
Nanofiber-Based Odor-Free Medical Mask Fabrication Using Polyvinyl Butyral and Eucalyptus Anti Odor Agent

 , , ,
, , ,  and
and
Abstract
:
1. Introduction
2. Experimental Part
2.1. Chemicals
2.2. Experimental Equipment and Instrumentation
2.3. Electrospun Fabric Preparation
2.4. Characterization
2.5. Deodorization Test
2.6. Air Permeability Test
2.7. Air Exchange Pressure
2.8. Particle Filtration Efficiency
2.9. Bacterial Filtration Efficiency
3. Result and Discussion
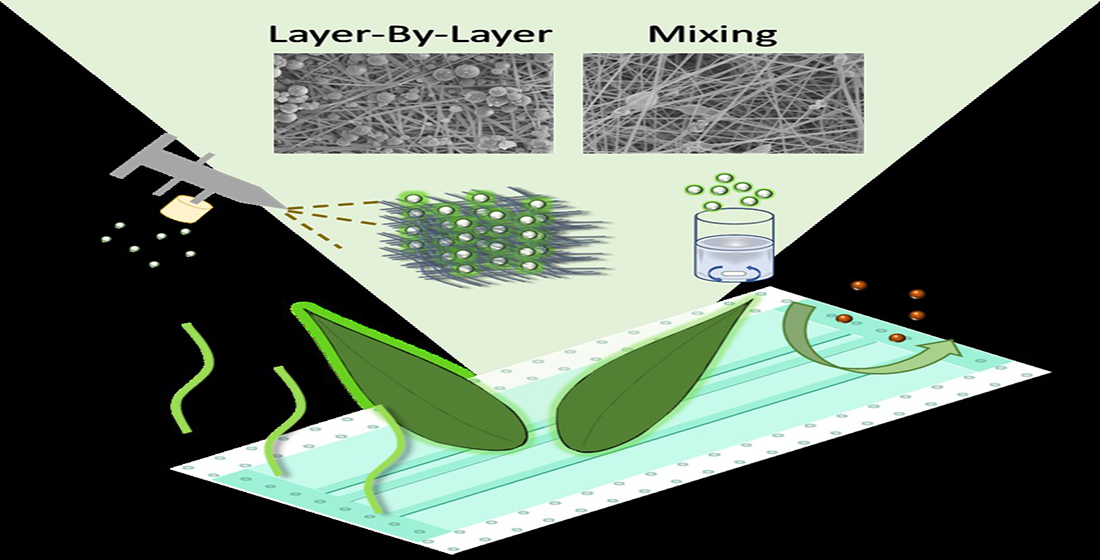
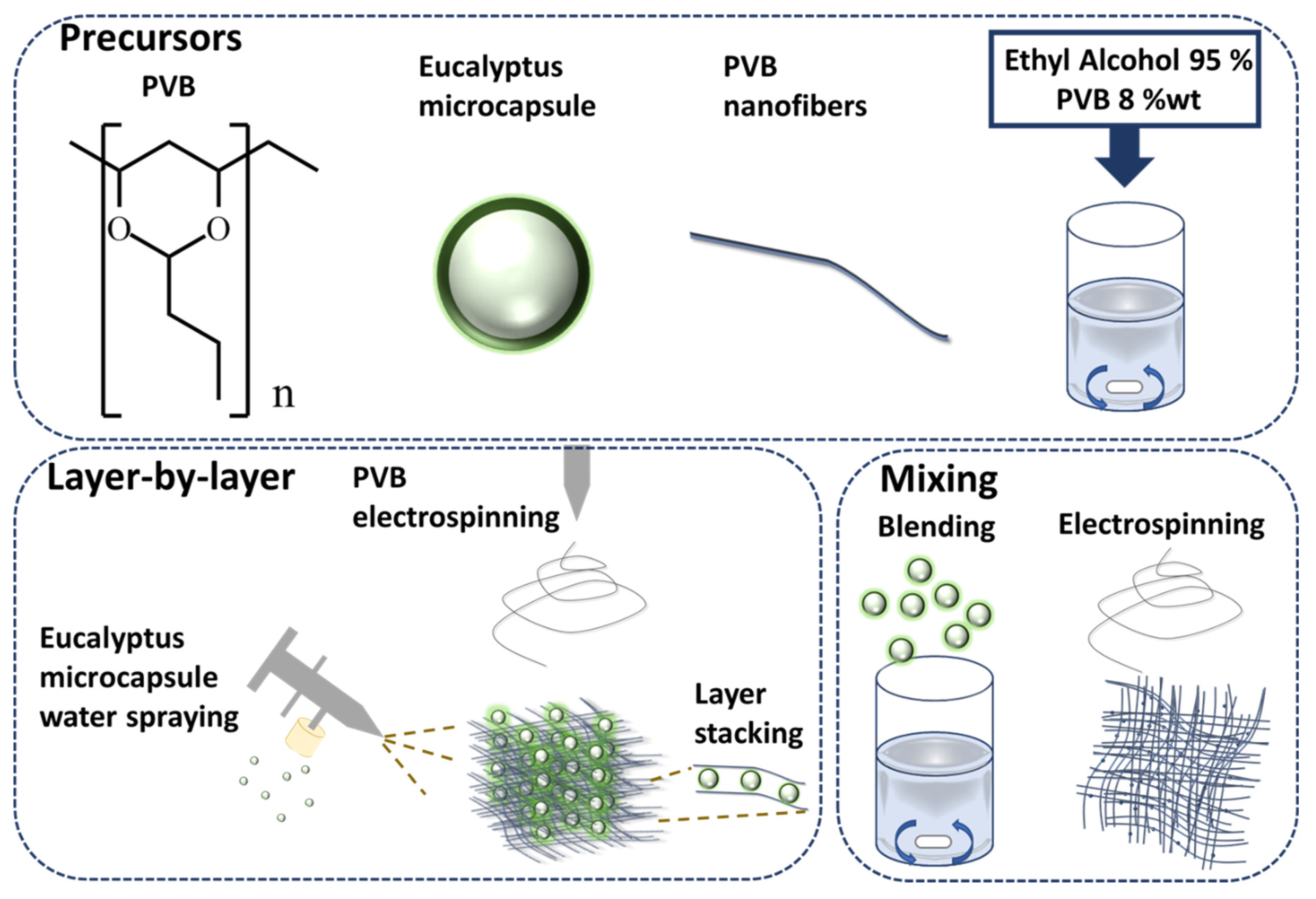
3.1. PVB—Eucalyptus Microcapsule Electrospinning
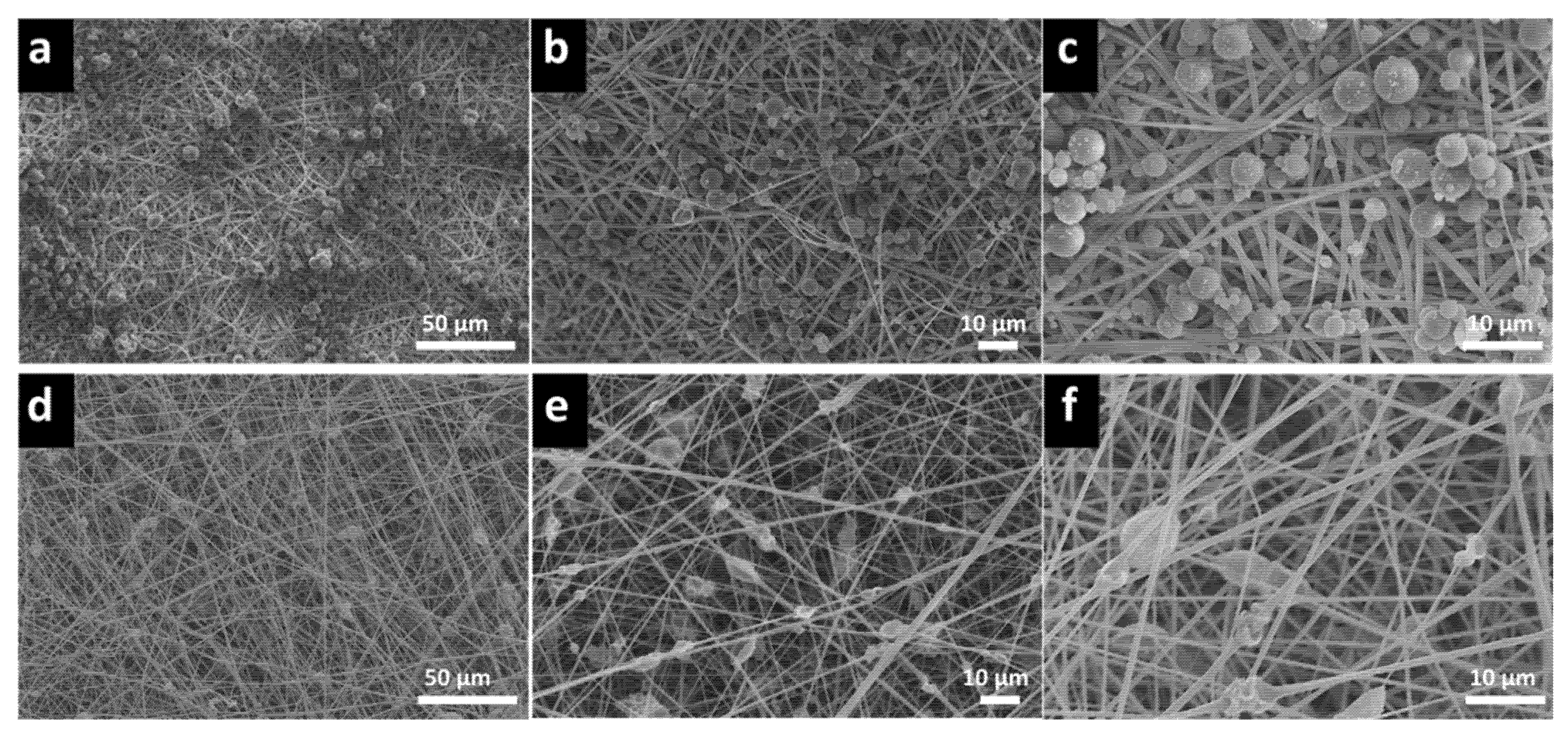
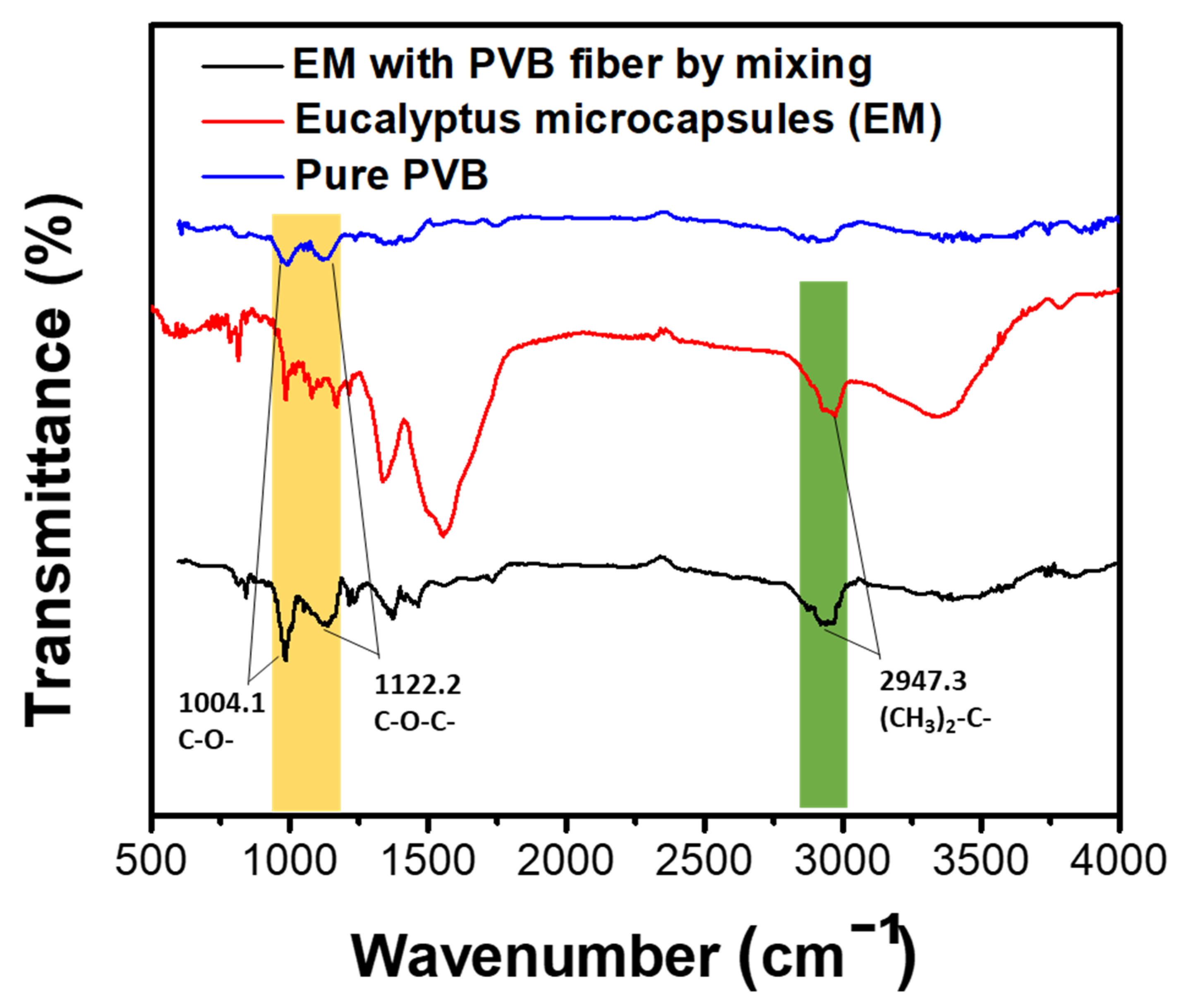
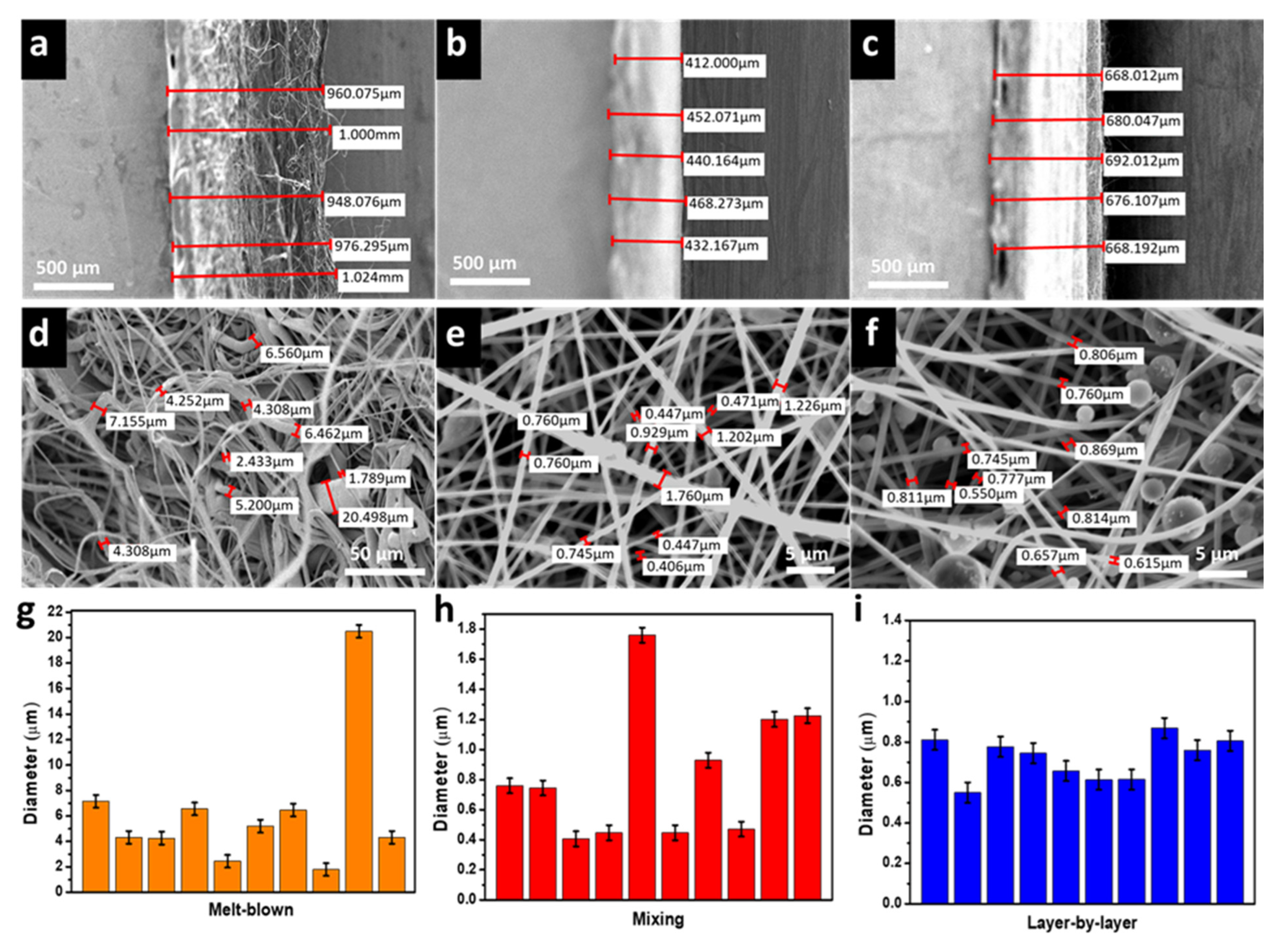
3.2. PVB–Eucalyptus Microcapsule Nanofibers Membrane Analysis
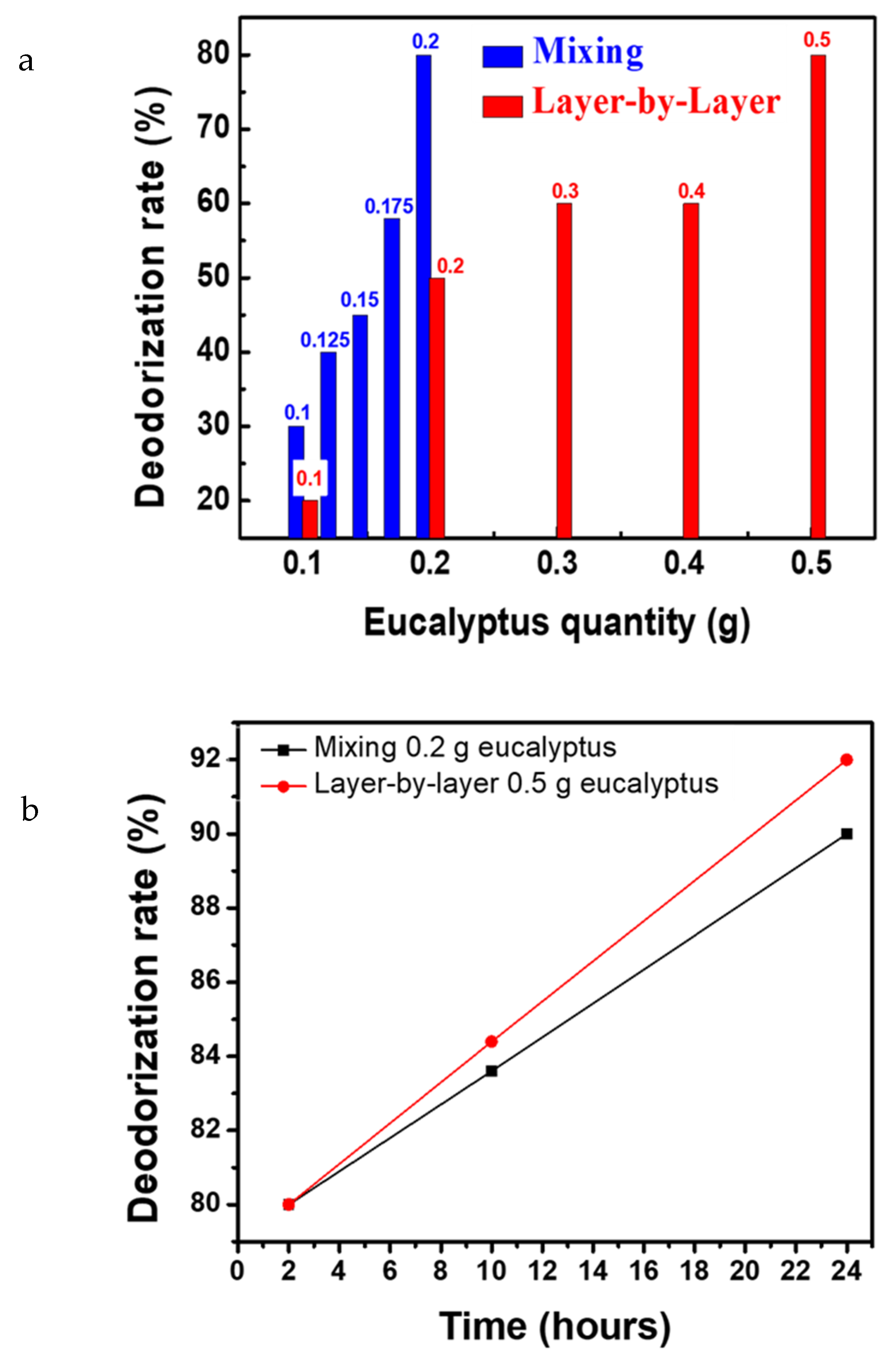
3.3. Deodorization Performance Comparison
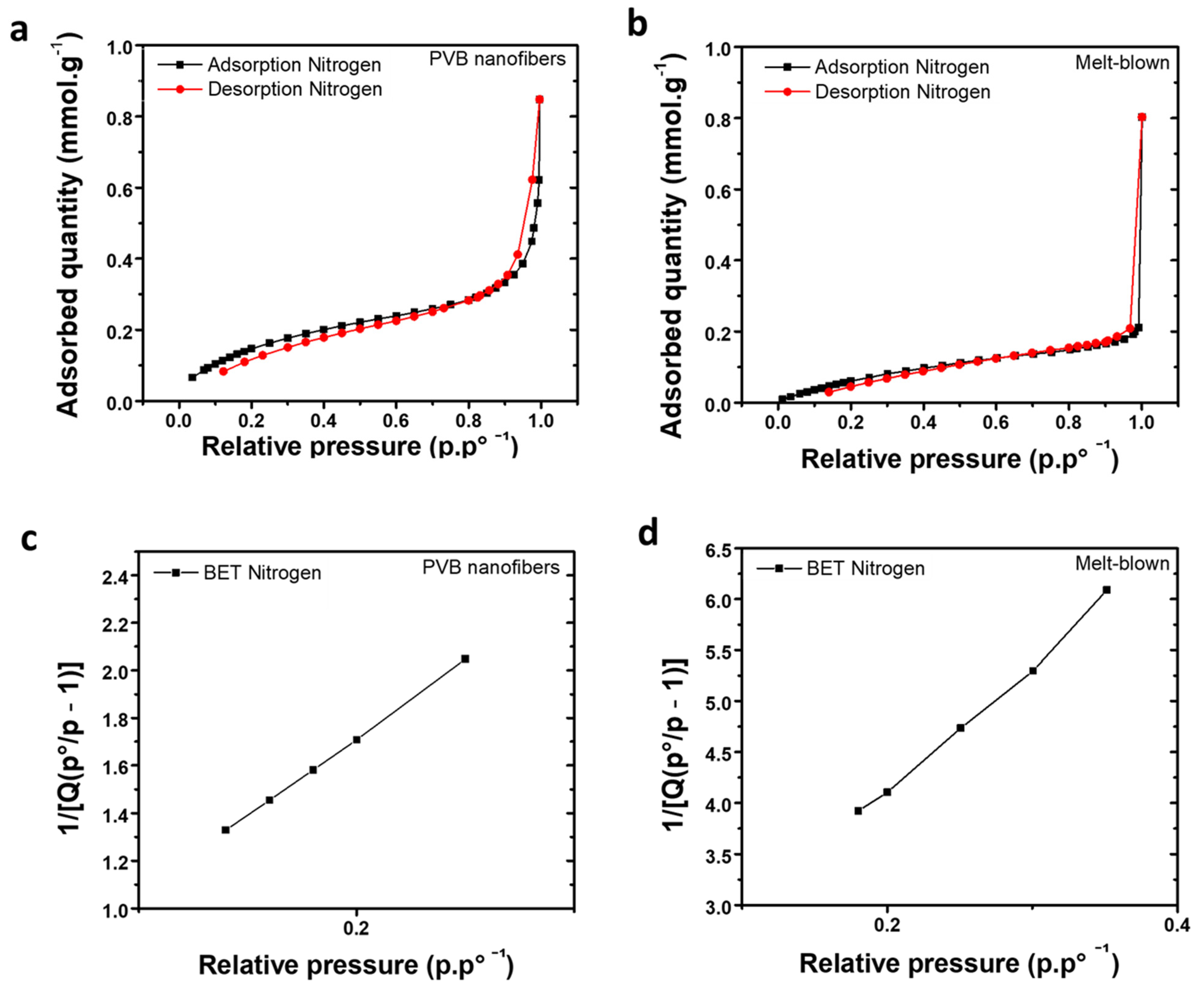
3.4. Adsorption and Desorption Analysis
3.5. Fabric Thickness Comparison
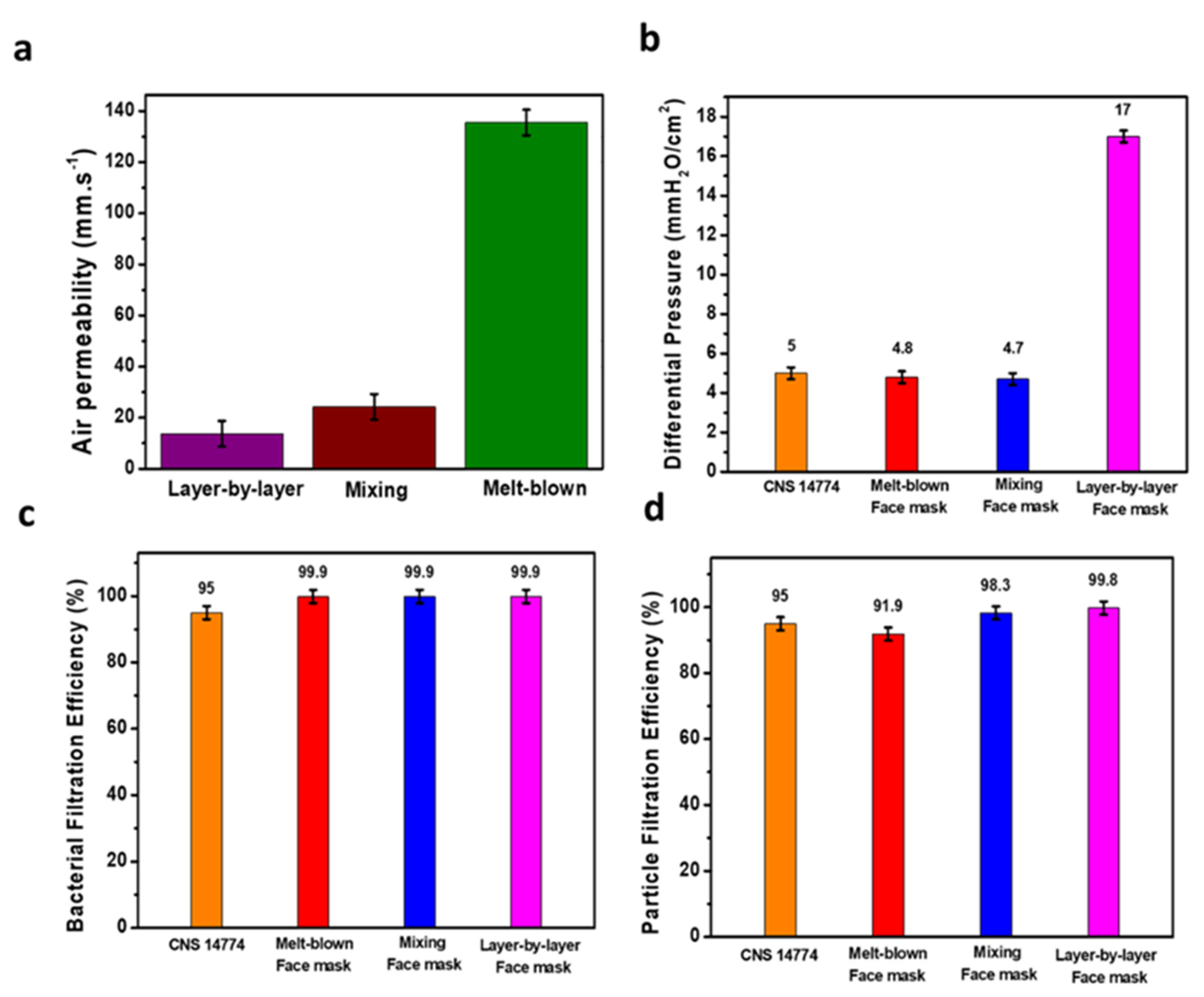
3.6. Air Permeability and Air Exchange Pressure
3.7. Bacterial Filtration Efficiency and Particle Filtration Efficiency
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rawal, A. Multi-layered masks to combat COVID-19. Indian J. Med. Res. 2020, 152, 9–11. [Google Scholar] [CrossRef] [PubMed]
- Worby, C.J.; Chang, H.-H. Face mask use in the general population and optimal resource allocation during the COVID-19 pandemic. Nat. Commun. 2020, 11, 4049. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Feng, Y.; Zheng, Y.; Zhang, L.; Feng, M.; Li, X.; Zhou, F.; Wang, D. New hydrogen bonding enhanced polyvinyl alcohol based self-charged medical mask with superior charge retention and moisture resistance performances. Adv. Funct. Mater. 2021, 31, 2009172. [Google Scholar] [CrossRef]
- El-Atab, N.; Qaiser, N.; Badghaish, H.; Shaikh, S.F.; Hussain, M.M. Flexible nanoporous template for the design and development of reusable anti-COVID-19 hydrophobic face masks. ACS Nano 2020, 14, 7659–7665. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Yin, Y.; Cao, D.; Wang, Y.; Luan, P.; Sun, X.; Liang, W.; Zhu, H. Photocatalytic rejuvenation enabled self-sanitizing, reusable, and biodegradable masks against COVID-19. ACS Nano 2021, 15, 11992–12005. [Google Scholar] [CrossRef]
- Huang, J.T.; Huang, V.J. Evaluation of the efficiency of medical masks and the creation of new medical masks. J. Int. Med. Res. 2007, 35, 213–223. [Google Scholar] [CrossRef]
- Naragund, V.S.; Panda, P.K. Electrospun nanofiber-based respiratory face masks—A review. Emergent Mater. 2022, 5, 261–278. [Google Scholar] [CrossRef]
- Li, X.; Gong, Y. Design of polymeric nanofiber gauze mask to prevent inhaling PM2.5 particles from haze pollution. J. Chem. 2015, 2015, 460392. [Google Scholar] [CrossRef] [Green Version]
- Schlumberger, C.; Thommes, M. Characterization of hierarchically ordered porous materials by physisorption and mercury porosimetry—A tutorial review. Adv. Mater. Interfaces 2021, 8, 2002181. [Google Scholar] [CrossRef]
- Park, D.H.; Choi, J.; Piri, A.; Hwang, J.; Byeon, J.H. Nano-dry-salt deposition on electret nonwoven confers anticoronaviral effect while retaining aerosol filtration performance. Environ. Sci. Nano 2021, 8, 2780–2791. [Google Scholar] [CrossRef]
- Hossain, E.; Bhadra, S.; Jain, H.; Das, S.; Bhattacharya, A.; Ghosh, S.; Levine, D. Recharging and rejuvenation of decontaminated N95 masks. Phys. Fluids 2020, 32, 093304. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Saito, N.; Nae, F.A.; Inoue, Y.; Takai, O. Water droplets interaction with super-hydrophobic surfaces. Surf. Sci. 2006, 600, 3710–3714. [Google Scholar] [CrossRef]
- Onogi, Y.; Sugiura, N.; Nakaoka, Y. Dissipation of triboelectric charge into air from textile surfaces. Text. Res. J. 1996, 66, 337–342. [Google Scholar] [CrossRef]
- Chen, X.; Ren, Z.; Guo, H.; Cheng, X.; Zhang, H. Self-powered flexible and transparent smart patch for temperature sensing. Appl. Phys. Lett. 2020, 116, 043902. [Google Scholar] [CrossRef]
- Xue, J.; Wu, T.; Dai, Y.; Xia, Y. Electrospinning and electrospun nanofibers: Methods, materials, and applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef] [PubMed]
- Liang, F.-C.; Chang, Y.-W.; Kuo, C.-C.; Cho, C.-J.; Jiang, D.-H.; Jhuang, F.-C.; Rwei, S.-P.; Borsali, R. A mechanically robust silver nanowire–polydimethylsiloxane electrode based on facile transfer printing techniques for wearable displays. Nanoscale 2019, 11, 1520–1530. [Google Scholar] [CrossRef]
- Liang, F.-C.; Ku, H.-J.; Cho, C.-J.; Chen, W.-C.; Lee, W.-Y.; Chen, W.-C.; Rwei, S.-P.; Borsali, R.; Kuo, C.-C. An intrinsically stretchable and ultrasensitive nanofiber-based resistive pressure sensor for wearable electronics. J. Mater. Chem. C 2020, 8, 5361–5369. [Google Scholar] [CrossRef]
- Liang, F.-C.; Luo, Y.-L.; Kuo, C.-C.; Chen, B.-Y.; Cho, C.-J.; Lin, F.-J.; Yu, Y.-Y.; Borsali, R. Novel magnet and thermoresponsive chemosensory electrospinning fluorescent nanofibers and their sensing capability for metal ions. Polymers 2017, 9, 136. [Google Scholar] [CrossRef]
- Zhao, J.; Duan, K.; Zhang, J.W.; Guo, L.Y.; Weng, J. Preparation of highly interconnected porous hydroxyapatite scaffolds by chitin gel-casting. Mater. Sci. Eng. C 2011, 31, 697–701. [Google Scholar] [CrossRef]
- Loh, Q.L.; Choong, C. Three-dimensional scaffolds for tissue engineering applications: Role of porosity and pore size. Tissue Eng. Part B Rev. 2013, 19, 485–502. [Google Scholar] [CrossRef]
- Ding, J.; Zhang, J.; Li, J.; Li, D.; Xiao, C.; Xiao, H.; Yang, H.; Zhuang, X.; Chen, X. Electrospun polymer biomaterials. Prog. Polym. Sci. 2019, 90, 1–34. [Google Scholar] [CrossRef]
- He, C.-L.; Liang, F.-C.; Veeramuthu, L.; Cho, C.-J.; Benas, J.-S.; Tzeng, Y.-R.; Tseng, Y.-L.; Chen, W.-C.; Rwei, A.; Kuo, C.-C. Super tough and spontaneous water-assisted autonomous self-healing elastomer for underwater wearable electronics. Adv. Sci. 2021, 8, 2102275. [Google Scholar] [CrossRef] [PubMed]
- Liang, F.-C.; Kuo, C.-C.; Chen, B.-Y.; Cho, C.-J.; Hung, C.-C.; Chen, W.-C.; Borsali, R. RGB-switchable porous electrospun nanofibers chemosensor-filter prepared from multifunctional copolymers for versatile sensing of pH and heavy metals. ACS Appl. Mater. Interfaces 2017, 9, 16381–16396. [Google Scholar] [CrossRef] [PubMed]
- Venkatesan, M.; Veeramuthu, L.; Liang, F.-C.; Chen, W.-C.; Cho, C.-J.; Chen, C.-W.; Chen, J.-Y.; Yan, Y.; Chang, S.-H.; Kuo, C.-C. Evolution of electrospun nanofibers fluorescent and colorimetric sensors for environmental toxicants, pH, temperature, and cancer cells—A review with insights on applications. Chem. Eng. J. 2020, 397, 125431. [Google Scholar] [CrossRef]
- Baselga-Lahoz, M.; Yus, C.; Arruebo, M.; Sebastián, V.; Irusta, S.; Jiménez, S. Submicronic filtering media based on electrospun recycled PET nanofibers: Development, characterization, and method to manufacture surgical masks. Nanomaterials 2022, 12, 925. [Google Scholar] [CrossRef]
- Lu, W.-C.; Chen, C.-Y.; Cho, C.-J.; Venkatesan, M.; Chiang, W.-H.; Yu, Y.-Y.; Lee, C.-H.; Lee, R.-H.; Rwei, S.-P.; Kuo, C.-C. Antibacterial activity and protection efficiency of polyvinyl butyral nanofibrous membrane containing thymol prepared through vertical electrospinning. Polymers 2021, 13, 1122. [Google Scholar] [CrossRef]
- Yalcinkaya, F.; Komarek, M. Polyvinyl butyral (PVB) nanofiber/nanoparticle-covered yarns for antibacterial textile surfaces. Int. J. Mol. Sci. 2019, 20, 4317. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Tang, B.; Bai, W.; Lu, X.; Liu, Y.; Wang, X. Deodorizing for fiber and fabric: Adsorption, catalysis, source control and masking. Adv. Colloid Interface Sci. 2020, 283, 102243. [Google Scholar] [CrossRef]
- McQueen, R.H.; Vaezafshar, S. Odor in textiles: A review of evaluation methods, fabric characteristics, and odor control technologies. Text. Res. J. 2019, 90, 1157–1173. [Google Scholar] [CrossRef]
- Buck, L.B. Unraveling the sense of smell (Nobel lecture). Angew. Chem. Int. Ed. Engl. 2005, 44, 6128–6140. [Google Scholar] [CrossRef]
- Abelan, U.S.; de Oliveira, A.C.; Cacoci, E.S.P.; Martins, T.E.A.; Giacon, V.M.; Velasco, M.V.R.; de Castro Lima, C.R.R. Potential use of essential oils in cosmetic and dermatological hair products: A review. J. Cosmet. Dermatol. 2022, 21, 1407–1418. [Google Scholar] [CrossRef] [PubMed]
- Thommes, M.; Kaneko, K.; Neimark, A.V.; Olivier, J.P.; Rodriguez-Reinoso, F.; Rouquerol, J.; Sing, K.S.W. Physisorption of gases, with special reference to the evaluation of surface area and pore size distribution (IUPAC Technical Report). Pure Appl. Chem. 2015, 87, 1051–1069. [Google Scholar] [CrossRef] [Green Version]
- Le-Minh, N.; Sivret, E.C.; Shammay, A.; Stuetz, R.M. Factors affecting the adsorption of gaseous environmental odors by activated carbon: A critical review. Crit. Rev. Environ. Sci. Technol. 2018, 48, 341–375. [Google Scholar] [CrossRef]
- Robers, A.; Figura, M.; Thiesen, P.H.; Niemeyer, B. Desorption of odor-active compounds by microwaves, ultrasound, and water. AIChE J. 2005, 51, 502–510. [Google Scholar] [CrossRef]
- Edris, A.E. Pharmaceutical and therapeutic potentials of essential oils and their individual volatile constituents: A review. Phytother. Res. 2007, 21, 308–323. [Google Scholar] [CrossRef]
- Choi, N.-Y.; Wu, Y.-T.; Park, S.-A. Effects of olfactory stimulation with aroma oils on psychophysiological responses of female adults. Int. J. Environ. Res. Public Health 2022, 19, 5196. [Google Scholar] [CrossRef]
- Lehrner, J.; Marwinski, G.; Lehr, S.; Johren, P.; Deecke, L. Ambient odors of orange and lavender reduce anxiety and improve mood in a dental office. Physiol. Behav. 2005, 86, 92–95. [Google Scholar] [CrossRef]
- Koyama, S.; Kondo, K.; Ueha, R.; Kashiwadani, H.; Heinbockel, T. Possible use of phytochemicals for recovery from COVID-19-induced anosmia and ageusia. Int. J. Mol. Sci. 2021, 22, 8192. [Google Scholar] [CrossRef]
- Hendry, E.R.; Worthington, T.; Conway, B.R.; Lambert, P.A. Antimicrobial efficacy of eucalyptus oil and 1,8-cineole alone and in combination with chlorhexidine digluconate against microorganisms grown in planktonic and biofilm cultures. J. Antimicrob. Chemother. 2009, 64, 1219–1225. [Google Scholar] [CrossRef]
- Aleksic Sabo, V.; Knezevic, P. Antimicrobial activity of Eucalyptus camaldulensis dehn. plant extracts and essential oils: A review. Ind. Crops Prod. 2019, 132, 413–429. [Google Scholar] [CrossRef]
- Kim, K.Y.; Seo, H.J.; Min, S.S.; Park, M.; Seol, G.H. The effect of 1,8-cineole inhalation on preoperative anxiety: A randomized clinical trial. Evid. Based Complement. Altern. Med. 2014, 2014, 820126. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chung, T.W.-H.; Zhang, H.; Wong, F.K.-C.; Sridhar, S.; Chan, K.-H.; Cheng, V.C.-C.; Yuen, K.-Y.; Hung, I.F.-N.; Mak, H.K.-F. Neurosensory rehabilitation and olfactory network recovery in COVID-19-related olfactory dysfunction. Brain Sci. 2021, 11, 686. [Google Scholar] [CrossRef] [PubMed]
- Domingues, J.M.; Teixeira, M.O.; Teixeira, M.A.; Freitas, D.; da Silva, S.F.; Tohidi, S.D.; Fernandes, R.D.V.; Padrão, J.; Zille, A.; Silva, C.; et al. Inhibition of escherichia virus MS2, surrogate of SARS-CoV-2, via essential oils-loaded electrospun fibrous mats: Increasing the multifunctionality of antivirus protection masks. Pharmaceutics 2022, 14, 303. [Google Scholar] [CrossRef] [PubMed]
- Pourchez, J.; Peyron, A.; Montigaud, Y.; Laurent, C.; Audoux, E.; Leclerc, L.; Verhoeven, P.O. New insights into the standard method of assessing bacterial filtration efficiency of medical face masks. Sci. Rep. 2021, 11, 5887. [Google Scholar] [CrossRef] [PubMed]
- Yener, F.; Yalcinkaya, B. Electrospinning of polyvinyl butyral in different solvents. e-Polymers 2013, 13, 21. [Google Scholar] [CrossRef]
- Qi, H.; Hu, P.; Xu, J.; Wang, A. Encapsulation of drug reservoirs in fibers by emulsion electrospinning: Morphology characterization and preliminary release assessment. Biomacromolecules 2006, 7, 2327–2330. [Google Scholar] [CrossRef]
- Li, W.; Li, X.; Li, W.; Wang, T.; Li, X.; Pan, S.; Deng, H. Nanofibrous mats layer-by-layer assembled via electrospun cellulose acetate and electrosprayed chitosan for cell culture. Eur. Polym. J. 2012, 48, 1846–1853. [Google Scholar] [CrossRef]
- Del Mercato, L.L.; Passione, L.G.; Izzo, D.; Rinaldi, R.; Sannino, A.; Gervaso, F. Design and characterization of microcapsules-integrated collagen matrixes as multifunctional three-dimensional scaffolds for soft tissue engineering. J. Mech. Behav. Biomed. Mater. 2016, 62, 209–221. [Google Scholar] [CrossRef]
- Baranska, M.; Schulz, H.; Walter, A.; Rösch, P.; Quilitzsch, R.; Lösing, G.; Popp, J. Investigation of eucalyptus essential oil by using vibrational spectroscopy methods. Vib. Spectrosc. 2006, 42, 341–345. [Google Scholar] [CrossRef]
- Ordoudi, S.A.; Papapostolou, M.; Kokkini, S.; Tsimidou, M.Z. Diagnostic potential of FT-IR fingerprinting in botanical origin evaluation of laurus nobilis L. essential oil is supported by GC-FID-MS Data. Molecules 2020, 25, 583. [Google Scholar] [CrossRef]
- Mohammadian-Kohol, M.; Asgari, M.; Shakur, H.R. A detailed investigation of the gamma-ray radiation effects on the optical properties of polyvinyl butyral film. Optik 2016, 127, 7459–7468. [Google Scholar] [CrossRef]
- Torres-Martinez, E.J.; Cornejo Bravo, J.M.; Serrano Medina, A.; Perez Gonzalez, G.L.; Villarreal Gomez, L.J. A summary of electrospun nanofibers as drug delivery system: Drugs loaded and biopolymers used as matrices. Curr. Drug Deliv. 2018, 15, 1360–1374. [Google Scholar] [CrossRef] [PubMed]
- Li, E.; Du, W.; Zhuang, R.; Ba, M.; Yuan, L.; Zhang, Q.; Zhang, Y. Preparation and characterization of electromagnetic-induced rupture microcapsules for self-repairing mortars. Materials 2022, 15, 3608. [Google Scholar] [CrossRef] [PubMed]
- Han, Q.; Wang, J.; Goodman, B.A.; Xie, J.; Liu, Z. High adsorption of methylene blue by activated carbon prepared from phosphoric acid treated eucalyptus residue. Powder Technol. 2020, 366, 239–248. [Google Scholar] [CrossRef]
- Naderi, M. Surface Area: Brunauer-Emmett-Teller (BET). In Progress in Filtration and Separation; Tarleton, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 585–608. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixing | Eucalyptus (g) | 0 | 0.1 | 0.125 | 0.15 | 0.175 | 0.2 | |
|---|---|---|---|---|---|---|---|---|
| 0 h | Initial ammonia concentration (ppm) | 100 | 100 | 100 | 100 | 100 | 100 | |
| 2 h | Final ammonia concentration (ppm) | 100 | 70 | 60 | 55 | 42 | 20 | |
| Layer-by layer | Eucalyptus (g) | 0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | |
| 0 h | Initial ammonia concentration (ppm) | 100 | 100 | 100 | 100 | 100 | 100 | |
| 2 h | Final ammonia concentration (ppm) | 100 | 80 | 50 | 40 | 40 | 20 |
| Mask Type | Air Permeability (mm·s−1) | Differential Pressure (mm H2O/cm2) | Bacterial Filtration Efficiency (%) | Particle Filtration Efficiency (%) |
|---|---|---|---|---|
| CNS 14,774 General medical face mask | Not required | ≦5 | ≧95 | ≧80 |
| CNS 14,755 Advanced medical mask | Not required | ≦5 | ≧99.5 | ≧99.5 |
| Medical face mask (Melt-down | 132.3 | 4.8 | 99.9 | 91.9 |
| Our mask (PVB–EM ES mixing) | 28.6 | 4.7 | 99.9 | 98.3 |
| Our mask (PVB–EM ES Layer-by-layer) | 13.7 | 17 | 99.9 | 99.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benas, J.-S.; Huang, C.-Y.; Yan, Z.-L.; Liang, F.-C.; Li, P.-Y.; Lee, C.-H.; Yu, Y.-Y.; Chen, C.-W.; Kuo, C.-C. Nanofiber-Based Odor-Free Medical Mask Fabrication Using Polyvinyl Butyral and Eucalyptus Anti Odor Agent. Polymers 2022, 14, 4447. https://doi.org/10.3390/polym14204447
Benas J-S, Huang C-Y, Yan Z-L, Liang F-C, Li P-Y, Lee C-H, Yu Y-Y, Chen C-W, Kuo C-C. Nanofiber-Based Odor-Free Medical Mask Fabrication Using Polyvinyl Butyral and Eucalyptus Anti Odor Agent. Polymers. 2022; 14(20):4447. https://doi.org/10.3390/polym14204447
Chicago/Turabian StyleBenas, Jean-Sebastien, Ching-Ya Huang, Zhen-Li Yan, Fang-Cheng Liang, Po-Yu Li, Chen-Hung Lee, Yang-Yen Yu, Chin-Wen Chen, and Chi-Ching Kuo. 2022. "Nanofiber-Based Odor-Free Medical Mask Fabrication Using Polyvinyl Butyral and Eucalyptus Anti Odor Agent" Polymers 14, no. 20: 4447. https://doi.org/10.3390/polym14204447