Benaboura, A.; Gandini, A. Oxypropylation of Lignins and Preparation of Rigid Polyurethane Foams from the Ensuing Polyols. Macromol. Mater. Eng. 2005, 290, 1009–1016. [Google Scholar] [CrossRef]
- Shojaei Saadi, H.A. Propylene Oxide. Encycl. Toxicol. 2014, 1117–1119. [Google Scholar] [CrossRef]
- Kühnel, I.; Saake, B.; Lehnen, R. Comparison of different cyclic organic carbonates in the oxyalkylation of various types of lignin. React. Funct. Polym. 2017, 120, 83–91. [Google Scholar] [CrossRef]
- Xuefeng, Z.; Kim, Y.; Islam, E.; Taylor, M.; Eberhardt, T.L. Rigid polyurethane foams containing lignin oxyalkylated with ethylene carbonate and polyethylene glycol. Ind. Crops Prod. 2019, 141, 111797. [Google Scholar] [CrossRef]
- Duval, A.; Vidal, D.; Sarbu, A.; René, W.; Avérous, L. Scalable single-step synthesis of lignin-based liquid polyols with ethylene carbonate for polyurethane foams. Mater. Today Chem. 2022, 24, 100793. [Google Scholar] [CrossRef]
- Ahvazi, B.; Wojciechowicz, O.; Hawari, J. Preparation of Lignopolyols from Wheat Straw Soda Lignin. J. Agric. Food Chem. 2011, 59, 10505–10516. [Google Scholar] [CrossRef] [Green Version]
- Vieira, F.R.; Barros-timmons, A.; Evtuguin, D.V.; Pinto, P.C.O.R. Oxyalkylation of LignoboostTM Kraft Lignin with Propylene Carbonate: Design of Experiments towards Synthesis Optimization. Materials 2022, 15, 1925. [Google Scholar] [CrossRef] [PubMed]
- Tavares, L.B.; Boas, C.V.; Schleder, G.R.; Nacas, A.M.; Rosa, D.S.; Santos, D.J. Bio-based polyurethane prepared from Kraft lignin and modified castor oil. Express Polym. Lett. 2016, 10, 927–940. [Google Scholar] [CrossRef]
- Evtuguin, D.V. Lignosulfonate-Based Polyurethane Adhesives. Materials 2021, 14, 7072. [Google Scholar]
- Nacas, A.M.; Ito, N.M.; De Sousa JR, R.R.; Spinacé, M.A.; Dos Santos, D.J. Effects of NCO:OH ratio on the mechanical properties and chemical structure of Kraft lignin—Based polyurethane adhesive. J. Adhes. 2017, 93, 18–29.9. [Google Scholar] [CrossRef]
- Gouveia, J.R.; Antonino, L.D.; Garcia, G.E.S.; Tavares, L.B.; Santos, A.N.B.; dos Santos, D.J. Kraft lignin-containing polyurethane adhesives: The role of hydroxypropylation on thermomechanical properties. J. Adhes. 2021, 97, 1423–1439. [Google Scholar] [CrossRef]
- Antonino, L.D.; Garcia, G.E.S.; Gouveia, J.R.; Santos, A.N.B.; da Silva Bisneto, M.P.; dos Santos, D.J. Polyurethane adhesives from castor oil and modified lignin via reaction with propylene carbonate. J. Appl. Polym. Sci. 2022, 139, 1–10. [Google Scholar] [CrossRef]
- Vieira, F.R.; Barros-timmons, A.; Evtuguin, D.V.; Pinto, P.C.R. Effect of different catalysts on the oxyalkylation of eucalyptus Lignoboost® kraft lignin. Holzforschung 2020, 74, 567–576. [Google Scholar] [CrossRef]
- ASTM D906; Standard Test Method for Strength Properties of Adhesives in Plywood Type Construction in Shear by Tension Loading. ASTM International: West Conshohocken, PA, USA, 2004.
- Somani, K.P.; Kansara, S.S.; Patel, N.K.; Rakshit, A.K. Castor oil based polyurethane adhesives for wood-to-wood bonding. Int. J. Adhes. Adhes. 2003, 23, 269–275. [Google Scholar] [CrossRef]
- Kong, X.; Liu, G.; Curtis, J.M. Characterization of canola oil based polyurethane wood adhesives. Int. J. Adhes. Adhes. 2011, 31, 559–564. [Google Scholar] [CrossRef]
- Frihart, C.R. Wood Adhesion and Adhesives. In Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2005; pp. 215–278. ISBN 0849315883. [Google Scholar]
- Daneshvar, S.; Behrooz, R.; Najafi, S.K.; Sadeghi, G.M.M. Characterization of polyurethane wood adhesive prepared from liquefied sawdust by ethylene carbonate. BioResources 2019, 14, 796–815. [Google Scholar] [CrossRef]
- Puszka, A.; Sikora, J.W. Synthesis and Characterization of New Polycarbonate-Based Poly(thiourethane-urethane)s. Polymers 2022, 14, 2933. [Google Scholar] [CrossRef] [PubMed]
- Gama, N.; Ferreira, A.; Barros-Timmons, A. Cure and performance of castor oil polyurethane adhesive. Int. J. Adhes. Adhes. 2019, 95, 102413. [Google Scholar] [CrossRef]
- Khoon Poh, A.; Choy Sin, L.; Sit Foon, C.; Cheng Hock, C. Polyurethane wood adhesive from palm oil-based polyester polyol. J. Adhes. Sci. Technol. 2014, 28, 1020–1033. [Google Scholar] [CrossRef]
- Choi, S.W.; Seo, D.W.; Lim, Y.D.; Jeong, Y.G.; Mollah, M.S.I.; Park, H.; Hong, T.W.; Kim, W.G. Synthesis and Properties of Multihydroxy Soybean Oil from Soybean Oil and Polymeric Methylene-Diphenyl- 4,4-Diisocyanate/Multihydroxy Soybean Oil Polyurethane Adhesive to Wood. J. Appl. Polym. Sci. 2011, 116, 2658–2667. [Google Scholar] [CrossRef]
- Desai, S.D.; Patel, J.V.; Sinha, V.K. Polyurethane adhesive system from biomaterial-based polyol for bonding wood. Int. J. Adhes. Adhes. 2003, 23, 393–399. [Google Scholar] [CrossRef]
- Chen, Y.C.; Fu, S.; Zhang, H. Signally improvement of polyurethane adhesive with hydroxy-enriched lignin from bagasse. Colloids Surf. A Physicochem. Eng. Asp. 2020, 585, 124164. [Google Scholar] [CrossRef]
- Gadhave, R.V.; S. Kasbe, P.; Mahanwar, P.A.; Gadekar, P.T. Synthesis and characterization of lignin-polyurethane based wood adhesive. Int. J. Adhes. Adhes. 2019, 95, 102427. [Google Scholar] [CrossRef]
- Fisseler-Eckhoff, A.; Bartsch, H.; Zinsky, R.; Schirren, J. Environmental isocyanate-induced asthma: Morphologic and pathogenetic aspects of an increasing occupational disease. Int. J. Environ. Res. Public Health 2011, 8, 3672–3687. [Google Scholar] [CrossRef] [Green Version]
- Schaal, N.C.; Brazile, W.J.; Finnie, K.L.; Tiger, J.P. Effects of known determinants on methylene bisphenyl isocyanate (MDI) concentration during spray-on truck bed-lining processes. Ann. Work Expo. Health 2017, 61, 872–882. [Google Scholar] [CrossRef]
- Puszka, A. Thermal and mechanical behavior of new transparent thermoplastic polyurethane elastomers derived from cycloaliphatic diisocyanate. Polymers 2018, 10, 537. [Google Scholar] [CrossRef] [Green Version]
- Puszka, A.; Kultys, A. The influence of soft segments on some properties of new transparent segmented polyurethanes. Polym. Adv. Technol. 2017, 28, 1937–1944. [Google Scholar] [CrossRef]
- Gama, N.; Silva, R.; Carvalho, A.P.O.; Ferreira, A.; Barros-Timmons, A. Sound absorption properties of polyurethane foams derived from crude glycerol and liquefied coffee grounds polyol. Polym. Test 2017, 62, 13–22. [Google Scholar] [CrossRef]
- Aung, M.M.; Yaakob, Z.; Kamarudin, S.; Abdullah, L.C. Synthesis and characterization of Jatropha (Jatropha curcas L.) oil-based polyurethane wood adhesive. Ind. Crops Prod. 2014, 60, 177–185. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Crude LBP | pMDI |
|---|---|---|
| Type | Aromatic polyether | Aromatic diisocyanate |
| IOH, mg KOH/g | 225 | - |
| NCO content, % | - | 31.1 |
| Water content, % | 0.39 | - |
| Viscosity, Pa. s | 0.56 | 0.19 |
| Mw, Da | 1700 | - |
| PC-oligomer, % | 15.5 | - |
| Samples Codes | Crude LBP * (pbw) | pMDI * (pbw) | NCO/OH Ratio | Gelation Time (min) |
|---|---|---|---|---|
| PU1.1 | 100 | 59.4 | 1.1 | 3.0 |
| PU 1.3 | 100 | 70.1 | 1.3 | 3.0 |
| PU 1.6 | 100 | 86.3 | 1.6 | 2.4 |
| PU 1.9 | 100 | 102.5 | 1.9 | 2.4 |
| PU 2.2 | 100 | 118.7 | 2.2 | 2.1 |
| CPA | - | - | - | >5 ** |
| Samples Codes | NCO/OH Ratio | Mode of Failure |
|---|---|---|
| PU1.1 | 1.1 | CF |
| PU 1.3 | 1.3 | CF + AF + SF |
| PU 1.6 | 1.6 | SF |
| PU 1.9 | 1.9 | CF + AF + SF |
| PU 2.2 | 2.2 | CF + AF + SF |
| CPA | - | CF |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vieira, F.R.; Gama, N.; Magina, S.; Barros-Timmons, A.; Evtuguin, D.V.; Pinto, P.C.O.R. Polyurethane Adhesives Based on Oxyalkylated Kraft Lignin. Polymers 2022, 14, 5305. https://doi.org/10.3390/polym14235305
Vieira FR, Gama N, Magina S, Barros-Timmons A, Evtuguin DV, Pinto PCOR. Polyurethane Adhesives Based on Oxyalkylated Kraft Lignin. Polymers. 2022; 14(23):5305. https://doi.org/10.3390/polym14235305
Chicago/Turabian StyleVieira, Fernanda Rosa, Nuno Gama, Sandra Magina, Ana Barros-Timmons, Dmitry V. Evtuguin, and Paula C. O. R. Pinto. 2022. "Polyurethane Adhesives Based on Oxyalkylated Kraft Lignin" Polymers 14, no. 23: 5305. https://doi.org/10.3390/polym14235305