

New Insights into the Mechanical Behavior of Thin-Film Composite Polymeric Membranes


Abstract
:1. Introduction
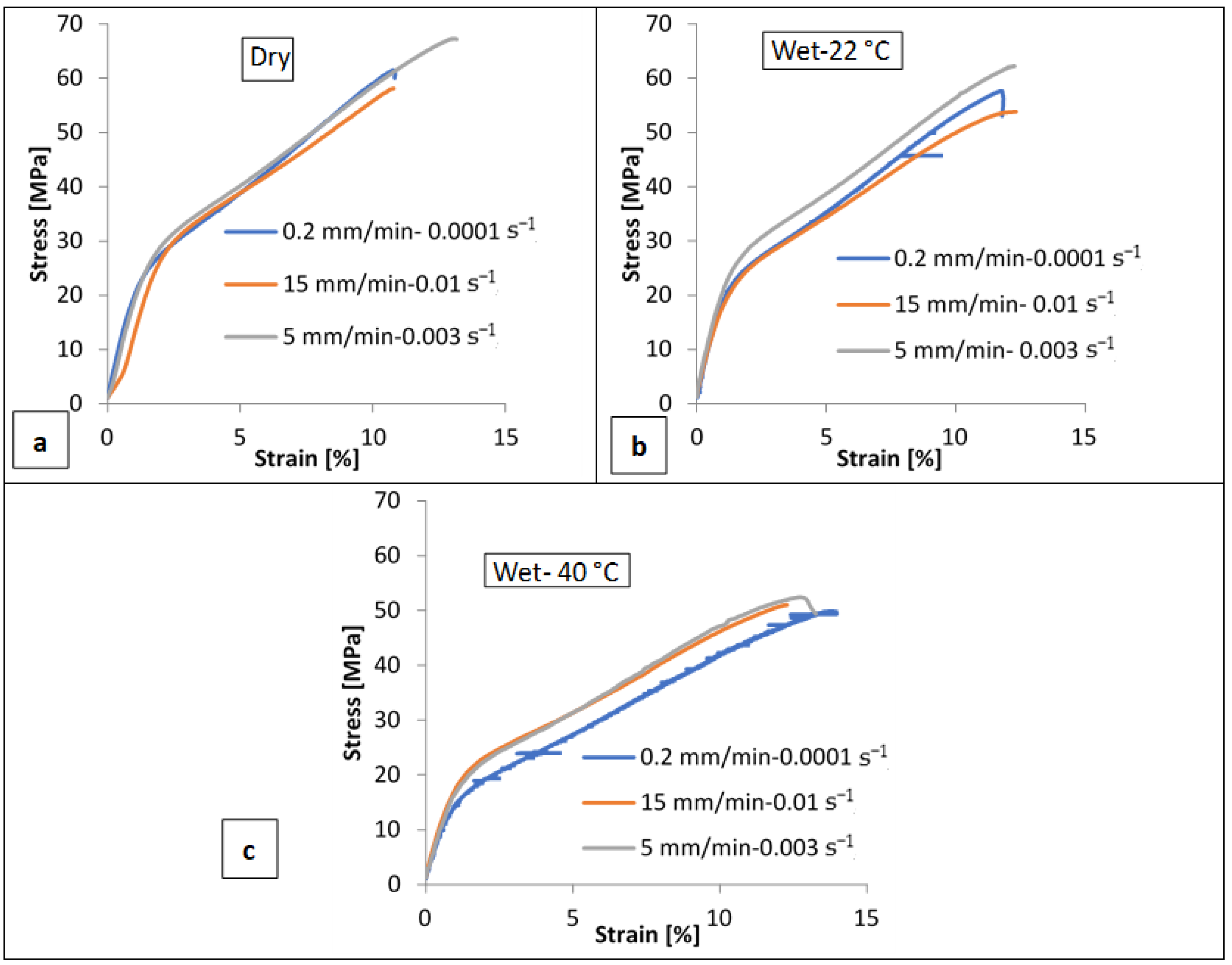
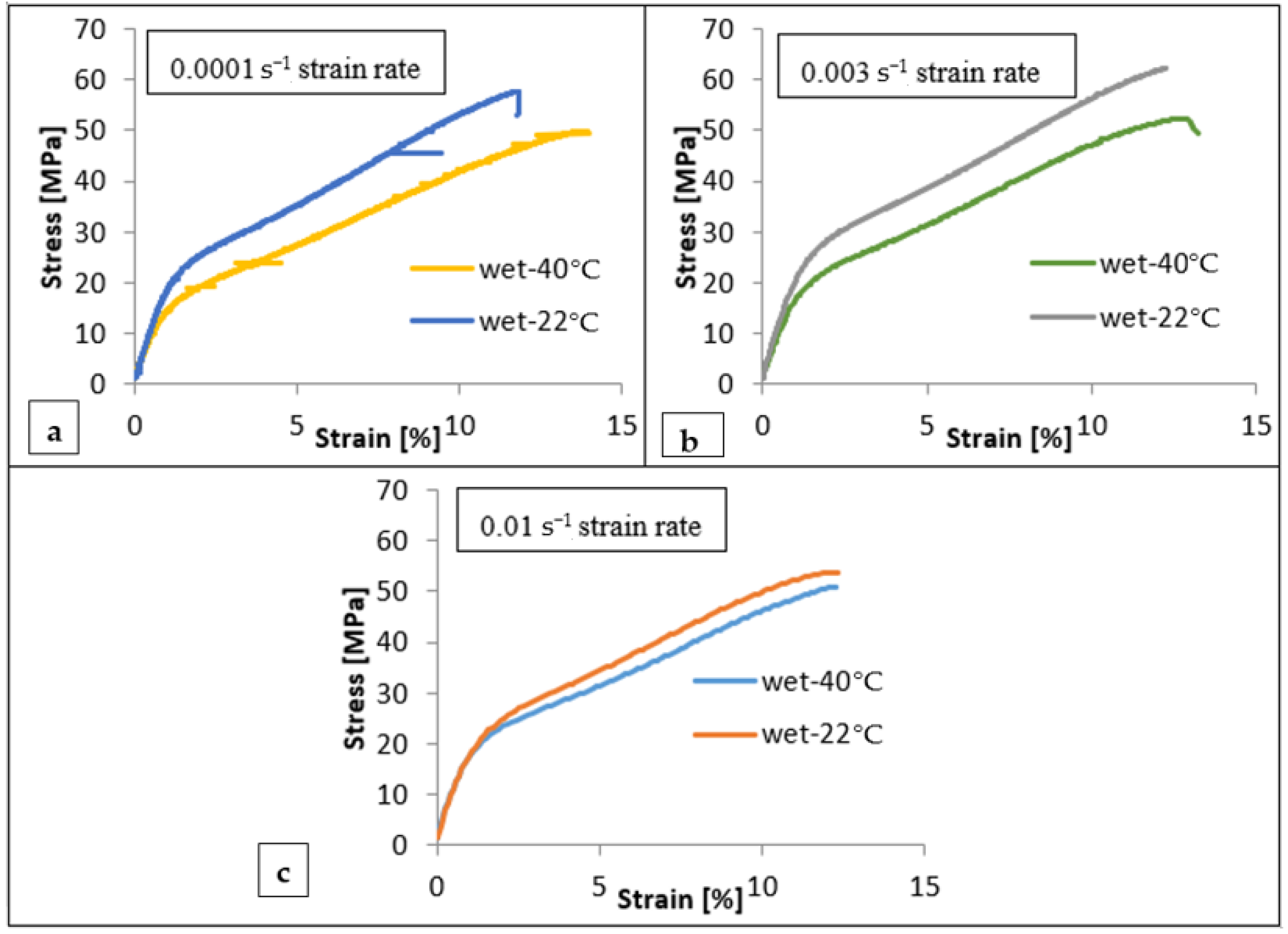
- Temperature: The major performance indicators for a reverse osmosis unit are the flow rate of the produced fresh water and salt rejection. The feed water temperature has a significant impact on them [21]. The maximum allowable temperature range, according to the RO membrane manufacturers, is usually between 35 and 45 °C. It is for this reason that the membranes in this study were tested at 22 °C and 40 °C.
- Strain rate: The membrane may be subjected to non-uniform mechanical loading during casting, installation, handling, and operation. In addition, as membranes foul, the module will exhibit pressure variation resulting in a non-uniform loading rate. Not to mention the chemical cleaning that is performed at different flow rates and directions than the feed water. Therefore, it is critical to understand the behavior of the membranes under different loading rates.
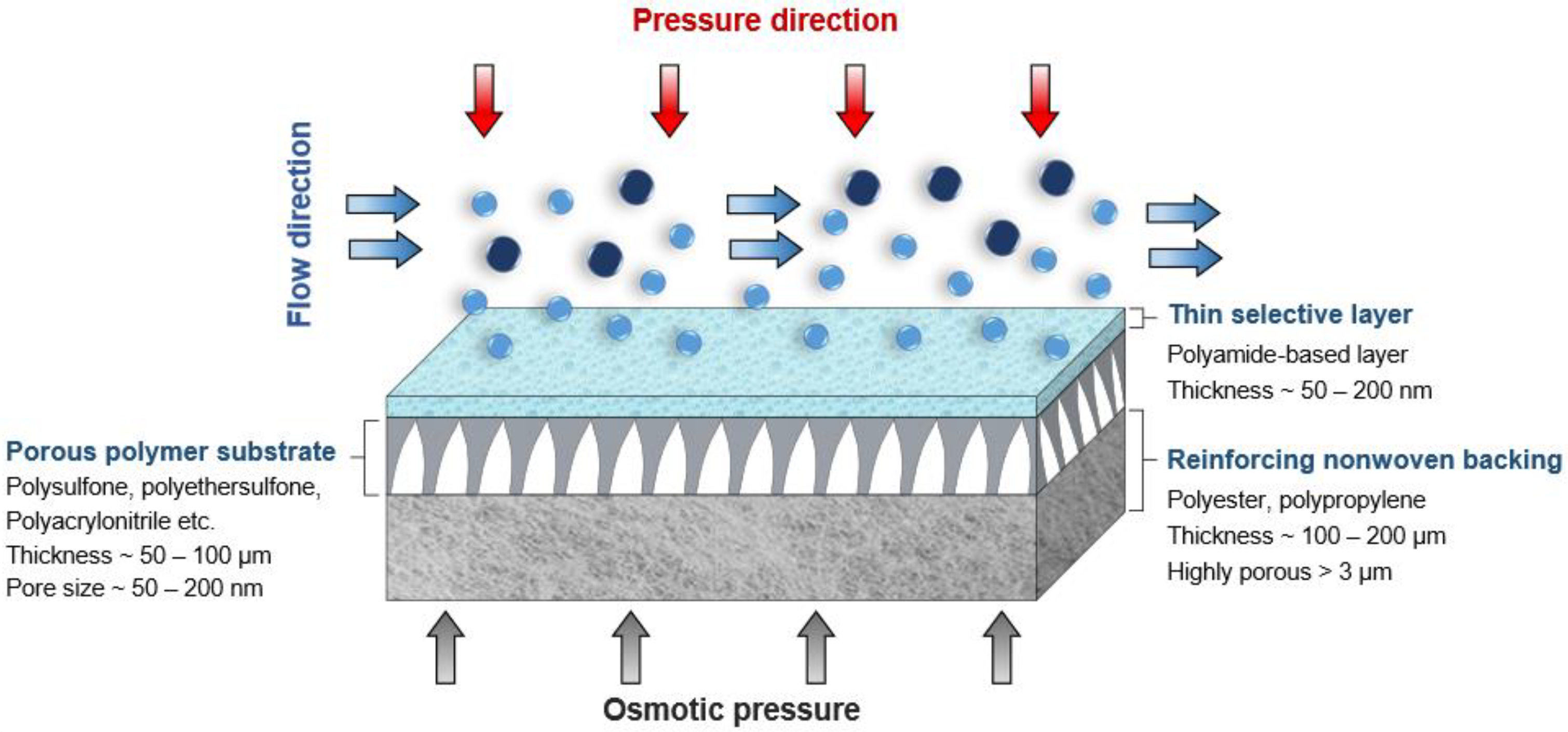
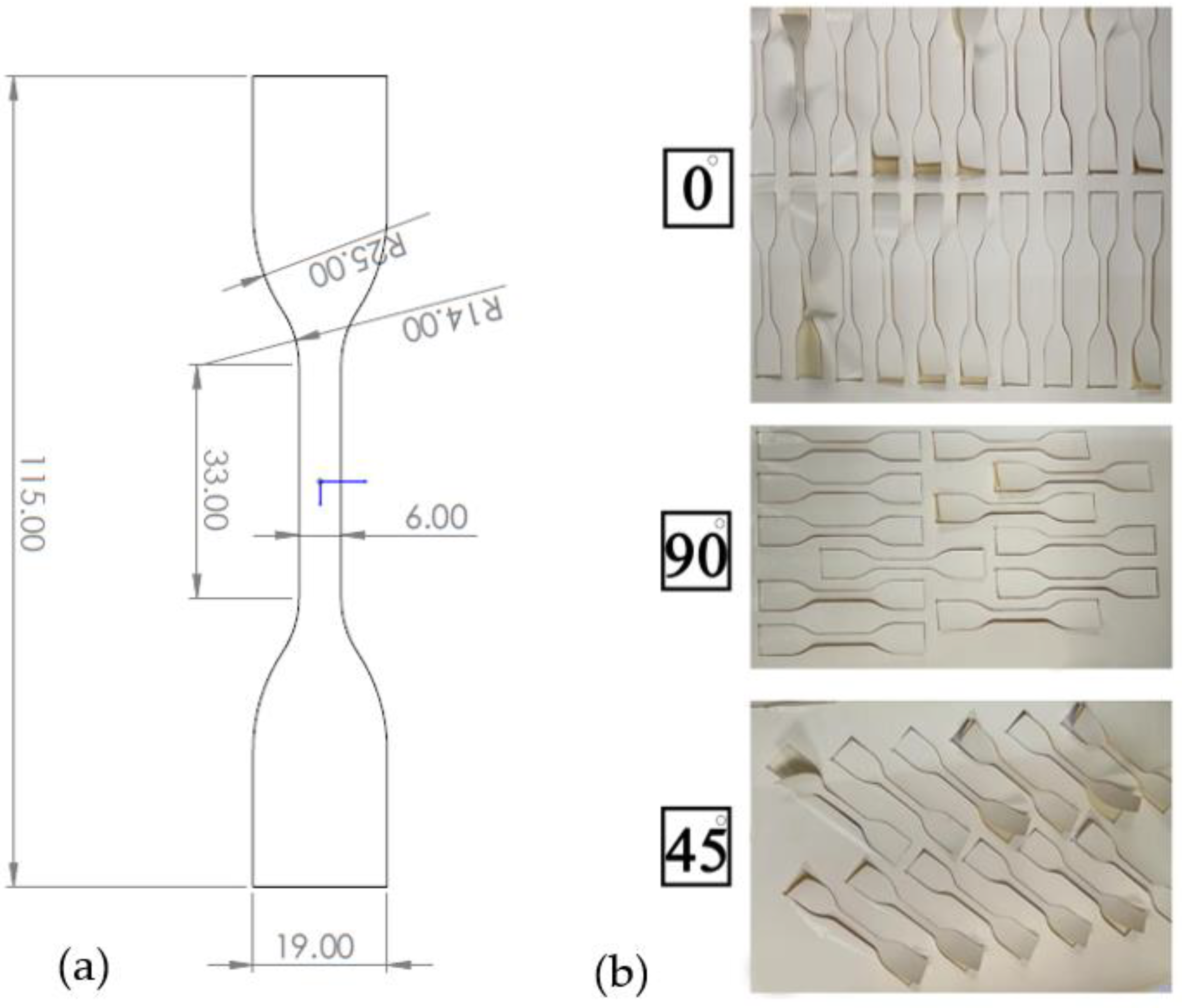
- Anisotropy: TFC membranes are asymmetric (anisotropic) membranes made of several layered materials, where the majority of the flow resistance is obtained in the top thin separating layer. They have a complex behavior when subjected to varied loading conditions, in addition to the non-uniform properties, demonstrating that TFC membranes are chemically and structurally heterogeneous. Therefore, in order to improve the design of membrane structures and accurately predict membrane failures, comprehensive failure analysis in different directions is needed. It is also important to understand the layer-by-layer mechanical properties of RO membranes and their deformation mechanisms.
- Wet/Dry conditions: Thin-film membranes are manufactured in dry conditions and subjected to mechanical loading during installation and handling while still in their dry condition. However, in order to simulate the real operating conditions, the membranes should be tested while immersed in water (wet condition).
2. Materials and Methods
2.1. Materials
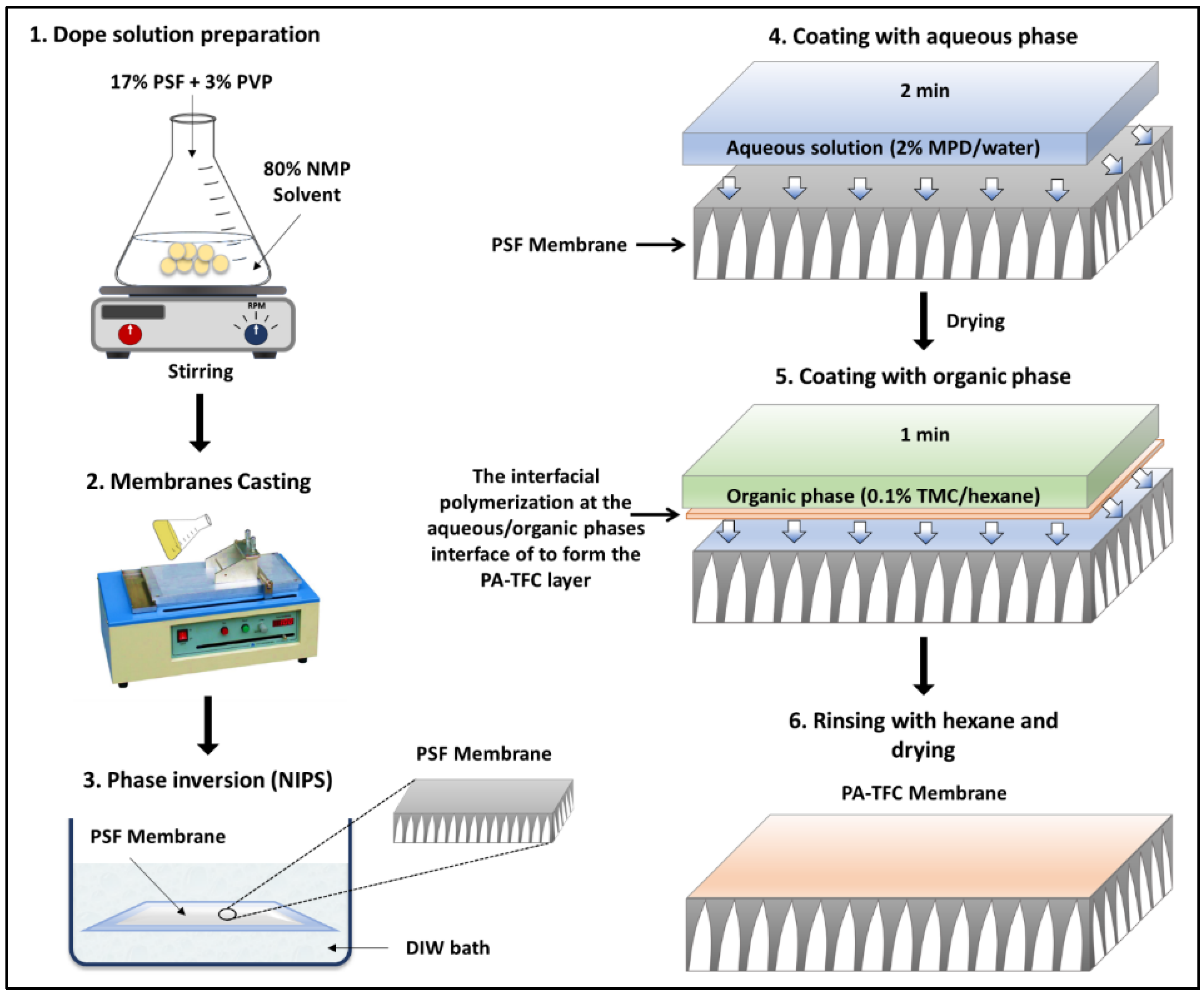
2.1.1. Polysulfone (PSF) Membrane Preparation
2.1.2. Preparation of Backing-Free TFC Membranes
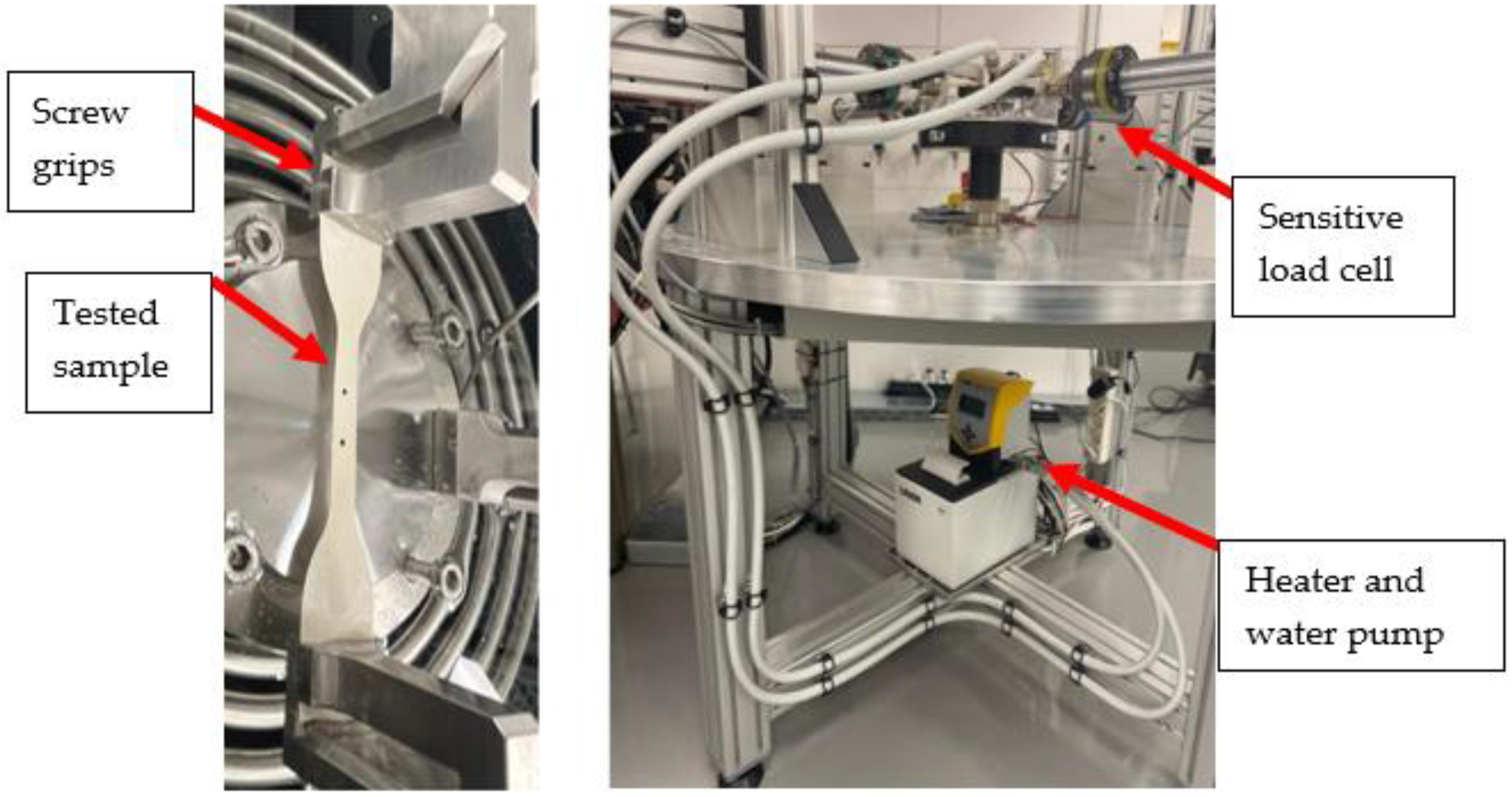
2.2. Tensile Samples Preparation and Testing
3. Results and Discussion
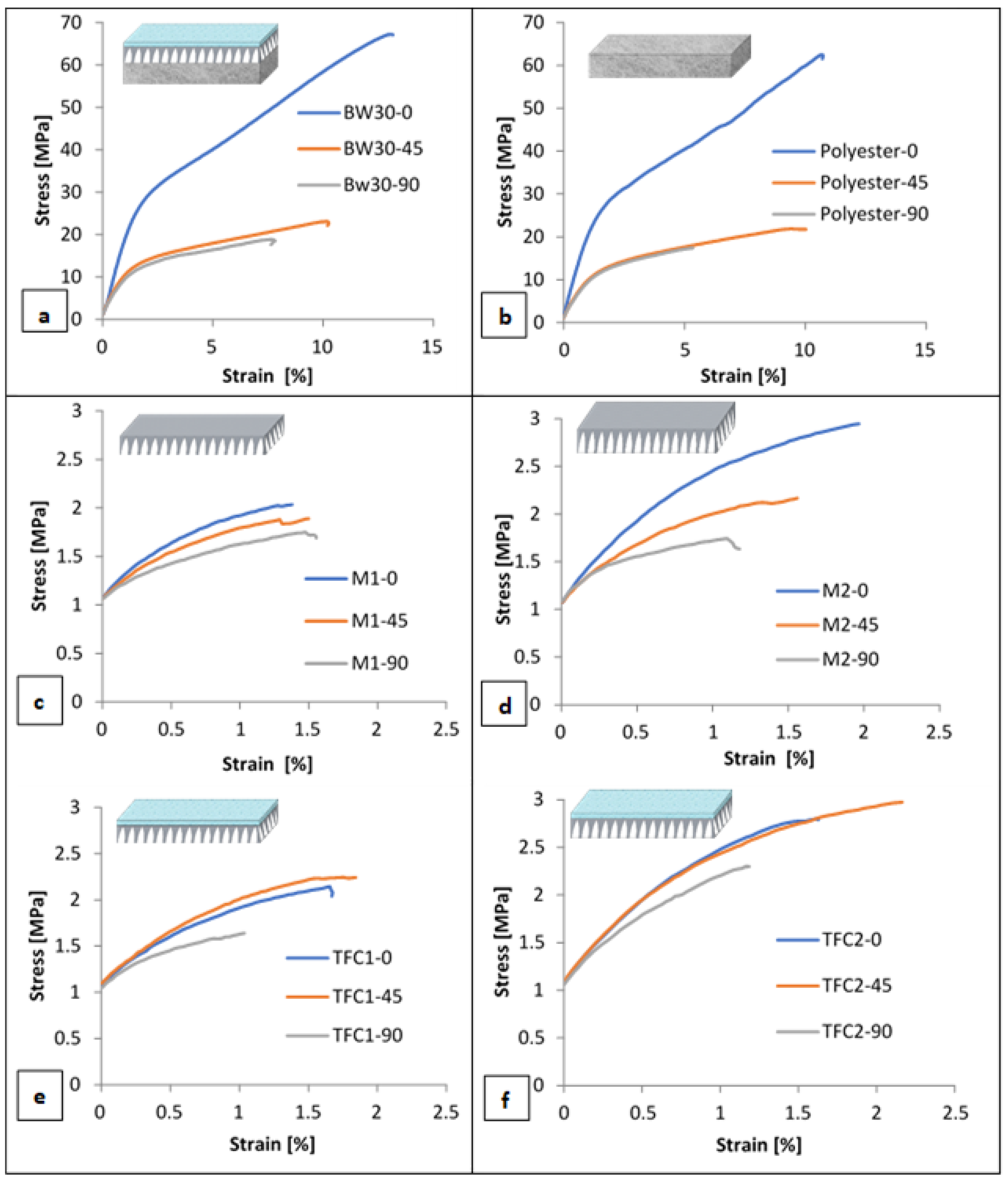
3.1. Effect of Membrane Orientation on Tensile Behavior
3.2. Strain Rate Sensitivity and Effect of Temperature on Tensile Behavior
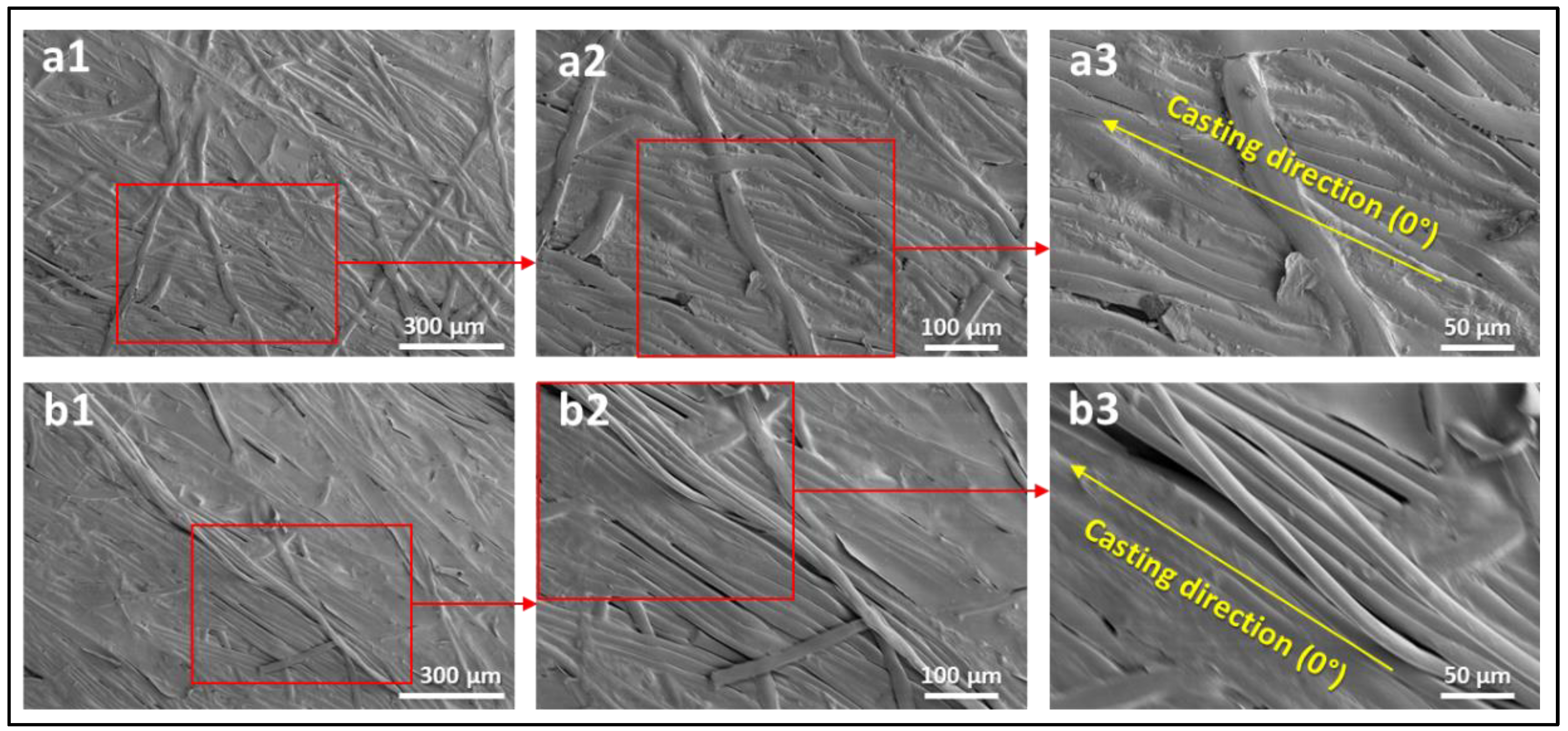
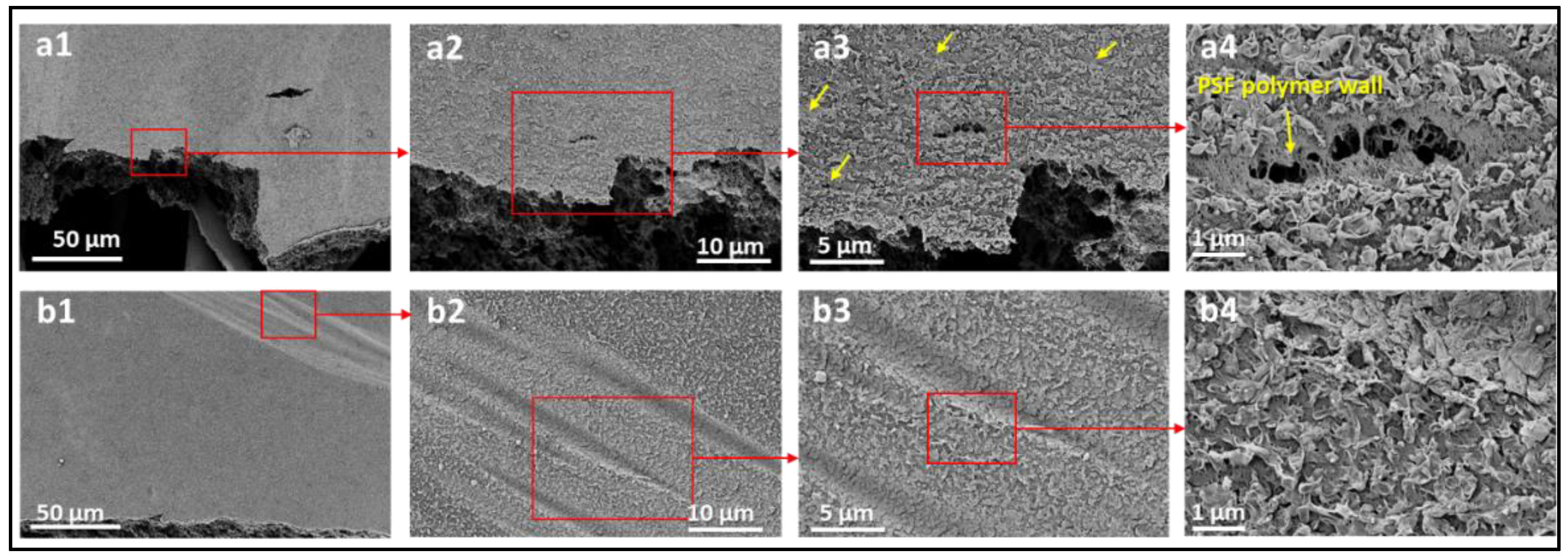
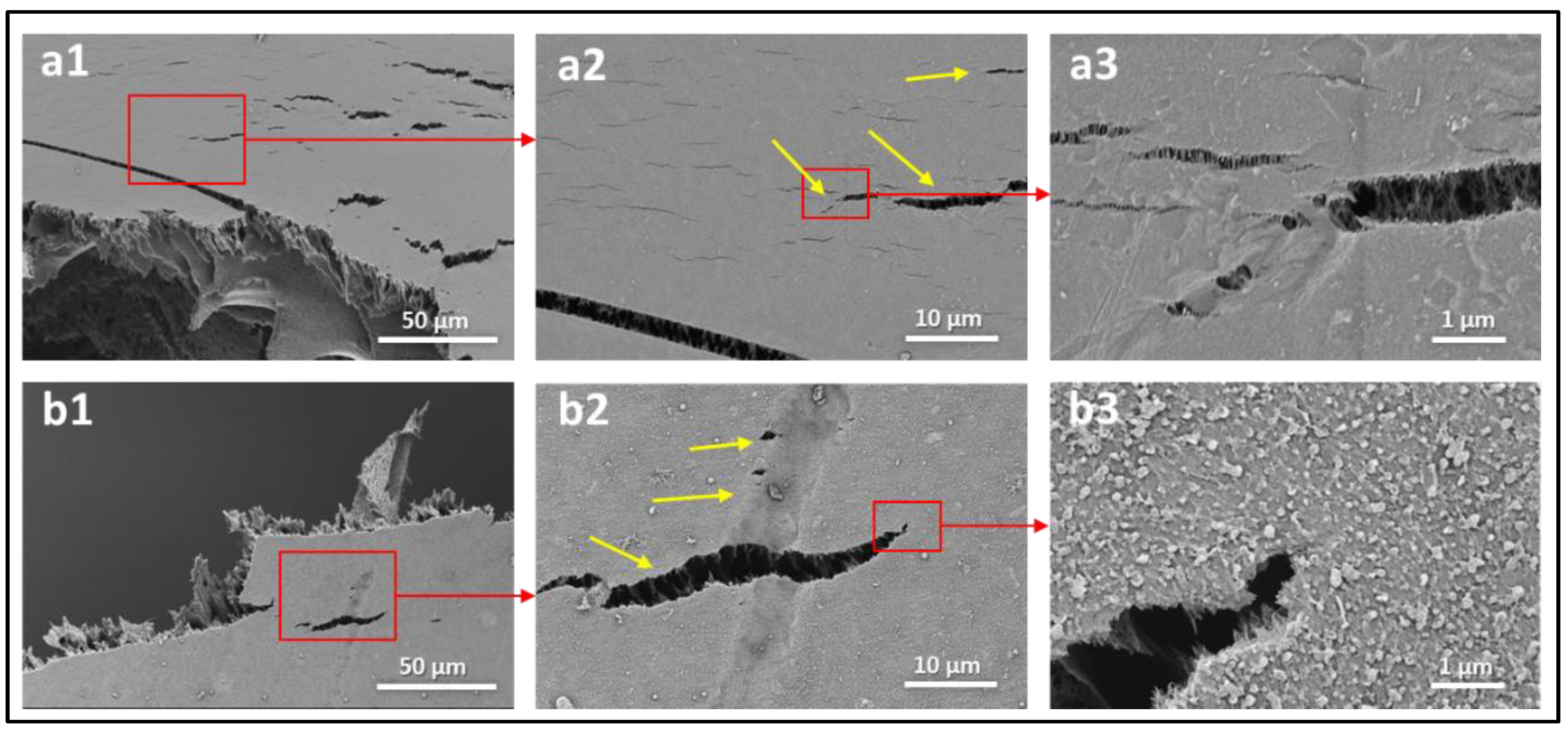
3.3. Surface Characterization and Failure Modes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- WWAP. The United Nations World Water Development Report 2018: Nature-Based Solutions for Water; UNESCO: Paris, France, 2018. [Google Scholar]
- Wada, Y.; Flörke, M.; Hanasaki, N.; Eisner, S.; Fischer, G.; Tramberend, S.; Satoh, Y.; van Vliet, M.T.H.; Yillia, P.; Ringler, C.; et al. Modeling global water use for the 21st century: The Water Futures and Solutions (WFaS) initiative and its approaches. Geosci. Model Dev. 2016, 9, 175–222. [Google Scholar] [CrossRef] [Green Version]
- Darre, N.C.; Toor, G.S. Desalination of Water: A Review. Curr. Pollut. Rep. 2018, 4, 104–111. [Google Scholar] [CrossRef]
- Miller, D.J.; Paul, D.R.; Freeman, B.D. An improved method for surface modification of porous water purification membranes. Polymer 2014, 55, 1375–1383. [Google Scholar] [CrossRef]
- Szymczyk, A.; van der Bruggen, B.; Ulbricht, M. Surface Modification of Water Purification Membranes. In Surface Modification of Polymers: Methods and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2019. [Google Scholar]
- Miller, D.J.; Dreyer, D.R.; Bielawski, C.W.; Paul, D.R.; Freeman, B.D. Surface Modification of Water Purification Membranes. Angew. Chem. Int. Ed. 2017, 56, 4662–4711. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, S.; Ou, R.; Hu, Y.; Li, X.; Zhang, H.; Simon, G.; Wang, H. Non-swelling graphene oxide-polymer nanocomposite membrane for reverse osmosis desalination. J. Membr. Sci. 2018, 562, 47–55. [Google Scholar] [CrossRef]
- Kamio, E.; Kurisu, H.; Takahashi, T.; Matsuoka, A.; Yoshioka, T.; Nakagawa, K.; Matsuyama, H. Using Reverse Osmosis Membrane at High Temperature for Water Recovery and Regeneration from Thermo-Responsive Ionic Liquid-Based Draw Solution for Efficient Forward Osmosis. Membranes 2021, 11, 588. [Google Scholar] [CrossRef]
- Susanto, H.; Ulbricht, M. Characteristics, performance and stability of polyethersulfone ultrafiltration membranes prepared by phase separation method using different macromolecular additives. J. Membr. Sci. 2009, 327, 125–135. [Google Scholar] [CrossRef]
- Gholami, S.; Llacuna, J.L.; Vatanpour, V.; Dehqan, A.; Paziresh, S.; Cortina, J.L. Impact of a new functionalization of multiwalled carbon nanotubes on antifouling and permeability of PVDF nanocomposite membranes for dye wastewater treatment. Chemosphere 2022, 294, 133699. [Google Scholar] [CrossRef]
- Kang, G.-D.; Cao, Y.-M. Development of antifouling reverse osmosis membranes for water treatment: A review. Water Res. 2012, 46, 584–600. [Google Scholar] [CrossRef]
- Zhao, S.; Liao, Z.; Fane, A.; Li, J.; Tang, C.; Zheng, C.; Lin, J.; Kong, L. Engineering antifouling reverse osmosis membranes: A review. Desalination 2021, 499, 114857. [Google Scholar] [CrossRef]
- Wang, K.; Abdalla, A.A.; Khaleel, M.A.; Hilal, N.; Khraisheh, M.K. Mechanical properties of water desalination and wastewater treatment membranes. Desalination 2017, 401, 190–205. [Google Scholar] [CrossRef] [Green Version]
- Aghajani, M.; Maruf, S.H.; Wang, M.; Yoshimura, J.; Pichorim, G.; Greenberg, A.; Ding, Y. Relationship between permeation and deformation for porous membranes. J. Membr. Sci. 2017, 526, 293–300. [Google Scholar] [CrossRef] [Green Version]
- Idarraga-Mora, J.A.; Ladner, D.A.; Husson, S.M. Thin-film composite membranes on polyester woven mesh with variable opening size for pressure-retarded osmosis. J. Membr. Sci. 2018, 549, 251–259. [Google Scholar] [CrossRef]
- Idarraga-Mora, J.A.; O’Neal, A.D.; Pfeiler, M.E.; Ladner, D.A.; Husson, S.M. Effect of mechanical strain on the transport properties of thin-film composite membranes used in osmotic processes. J. Membr. Sci. 2020, 615, 118488. [Google Scholar] [CrossRef]
- Manawi, Y.M.; Wang, K.; Kochkodan, V.; Johnson, D.J.; Atieh, M.A.; Khraisheh, M.K. Engineering the Surface and Mechanical Properties of Water Desalination Membranes Using Ultralong Carbon Nanotubes. Membranes 2018, 8, 106. [Google Scholar] [CrossRef] [Green Version]
- Warsinger, D.M.; Swaminathan, J.; Guillen-Burrieza, E.; Arafat, H.A.; Lienhard, V.J.H. Scaling and fouling in membrane distillation for desalination applications: A review. Desalination 2015, 356, 294–313. [Google Scholar] [CrossRef]
- Alabtah, F.G.; Alkhouzaam, A.; Khraisheh, M.; Attia, H. Characterization of surface properties of thin film composite (TFC) membranes under various loading conditions. CIRP Ann. 2022, 71, 501–504. [Google Scholar] [CrossRef]
- Fard, A.K.; McKay, G.; Buekenhoudt, A.; Sulaiti, H.A.; Motmans, F.; Khraisheh, M.; Atieh, M. Inorganic Membranes: Preparation and Application for Water Treatment and Desalination. Materials 2018, 11, 74. [Google Scholar] [CrossRef] [Green Version]
- Eziyi, I.; Krothapalli, A.; Osorio, J.D.; Ordonez, J.C.; Vargas, J.V.C. Effects of Salinity and Feed Temperature on Permeate Flux of an Air Gap Membrane Distillation Unit for Sea Water Desalination. In Proceedings of the 2013 1st IEEE Conference on Technologies for Sustainability (SusTech), Portland, OR, USA, 1–2 August 2013. [Google Scholar]
- Alkhouzaam, A.; Qiblawey, H. Synergetic effects of dodecylamine-functionalized graphene oxide nanoparticles on antifouling and antibacterial properties of polysulfone ultrafiltration membranes. J. Water Process Eng. 2021, 42, 102120. [Google Scholar] [CrossRef]
- Alkhouzaam, A.; Qiblawey, H. Functional GO-based membranes for water treatment and desalination: Fabrication methods, performance and advantages. A review. Chemosphere 2021, 274, 129853. [Google Scholar] [CrossRef]
- Perera, D.; Song, Q.; Qiblawey, H.; Sivaniah, E. Regulating the aqueous phase monomer balance for flux improvement in polyamide thin film composite membranes. J. Membr. Sci. 2015, 487, 74–82. [Google Scholar] [CrossRef]
- Chauhan, V.K.; Singh, J.P.; Debnath, S. Tensile behavior of virgin and recycled polyester nonwoven filter fabrics. J. Ind. Text. 2020, 50, 483–511. [Google Scholar] [CrossRef]
- Pramanick, A.; Patra, A.; Ghosh, R.; Bhakta, S. Studies on tensile properties of cross-laid nonwoven fabric. Available online: https://www.researchgate.net/publication/332548038_STUDIES_ON_TENSILE_PROPERTIES_OF_CROSS-LAID_NONWOVEN_FABRIC_Measurement_of_tensile_properties_in_cross_and_machine_direction_under_variable_gauge_length (accessed on 25 October 2022).
- Ray, S.C.; Ghosh, P. Studies on Nature of Anisotropy of Tensile Properties and Fibre Orientation in Cross-Laid Needle-Punched Nonwoven Fabrics. Indian J. Fibre Text. Res. 2017, 42, 160–167. [Google Scholar]
- Le Clerc, C.; Bunsell, A.R.; Piant, A. Influence of temperature on the mechanical behaviour of polyester fibres. J. Mater. Sci. 2006, 41, 7509–7523. [Google Scholar] [CrossRef]
- Choi, Y.J.; Kim, I.; Kim, S.H. Effect of heat-setting on the physical properties of chemically recycled polyester nonwoven fabrics. Text. Res. J. 2019, 89, 498–509. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Description | Membrane Thickness (µm) * | Cross-Sectional SEM |
|---|---|---|---|
| M1 | PSF membranes casted at thickness of 20 µm | 129.7 ± 6.7 |  |
| M2 | PSF membranes casted at thickness of 30 µm | 201.3 ± 5.4 |  |
| TFC1 | PA-TFC membranes fabricated on M1 membrane | 128.1 ± 2.7 |  |
| TFC2 | PA-TFC membranes fabricated on M2 membrane | 204.5 ± 4.4 |  |
| Sample | Schematic Illustration |
|---|---|
| BW30–commercial RO membrane |  |
| Polyester layer |  |
| M1 |  |
| M2 |  |
| TFC1 |  |
| TFC2 |  |
| Sample | Modulus of Elasticity (E) in (MPa) | Flow Stress (Yield Strength) in (MPa) | Ultimate Strength in (MPa) | Rupture Stress in (MPa) | Rupture Strain in (%) |
|---|---|---|---|---|---|
| BW30 | 18.786 | 20.323 | 67.25028 | 67.1514 | 13.16729 |
| Polyester | 17.433 | 18.736 | 62.51793 | 61.5823 | 10.69662 |
| M1 | 1.465 | 1.159 | 2.036885 | 2.027712 | 1.338402 |
| M2 | 2.242 | 1.475 | 3.14976 | 2.900595 | 2.541783 |
| TFC1 | 1.361 | 1.305 | 2.146464 | 2.040404 | 1.670021 |
| TFC2 | 2.152 | 1.401 | 2.796622 | 2.68501 | 1.58337 |
| Sample | Modulus of Elasticity (E) in (MPa) | Flow Stress (Yield Strength) in (MPa) | Ultimate Strength in (MPa) | Rupture Stress in (MPa) | Rupture Strain in (%) |
|---|---|---|---|---|---|
| BW30-22 °C (0.0001 s−1) | 18.656 | 16.812 | 57.647 | 52.992 | 12.463 |
| BW30-40 °C (0.0001 s−1) | 17.692 | 11.856 | 49.859 | 49.229 | 13.978 |
| BW30-22 °C (0.003 s−1) | 19.718 | 17.175 | 62.217 | 62.005 | 12.264 |
| BW30-40 °C (0.003 s−1) | 20.365 | 15.817 | 52.382 | 49.314 | 13.259 |
| BW30-22 °C (0.01 s−1) | 18.670 | 13.663 | 53.802 | 53.018 | 12.330 |
| BW30-40 °C (0.01 s−1) | 18.418 | 13.613 | 51.012 | 50.867 | 12.275 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alabtah, F.G.; Alkhouzaam, A.; Khraisheh, M. New Insights into the Mechanical Behavior of Thin-Film Composite Polymeric Membranes. Polymers 2022, 14, 4657. https://doi.org/10.3390/polym14214657
Alabtah FG, Alkhouzaam A, Khraisheh M. New Insights into the Mechanical Behavior of Thin-Film Composite Polymeric Membranes. Polymers. 2022; 14(21):4657. https://doi.org/10.3390/polym14214657
Chicago/Turabian StyleAlabtah, Fatima Ghassan, Abedalkader Alkhouzaam, and Marwan Khraisheh. 2022. "New Insights into the Mechanical Behavior of Thin-Film Composite Polymeric Membranes" Polymers 14, no. 21: 4657. https://doi.org/10.3390/polym14214657