
Selection of Conditions in PVB Polymer Dissolution Process for Laminated Glass Recycling Applications

Abstract
:1. Introduction
2. Materials and Methods
3. Data Modeling
4. Results and Discussion
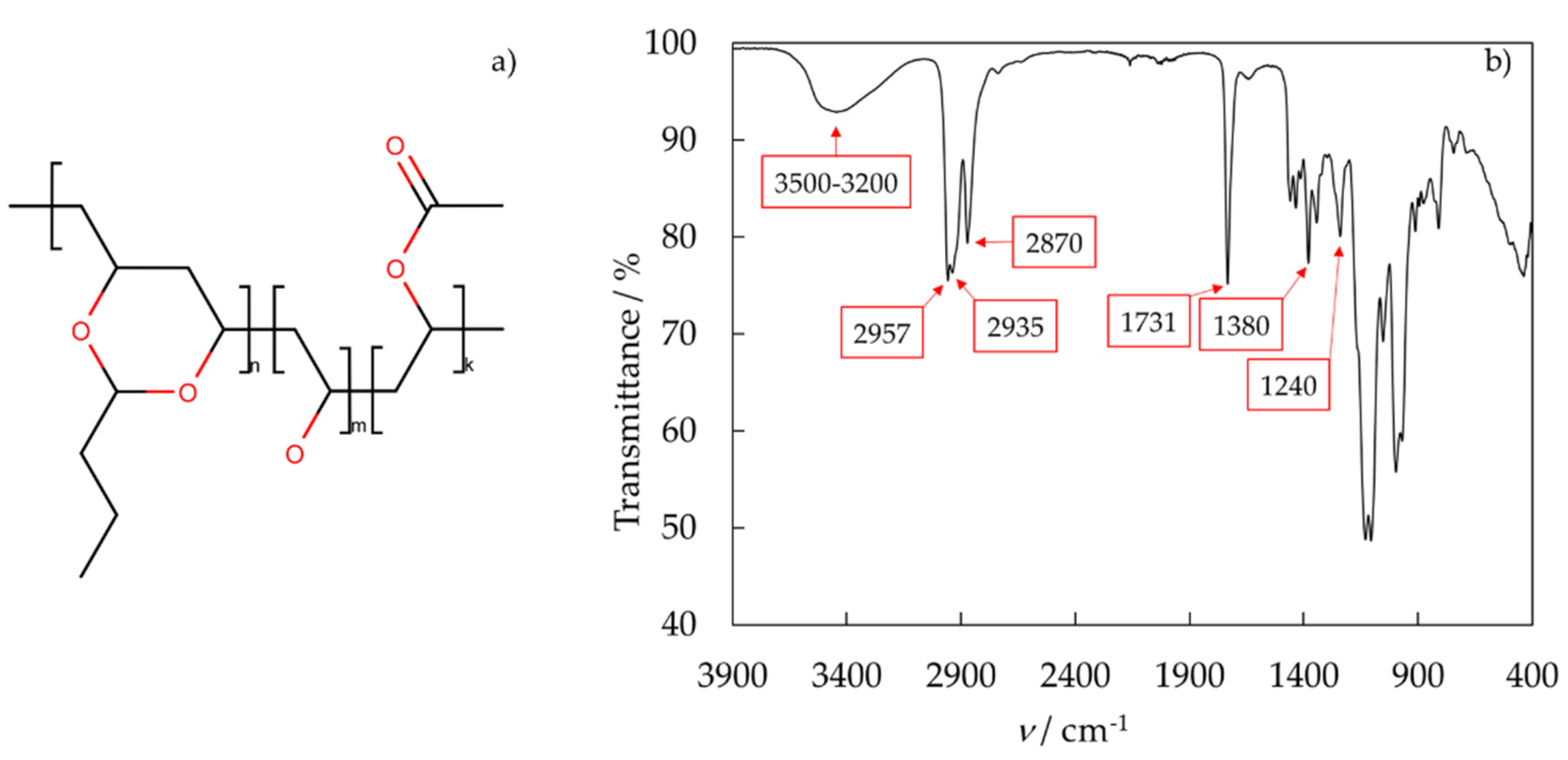
4.1. Analysis of PVB
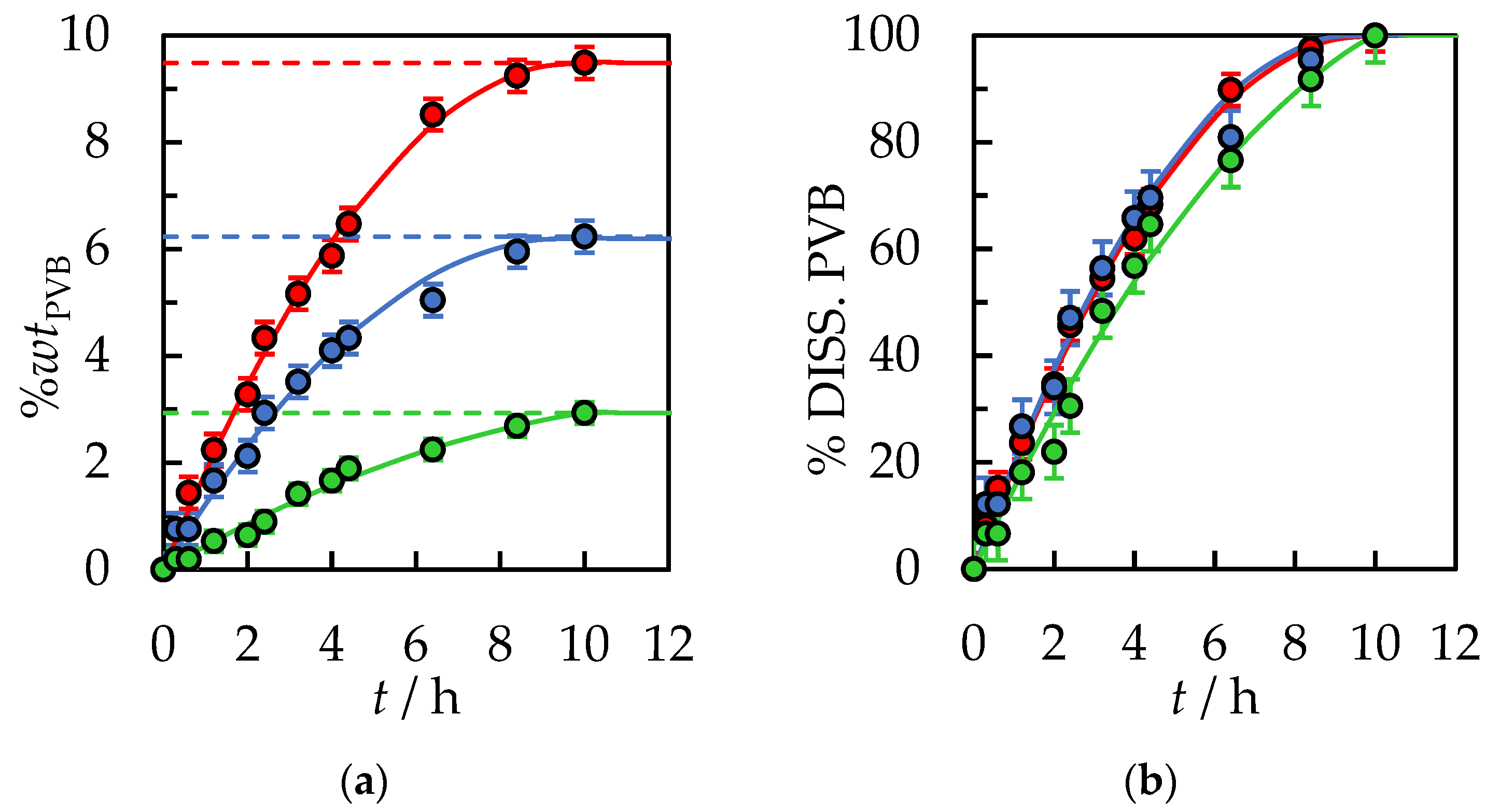
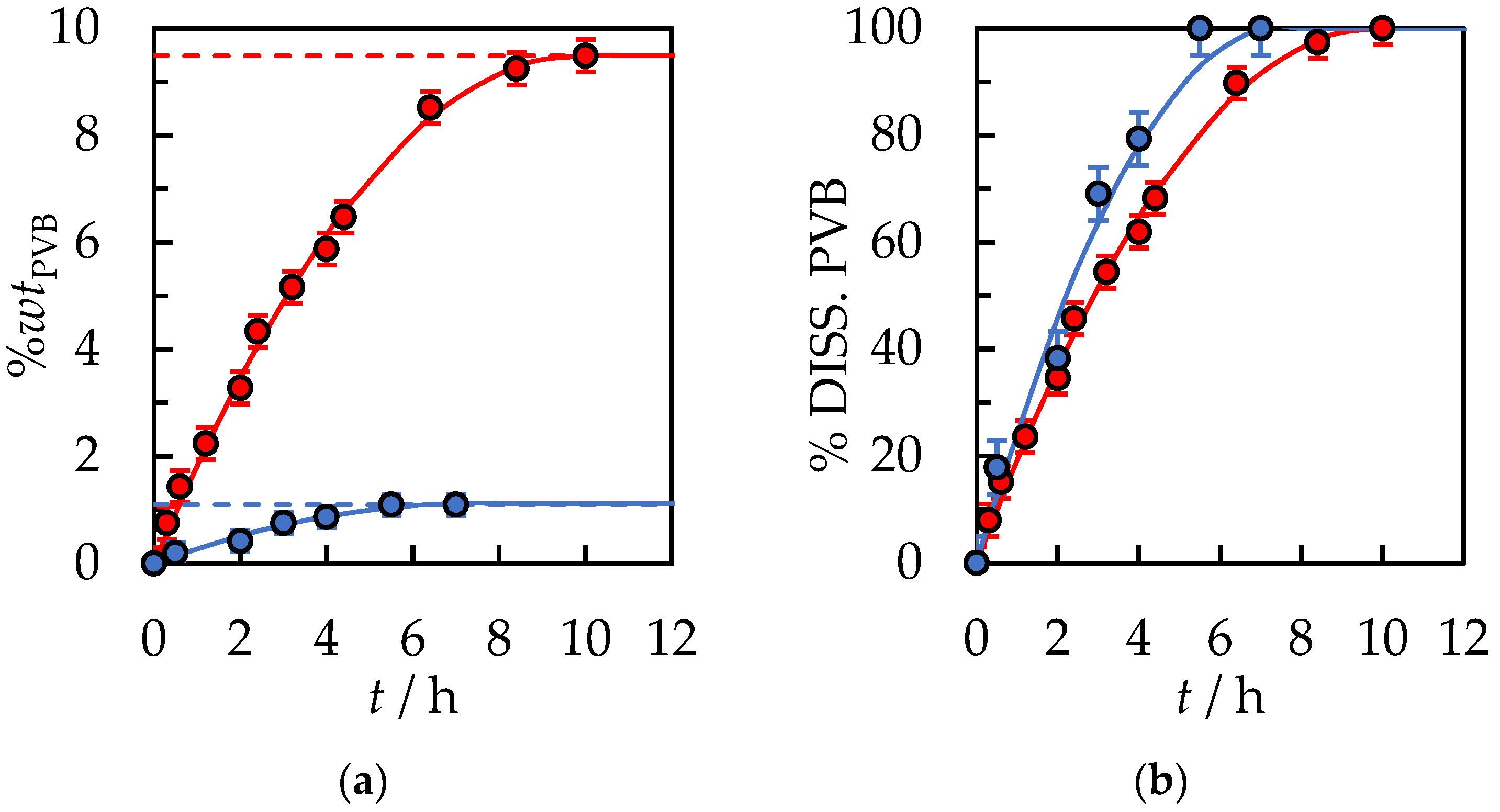
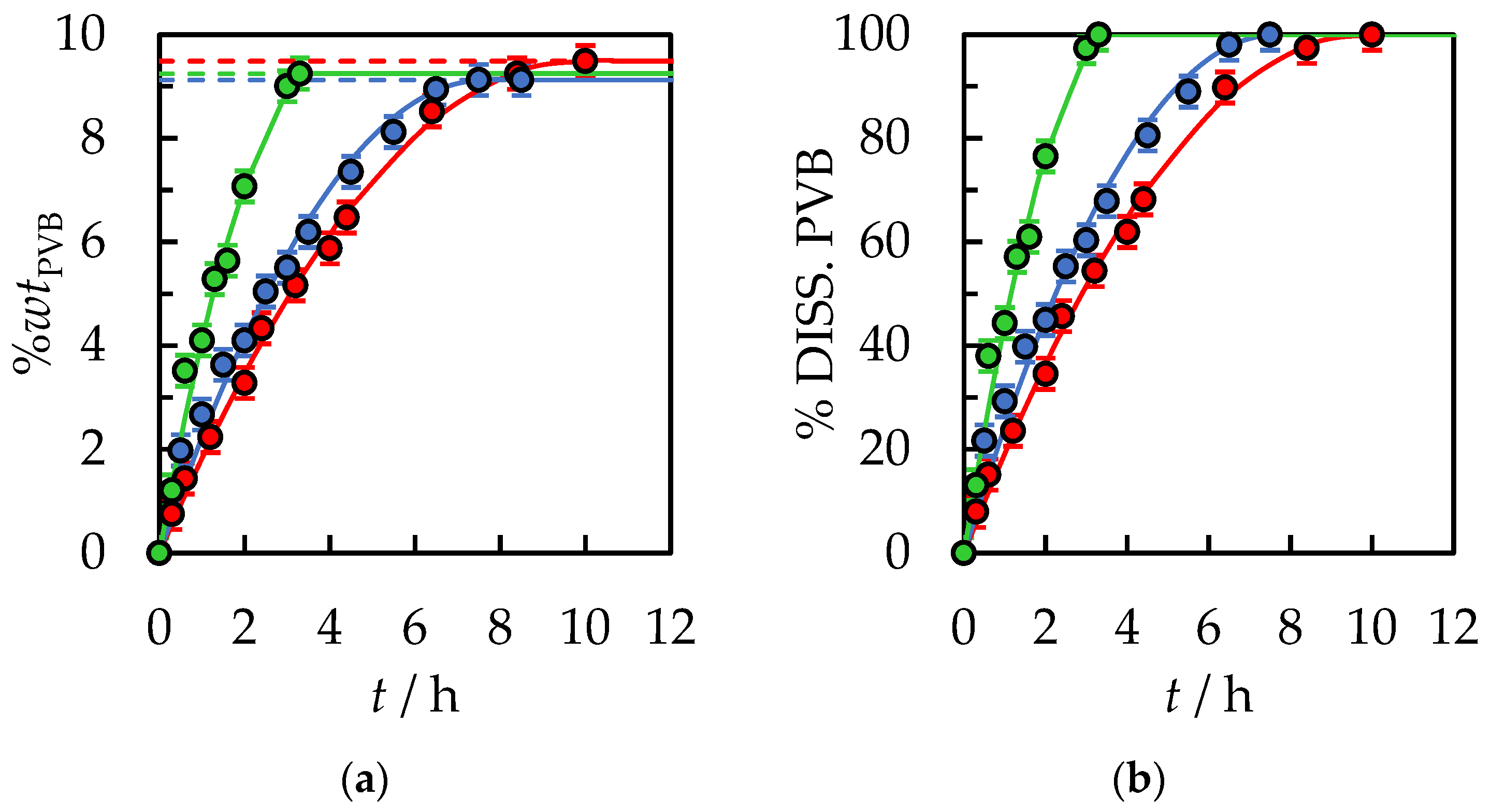
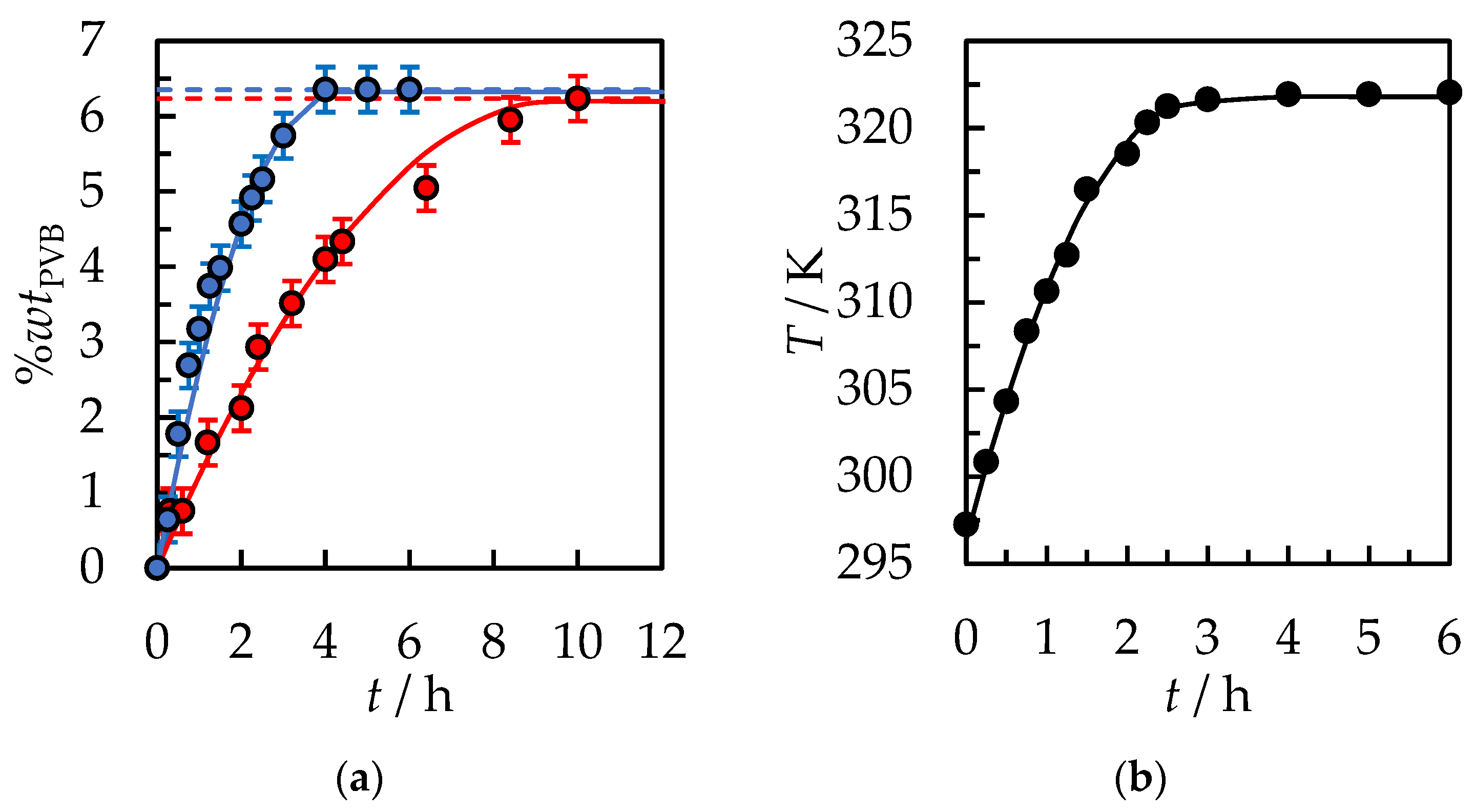
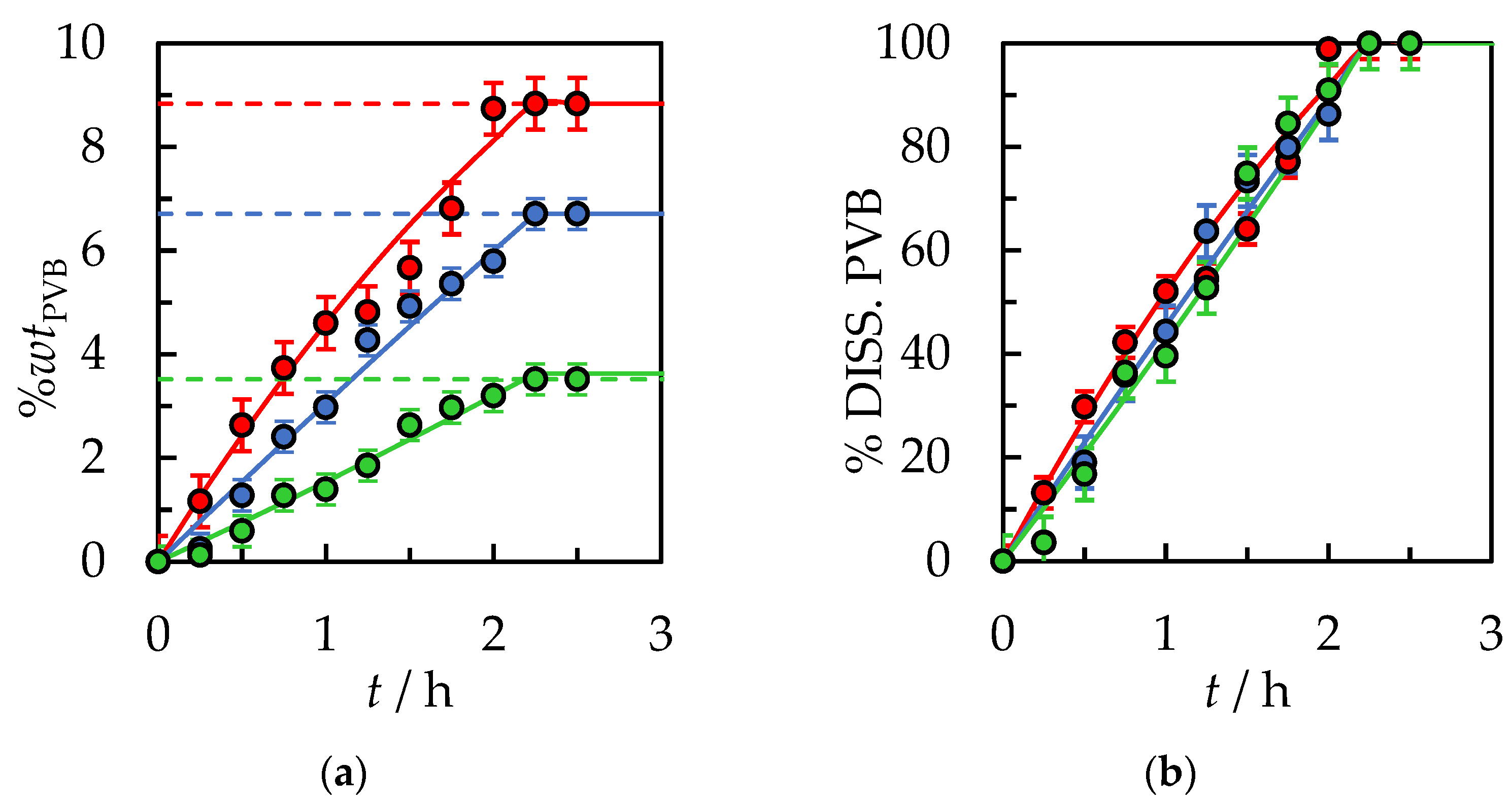
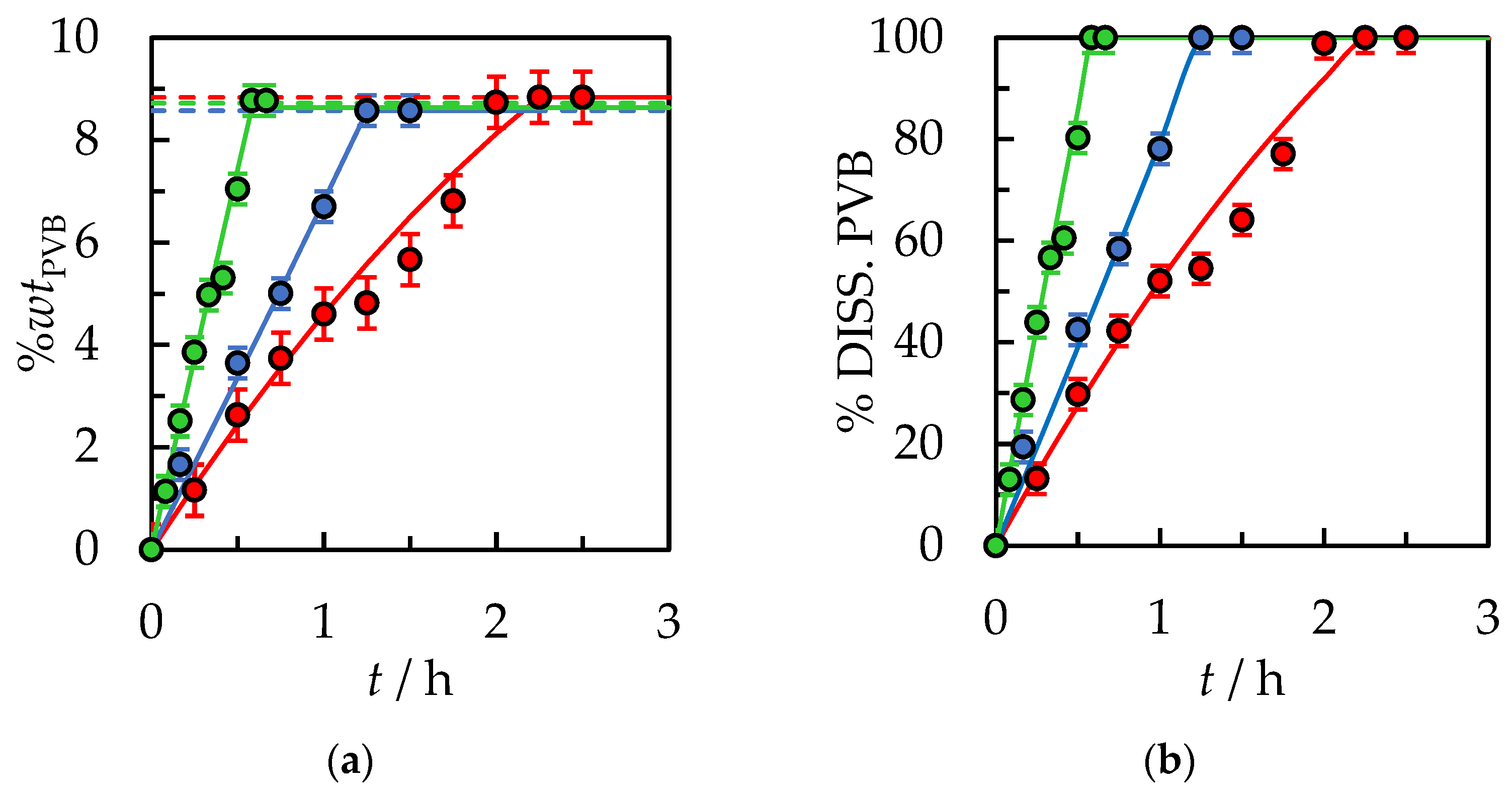
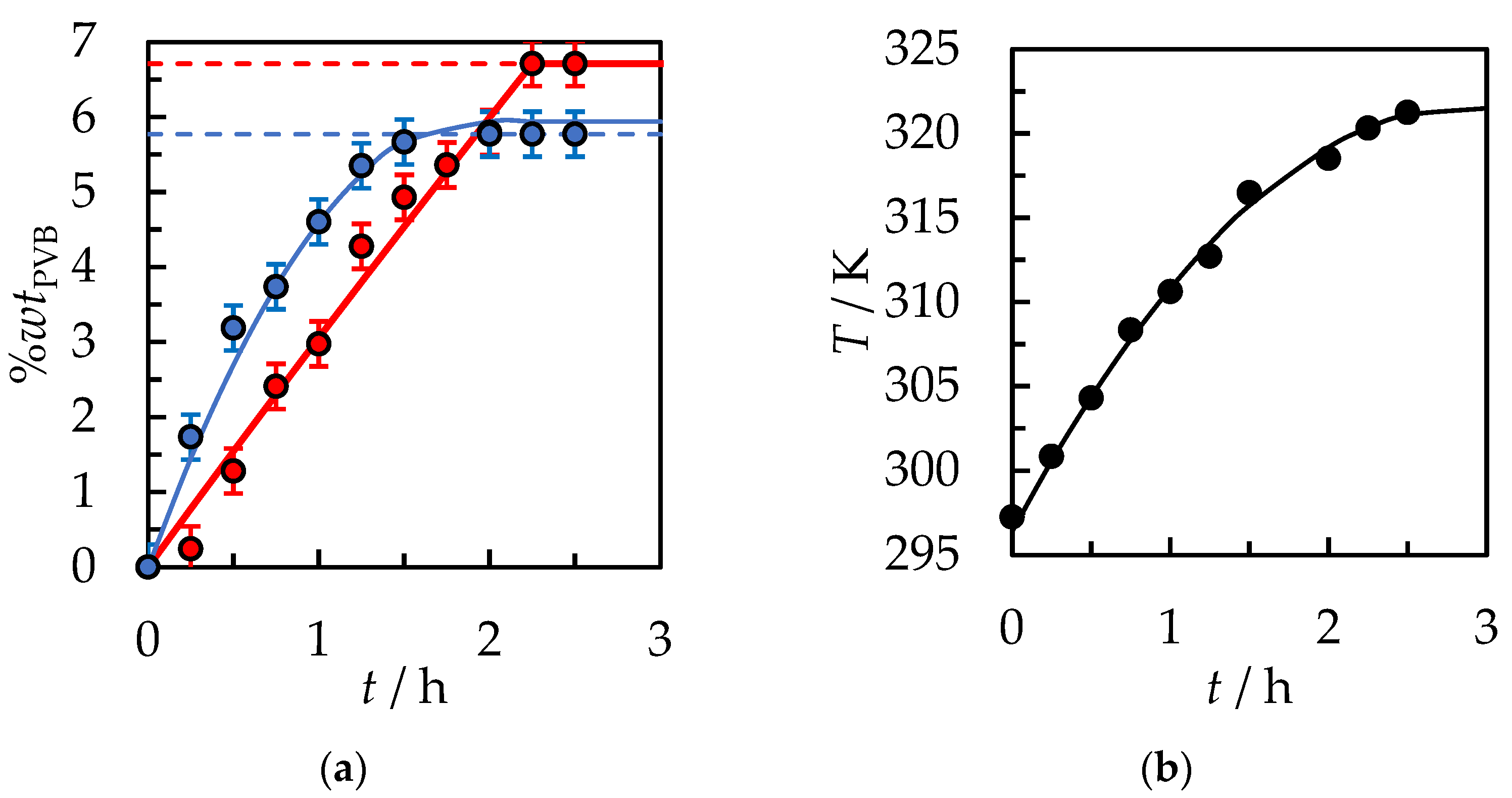
4.2. Dissolution of PVB
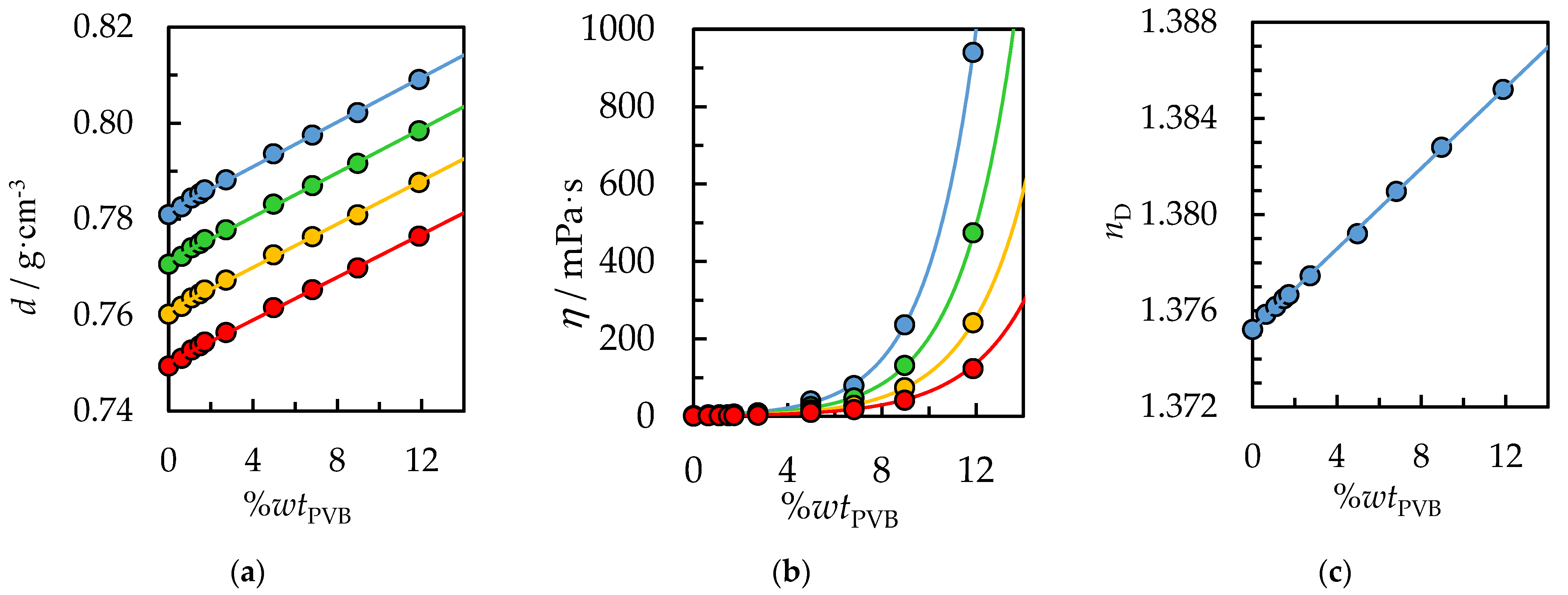
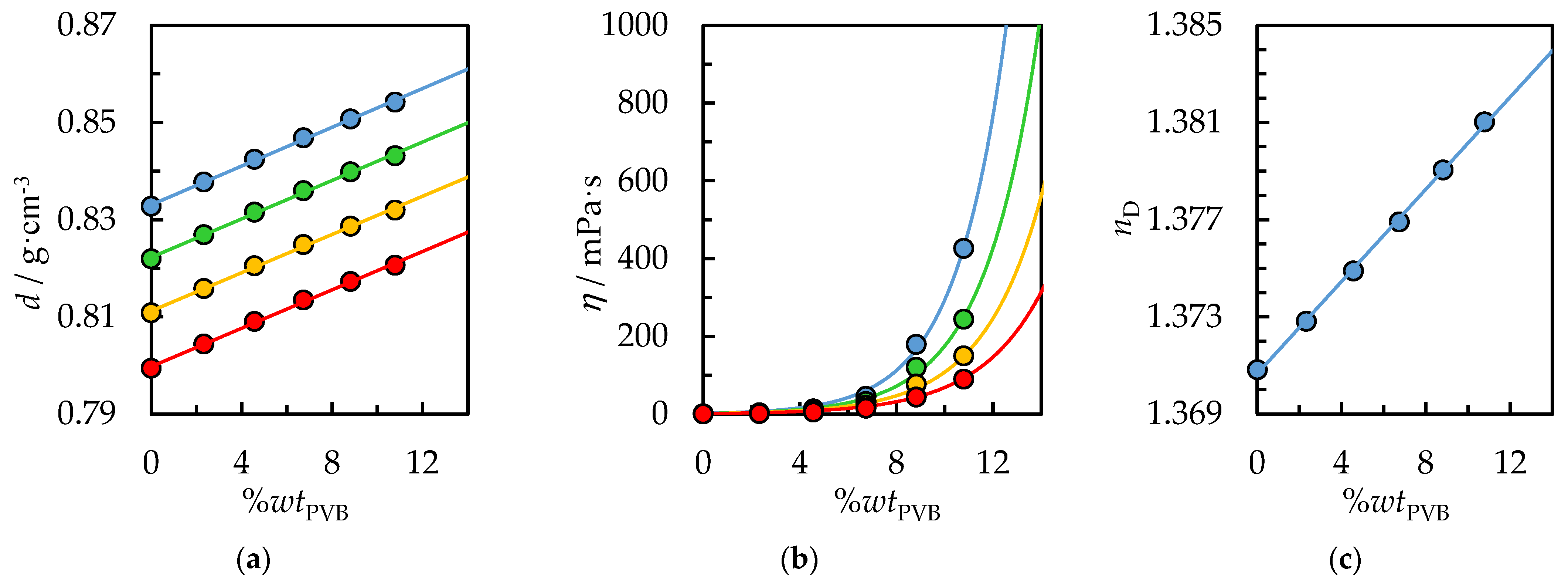
4.3. Density, Dynamic Viscosity, and Refractive Index of PVB Solution
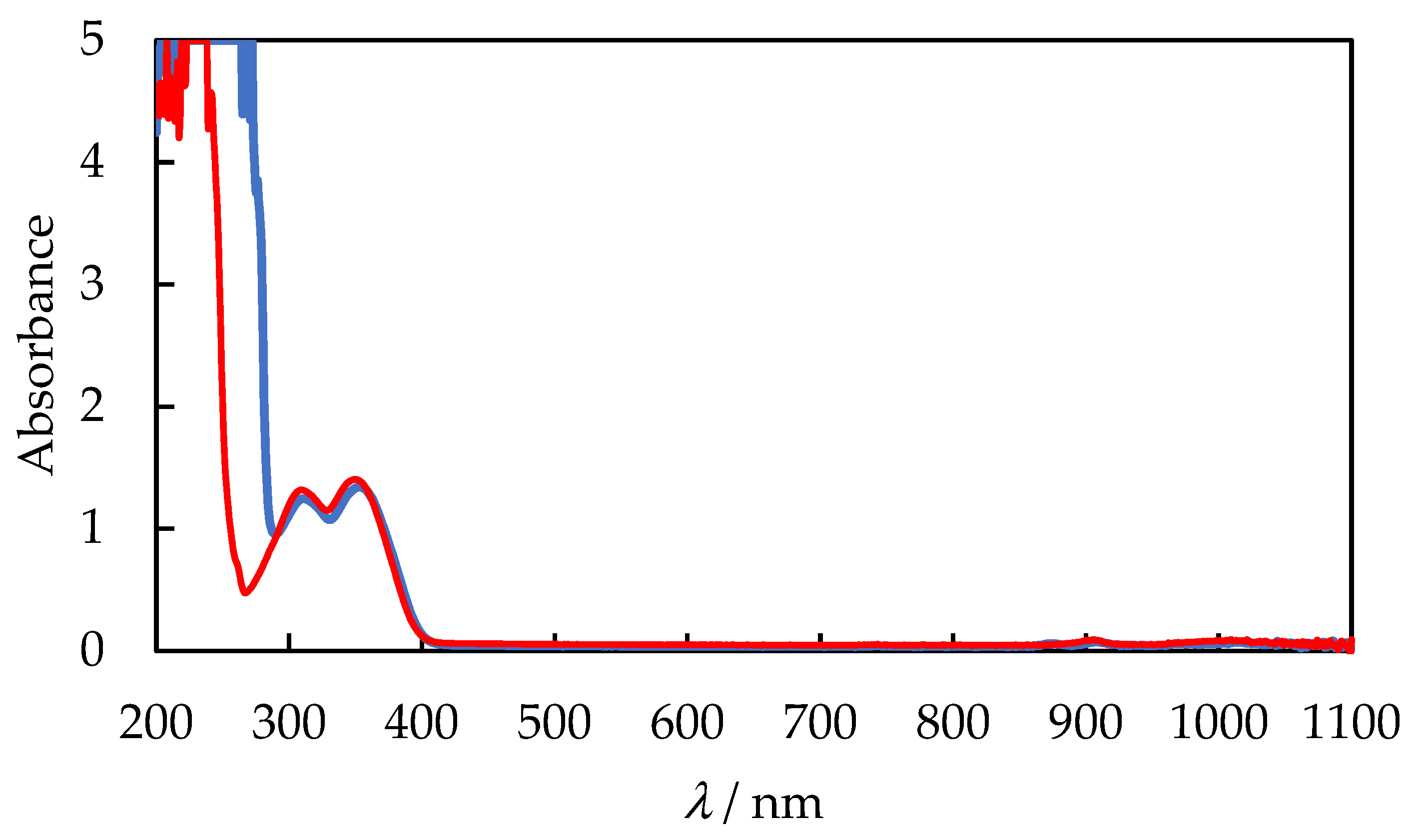
4.4. UV−VIS Spectrum for Liquid PVB Solution
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Blanco, I. Lifetime prediction of food and beverage packaging wastes. J. Therm. Anal. Calorim. 2016, 125, 809–816. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Deri, F. Recycling of waste from polymer materials: An overview of the recent works. Polym. Degrad. Stab. 2013, 98, 2801–2812. [Google Scholar] [CrossRef]
- Meysa, R.; Frickas, F.; Westhues, S.; Sternberg, A.; Klankermayer, J.; Bardow, A. Towards a circular economy for plastic packaging wastes—The environmental potential of chemical recycling. Resour. Conserv. Recycl. 2020, 162, 105010. [Google Scholar] [CrossRef]
- Klaimy, S.; Lamonier, J.-F.; Casetta, M.; Heymans, S.; Duquesne, S. Recycling of plastic waste using flash pyrolysis—Effect of mixture composition. Polym. Degrad. Stab. 2021, 187, 109540. [Google Scholar] [CrossRef]
- Gao, W.; Wanga, R.; Chen, S.; Zang, M. An intrinsic cohesive zone approach for impact failure of windshield laminated glass subjected to a pedestrian headform. Int. J. Impact Eng. 2019, 126, 147–159. [Google Scholar] [CrossRef]
- Suwen, C.; Xing, C.; Xiqiang, W. The mechanical behaviour of polyvinyl butyral at intermediate strain rates and different temperatures. Constr. Build. Mater. 2018, 182, 66–79. [Google Scholar]
- Martín, M.; Centelles, X.; Solé, A.; Barreneche, C.; Fernández, A.I.; Cabeza, L.F. Polymeric interlayer materials for laminated glass: A review. Constr. Build. Mater. 2020, 230, 116897. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, H.; Ma, G. Parametric study of laminated glass window response to blast loads. Eng. Struct. 2013, 56, 1707–1717. [Google Scholar] [CrossRef]
- Khouri, S.; Behun, M.; Knapcikova, L.; Behunova, A.; Sofranko, M.; Rosova, A. Characterization of Customized Encapsulant Polyvinyl Butyral used in the solar industry and its impact on the environment. Energies 2020, 13, 5391. [Google Scholar] [CrossRef]
- Huang, X.; Lin, Y.; Fang, G. Thermal properties of polyvinyl butyral/graphene composites as encapsulation materials for solar cells. Sol. Energy 2018, 161, 187–193. [Google Scholar] [CrossRef]
- Knausz, M.; Oreski, G.; Schmidt, M.; Guttmann, P.; Berger, K.; Voronko, Y.; Eder, G.; Koch, T.; Pinter, G. Thermal expansion behavior of solar cell encapsulation materials. Polym. Test. 2015, 44, 160–167. [Google Scholar] [CrossRef]
- Global Polyvinyl Butyral (PVB) Films Market Status (2015–2019) and Forecast (2020–2024) by Region, Product Type and End-Use. Available online: https://www.marketintellica.com/report/MI3819-global-polyvinylbutyral-pvb-films-market (accessed on 20 October 2022).
- End-of-Life Vehicle Statistics. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=End-of-life_vehicle_statistics#Number_of_end-of-life_vehicles (accessed on 20 October 2022).
- Swain, B.; Park, J.R.; Shin, D.Y.; Park, K.-S.; Hong, M.H.; Lee, C.G. Recycling of waste automotive laminated glass and valorization of polyvinyl butyral through mechanochemical separation. Environ. Res. 2015, 142, 615–623. [Google Scholar] [CrossRef]
- Šooš, L.; Matúš, M.; Pokusová, M.; Čačko, V.; Bábics, J. The Recycling of Waste Laminated Glass through Decomposition Technologies. Recycling 2021, 6, 26. [Google Scholar] [CrossRef]
- Valera, T.S.; Demarquette, N.R. Polymer toughening using residue of recycled windshields: PVB film as impact modifier. Eur. Polym. J. 2008, 44, 755–768. [Google Scholar] [CrossRef]
- Polyvinyl Butyral Recycling. Method. Patent WO2009118426A1, 1 October 2009. Available online: https://patents.google.com/patent/WO2009118426A1/ (accessed on 20 October 2022).
- Kuraray Butacite® G Safety Glass Interlayers from 100% Recycled PVB. Available online: https://www.trosifol.com/fileadmin/user_upload/technical_information/downloads/Butacite_G-2014_NEW.pdf (accessed on 20 October 2022).
- Method and System for Cleaning and Upgrading Post-Consumer and/or Post-Industrial Polyvinylbutyral. U.S. Patent US10626241B2, 21 April 2020. Available online: https://patents.google.com/patent/US10626241B2/en (accessed on 20 October 2022).
- Method of Effective Recovery of Waste Laminated Glass and Modular Construction of the Device. Slovak Patent SK8786, 2 June 2020. Available online: https://patents.google.com/patent/SK8786Y1/en?oq=SK8786 (accessed on 20 October 2022).
- Carrot, C.; Bendaoud, A.; Pillon, C. Polyvinyl Butyral from: Handbook of Thermoplastics; CRC Press: Boca Raton, FL, USA, 22 December 2015; Available online: https://www.routledgehandbooks.com/doi/10.1201/b19190-4 (accessed on 20 October 2022).
- Lubasova, D.; Martinova, L. Controlled Morphology of Porous Polyvinyl Butyral Nanofibers. J. Nanomater. 2011, 2011, 292516. [Google Scholar] [CrossRef] [Green Version]
- Luan, W.; Wanga, C.; Zeng, Z.; Xue, W.; Liang, F.; Bai, Y. Effects of temperature and solvent composition on the intrinsic viscosity of polyvinyl butyral in ethanol/water solutions. J. Mol. Liq. 2021, in press. [CrossRef]
- Furushima, R.; Tanaka, S.; Kato, Z.; Shiomi, T.; Uematsu, K. Compatibility of PVB of Mixed Organic Solvents in Alumina Slurries and its Effect on Morphology of Green Sheets. J. Am. Ceram. Soc. 2011, 94, 2819–2824. [Google Scholar] [CrossRef]
- Echemi.com—Market Price & Insight. Available online: https://www.echemi.com/productsInformation/pid_Rock3921-isopropanol.html (accessed on 20 October 2022).
- Skonieczny, M.; Królikowska, M. Thermodynamic Properties of {Diethyl Phosphate-Based Ionic Liquid (1) + Ethanol (2)} Systems, Experimental Data and Correlation. J. Chem. Eng. Data 2022, 67, 869–885. [Google Scholar] [CrossRef]
- Brendgen, R.; Graßmann, C.; Grethe, T.; Mahltig, B.; Schwarz-Pfeiffer, A. Coatings with recycled polyvinyl butyral on polyester and polyamide mono- and multifilament yarns. J. Coat. Technol. Res. 2021, 18, 819–829. [Google Scholar] [CrossRef]
- Kemmish, D.J.; Hay, J.N. The effect of physical ageing on the properties of amorphous PEEK. Polymer 1985, 26, 905–912. [Google Scholar] [CrossRef]
- Dhaliwal, A.K.; Hay, J.N. The characterization of polyvinyl butyral by thermal analysis. Thermochim. Acta 2002, 391, 245–255. [Google Scholar] [CrossRef]
- Miller-Chou, B.A.; Koenig, J.L. A review of polymer dissolution. Prog. Polym. Sci. 2003, 28, 1223–1270. [Google Scholar] [CrossRef] [Green Version]
- Devotta, I.; Ambeskar, V.D.; Mandhare, A.B.; Mashelkar, R.A. The life time of a dissolving polymeric particle. Chem. Eng. Sci. 1994, 49, 645–654. [Google Scholar] [CrossRef]
- Tsampanakis, I.; Orbaek White, A. The mechanics of forming ideal polymer–solvent combinations for open-loop chemical recycling of solvents and plastics. Polymers 2022, 14, 112. [Google Scholar] [CrossRef]
- Garcia, M.T.; Duque, G.; Garcia, I.; de Lucas, A.; Rodriguez, J.F. Recycling extruded polystyrene by dissolution with suitable solvents. J. Mater Cycles Waste Manag. 2009, 11, 2–5. [Google Scholar] [CrossRef]
- Eastwood, E.; Viswanathan, S.; O’Brien, C.P.; Kumar, D.; Dadnum, M.D. Methods to improve the properties of polymer mixtures: Optimizing intermolecular interactions and compatibilization. Polymer 2005, 46, 3957–3970. [Google Scholar] [CrossRef] [Green Version]
- Ovejero, G.; Pérez, P.; Romero, M.D.; Guzmán, I.; Díez, E. Solubility and Flory–Huggins parameters of SBES poly(styrene-b-butene/ethylene-b-styrene) triblock copolymer, determined by intrinsic viscosity. Eur. Polym. J. 2007, 43, 1444–1449. [Google Scholar] [CrossRef]
- Tekin, T.; Tekin, D.; Bayramoğlu, M. Effect of ultrasound on the dissolution kinetics of phosphate rock in HNO3. Ultrason. Sonochem. 2001, 8, 373–377. [Google Scholar] [CrossRef]
- Domańska, U. Vapour-liquid-solid equilibrium of eicosanoic acid in one- and two-component solvents. Fluid Phase Equilib. 1986, 26, 201–220. [Google Scholar] [CrossRef]
- Shingjiang, J.L.; Jia, S.O.; Chun, H.K.; Hsin, Y.C.; Tzu-Huai, Y. Pervaporative separation of azeotropic methanol/toluene mixtures in polyurethane–poly(dimethylsiloxane) (PU–PDMS) blend membranes: Correlation with sorption and diffusion behaviors in a binary solution system. J. Membr. Sci. 2010, 347, 108–115. [Google Scholar]
- Qiu, J.; Albrecht, J.; Janey, J. Synergistic Solvation Effects: Enhanced Compound Solubility Using Binary Solvent Mixtures. Org. Process. Res. Dev. 2019, 23, 1343–1351. [Google Scholar] [CrossRef]
- Physical Constants. Available online: https://app.knovel.com/hotlink/itble/rcid:kpDIPPRPF7/id:kt0129G8A1/dippr-project-801-full/physical-constants (accessed on 20 October 2022).
- Ma, C.; Laaksonen, A.; Liu, C.; Lu, X.; Ji, X. The peculiar effect of water on ionic liquids and deep eutectic solvents. Chem. Soc. Rev. 2018, 47, 8685–8720. [Google Scholar] [CrossRef]
- Vercher, E.; Orchillés, A.V.; Llopis, F.J.; González-Alfaro, V.; Martínez-Andreu, A. Ultrasonic and volumetric properties of 1-ethyl-3-methylimidazolium trifluoromethanesulfonate ionic liquid with 2-propanol or tetrahydrofuran at several temperatures. J. Chem. Eng. Data 2011, 56, 4633–4642. [Google Scholar] [CrossRef]
- Zafarani-Moattar, M.T.; Majdan-Cegincara, R. Density, speed of sound, and viscosity of binary mixtures of poly(propylene glycol) 400 + ethanol and + 2-propanol at different temperatures. J. Chem. Eng. Data 2008, 53, 2211–2216. [Google Scholar] [CrossRef]
- Iloukhani, H.; Almasi, M. Densities, viscosities, excess molar volumes, and refractive indices of acetonitrile and 2-alkanols binary mixtures at different temperatures: Experimental results and application of the Prigogine–Flory–Patterson theory. Thermochim. Acta 2009, 495, 139–148. [Google Scholar] [CrossRef]
- Wel, I.C.; Rowley, R.L. Binary liquid mixture viscosities and densities. J. Chem. Eng. Data 1984, 29, 332–335. [Google Scholar]
- Gonzalez, B.; Tojo, D.J. Viscosities, densities and speed of sound of the binary systems: 2-propanol with octane, or decane, or dodecane at T = (293.15, 298.15, and 303.15) K. J. Chem. Thermodyn. 2003, 35, 939–953. [Google Scholar] [CrossRef]
- Ku, H.C.; Wang, C.C.; Tu, C.H. Densities, Viscosities, Refractive Indexes, and Surface Tensions for Binary and Ternary Mixtures of Tetrahydofuran, 2-Propanol, and 2,2,4-Trimethylpentane. J. Chem. Eng. Data 2008, 53, 566–573. [Google Scholar] [CrossRef]
- Riddick, A.; Bunger, W.B.; Sakano, T.K. Organic Solvents, Physical Properties and Method of Purification, 4th ed.; Wiley Interscience: Hoboken, NJ, USA, 1986. [Google Scholar]
- Chu, K.-Y.; Thompson, A.R. Densities and Refractive Indices of Alcohol-Water Solutions of n-Propyl, Isopropyl, and Methyl Alcohols. J. Chem. Eng. Data 1962, 7, 358–360. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, H.; Shi, Y.; Cui, J. The mechanical properties of Polyvinyl Butyral (PVB) at high strain rates. Constr. Build. Mater. 2015, 93, 404–415. [Google Scholar] [CrossRef] [Green Version]
- Katritzky, A.R.; Sild, S.; Karelson, M. Correlation and Prediction of the Refractive Indices of Polymers by QSPR. J. Chem. Inf. Comput. Sci. 1998, 38, 1171–1176. [Google Scholar] [CrossRef]
- Zeng, X.F.; Li, X.; Tao, X.; Shen, Z.G.; Chen, J.F. In Fabrication of Highly Transparent ZnO/PVB Nanocomposite Films with Novel UV-Shielding Properties. In Proceedings of the International Nanoelectrics Conference, Hong Kong, China, 3–8 January 2010; p. 208. [Google Scholar]
- Kalu, E.E.; Daniel, M.; Bockstaller, M.R. Synthesis, Characterization, Electrocatalytic and Catalytic Activity of Thermally Generated Polymer-Stabilized Metal Nanoparticles. Int. J. Electrochem. Sci. 2012, 7, 5297–5313. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Name | Abbreviation | CAS No. | Supplier | Mass Fraction Purity | Purification Method |
|---|---|---|---|---|---|
| Polyvinyl (butyral) | PVB | 63148-65-2 | Pilkington Automotive | - | None |
| 2-Propanol | IPA | 67-63-0 | Avantor | >0.99 1 | None |
| Ethyl acetate | AcOEt | 141-78-6 | Chempur | >0.99 1 | None |
| Acetone | Ace | 67-64-1 | Chempur | >0.99 1 | None |
| d/g·cm−3 | ||||
|---|---|---|---|---|
| %wt PVB | T = 298.15 K | T = 308.15 K | T = 318.15 K | T = 328.15 K |
| PVB + 2-propanol | ||||
| 0 | 0.7809 0.78089 [42] * 0.78088 [43] * 0.78098 [44] * | 0.7706 | 0.7602 | 0.7494 |
| 0.63 | 0.7826 | 0.7723 | 0.7618 | 0.7510 |
| 1.10 | 0.7844 | 0.7740 | 0.7636 | 0.7528 |
| 1.49 | 0.7853 | 0.7749 | 0.7645 | 0.7536 |
| 1.72 | 0.7861 | 0.7757 | 0.7653 | 0.7544 |
| 2.73 | 0.7882 | 0.7778 | 0.7673 | 0.7564 |
| 4.98 | 0.7936 | 0.7831 | 0.7726 | 0.7616 |
| 6.82 | 0.7975 | 0.7870 | 0.7763 | 0.7653 |
| 8.96 | 0.8022 | 0.7916 | 0.7809 | 0.7698 |
| 11.88 | 0.8091 | 0.7984 | 0.7876 | 0.7765 |
| PVB + {2-propanol + ethyl acetate V/V = 1/1} | ||||
| 0 | 0.8328 | 0.8220 | 0.8109 | 0.7994 |
| 2.33 | 0.8378 | 0.8269 | 0.8159 | 0.8044 |
| 4.57 | 0.8424 | 0.8316 | 0.8205 | 0.8091 |
| 6.74 | 0.8469 | 0.8360 | 0.8249 | 0.8135 |
| 8.82 | 0.8507 | 0.8399 | 0.8287 | 0.8173 |
| 10.79 | 0.8542 | 0.8432 | 0.8320 | 0.8206 |
| η/mPa·s | ||||
|---|---|---|---|---|
| %wt PVB | T = 298.15 K | T = 308.15 K | T = 318.15 K | T = 328.15 K |
| PVB + 2-propanol | ||||
| 0 | 2.06 2.089 [43] * 2.086 [45] * 2.045 [46] * | 1.54 | 1.18 | 0.92 |
| 0.63 | 3.98 | 2.94 | 2.20 | 1.64 |
| 1.10 | 4.16 | 3.03 | 2.23 | 1.64 |
| 1.49 | 4.79 | 3.44 | 2.50 | 1.81 |
| 1.72 | 6.05 | 4.32 | 3.11 | 2.24 |
| 2.73 | 9.61 | 6.62 | 4.61 | 3.20 |
| 4.98 | 39.9 | 25.5 | 16.4 | 10.6 |
| 6.82 | 79.4 | 47.6 | 28.8 | 17.5 |
| 8.96 | 237 | 132 | 74.2 | 41.8 |
| 11.88 | 940 | 474 | 242 | 123 |
| PVB + {2-propanol + ethyl acetate V/V = 1/1} | ||||
| 0 | 0.909 | 0.789 | 0.693 | 0.639 |
| 2.33 | 3.30 | 2.66 | 2.15 | 1.72 |
| 4.57 | 13.5 | 10.1 | 7.64 | 5.27 |
| 6.74 | 45.8 | 32.5 | 22.9 | 15.5 |
| 8.82 | 179 | 120 | 77.4 | 44.0 |
| 10.79 | 426 | 244 | 150 | 89.9 |
| %wt PVB | nD | %wt PVB | nD |
|---|---|---|---|
| PVB + 2-propanol | PVB + {2-propanol + ethyl acetate V/V = 1/1} | ||
| 0 | 1.37522 1.37515 [47] * 1.3752 [48] * 1.3749 [49] * | 0 | 1.37083 |
| 0.63 | 1.37585 | 2.33 | 1.37282 |
| 1.10 | 1.37618 | 4.57 | 1.37489 |
| 1.49 | 1.37651 | 6.74 | 1.37691 |
| 1.72 | 1.37667 | 8.82 | 1.37905 |
| 2.73 | 1.37746 | 10.79 | 1.38103 |
| 4.98 | 1.37921 | ||
| 6.82 | 1.38097 | ||
| 8.96 | 1.38280 | ||
| 11.88 | 1.38521 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Królikowski, M.; Żach, P.; Kalestyński, M. Selection of Conditions in PVB Polymer Dissolution Process for Laminated Glass Recycling Applications. Polymers 2022, 14, 5119. https://doi.org/10.3390/polym14235119
Królikowski M, Żach P, Kalestyński M. Selection of Conditions in PVB Polymer Dissolution Process for Laminated Glass Recycling Applications. Polymers. 2022; 14(23):5119. https://doi.org/10.3390/polym14235119
Chicago/Turabian StyleKrólikowski, Marek, Piotr Żach, and Maciej Kalestyński. 2022. "Selection of Conditions in PVB Polymer Dissolution Process for Laminated Glass Recycling Applications" Polymers 14, no. 23: 5119. https://doi.org/10.3390/polym14235119