
Corn: Its Structure, Polymer, Fiber, Composite, Properties, and Applications
 , ,
, ,  and
and
Abstract
:1. Introduction
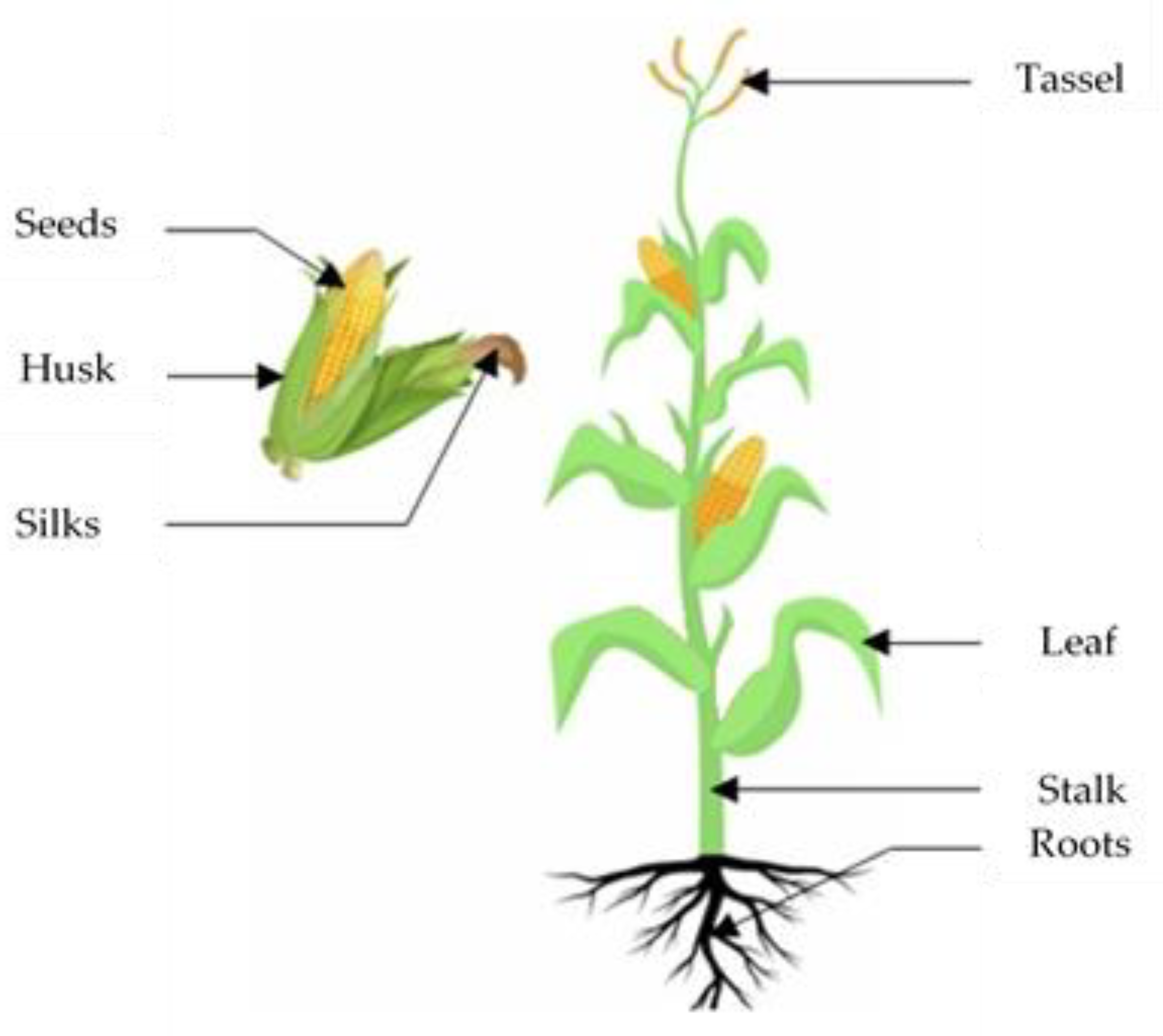
2. Corn Plant
2.1. Historical Background of Corn
2.2. Composition of Corn Plant
3. Starch Extraction and Preparation

| Contents | Amount | Units |
|---|---|---|
| Density | 1.4029–1.356 | g/cm³ |
| Melting point | 256°–258° | C |
| Boiling point | 205° | C |
| Amylose | 29.4–24.64 | g/100 g |
| Amylopectin | 75.36–72 | g/100 g |
| Crude fats | 7.13–0.32 | g/100 g |
| Crude proteins | 7.70–0.38 | g/100 g |
| Ash | 0.62–0.32 | g/100g |
| Phosphor | 0.09 | % |
| Moistures content | 10.82–10.45 | % |
| Contents | Corn Stalk | Corn Hull | Corn Husk | Corn Cob |
|---|---|---|---|---|
| Density (g/cm³) | 1.42 | 1.3231 | 1.49–1.18 | 0.8–1.2 |
| Porosity (%) | 58.51 | - | 88 ± 2 | 67.93 |
| Cellulose (%) | 32–39 | 15.3 | 31.3–47 | 40–44 |
| Hemicellulose (%) | 29.1–42 | 40.4 | 34–43.91 | 31–33 |
| Lignin (%) | 5–38.12 | 2.1–2.87 | 1.5–14.3 | 16–18 |
| ASH (%) | 24.9 | 0.88–1.3 | 3.3–6.8 | 2.3–3.2 |
| Moisture (%) | 3.32–6.4 | 4.2–8.59 | 7.6–8.7 | 6.38 |
4. Properties Improvement Techniques
4.1. Plasticizers
4.2. Surface Treatment
- -
- -
- -
- Titanate treatment improves the processibility of the biocomposite, and mechanical behavior [109];
- -
- Oxidative treatment increases the carbonyl and carboxyl and enzymatic hydrolysis of starch [110];
- -
- Alkali (sodium hydroxide) treatment for starch improved the pasting properties, reduced the past temperature and increased the peak viscosity [110];
- -
- Alkali and silane (as a coupling agent) treatment is one of the most effective surface treatment to remove out hemicellulose and lignin [111]. It is important to select the perfect amount of treatment solution, temperature, and the processing time.
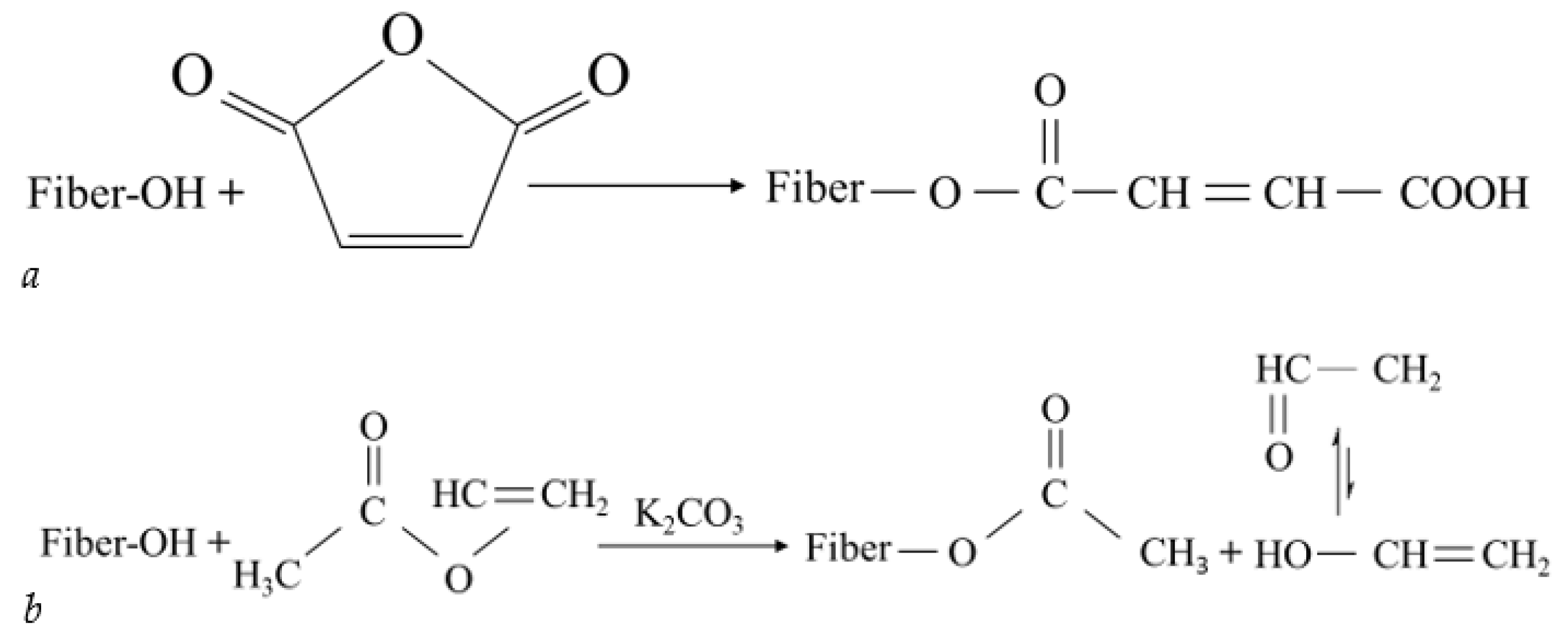
4.3. Grafting
4.3.1. Grafting by Living Polymerization
Ring Opening Polymerization
Free Radical Grafting
4.3.2. Grafting by Coupling Agent
4.3.3. Ionic Grafting
4.4. Cross-Linking Agents
5. Properties of Biocomposites Based Corn
5.1. Degradation
5.1.1. Thermal Degradation
5.1.2. Enzymatic Degradation
5.1.3. Soil Burial
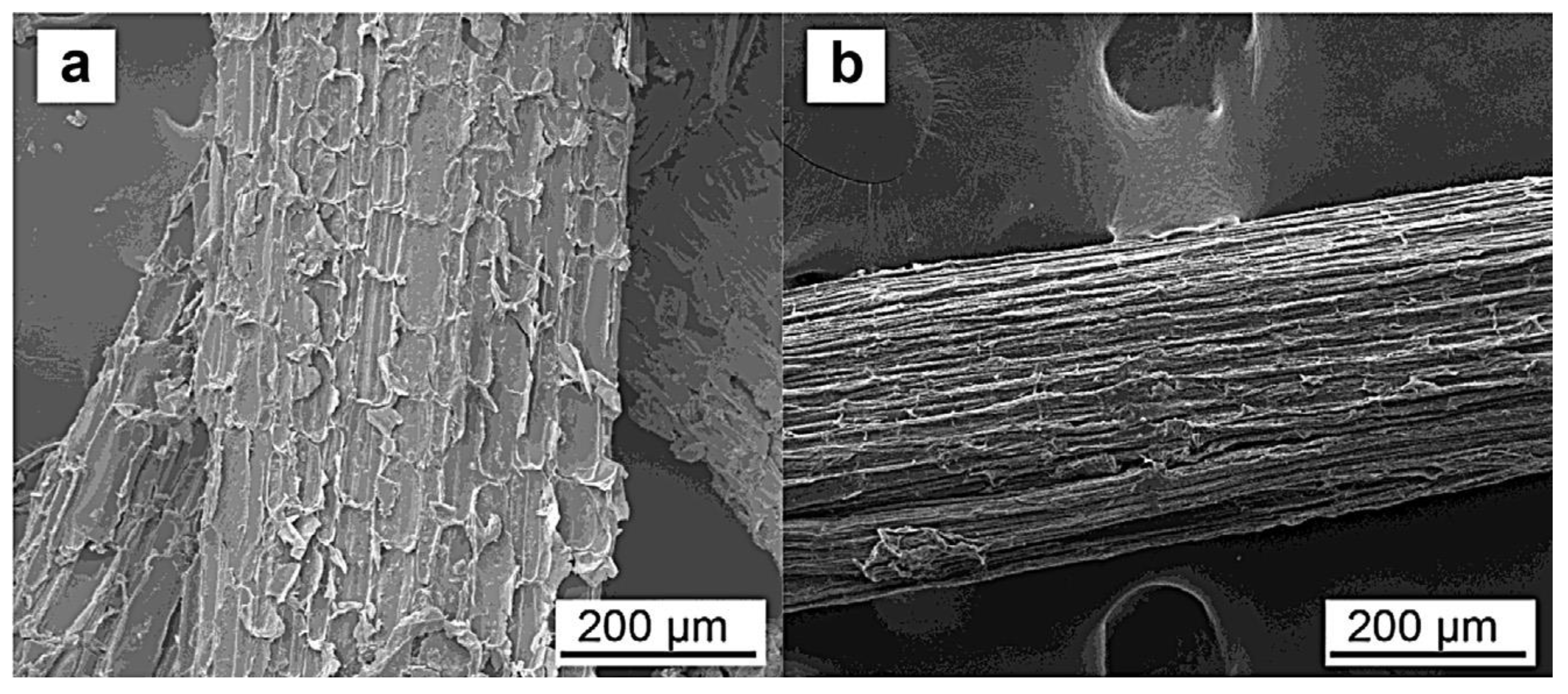
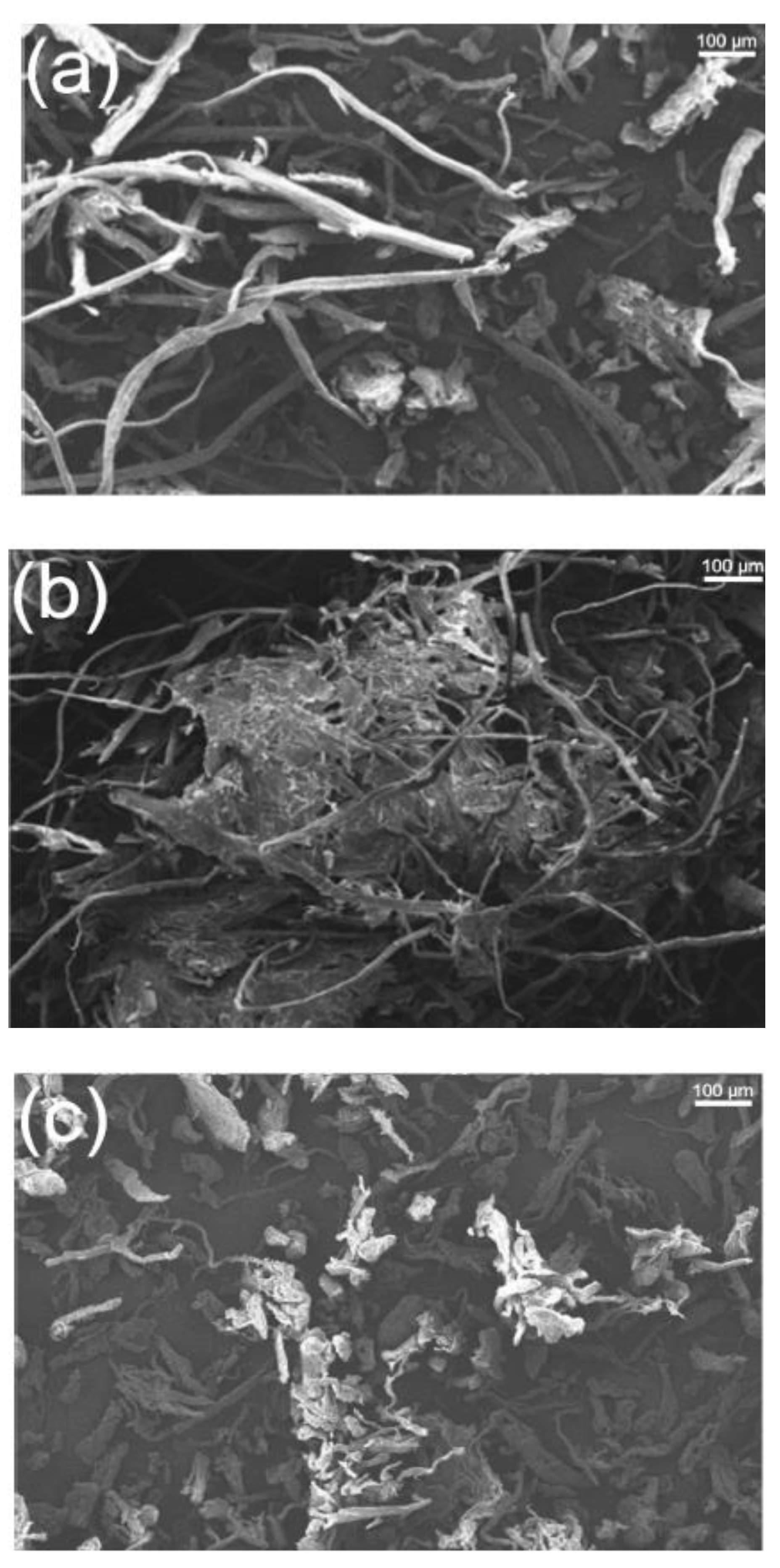
5.2. Morphology Characterization
5.3. Crystallinity
5.4. Water Vapor Permeability (WVP)
5.5. Oxygen Permeability
5.6. Chemical Characterization
5.7. Thermal Properties
5.8. Mechanical Characterization
5.9. Water Uptake
6. Corn Biocomposite Applications
7. Economic Value, Challenges, and Future Perspective for Corn-Based Composites
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thakur, V.K.; Singha, A.S. Biomass-Based Biocomposites Biomass-Based Biocomposites; Smithers Rapra Technology: Shropshire, UK, 2013; ISBN 9781847359803. [Google Scholar]
- Roy, S.B.; Shit, S.C.; Sengupta, R.A. A Review on Bio-Composites: Fabrication, Properties and Applications. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 16814–16824. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Rahimian Koloor, S.S.; Petrů, M. Micro- and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef] [PubMed]
- Abe, M.M.; Martins, J.R.; Sanvezzo, P.B.; Macedo, J.V.; Branciforti, M.C.; Halley, P.; Botaro, V.R.; Brienzo, M. Advantages and disadvantages of bioplastics production from starch and lignocellulosic components. Polymers 2021, 13, 2484. [Google Scholar] [CrossRef]
- Simon, F.; Loussert-Ajaka, I.; Damond, F.; Saragosti, S.; Barin, F.; Brun-Vézinet, F. A review on natural fibers. AIDS Res. Hum. Retrovir. 1996, 12, 1427–1433. [Google Scholar] [CrossRef] [PubMed]
- Nam, S.; Netravali, A.N. Green composites. I. Physical properties of ramie fibers for environment-friendly green composites. Fibers Polym. 2006, 7, 372–379. [Google Scholar] [CrossRef]
- Tegangan, S.; Air, P.; Batang, K.; Terisi, J. Tensile, Thermal and Water Absorption Properties of Corn Stalk Filled Low Density Polyethylene Composites: Effect of Coconut Oil Coupling Agent. Sains Malays. 2016, 45, 1733–1739. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.; Sain, M. Progress in Polymer Science Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Viana, E.B.M.; Leite, N.O.; Ribeiro, J.S.; Almeida, M.F.; Souza, C.C.E.; Resende, J.V.; Santos, L.S.; Veloso, C.M. Development of starch-based bioplastics of green plantain banana (Musa paradisiaca L.) modified with heat-moisture treatment (HMT). Food Packag. Shelf Life 2022, 31, 100776. [Google Scholar] [CrossRef]
- Mohammed, A.A.B.A.; Omran, A.A.B.; Hasan, Z.; Ilyas, R.A.; Sapuan, S.M. Wheat Biocomposite Extraction, Structure, Properties and Characterization: A Review. Polymers 2021, 13, 3624. [Google Scholar] [CrossRef]
- Tan, S.X.; Andriyana, A.; Ong, H.C.; Lim, S.; Pang, Y.L.; Ngoh, G.C. A Comprehensive Review on the Emerging Roles of Nanofillers and Plasticizers towards Sustainable Starch-Based Bioplastic Fabrication. Polymers 2022, 14, 664. [Google Scholar] [CrossRef]
- USDA. World Agricultural Production. Ekon. APK 2021. Available online: https://www.fas.usda.gov/data/world-agriculturalproduction (accessed on 15 October 2022).
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Plant fibre based bio-composites: Sustainable and renewable green materials. Renew. Sustain. Energy Rev. 2017, 79, 558–584. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Youssef, A.M.; El-Gendy, A.; Kamel, S. Evaluation of corn husk fibers reinforced recycled low density polyethylene composites. Mater. Chem. Phys. 2015, 152, 26–33. [Google Scholar] [CrossRef]
- Sun, Q.; Xi, T.; Li, Y.; Xiong, L. Characterization of corn starch films reinforced with CaCO3 nanoparticles. PLoS ONE 2014, 9, e106727. [Google Scholar] [CrossRef] [Green Version]
- Fabra, M.J.; Martínez-Sanz, M.; Gómez-Mascaraque, L.G.; Gavara, R.; López-Rubio, A. Structural and physicochemical characterization of thermoplastic corn starch films containing microalgae. Carbohydr. Polym. 2018, 186, 184–191. [Google Scholar] [CrossRef]
- Kwon, H.J.; Sunthornvarabhas, J.; Park, J.W.; Lee, J.H.; Kim, H.J.; Piyachomkwan, K.; Sriroth, K.; Cho, D. Tensile properties of kenaf fiber and corn husk flour reinforced poly(lactic acid) hybrid bio-composites: Role of aspect ratio of natural fibers. Compos. Part B Eng. 2014, 56, 232–237. [Google Scholar] [CrossRef]
- Chan, M.Y.; Koay, S.C.; Husseinsyah, S.; Sam, S.T. Cross-linked Chitosan/Corn Cob Biocomposite Films with Salicylaldehyde on Tensile, Thermal, and Biodegradable Properties: A Comparative Study. Adv. Polym. Technol. 2018, 37, 1229–1239. [Google Scholar] [CrossRef]
- Yeng, C.M.; Husseinsyah, S.; Ting, S.S. Effect of Cross-linking Agent on Tensile Properties of Chitosan/Corn Cob Biocomposite Films. Polym.-Plast. Technol. Eng. 2015, 54, 270–275. [Google Scholar] [CrossRef]
- Yeng, C.M.; Salmah, H.; Sung Ting, S. Corn cob filled chitosan biocomposite films. Adv. Mater. Res. 2013, 747, 649–652. [Google Scholar] [CrossRef]
- Yeng, C.M.; Husseinsyah, S.; Ting, S.S. A comparative study of different crosslinking agent-modified chitosan/corn cob biocomposite films. Polym. Bull. 2015, 72, 791–808. [Google Scholar] [CrossRef]
- Husseinsyah, S.; Marliza, M.Z.; Selvi, E. Biocomposites from polypropylene and corn cob: Effect maleic anhydride grafted polypropylene. Adv. Mater. Res. 2014, 3, 129–137. [Google Scholar] [CrossRef]
- Błedzki, A.K.; Jaszkiewicz, A.; Urbaniak, M.; Stankowska-Walczak, D. Biocomposites in the past and in the future. Fibres Text. East. Eur. 2012, 96, 15–22. [Google Scholar]
- History and Future of Plastics|Science History Institute. Available online: https://www.sciencehistory.org/the-history-and-future-of-plastics (accessed on 10 August 2020).
- History of Composites-Discover Composites. Available online: https://discovercomposites.com/what-are-composites/history-of-composites/ (accessed on 6 June 2020).
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Coelho, C.M.M.; Bellato, C.d.M.; Santos, J.C.P.; Ortega, E.M.M.; Tsai, S.M. Effect of phytate and storage conditions on the development of the ‘hard-to-cook’. J. Sci. Food Agric. 2007, 1243, 1237–1243. [Google Scholar] [CrossRef]
- Serna-Saldivar, S.O. History of Corn and Wheat Tortillas, 1st ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; ISBN 9780128123683. [Google Scholar]
- Pruitt, J.D. A Brief History of Corn: Looking Back to Move Forward. Ph.D. Thesis, University of Nebraska-Lincoln, Lincoln, NE, USA, 2016. [Google Scholar]
- Hanway, J. How a corn plant develops.; Spec. Publ. 48. Iowa Agric. Home Econ. Exp. Stn. Publ. 1966, 48, 1–18. [Google Scholar]
- Cummins, D.G. Quality and Yield of Corn Plants and Component Parts when Harvested for Silage at Different Maturity Stages 1. Agron. J. 1970, 62, 781–784. [Google Scholar] [CrossRef]
- Corn-Living History Farms, Iowa|Learning-Fields. Available online: https://www.lhf.org/learning-fields/crops/corn/ (accessed on 7 June 2020).
- Mészáros, E.; Jakab, E.; Gáspár, M.; Réczey, K.; Várhegyi, G. Thermal behavior of corn fibers and corn fiber gums prepared in fiber processing to ethanol. J. Anal. Appl. Pyrolysis 2009, 85, 11–18. [Google Scholar] [CrossRef]
- Doner, L.W.; Chau, H.K.; Fishman, M.L.; Hicks, K.B. An improved process for isolation of corn fiber gum. Cereal Chem. 1998, 75, 408–411. [Google Scholar] [CrossRef]
- Hopkins, C.G.; Smith, L.H.; East, E.M. The Structure of the Corn Kernel and the Composition of Its Different Parts. In Seventy Generations of Selection for Oil and Protein in Maize; Dudley, J.W., Ed.; The Crop Science Society of America: Madison, WI, USA, 1974. [Google Scholar] [CrossRef] [Green Version]
- Ganjyal, G.M.; Reddy, N.; Yang, Y.Q.; Hanna, M.A. Biodegradable packaging foams of starch acetate blended with corn stalk fibers. J. Appl. Polym. Sci. 2004, 93, 2627–2633. [Google Scholar] [CrossRef]
- Saenghirunwattana, P.; Noomhorm, A.; Rungsardthong, V. Mechanical properties of soy protein based “green” composites reinforced with surface modified cornhusk fiber. Ind. Crops Prod. 2014, 60, 144–150. [Google Scholar] [CrossRef]
- Li, M.; Cheng, Y.L.; Fu, N.; Li, D.; Adhikari, B.; Chen, X.D. Isolation and characterization of corncob cellulose fibers using microwave-assisted chemical treatments. Int. J. Food Eng. 2014, 10, 427–436. [Google Scholar] [CrossRef]
- Cinelli, P.; Chiellini, E.; Lawton, J.W.; Imam, S.H. Properties of injection molded composites containing corn fiber and poly(vinyl alcohol). J. Polym. Res. 2006, 13, 107–113. [Google Scholar] [CrossRef]
- Taylor, P. Relationships between Selected Properties of Starches from Different Corn Lines. Int. J. Food Prop. 2007, 8, 37–41. [Google Scholar] [CrossRef]
- Singh, G.D.; Bawa, A.S.; Singh, S.; Saxena, D.C. Physicochemical, pasting, thermal and morphological characteristics of Indian water chestnut (trapa natans) starch. Starch/Staerke 2009, 61, 35–42. [Google Scholar] [CrossRef]
- Mcaloon, A.; Taylor, F.; Yee, W.; Regional, E.; Ibsen, K.; Wooley, R.; Biotechnology, N. Determining the Cost of Producing Ethanol from Corn Starch and Lignocellulosic Feedstocks Determining the Cost of Producing Ethanol from Corn Starch and Lignocellulosic. National Renewable Energy Laboratory: Golden, CO, USA, 2000. [Google Scholar]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M.; Ahmed, E. Corn (maize)—Its fibers, polymers, composites, and applications: A review. In Biodegradable Composites: Materials, Manufacturing and Engineering; Kumar, K., Davim, J.P., Eds.; De Gruyter: Berlin, Germany; Boston, MA, USA, 2019; pp. 13–36. [Google Scholar] [CrossRef]
- Chaudhary, D.P.; Kumar, S.; Langyan, S. Maize: Nutrition Dynamics and Novel Uses; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013; pp. 1–161. ISBN 978-81-322-3477-7. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Extraction, Chemical Composition, and Characterization of Potential Lignocellulosic Biomasses and Polymers from Corn Plant Parts. Bioresources 2019, 14, 6485–6500. [Google Scholar] [CrossRef]
- Yilmaz, N.D. Effect of chemical extraction parameters on corn husk fibres characteristics. Indian J. Fibre Text. Res. 2013, 38, 29–34. [Google Scholar]
- Kambli, N.; Basak, S.; Samanta, K.K.; Deshmukh, R.R. Extraction of natural cellulosic fibers from cornhusk and its physico-chemical properties. Fibers Polym. 2016, 17, 687–694. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Volk, J. Physical, chemical and surface properties of wheat husk, rye husk and soft wood and their polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 480–488. [Google Scholar] [CrossRef]
- Jagwani, D.; Joshi, P. Deportation of Toxic Phenol From Aqueous System By Wheat Husk. Int. J. Plant Anim. Environ. Sci. 2014, 4, 58–64. [Google Scholar]
- Galanakis, C.M. Food Waste Recovery: Processing Technologies and Industrial Techniques; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 9780128004197. [Google Scholar]
- Lam, P.S.; Sokhansanj, S.; Bi, X.; Mani, S.; Lim, C.J.; Womac, A.R.; Hoque, M.; Peng, J.; Jayashankar, T.; Nalmi, L.J.; et al. Physical characterization of wet and dry wheat straw and switchgrass-Bulk and specific density. 2007 ASABE Annu. Int. Meet. Tech. Pap. 2007, 11, 076058. [Google Scholar] [CrossRef]
- Jiang, D.; An, P.; Cui, S.; Sun, S.; Zhang, J.; Tuo, T. Effect of Modification Methods of Wheat Straw Fibers on Water Absorbency and Mechanical Properties of Wheat Straw Fiber Cement-Based Composites. Adv. Mater. Sci. Eng. 2020, 2020, 5031025. [Google Scholar] [CrossRef] [Green Version]
- Bouasker, M.; Belayachi, N.; Hoxha, D.; Al-Mukhtar, M. Physical characterization of natural straw fibers as aggregates for construction materials applications. Materials 2014, 7, 3034–3048. [Google Scholar] [CrossRef]
- Passoth, V.; Sandgren, M. Biofuel production from straw hydrolysates: Current achievements and perspectives. Appl. Microbiol. Biotechnol. 2019, 103, 5105–5116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rehman, N.; de Miranda, M.I.G.; Rosa, S.M.L.; Pimentel, D.M.; Nachtigall, S.M.B.; Bica, C.I.D. Cellulose and Nanocellulose from Maize Straw: An Insight on the Crystal Properties. J. Polym. Environ. 2014, 22, 252–259. [Google Scholar] [CrossRef]
- Li, Y.; Yan, F.; Li, T.; Zhou, Y.; Jiang, H.; Qian, M.; Xu, Q. High-solid anaerobic digestion of corn straw for methane production and pretreatment of bio-briquette. Bioresour. Technol. 2018, 250, 741–749. [Google Scholar] [CrossRef] [PubMed]
- Appendix XI: Bulk Density, Pelletability and Particle Size. Available online: http://www.fao.org/3/S4314E/s4314e0q.htm (accessed on 28 October 2020).
- Onipe, O.O.; Beswa, D.; Jideani, A.I.O. Effect of size reduction on colour, hydration and rheological properties of wheat bran. Food Sci. Technol. 2017, 37, 389–396. [Google Scholar] [CrossRef] [Green Version]
- Mayo, B. The proteolytic system of lactic acid bacteria. Microbiologia 1993, 9, 90–106. [Google Scholar] [CrossRef]
- Augusto, C.; Mendes, D.E.C.; Oliveira, F.A.D.E.; Christina, M.; Moreira, A.; Guimarães, C.R.; De Janeiro, R. Chemical, physical, mechanical, thermal and morphological characterization of corn husk residue. Cellul. Chem. Technol. 2014, 49, 727–735. [Google Scholar]
- Liu, L.; Song, J.; Li, Y.; Li, P.; Wang, H. Robust and cost-saving static solid cultivation method for lipid production using the chlamydospores of Phanerochaete chrysosporium. Biotechnol. Biofuels 2019, 12, 123. [Google Scholar] [CrossRef] [Green Version]
- Matavire, T.O. Extraction and Modification of Hemicellulose from Wheat Bran to Produce Entrapment Materials for the Controlled Release of Chemicals and Bioactive Substances. Master’s Thesis, Stellenbosch University, Stellenbosch, South Africa, 2018. [Google Scholar]
- Pandecha, K.; Pongtornkulpanich, A.; Sukchai, S. Thermal properties of corn husk fiber as insulation for flat plate solar collector. J. Renew. Energy Smart Grid Technol. 2015, 10, 27–36. [Google Scholar]
- Norashikin, M.Z.; Ibrahim, M.Z. The potential of natural waste (corn husk) for production of environmental friendly biodegradable film for seedling. World Acad. Sci. Eng. Technol. 2009, 58, 176–180. [Google Scholar] [CrossRef]
- Table 1|Physical and Acoustical Properties of Corn Husk Fiber Panels. Available online: https://www.hindawi.com/journals/aav/2016/5971814/tab1/ (accessed on 8 June 2020).
- Nordin, R.; Ismail, H. Properties of Rice Husk Powder/Natural Rubber Composite; Electrochemical Society, Inc.: Philadelphia, PA, USA, 2007; Volume 15, pp. 83–91. [Google Scholar]
- Faisal Bukhori, M.S.D. Effect of Rice Husk Waste and Rice Husk Ash Composition as Filler in Plastic Bottle Drink Waste Composites on Water Absorption Properties. Int. J. Sci. Res. 2015, 4, 2146–2148. [Google Scholar]
- Sustainable Biomass, RVO.nl. Available online: https://english.rvo.nl/information/sustainable-biomass (accessed on 15 October 2022).
- Kapoor, M.; Panwar, D.; Kaira, G.S. Bioprocesses for Enzyme Production Using Agro-Industrial Wastes: Technical Challenges and Commercialization Potential; Elsevier Inc.: Amsterdam, The Netherlands, 2016; ISBN 9780128026120. [Google Scholar]
- Hallauer, A.R. Specialty Corns, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2001; ISBN 0849323770. [Google Scholar]
- Liu, H.; Yu, L.; Xie, F.; Chen, L. Gelatinization of cornstarch with different amylose/amylopectin content. Carbohydr. Polym. 2006, 65, 357–363. [Google Scholar] [CrossRef]
- Bio-Plastics, R.S. Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials. Fibers 2019, 7, 32. [Google Scholar]
- Physical Properties-Heavenly Bath. Available online: https://alisbathbomblab.weebly.com/physical-properties.html (accessed on 7 June 2020).
- Sugawara, M.; Suzuki, T.; Totsuka, A.; Takeuchi, M.; Ueki, K. Composition of Corn Hull Dietary Fiber. Starch-Stärke 1994, 46, 335–337. [Google Scholar] [CrossRef]
- Pointner, M.; Kuttner, P.; Obrlik, T.; Jäger, A.; Kahr, H. Composition of corncobs as a substrate for fermentation of biofuels. Agron. Res. 2014, 12, 391–396. [Google Scholar]
- Fan, X.; Li, M.; Zhang, J.; Tang, P.; Yuan, Q. Optimization of SO2-catalyzed hydrolysis of corncob for xylose and xylitol production. J. Chem. Technol. Biotechnol. 2014, 89, 1720–1726. [Google Scholar] [CrossRef]
- Monette, D.L. Coating removal techniques in the aerospace industry. Corros. Control Aerosp. Ind. 2009, 6, 225–247. [Google Scholar] [CrossRef]
- Composites, P.H. A Review on Potentiality of Nano Filler/Natural Fiber Filled Polymer Hybrid Composites. Polymers 2014, 6, 2247–2273. [Google Scholar] [CrossRef]
- Daud, Z.; Hatta, M.Z.M.; Kassim, A.S.M.; Awang, H.; Aripin, A.M. Exploring of agro waste (pineapple leaf, corn stalk, and napier grass) by chemical composition and morphological study. BioResources 2014, 9, 872–880. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.G.; Ma, Y.L.; Wang, L.Q.; Wang, F.Z.; Wu, Q.Q.; Pan, G.Y. Physicochemical properties of corn stalk after treatment using steamexplosion coupled with acid or alkali. Carbohydr. Polym. 2015, 117, 486–493. [Google Scholar] [CrossRef]
- Zhang, Y.; Ghaly, A.E.; Li, B. Physical properties of corn residues. Am. J. Biochem. Biotechnol. 2012, 8, 44–53. [Google Scholar] [CrossRef]
- Zhang, Y.; Ghaly, A.E.; Li, B. Availability and Physical Properties of Residues from Major Agricultural Crops for Energy Conversion through Thermochemical Processes. Am. J. Agric. Biol. Sci. 2012, 7, 312–321. [Google Scholar] [CrossRef] [Green Version]
- Nafchi, A.M.; Moradpour, M.; Saeidi, M.; Alias, A.K. Thermoplastic starches: Properties, challenges, and prospects. Starch/Staerke 2013, 65, 61–72. [Google Scholar] [CrossRef]
- Liu, L.; Yu, Y. Improved Mechanical and Thermal Properties of Polypropylene Blends Based on Diethanolamine-Plasticized Corn Starch via in Situ Reactive Compatibilization. Ind. Eng. Chem. Res. 2013, 52, 16232–16238. [Google Scholar] [CrossRef]
- Muensri, P.; Kunanopparat, T.; Menut, P.; Siriwattanayotin, S. Composites: Part A Effect of lignin removal on the properties of coconut coir fiber/wheat gluten biocomposite. Compos. Part A 2011, 42, 173–179. [Google Scholar] [CrossRef]
- Sirviö, J.A.; Visanko, M.; Ukkola, J.; Liimatainen, H. Industrial Crops & Products E ff ect of plasticizers on the mechanical and thermomechanical properties of cellulose-based biocomposite films. Ind. Crops Prod. 2018, 122, 513–521. [Google Scholar] [CrossRef]
- Fishman, M.L.; Coffin, D.R.; Konstance, R.P.; Onwulata, C.I. Extrusion of pectin / starch blends plasticized with glycerol. Carbohydr. Polym. 2000, 41, 317–325. [Google Scholar] [CrossRef]
- Chang, P.R.; Jian, R.; Zheng, P.; Yu, J.; Ma, X. Preparation and properties of glycerol plasticized-starch (GPS)/cellulose nanoparticle (CN) composites. Carbohydr. Polym. 2010, 79, 301–305. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Preparation and characterization of cornhusk/sugar palm fiber reinforced Cornstarch-based hybrid composites. J. Mater. Res. Technol. 2020, 9, 200–211. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Potential of using multiscale corn husk fiber as reinforcing filler in cornstarch-based biocomposites. Int. J. Biol. Macromol. 2019, 139, 596–604. [Google Scholar] [CrossRef]
- Qiao, X.; Tang, Z.; Sun, K. Plasticization of corn starch by polyol mixtures. Carbohydr. Polym. 2011, 83, 659–664. [Google Scholar] [CrossRef]
- Tarique, J.; Sapuan, S.M.; Khalina, A. Effect of glycerol plasticizer loading on the physical, mechanical, thermal, and barrier properties of arrowroot (Maranta arundinacea) starch biopolymers. Sci. Rep. 2021, 11, 13900. [Google Scholar] [CrossRef]
- Liu, W.; Mohanty, A.K.; Askeland, P.; Drzal, L.T.; Misra, M. Influence of fiber surface treatment on properties of Indian grass fiber reinforced soy protein based biocomposites. Polymer 2004, 45, 7589–7596. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Arifuzzaman Khan, G.M.; Yilmaz, N.D.; Yilmaz, K. Okra bast fiber as potential reinforcement element of biocomposites: Can it be the flax of the future? Handb. Compos. Renew. Mater. 2017, 1–8, 379–405. [Google Scholar] [CrossRef]
- John, M.; Anandjiwala, R. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Israni, N.; Shivakumar, S. Interface Influence of Materials and Surface Modifications; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; ISBN 9780081022054. [Google Scholar]
- Hashim, M.Y.; Amin, A.M.; Marwah, O.M.F.; Othman, M.H.; Yunus, M.R.M.; Chuan Huat, N. The effect of alkali treatment under various conditions on physical properties of kenaf fiber. J. Phys. Conf. Ser. 2017, 914, 012030. [Google Scholar] [CrossRef]
- Cai, M.; Gong, J.; Cao, J.; Chen, Y.; Luo, X. In situ chemically crosslinked chitosan membrane by adipic acid. J. Appl. Polym. Sci. 2013, 128, 3308–3314. [Google Scholar] [CrossRef]
- Sreenivasan, S.; Iyer, P.B.; Iyer, K.R. Influence of delignification and alkali treatment on the fine structure of coir fibres (Cocos Nucifera). J. Mater. Sci. 1996, 31, 721–726. [Google Scholar]
- Gassan, J.; Bledzki, A.K. Alkali Treatment of Jute Fibers: Relationship between structure and mechanical properties. J. Appl. Polym. Sci. 1998, 71, 623–629. [Google Scholar] [CrossRef]
- Mukaida, J.; Nishitani, Y.; Yamanaka, T.; Kajiyama, T.; Kitano, T. Influence of types of alkali treatment on the mechanical properties of hemp fiber reinforced polyamide 1010 composites. AIP Conf. Proc. 2016, 1779, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Panigrahi, S.; Tabil, L.; Crerar, W. Pre-treatment of flax fibers for use in rotationally molded biocomposites. J. Reinf. Plast. Compos. 2007, 26, 447–463. [Google Scholar] [CrossRef]
- Mehta, G.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of fiber surface treatment on the properties of biocomposites from nonwoven industrial hemp fiber mats and unsaturated polyester resin. J. Appl. Polym. Sci. 2006, 99, 1055–1068. [Google Scholar] [CrossRef]
- Santiagoo, R.; Ismail, H.; Hussin, K. Mechanical properties, water absorption, and swelling behaviour of rice husk powder filled polypropylene/recycled acrylonitrile butadiene rubber (pp/nbrr/rhp) biocomposites using silane as a coupling agent. BioResources 2011, 6, 3714–3726. [Google Scholar] [CrossRef]
- Wu, C.S. Physical properties and biodegradability of maleated-polycaprolactone/starch composite. Polym. Degrad. Stab. 2003, 80, 127–134. [Google Scholar] [CrossRef] [Green Version]
- Haris, M.Y.; Laila, D.; Zainudin, E.S.; Mustapha, F.; Zahari, R.; Halim, Z. Preliminary review of biocomposites materials for aircraft radome application. Key Eng. Mater. 2011, 471–472, 563–567. [Google Scholar] [CrossRef]
- Boronat, T.; Fombuena, V.; Balart, R. Development of a biocomposite based on green polyethylene biopolymer and eggshell. J. Mater. 2014, 68, 177–185. [Google Scholar] [CrossRef]
- Spier, F.; Zavareze, E.d.R.; Silva, R.M.; Elias, M.C.; Dias, A.R.G. Effect of alkali and oxidative treatments on the physicochemical, pasting, thermal and morphological properties of corn starch. J. Sci. Food Agric. 2013, 93, 2331–2337. [Google Scholar] [CrossRef]
- Luo, H.; Xiong, G.; Ma, C.; Chang, P.; Yao, F.; Zhu, Y.; Zhang, C.; Wan, Y. Mechanical and thermo-mechanical behaviors of sizing-treated corn fiber/polylactide composites. Polym. Test. 2014, 39, 45–52. [Google Scholar] [CrossRef]
- Kagimura, F.Y.; Da Cunha, M.A.A.; Theis, T.V.; Malfatti, C.R.M.; Dekker, R.F.H.; Barbosa, A.M.; Teixeira, S.D.; Salomé, K. Carboxymethylation of (1 → 6)-β-glucan (lasiodiplodan): Preparation, characterization and antioxidant evaluation. Carbohydr. Polym. 2015, 127, 390–399. [Google Scholar] [CrossRef] [Green Version]
- Gürdağ, G.; Sarmad, S. Cellulose Graft Copolymers: Synthesis, Properties, and Applications BT-Polysaccharide Based Graft Copolymers; Kalia, S., Sabaa, M.W., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 15–57. ISBN 978-3-642-36566-9. [Google Scholar]
- Ashori, A.; Nourbakhsh, A. Bio-based composites from waste agricultural residues. Waste Manag. 2009, 30, 680–684. [Google Scholar] [CrossRef]
- Wei, L.; McDonald, A.G. A review on grafting of biofibers for biocomposites. Materials 2016, 9, 303. [Google Scholar] [CrossRef] [Green Version]
- Kaith, B.S.; Jindal, R.; Jana, A.K.; Maiti, M. Development of corn starch based green composites reinforced with Saccharum spontaneum L fiber and graft copolymers-Evaluation of thermal, physico-chemical and mechanical properties. Bioresour. Technol. 2010, 101, 6843–6851. [Google Scholar] [CrossRef]
- Maiti, M.; Kaith, B.S.; Jindal, R.; Jana, A.K. Synthesis and characterization of corn starch based green composites reinforced with Saccharum spontaneum L graft copolymers prepared under micro-wave and their effect on thermal, physio-chemical and mechanical properties. Polym. Degrad. Stab. 2010, 95, 1694–1703. [Google Scholar] [CrossRef]
- Wen, X.; Sun, N.; Yan, C.; Zhou, S.; Pang, T. Rapid removal of Cr(VI) ions by densely grafted corn stalk fibers: High adsorption capacity and excellent recyclable property. J. Taiwan Inst. Chem. Eng. 2018, 89, 95–104. [Google Scholar] [CrossRef]
- Kalaoǧlu, Ö.I.; Ünlü, C.H.; Galioǧlu Atici, O. Synthesis, characterization and electrospinning of corn cob cellulose-graft-polyacrylonitrile and their clay nanocomposites. Carbohydr. Polym. 2016, 147, 37–44. [Google Scholar] [CrossRef]
- Khan, G.M.A.; Yilmaz, N.D.; Yilmaz, K. Effects of chemical treatments and degumming methods on physical and mechanical properties of okra bast and corn husk fibers. J. Text. Inst. 2019, 111, 1418–1435. [Google Scholar] [CrossRef]
- Bodîrlǎu, R.; Teacǎ, C.A. Fourier transform infrared spectroscopy and thermal analysis of lignocellulose fillers treated with organic anhydrides. Rom. Rep. Phys. 2009, 54, 93–104. [Google Scholar]
- Özmen, N. A study of the effect of acetylation on hemp fibres with vinyl acetate. BioResources 2012, 7, 3800–3809. [Google Scholar] [CrossRef]
- Penczek, S.; Moad, G.; Barón, M.; Hatada, K.; Hess, M.; Jenkins, A.D.; Jones, R.G.; Kahovec, J.; Kratochvíl, P.; Kubisa, P.; et al. Glossary of terms related to kinetics, thermodynamics, and mechanisms of polymerization (IUPAC Recommendations 2008). Pure Appl. Chem. 2008, 80, 2163–2193. [Google Scholar] [CrossRef] [Green Version]
- Shrivastava, A. 3-Plastic Properties and Testing. In Plastics Design Library; Shrivastava, A.B.T.-I., Ed.; William Andrew Publishing: New York, United States, 2018; pp. 49–110. ISBN 978-0-323-39500-7. [Google Scholar]
- Jérôme, C.; Lecomte, P. Recent advances in the synthesis of aliphatic polyesters by ring-opening polymerization. Adv. Drug Deliv. Rev. 2008, 60, 1056–1076. [Google Scholar] [CrossRef]
- Noordergraaf, I.W.; Fourie, T.K.; Raffa, P. Free-radical graft polymerization onto starch as a tool to tune properties in relation to potential applications. A review. Processes 2018, 6, 31. [Google Scholar] [CrossRef] [Green Version]
- Siaueira, G.; Bras, J.; Dufresne, A. Cellulose whiskers versus microfibrils: Influence of the nature of the nanoparticle and its surface functionalization on the thermal and mechanical properties of nanocomposites. Biomacromolecules 2009, 10, 425–432. [Google Scholar] [CrossRef]
- Diani, J.; Gall, K. Finite strain 3D thermoviscoelastic constitutive model for shape memory polymers. Polym. Eng. Sci. 2006, 46, 486–492. [Google Scholar] [CrossRef]
- Gowda, D.V.; Koshy, T.; Godugu, K. Polymer Grafting—An Overview; Epixpub Publication: Shastri Nagar, India, 2016. [Google Scholar]
- Ptak, S.; Zarski, A.; Kapusniak, J. The importance of ionic liquids in the modification of starch and processing of starch-based materials. Materials 2020, 13, 4479. [Google Scholar] [CrossRef]
- Kärkkäinen, J.; Lappalainen, K.; Joensuu, P.; Lajunen, M. HPLC-ELSD analysis of six starch species heat-dispersed in [BMIM]Cl ionic liquid. Carbohydr. Polym. 2011, 84, 509–516. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization behavior of poly(ε-caprolactone)/layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar] [CrossRef]
- Mi, F.-L.; Huang, C.-T.; Liang, H.-F.; Chen, M.-C.; Chiu, Y.-L.; Chen, C.-H.; Sung, H.-W. Physicochemical, Antimicrobial, and Cytotoxic Characteristics of a Chitosan Film Cross-Linked by a Naturally Occurring Cross-Linking Agent, Aglycone Geniposidic Acid. J. Agric. Food Chem. 2006, 8, 3290–3296. [Google Scholar] [CrossRef]
- Pineda-Goímez, P.; Rosales-Rivera, A.; Rodríguez-García, M.E. Effect of the thermo-alkaline treatment over the thermal degradation of corn starch. Starch/Staerke 2012, 64, 776–785. [Google Scholar] [CrossRef]
- Liu, X.; Yu, L.; Xie, F.; Li, M.; Chen, L.; Li, X. Kinetics and mechanism of thermal decomposition of corn starches with different amylose / amylopectin ratios. Starch-Stärke 2010, 62, 139–146. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Physical, thermal, morphological, and tensile properties of cornstarch-based films as affected by different plasticizers. Int. J. Food Prop. 2019, 22, 925–941. [Google Scholar] [CrossRef] [Green Version]
- Banerjee, A.; Chatterjee, K.; Madras, G. Enzymatic degradation of polymers: A brief review. Mater. Sci. Technol. 2014, 30, 567–573. [Google Scholar] [CrossRef]
- Ohkita, T.; Lee, S. Thermal Degradation and Biodegradability of Poly (lactic acid)/Corn Starch Biocomposites. J. Appl. Polym. Sci. 2005, 2005, 3009–3017. [Google Scholar] [CrossRef]
- Azahari, N.A.; Othman, N.; Ismail, H. Effect of attapulgite clay on biodegradability and tensile properties of polyvinyl alcohol/corn starch blend film. Int. J. Polym. Mater. Polym. Biomater. 2012, 61, 1065–1078. [Google Scholar] [CrossRef]
- Wu, C.S. A comparison of the structure, thermal properties, and biodegradability of polycaprolactone/chitosan and acrylic acid grafted polycaprolactone/chitosan. Polymer 2005, 46, 147–155. [Google Scholar] [CrossRef]
- Sahari, J.; Sapuan, S.M.; Zainudin, E.S.; Maleque, M.A. Thermo-mechanical behaviors of thermoplastic starch derived from sugar palm tree (Arenga pinnata). Carbohydr. Polym. 2013, 92, 1711–1716. [Google Scholar] [CrossRef]
- Zou, Y.; Fu, J.; Chen, Z.; Ren, L. Field decomposition of corn cob in seasonally frozen soil and its intrinsic influencing factors: The case of northeast China. Agriculture 2021, 11, 556. [Google Scholar] [CrossRef]
- Donohoe, B.S.; Decker, S.R.; Tucker, M.P.; Himmel, M.E.; Vinzant, T.B. Visualizing lignin coalescence and migration through maize cell walls following thermochemical pretreatment. Biotechnol. Bioeng. 2008, 101, 913–925. [Google Scholar] [CrossRef]
- Lopez, O.; Garcia, M.A.; Villar, M.A.; Gentili, A.; Rodriguez, M.S.; Albertengo, L. Thermo-compression of biodegradable thermoplastic corn starch films containing chitin and chitosan. LWT-Food Sci. Technol. 2014, 57, 106–115. [Google Scholar] [CrossRef]
- Lenhani, G.C.; dos Santos, D.F.; Koester, D.L.; Biduski, B.; Deon, V.G.; Machado Junior, M.; Pinto, V.Z. Application of Corn Fibers from Harvest Residues in Biocomposite Films. J. Polym. Environ. 2021, 29, 2813–2824. [Google Scholar] [CrossRef]
- Bunaciu, A.A.; Udriştioiu, E.; Aboul-enein, H.Y. X-Ray Diffraction: Instrumentation and Applications. Crit. Rev. Anal. Chem. 2015, 45, 289–299. [Google Scholar] [CrossRef]
- Liu, Y.; Xie, J.; Wu, N.; Ma, Y.; Menon, C.; Tong, J. Characterization of natural cellulose fiber from corn stalk waste subjected to different surface treatments. Cellulose 2019, 26, 4707–4719. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Chen, F.; Wang, X.; Zhu, Q.; Ao, Q. Surface characterization of corn stalk superfine powder studied by FTIR and XRD. Colloids Surf. B Biointerfaces 2013, 104, 207–212. [Google Scholar] [CrossRef]
- Sun, Q.; Sun, C.; Xiong, L. Mechanical, barrier and morphological properties of pea starch and peanut protein isolate blend films. Carbohydr. Polym. 2013, 98, 630–637. [Google Scholar] [CrossRef]
- Dai, L.; Qiu, C.; Xiong, L.; Sun, Q. Characterisation of corn starch-based films reinforced with taro starch nanoparticles. Food Chem. 2015, 174, 82–88. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Ind. Crops Prod. 2011, 33, 229–235. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Aliheidari, N.; Fahmi, R.; Shojaee-Aliabadi, S.; Keshavarz, B.; Cran, M.J.; Khaksar, R. Physical, mechanical and barrier properties of corn starch films incorporated with plant essential oils. Carbohydr. Polym. 2013, 98, 1117–1126. [Google Scholar] [CrossRef] [Green Version]
- Garcia, M.A.; Pinotti, A.; Zaritzky, N.E. Physicochemical, water vapor barrier and mechanical properties of corn starch and chitosan composite films. Starch/Staerke 2006, 58, 453–463. [Google Scholar] [CrossRef]
- Ozcalik, O.; Tihminlioglu, F. Barrier properties of corn zein nanocomposite coated polypropylene films for food packaging applications. J. Food Eng. 2013, 114, 505–513. [Google Scholar] [CrossRef] [Green Version]
- Forssell, P.; Lahtinen, R.; Lahelin, M.; Myllärinen, P. Oxygen permeability of amylose and amylopectin films. Carbohydr. Polym. 2002, 47, 125–129. [Google Scholar] [CrossRef]
- Tihminlioglu, F.; Atik, I.D.; Özen, B. Water vapor and oxygen-barrier performance of corn-zein coated polypropylene films. J. Food Eng. 2010, 96, 342–347. [Google Scholar] [CrossRef] [Green Version]
- Fourier Transform Infrared Spectroscopy (FTIR) Analysis. Available online: https://www.intertek.com/analysis/ftir/ (accessed on 11 June 2020).
- How Does FTIR Work?|Innovatech Labs. Available online: https://www.innovatechlabs.com/newsroom/672/stuff-works-ftir-analysis/ (accessed on 11 June 2020).
- Barkoula, N.M.; Alcock, B.; Cabrera, N.O.; Peijs, T. Effects of Alkali and Alkali/Silane Treatments of Corn Fibers on Mechanical and Thermal Properties of Its Composites With Polylactic Acid. Polym. Polym. Compos. 2008, 16, 101–113. [Google Scholar] [CrossRef]
- Thermal Analysis of Polymers and Plastics. Available online: https://www.intertek.com/polymers/analysis/thermal/ (accessed on 11 June 2020).
- Sahi, S.; Djidjelli, H.; Boukerrou, A. Biodegradation study of bio-corn flour filled low density polyethylene composites assessed by natural soil. J. Polym. Eng. 2016, 36, 245–252. [Google Scholar] [CrossRef]
- Singha, A.S.; Priya, B.; Pathania, D. Cornstarch/Poly(vinyl alcohol) Biocomposite Blend Films: Mechanical Properties, Thermal Behavior, Fire Retardancy, and Antibacterial Activity. Int. J. Polym. Anal. Charact. 2015, 20, 357–366. [Google Scholar] [CrossRef]
- Nascimento, T.A.; Calado, V.; Carvalho, C.W.P. Development and characterization of flexible film based on starch and passion fruit mesocarp flour with nanoparticles. Food Res. Int. 2012, 49, 588–595. [Google Scholar] [CrossRef] [Green Version]
- Zhang, R.; Wang, X.; Cheng, M. Preparation and characterization of potato starch film with various size of Nano-SiO2. Polymers 2018, 10, 1172. [Google Scholar] [CrossRef] [Green Version]
- Chun, K.S.; Fahamy, N.M.Y.; Yeng, C.Y.; Choo, H.L.; Pang Ming, M.; Tshai, K.Y. Wood plastic composites made from corn husk fiber and recycled polystyrene foam. J. Eng. Sci. Technol. 2018, 13, 3445–3456. [Google Scholar]
- Verma, M.; Malviya, R.K.; Sahu, G.; Khandelwal, A. Manish Verma1 Taguchi Analysis of Erosion Wear Maize Husk Based Polymer Composite. Ijmer 2014, 4, 130–138. [Google Scholar]
- Polat, S.; Uslu, M.K.; Aygün, A.; Certel, M. The effects of the addition of corn husk fibre, kaolin and beeswax on cross-linked corn starch foam. J. Food Eng. 2013, 116, 267–276. [Google Scholar] [CrossRef]
- Husseinsyah, S.; Ismail, A.; Osman, H. Corn Stalk Filled Low Density Polyethylene Bio Composites: Influence Maleic Anhydride Grafted Polyetylene. Appl. Mech. Mater. 2015, 754–755, 187–191. [Google Scholar] [CrossRef]
- Lenz, D.M.; Tedesco, D.M.; Camani, P.H.; dos Santos Rosa, D. Multiple Reprocessing Cycles of Corn Starch-Based Biocomposites Reinforced with Curauá Fiber. J. Polym. Environ. 2018, 26, 3005–3016. [Google Scholar] [CrossRef]
- Ng, J.S.; Kiew, P.L.; Lam, M.K.; Yeoh, W.M.; Ho, M.Y. Preliminary evaluation of the properties and biodegradability of glycerol- and sorbitol-plasticized potato-based bioplastics. Int. J. Environ. Sci. Technol. 2022, 19, 1545–1554. [Google Scholar] [CrossRef]
- Nguyen, T.K.; That, N.T.T.; Nguyen, N.T.; Nguyen, H.T. Development of Starch-Based Bioplastic from Jackfruit Seed. Adv. Polym. Technol. 2022, 2022, 6547461. [Google Scholar] [CrossRef]
- Rahmatullah; Wulandari Putri, R.; Rendana, M.; Waluyo, U.; Andrianto, T. Effect of Plasticizer and Concentration on Characteristics of Bioplastic Based on Cellulose Acetate from Kapok (Ceiba pentandra) Fiber. Sci. Technol. Indones. 2022, 7, 73–83. [Google Scholar] [CrossRef]
- Pradeep, M.; Binoy, R.F.; Yaswanth, S.; Pullan, T.T.; Joseph, M. Investigations on chitin and coconut fiber reinforcements on mechanical and moisture absorption properties of corn starch bioplastics. Mater. Today Proc. 2022, 58, 65–70. [Google Scholar] [CrossRef]
- Mansour, G.; Zoumaki, M.; Marinopoulou, A.; Raphaelides, S.N.; Tzetzis, D.; Zoumakis, N. Investigation on the Effects of Glycerol and Clay Contents on the Structure and Mechanical Properties of Maize Starch Nanocomposite Films. Starch-Stärke 2020, 72, 1900166. [Google Scholar] [CrossRef]
- Mansoori, E.; Reza, A.; Esfahani, S. Preparation and characterization of corn starch / soy protein biocomposite film reinforced with graphene and graphene oxide nanoplatelets. Polym. Adv. Technol. 2019, 30, 2301–2312. [Google Scholar] [CrossRef]
- Obasi, H.C.; Onuegbu, G.C. Biodegradability and Mechanical Properties of Low Density Polyethylene/Waste Maize Cob Flour Blends. Int. J. Appl. Sci. Eng. Res. 2013, 2, 241–255. [Google Scholar] [CrossRef]
- Jbilou, F.; Joly, C.; Galland, S.; Belard, L.; Desjardin, V.; Bayard, R.; Dole, P.; Degraeve, P. Biodegradation study of plasticised corn flour/poly(butylene succinate-co-butylene adipate) blends. Polym. Test. 2013, 32, 1565–1575. [Google Scholar] [CrossRef]
- Husseinsyah, S.; Yeng, C.M.; Mann, T.K. Chemical Treatment on Corn Cob by Acrylic Acid and Its Reinforced Soy Protein Isolated/Corn Cob Biocomposite Films Salmah. J. Vinyl Addit. Technol. 2015, 21, 129–133. [Google Scholar] [CrossRef]
- Teacǎ, C.A.; Bodîrlǎu, R.; Spiridon, I. Effect of cellulose reinforcement on the properties of organic acid modified starch microparticles/plasticized starch bio-composite films. Carbohydr. Polym. 2013, 93, 307–315. [Google Scholar] [CrossRef] [PubMed]
- Science, S. Agriculture waste reinforced cornstarch-based biocomposites: Effect of rice husk/walnut shell on physicomechanical, biodegradable and thermal properties. Mater. Res. Express 2019, 6, 045702. [Google Scholar]
- Silva-Guzmán, J.A.; Anda, R.R.; Fuentes-Talavera, F.J.; Manríquez-González, R.; Lomelí-Ramírez, M.G. Properties of Thermoplastic Corn Starch Based Green Composites Reinforced with Barley (Hordeum vulgare L.) Straw Particles Obtained by Thermal Compression. Fibers Polym. 2018, 19, 1970–1979. [Google Scholar] [CrossRef]
- Li, M.C.; Ge, X.; Cho, U.R. Mechanical performance, water absorption behavior and biodegradability of poly(methyl methacrylate)-modified starch/SBR biocomposites. Macromol. Res. 2013, 21, 793–800. [Google Scholar] [CrossRef]
- Lee, J.; Cousineau, A. Production and Characterization of Wheat Gluten Films. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2012; p. 134. [Google Scholar]
- Bungay, H.R. Confessions of a bioenergy advocate. Trends Biotechnol. 2004, 22, 67–71. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G.; Yu, Y.; Diserud, O. Quantitative electron microscopy of cellulose nanofibril structures from eucalyptus and pinus radiata kraft pulp fibers. Microsc. Microanal. 2011, 17, 563–571. [Google Scholar] [CrossRef]
- Depeursinge, A.; Racoceanu, D.; Iavindrasana, J.; Cohen, G.; Platon, A.; Poletti, P.-A.; Muller, H. Fusing Visual and Clinical Information for Lung Tissue Classification in HRCT Data. Artif. Intell. Med. 2010, 50, 13–21. [Google Scholar] [CrossRef]
- Xu, J.; Krietemeyer, E.F.; Boddu, V.M.; Liu, S.X.; Liu, W.-C. Production and characterization of cellulose nanofibril (CNF) from agricultural waste corn stover. Carbohydr. Polym. 2018, 192, 202–207. [Google Scholar] [CrossRef]
- Boufi, S.; González, I.; Delgado-Aguilar, M.; Tarrès, Q.; Pèlach, M.À.; Mutjé, P. Nanofibrillated cellulose as an additive in papermaking process: A review. Carbohydr. Polym. 2016, 154, 151–166. [Google Scholar] [CrossRef]
- Grüneberger, F.; Künniger, T.; Zimmermann, T.; Arnold, M. Rheology of nanofibrillated cellulose/acrylate systems for coating applications. Cellulose 2014, 21, 1313–1326. [Google Scholar] [CrossRef]
- Missoum, K.; Martoïa, F.; Belgacem, M.N.; Bras, J. Effect of chemically modified nanofibrillated cellulose addition on the properties of fiber-based materials. Ind. Crops Prod. 2013, 48, 98–105. [Google Scholar] [CrossRef]
- Gupta, P.; Singh, B.; Agrawal, A.K.; Maji, P.K. Low density and high strength nanofibrillated cellulose aerogel for thermal insulation application. Mater. Des. 2018, 158, 224–236. [Google Scholar] [CrossRef]
- Wang, X.; Cheng, F.; Liu, J.; Smått, J.H.; Gepperth, D.; Lastusaari, M.; Xu, C.; Hupa, L. Biocomposites of copper-containing mesoporous bioactive glass and nanofibrillated cellulose: Biocompatibility and angiogenic promotion in chronic wound healing application. Acta Biomater. 2016, 46, 286–298. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, M.S.; Norizan, M.N.; Norrrahim, M.N.F.; Ibrahim, R.; Atikah, M.S.N.; Huzaifah, M.R.M.; Radzi, A.M.; Izwan, S.; Azammi, A.M.N.; et al. Macro to nanoscale natural fiber composites for automotive components: Research, development, and application. In Biocomposite and Synthetic Composites for Automotive Applications; Sapuan, M.S., Ilyas, R.A., Eds.; Woodhead Publishing Series: Amsterdam, The Netherland, 2020. [Google Scholar]
- Ilyas, R.A.; Sapuan, S.M.; Asyraf, M.R.M.; Atikah, M.S.N.; Ibrahim, R.; Dele-Afolabia, T.T. Introduction to biofiller reinforced degradable polymer composites. In Biofiller Reinforced Biodegradable Polymer Composites; Sapuan, S.M., Jumaidin, R., Hanafi, I., Eds.; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Lynch, M. Decorative Skin and Hair Cosmetics Containing Microcrystalline Cellulose as Enhancing Agent. US Patent 20040156811A1, USA, 2004. [Google Scholar]
- Microcrystalline Cellulose PH101 PH102 CAS 9004-34-6-Shandong Chuangying Chemical Co., Ltd. Available online: https://chuangyingchem.com/products/microcrystalline-cellulose-ph101-ph102-cas-9004-34-6/?gclid=Cj0KCQjwgJv4BRCrARIsAB17JI5Trhqd4zTF2C5iBKrsS07OM7FgWpCoC5TKraI_mnNejfAmjWKTYSIaAkyoEALw_wcB (accessed on 10 July 2020).
- Miao, C.; Hamad, W.Y. In-situ polymerized cellulose nanocrystals (CNC)—poly(L-lactide) (PLLA) nanomaterials and applications in nanocomposite processing. Carbohydr. Polym. 2016, 153, 549–558. [Google Scholar] [CrossRef] [PubMed]
- Brown, E.E.; Hu, D.; Abu Lail, N.; Zhang, X. Potential of nanocrystalline cellulose-fibrin nanocomposites for artificial vascular graft applications. Biomacromolecules 2013, 14, 1063–1071. [Google Scholar] [CrossRef]
- George, J.; Sabapathi, S.N. Cellulose nanocrystals: Synthesis, functional properties, and applications. Nanotechnol. Sci. Appl. 2015, 8, 45–54. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Tang, Y.; Wang, J.; Kong, F.; Zhang, J. Surface treatment of cellulosic paper with starch-based composites reinforced with nanocrystalline cellulose. Ind. Eng. Chem. Res. 2014, 53, 13980–13988. [Google Scholar] [CrossRef]
- Jawaid, M.; Boufi, S.; Abdul Khalil, H.P.S. Cellulose-Reinforced Nanofibre Composites: Production, Properties and Applications; Woodhead Publishing: Cambridge, UK, 2017; ISBN 9780081009659. [Google Scholar]
- Lalia, B.S.; Samad, Y.A.; Hashaikeh, R. Nanocrystalline cellulose-reinforced composite mats for lithium-ion batteries: Electrochemical and thermomechanical performance. J. Solid State Electrochem. 2013, 17, 575–581. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Rafidah, M.; Ishak, M.R.; Sapuan, S.M.; Ilyas, R.A.; Razman, M.R. Integration of TRIZ, Morphological Chart and ANP method for development of FRP composite portable fire extinguisher. Polym. Compos. 2020, 41, 2917–2932. [Google Scholar] [CrossRef]
- Maize in Human Nutrition-Chemical Composition and Nutritional Value of Maize. Available online: https://www.fao.org/3/t0395e/t0395e03.htm (accessed on 30 October 2021).
- Avérous, L. Biodegradable Multiphase Systems Based on Plasticized Starch: A Review. J. Macromol. Sci. Part C 2004, 44, 231–274. [Google Scholar] [CrossRef]
- Plastic Market Size, Growth & Trends Report, 2021–2028. Available online: https://www.grandviewresearch.com/industry-analysis/global-plastics-market (accessed on 30 October 2021).
- Shanmugam, V.; Mensah, R.A.; Försth, M.; Sas, G.; Restás, Á.; Addy, C.; Xu, Q.; Jiang, L.; Neisiany, R.E.; Singha, S.; et al. Circular economy in biocomposite development: State-of-the-art, challenges and emerging trends. Compos. Part C Open Access 2021, 5, 100138. [Google Scholar] [CrossRef]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Loiseau, E.; Saikku, L.; Antikainen, R.; Droste, N.; Hansjürgens, B.; Pitkänen, K.; Leskinen, P.; Kuikman, P.; Thomsen, M. Green economy and related concepts: An overview. J. Clean. Prod. 2016, 139, 361–371. [Google Scholar] [CrossRef]
- Zhou, Y.; Stanchev, P.; Katsou, E.; Awad, S.; Fan, M. A circular economy use of recovered sludge cellulose in wood plastic composite production: Recycling and eco-efficiency assessment. Waste Manag. 2019, 99, 42–48. [Google Scholar] [CrossRef]
- Ibáñez-García, A.; Martínez-García, A.; Ferrándiz-Bou, S. Recyclability analysis of starch thermoplastic/almond shell biocomposite. Polymers 2021, 13, 1159. [Google Scholar] [CrossRef]
- Global Fibre Production Reaches All-Time High|Materials & Production News|News. Available online: https://www.ecotextile.com/2019112625333/materials-production-news/global-fibre-production-reaches-an-all-time-high.html (accessed on 30 October 2021).
- Nagalakshmaiah, M.; Afrin, S.; Malladi, R.P.; Elkoun, S.; Robert, M.; Ansari, M.A.; Svedberg, A.; Karim, Z. Chapter 9-Biocomposites: Present trends and challenges for the future. In Woodhead Publishing Series in Composites Science and Engineering; Koronis, G., Silva, A.B.T.-G.C., Eds.; Woodhead Publishing: Cambridge, UK, 2019; pp. 197–215. ISBN 978-0-08-102177-4. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






| Testing Standards | Testing Machine | References |
|---|---|---|
| ASTM D638-91 | Universal Testing Machine LK10k (Hants, UK) | [15,165] |
| ASTM D828–97 | A TA. XT Plus Texture Analyzer | [16] |
| ASTM standard method D882-09 18 | A Mecmesin MultiTest 1-í universal test machine | [17] |
| ASTM D 638-10 | Universal Testing Machine (Zwick Co., Ulm, Germany) | [18] |
| ASTM D 882 | Instron Universal Tensile Machine | [21] |
| ASTM D3039-76 | Universal Testing Machine INSTRON H10KS | [166] |
| ASTM D 638 M-91a | TA.XT Plus Machine (SMS, Surrey, UK) | [167] |
| Fiber Reinforce Material | Matrix | Plasticizer | Plasticizer % | Reinforcing Material % | Tensile Strength (MPa) | Young’s Modulus (MPa) | Flexural Strength (MPa) | Elongation (MPa) | Ref |
|---|---|---|---|---|---|---|---|---|---|
| - | Corn starch | Glycerol | 10% 20% 30% 40% | - | 60 30 17 9 | 62 32 20 12 | - | 10 25 45 55 | [174] |
| Graphene oxide (GO) | Corn starch+ soy protein isolate (SPI) | Glycerol | 30 wt% 30 wt% 30 wt% 30 wt% 30 wt% | GO 0 GO 0.5 GO 1 GO 1.5 GO 2 | 6.65 ± 0.9 2.84 ± 0.48 2.32 ± 0.35 3.60 ± 0.6 5.9 ± 0.27 | 252 ± 5.2 236 ± 48 332 ± 26 359 ± 25 449 ± 28 | - | 7.25 ± 43 19.73 ± 3.38 17.9 ± 3.4 10 ± 2.02 11.83 ± 2.08 | [175] |
| Graphene (G) | Corn starch+ soy protein isolate (SPI) | Glycerol | 30 wt% 30 wt% 30 wt% 30 wt% 30 wt% | G 0 G 0.5 G 1.0 G 1.5 G 2.0 | 6.65 ± 0.9 16.53 ± 0.26 11.38 ± 1.4 8.09 ± 1.4 6.66 ± 1.3 | 252 ± 502 578 ± 105 380 ± 48 329 ± 34 132 ± 55 | - | 7.25 ± 0.43 2.7 ± 0.12 1.2 ± 0.21 2.83 ± 1.83 6.58 ± 0.98 | [175] |
| Corn cob | Low Density Polyethylene | - | - | 0 40 45 50 55 60 | 14.9 13.8 13.0 15.8 11.3 9.4 | 130 133 138 141 148 163 | - | 11.3 10.2 9.2 7.8 7.1 5.8 | [176] |
| Corn husk | Epoxy | - | - | 0 5 10 15 20 25 30 | 34 29.2 26.2 22.5 19.4 16.2 14.8 | - | 48 40.8 33.7 29.3 25.6 23.5 21.8 | - | [166] |
| Corn flour | poly (butylene succinate-co-butylene adipate) blends | - | - | 70 50 30 0 | 3.93 ± 0.58 7.33 ± 0.96 11.9 ± 0.6 50 ± 0.2 | 189 ± 15 235 ± 11 279 ± 10 265 ± 5 | - | 16 ± 2 38 ± 14 64 ± 36 800 ± 10 | [177] |
| corn cob, EP, ADP, GLA | Chitosan (CS) | - | - | 0 20 20 + EP 20 + ADP 20 + GLA | 52.8 ± 2.3 33.1 ± 1.7 46.9 ± 0.9 33.71 ± 2.01 42.0 ± 1.6 | 2269 ± 186 2571 ± 121 2703 ± 177 2616 ± 210 3178 ± 174 | - | 13.8 ± 0.4 8.7 ± 0.7 8.2 ± 0.4 12.18 ± 0.3 7.7 ± 0.2 | [22] |
| Corn cob Treated by acrylic acid | Soy Protein Isolated | - | - | 0 10 20 30 40 | 2.6 3.6 4.5 4.8 5.7 | 35 65 130 140 195 | - | 49 34 19 12 8.5 | [178] |
| Corn husk fiber, Alkali(A) Alkali and silane(AS) treatment | Polylactic acid | - | - | 0 5 A 10 A 15 A 10 A-1S 10 A-2S 10 A-3S 10A 10-4S | 47 56 64 61 60 69 67.5 66 | - | 80.5 89 109 102 103 113 114 106 | - | [159] |
| Corn husk | Corn starch | Fructose | 25% 25% 25% 25% | 2 4 6 8 | 8.8 7.8 10.9 12.9 | 320 190 510 615 | - | - | [91] |
| Corn husk (CH), sugar palm fiber (SPF) | Corn starch | Fructose | 25% 25% 25% 25% | 8%CH + 2%SPF 8%CH +4%SPF 8%CH + 6%SPF 8%CH + 8%SPF | 17 17.3 19 18 | 1050 1100 1160 1110 | - | 1.3 1.15 0.9 1.1 | [90] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, A.A.B.A.; Hasan, Z.; Omran, A.A.B.; Kumar, V.V.; Elfaghi, A.M.; Ilyas, R.A.; Sapuan, S.M. Corn: Its Structure, Polymer, Fiber, Composite, Properties, and Applications. Polymers 2022, 14, 4396. https://doi.org/10.3390/polym14204396
Mohammed AABA, Hasan Z, Omran AAB, Kumar VV, Elfaghi AM, Ilyas RA, Sapuan SM. Corn: Its Structure, Polymer, Fiber, Composite, Properties, and Applications. Polymers. 2022; 14(20):4396. https://doi.org/10.3390/polym14204396
Chicago/Turabian StyleMohammed, Abdulrahman A. B. A., Zaimah Hasan, Abdoulhdi A. Borhana Omran, V.Vinod Kumar, Abdulhafid M. Elfaghi, R. A. Ilyas, and S. M. Sapuan. 2022. "Corn: Its Structure, Polymer, Fiber, Composite, Properties, and Applications" Polymers 14, no. 20: 4396. https://doi.org/10.3390/polym14204396