
Mechanical, Hydrophobic, and Barrier Properties of Nanocomposites of Modified Polypropylene Reinforced with Low-Content Attapulgite
 ,
,
Abstract
:1. Introduction
2. Experimental Methods
2.1. Experimental Materials
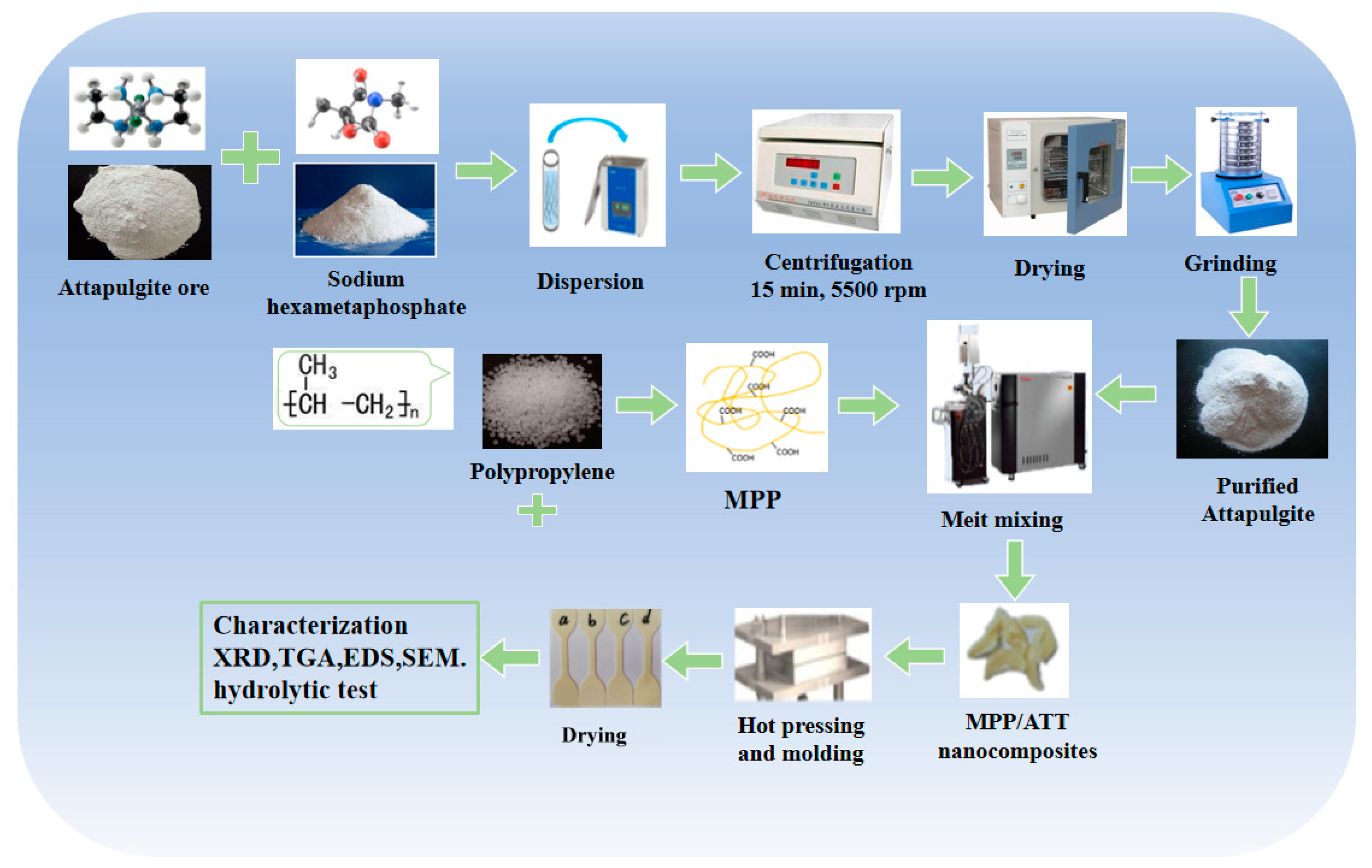
2.2. Purified Attapulgite and Preparation of Nanocomposites
2.3. Tests and Evaluation of Parameters
2.3.1. Elemental Content Analysis
2.3.2. Fourier Transform Infrared Spectroscopy
2.3.3. Mechanical Properties
2.3.4. X-ray Diffraction
2.3.5. Morphology Characterization
2.3.6. Thermal Analysis
2.3.7. Thermogravimetric Analysis
2.3.8. Water Vapor Barrier Properties
2.3.9. Oxygen Barrier Properties
2.3.10. Water Absorption
2.3.11. Contact Angle Test
3. Results and Discussion
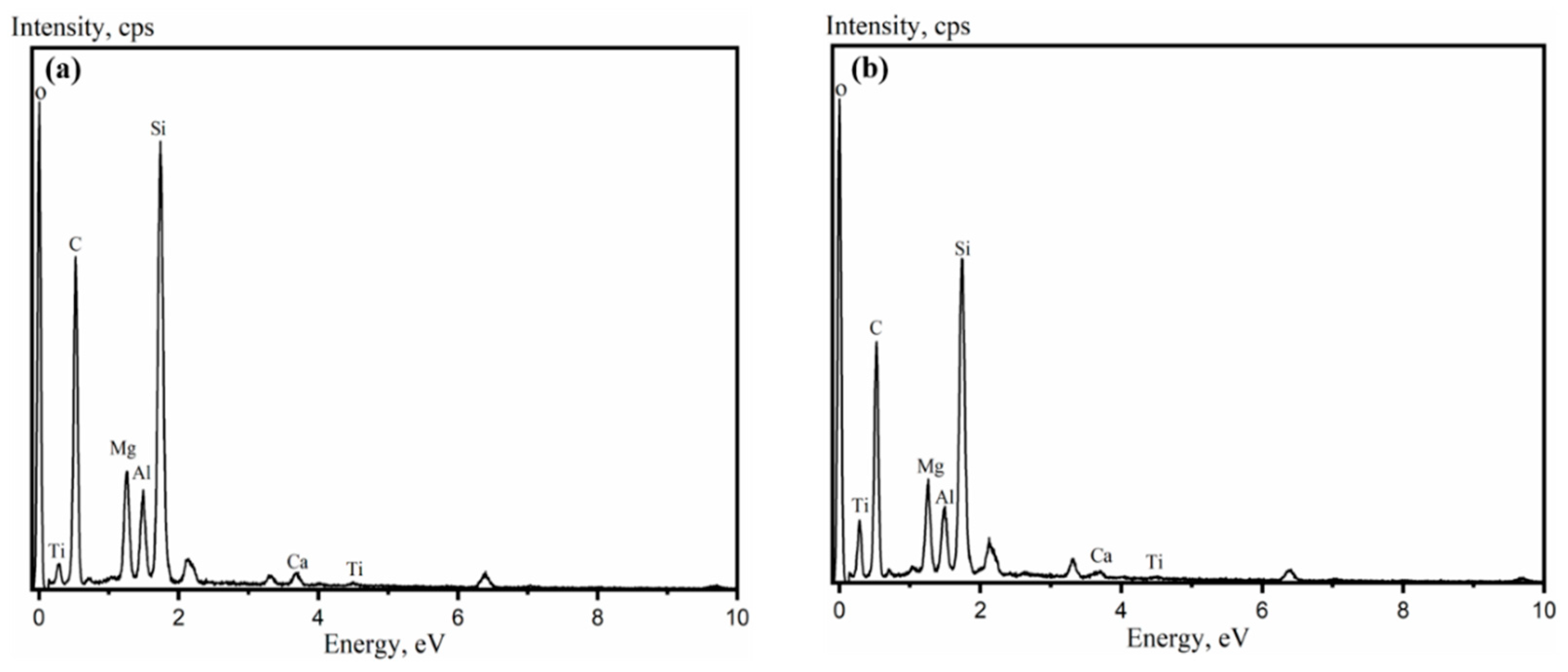
3.1. Elemental Content Analysis
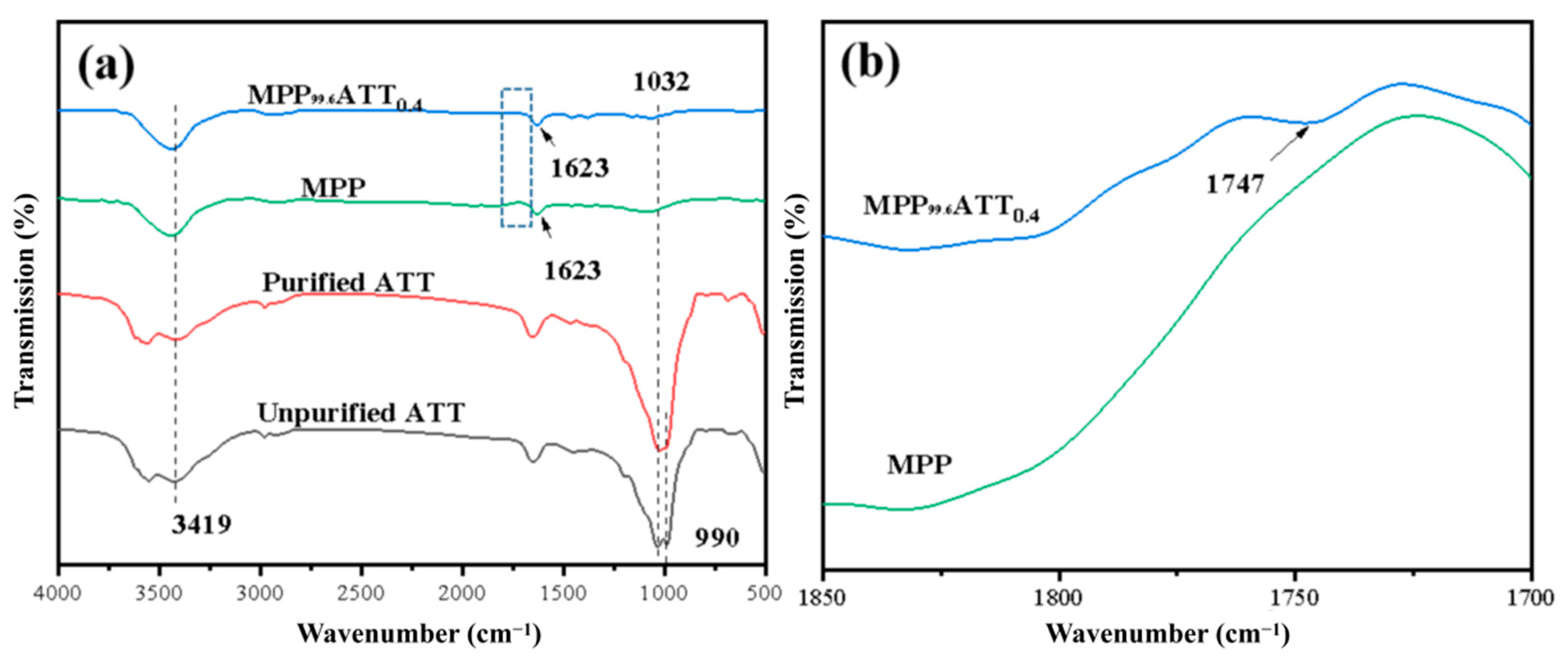
3.2. Fourier Transform Infrared Spectra
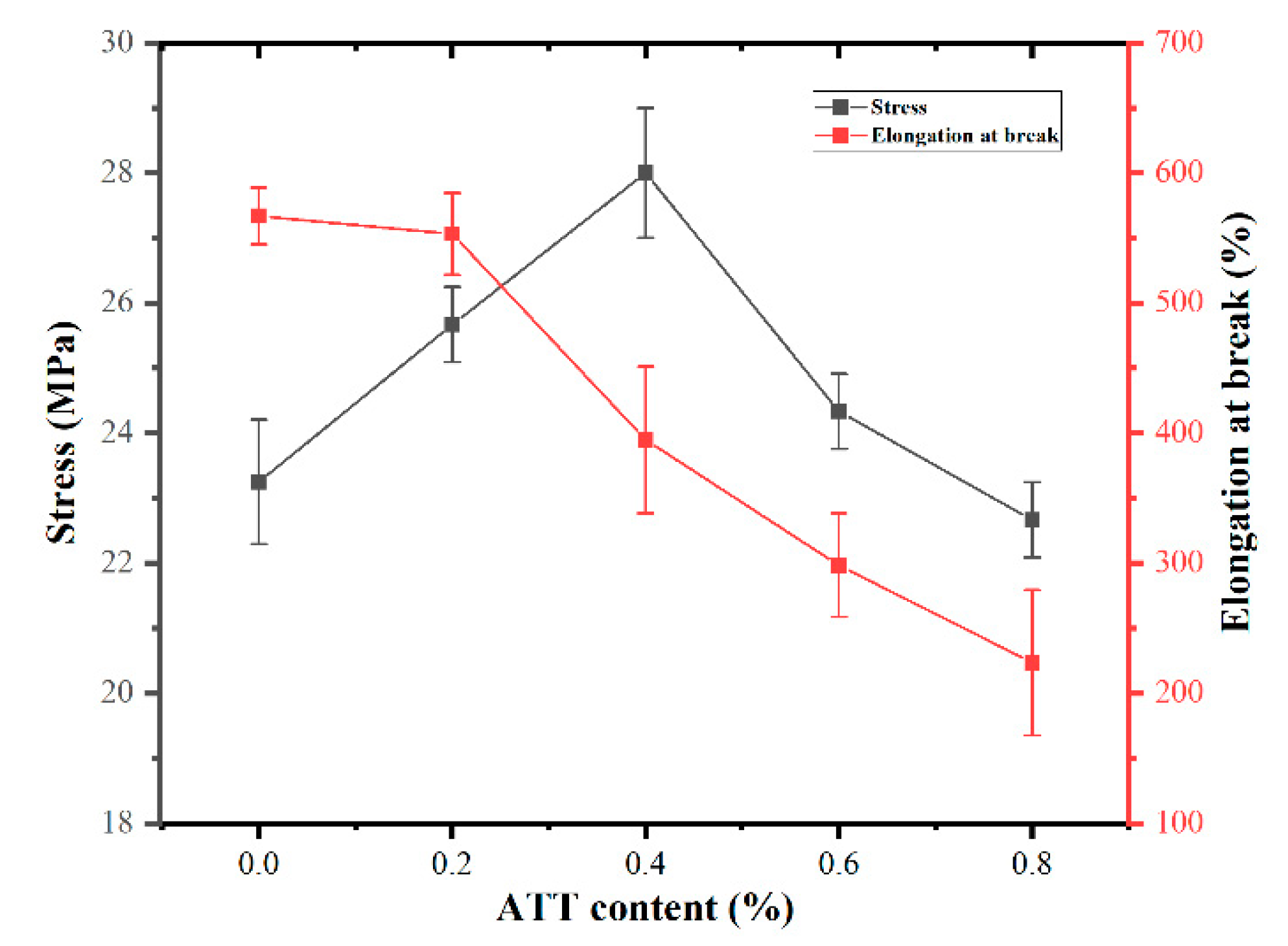
3.3. Tensile Strength
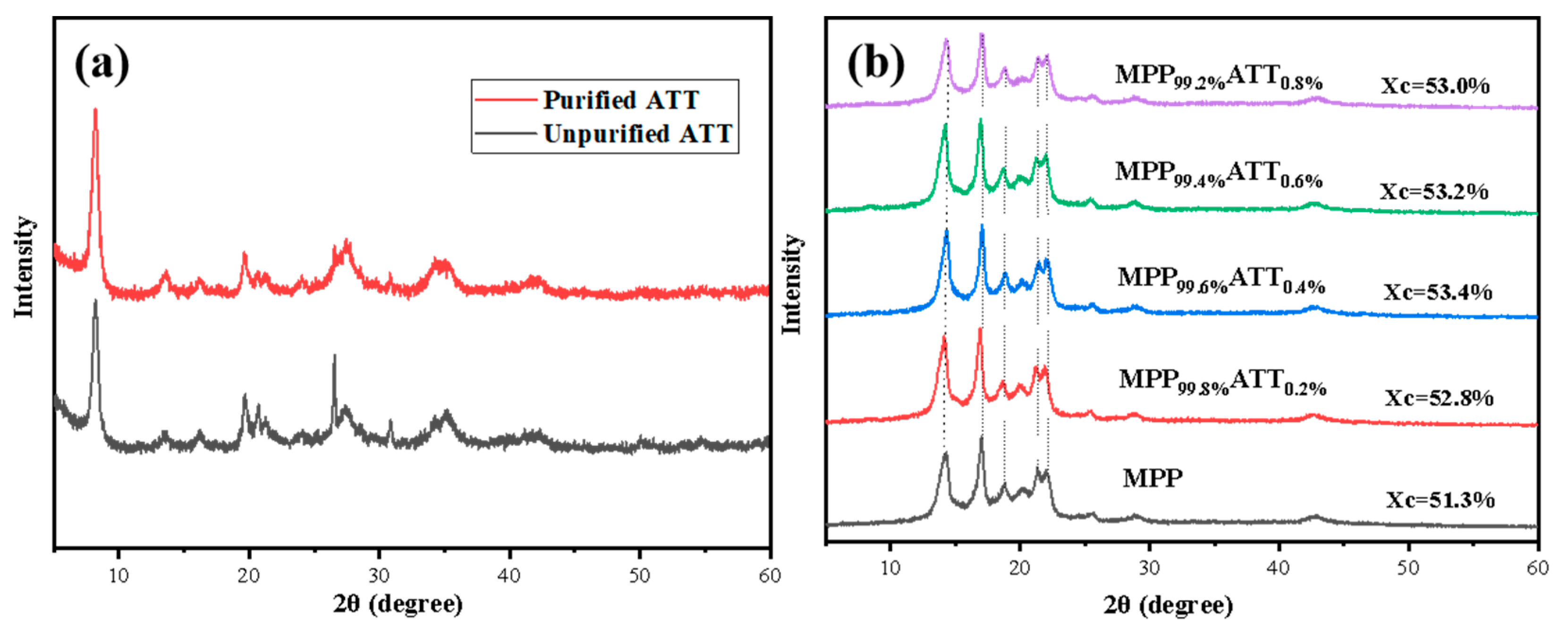
3.4. X-ray Diffraction Patterns
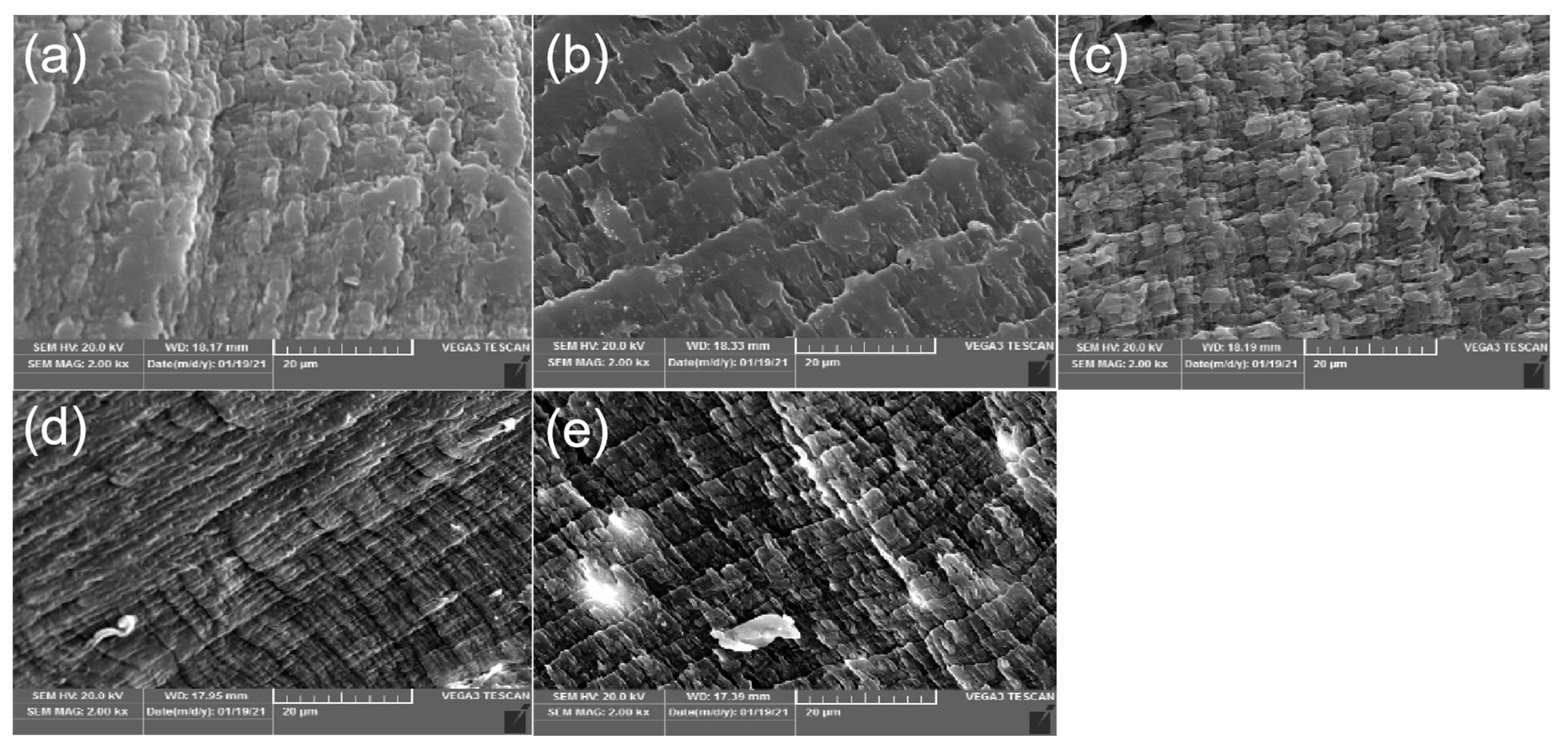
3.5. Morphological Images
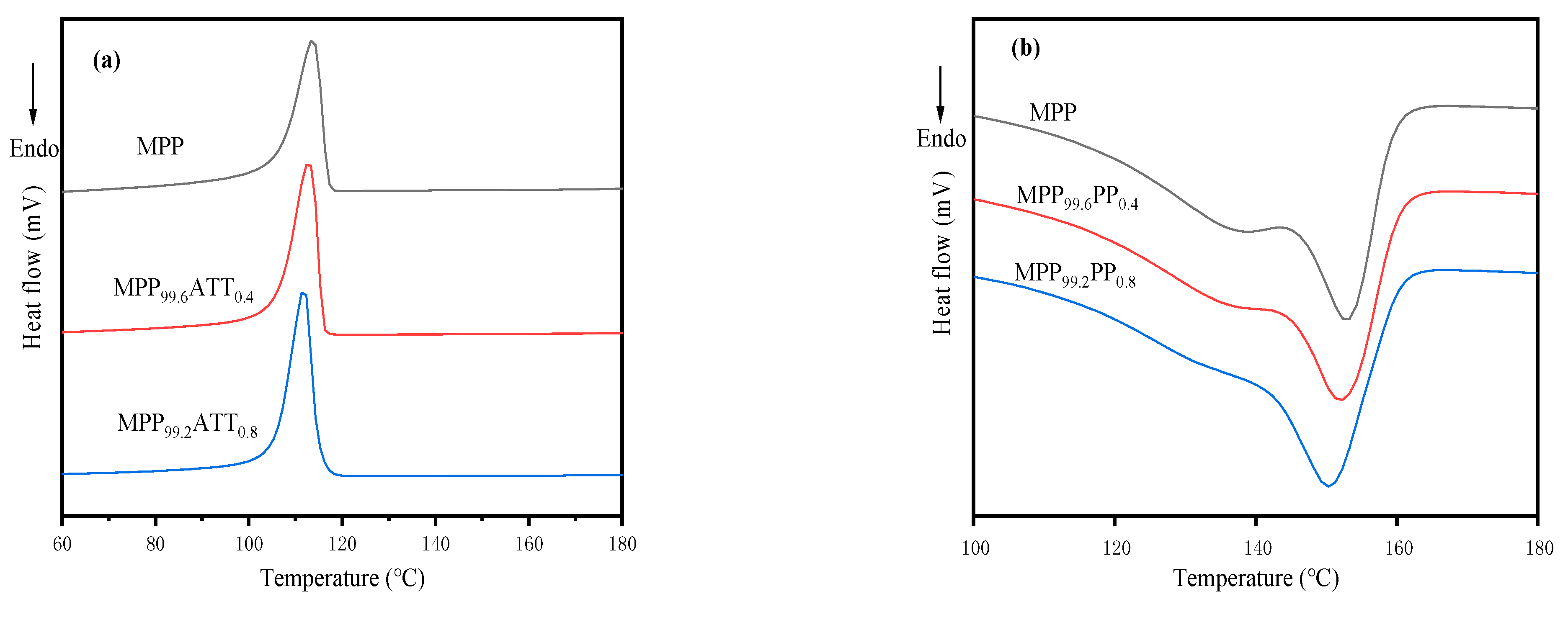
3.6. Thermal Stability Analysis
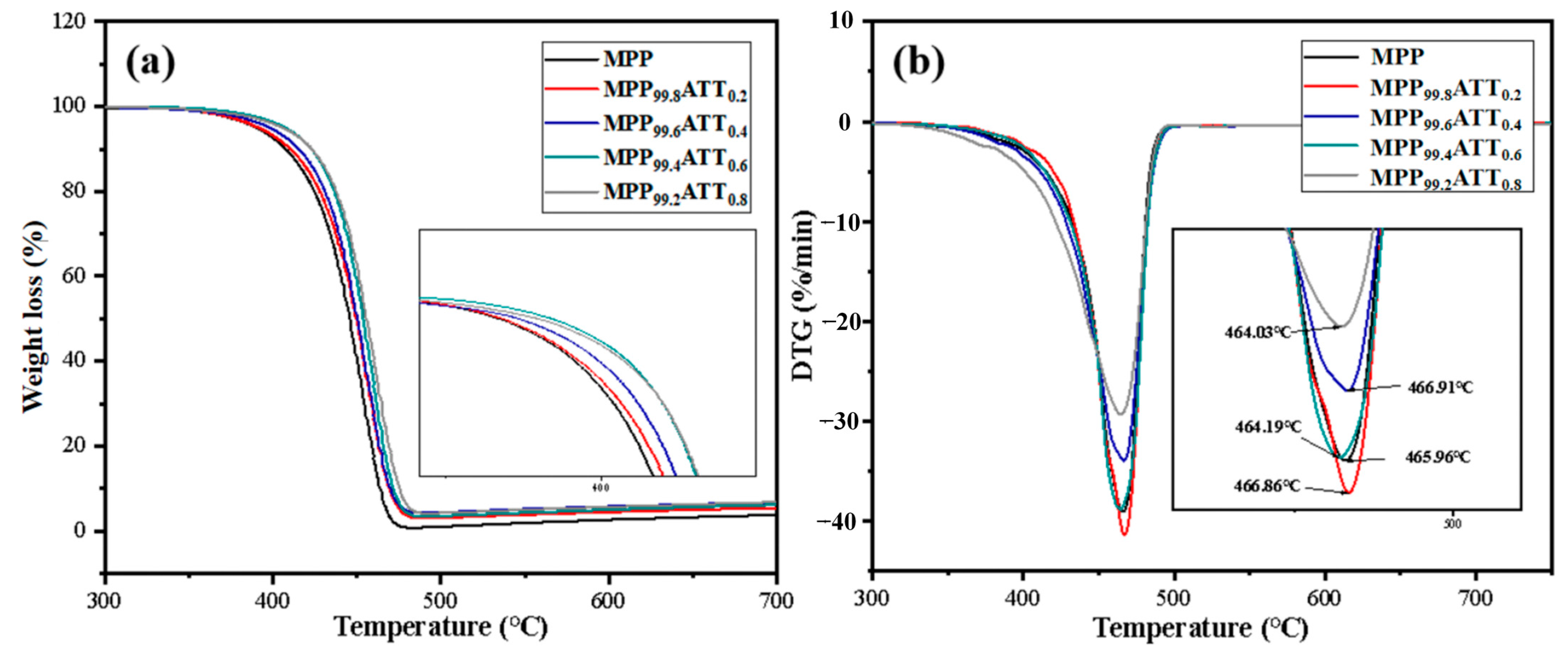
3.7. Thermogravimetric Analysis
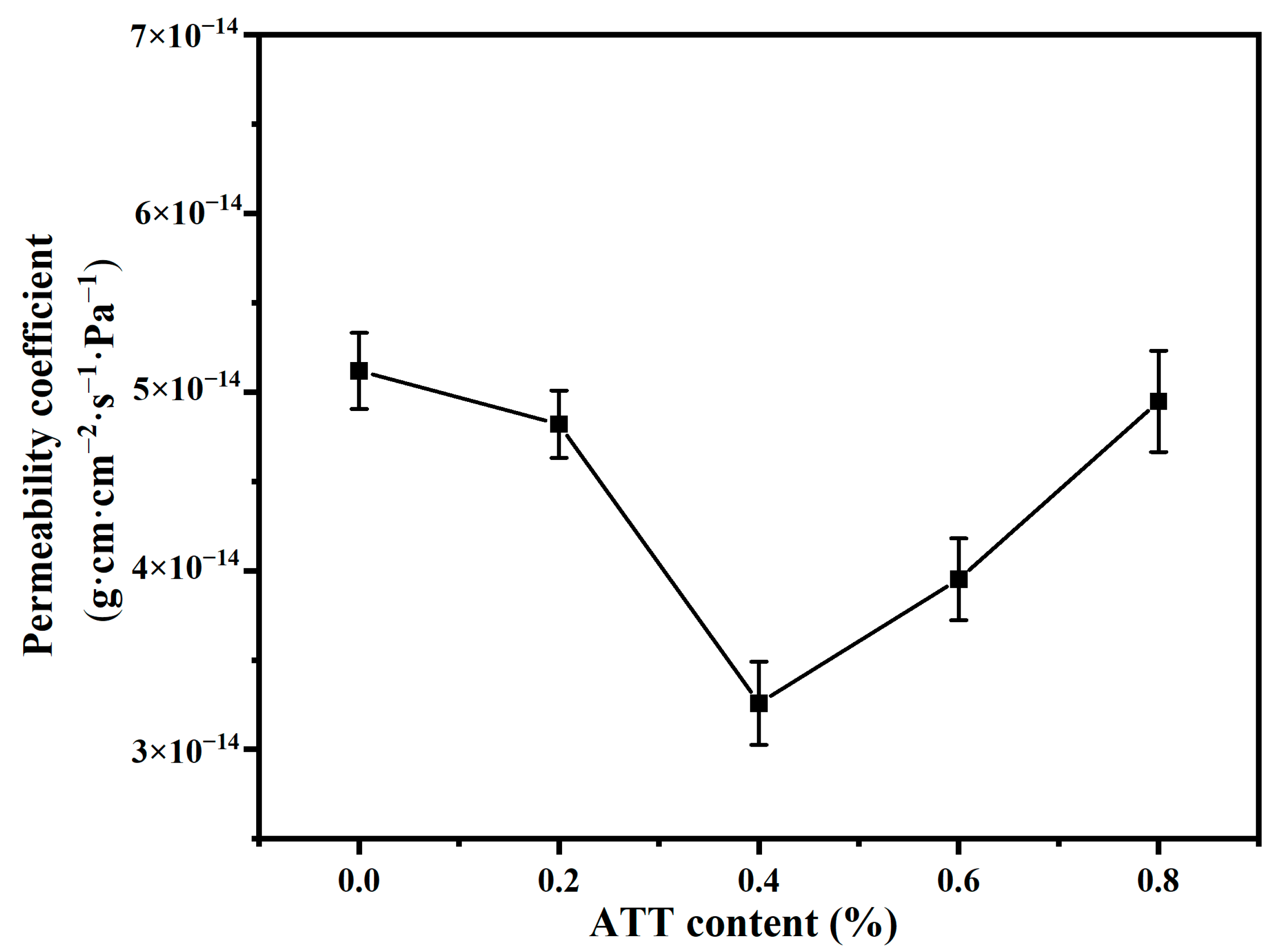
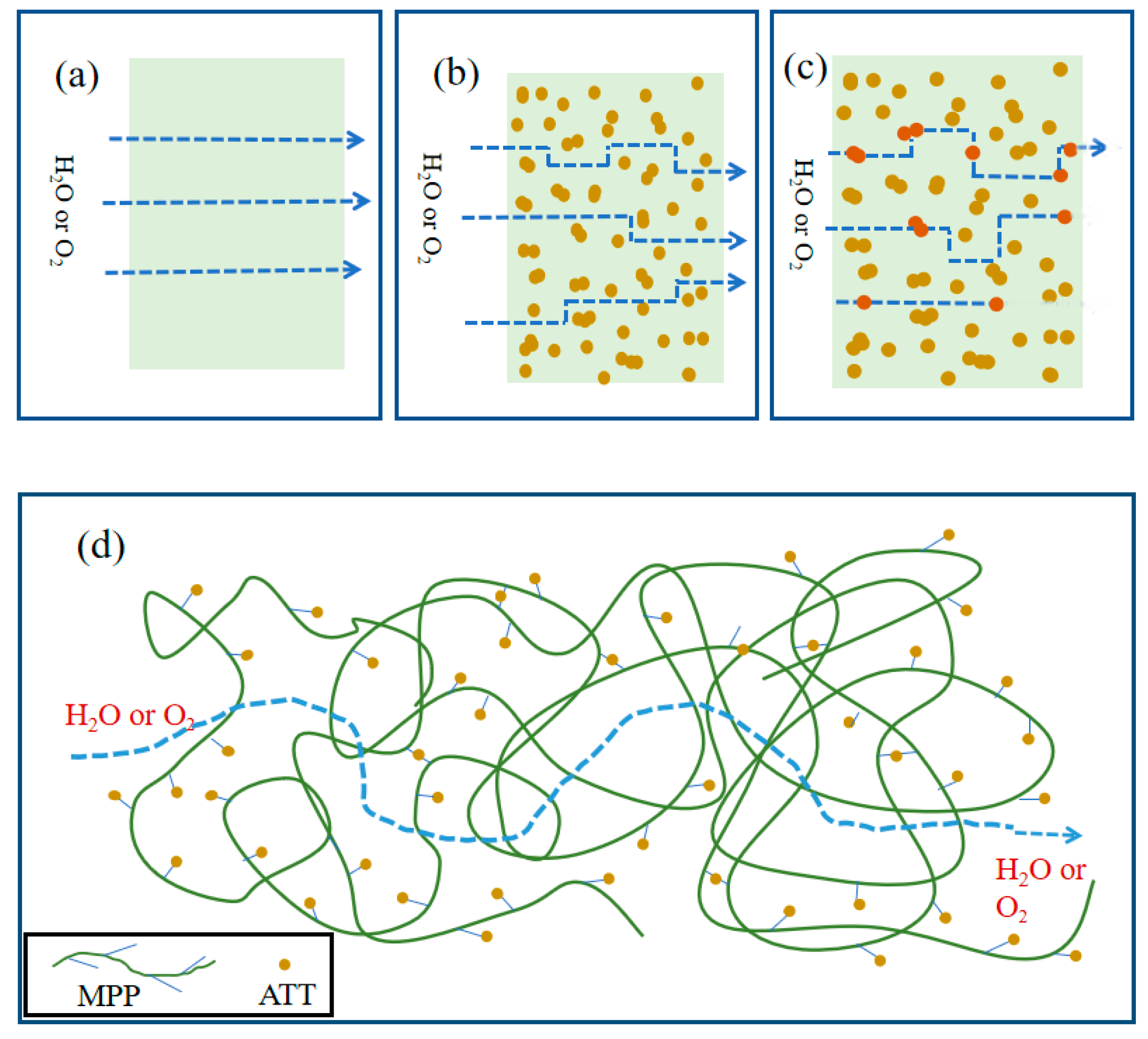
3.8. Analysis of Water Vapor Barrier Properties
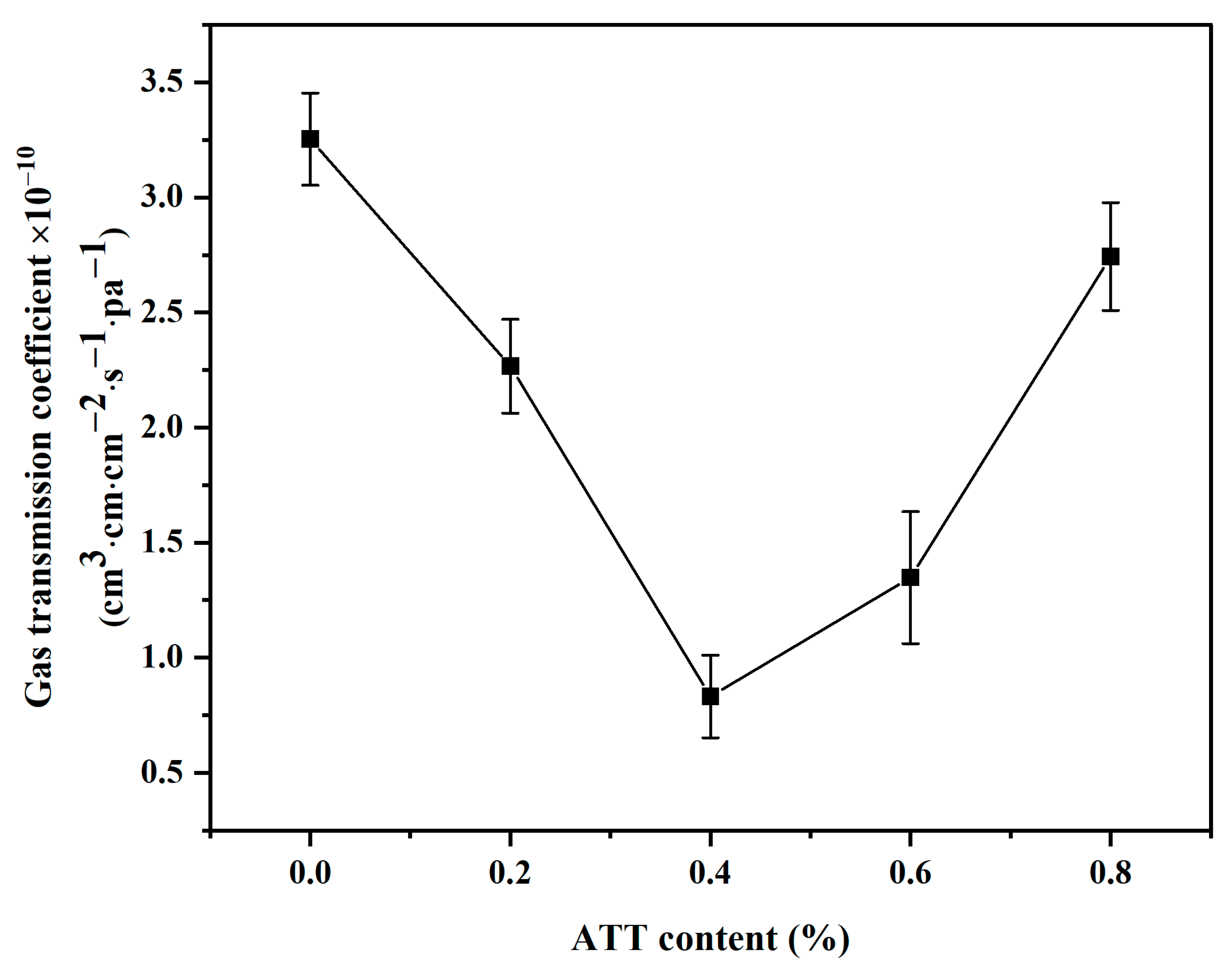
3.9. Analysis of Oxygen Barrier Performance
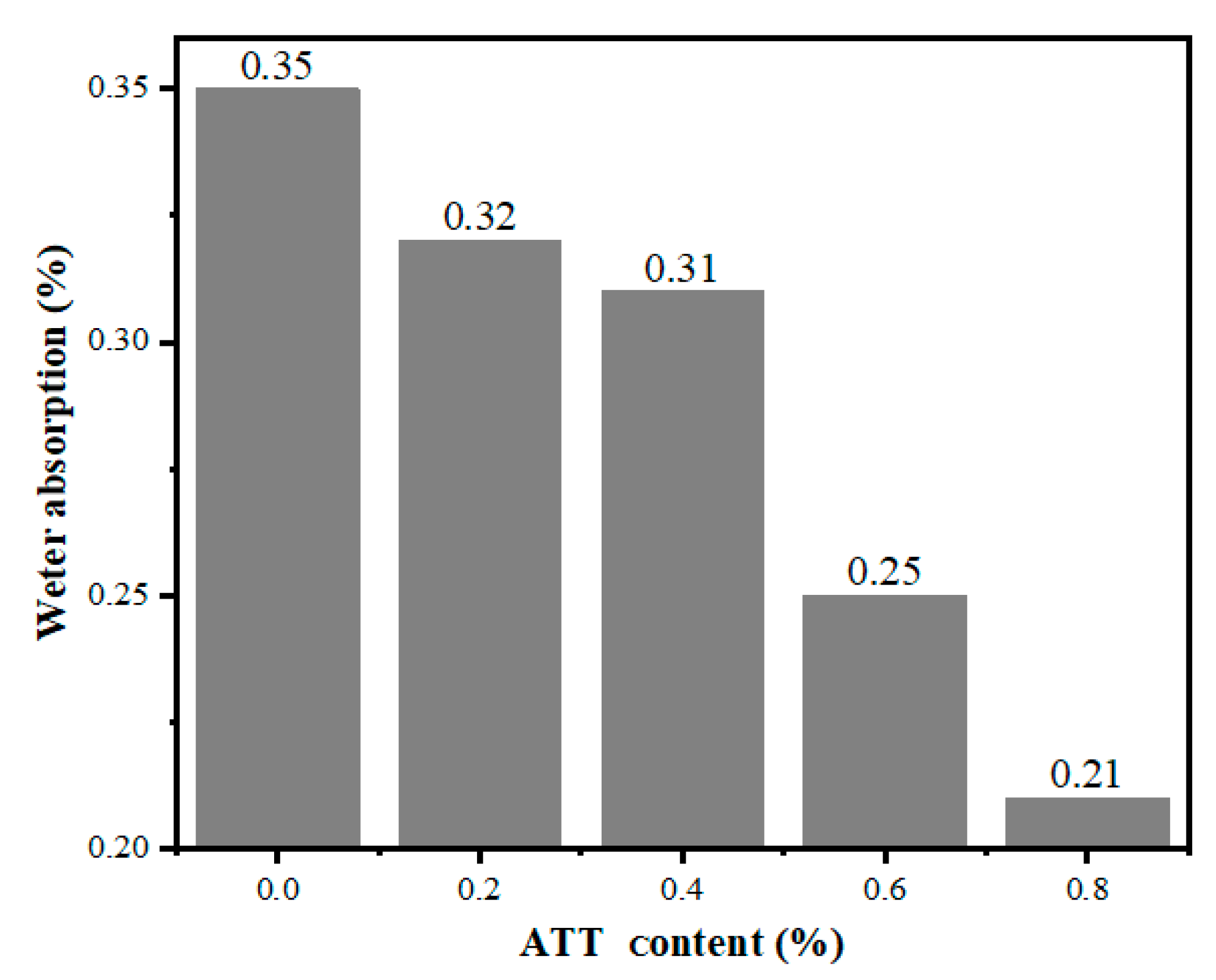
3.10. Water Absorption Analysis
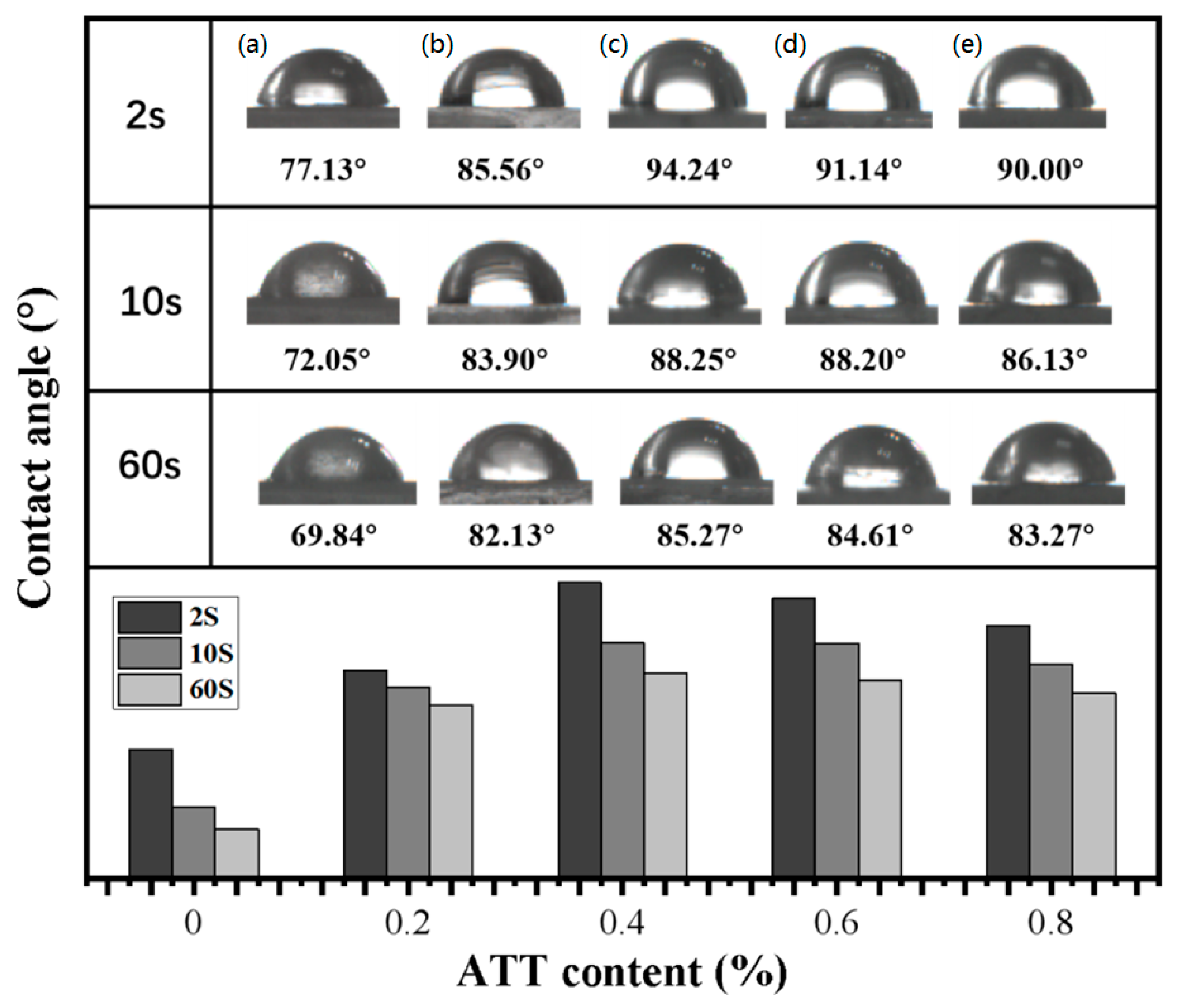
3.11. Contact Angle Data
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J. Multiwalled Carbon Nanotubes Reinforced Polypropylene Composite Material. J. Nanomater. 2017, 2017, 2171356. [Google Scholar] [CrossRef]
- Li, J.; Niu, J.; Wan, C. Comparison of flexural property between high performance polypropylene fiber reinforced lightweight aggregate concrete and steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2017, 157, 729–736. [Google Scholar] [CrossRef]
- Tsou, C.H.; Yao, W.H.; Hung, W.S. Innovative plasma process of grafting methyl diallyl ammonium salt onto polypropylene to impart antibacterial and hydrophilic surface properties. Int. Eng. Chem. Res. 2018, 57, 2537–2545. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Shen, R.F.; Guo, X.J. Bimetallic Ag-Cu nanoparticles anchored on polypropylene (PP) nonwoven fabrics: Superb catalytic efficiency and stability in 4-nitrophenol reduction. Chem. Eng. J. 2021, 408, 128018. [Google Scholar] [CrossRef]
- Das, C.S.; Dey, T.; Dandapat, R. Performance evaluation of polypropylene fibre reinforced recycled aggregate concrete. Constr. Build. Mater. 2018, 189, 649–659. [Google Scholar] [CrossRef]
- Yu, S.; Lee, S.H.; Han, J.A. Insulative ethylene-propylene copolymer-nanostructured polypropylene for high-voltage cable insulation applications. Polymer 2020, 202, 122674. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, D.; Wu, K. Improved dielectric and energy storage properties of polypropylene by adding hybrid fillers and high-speed extrusion. Polymer 2021, 214, 123348. [Google Scholar] [CrossRef]
- Kwon, D.J.; Kim, N.; Jang, Y.J. Investigation of impact resistance performance of carbon fiber reinforced polypropylene composites with different lamination to applicate fender parts. Compos. Part. B Eng. 2021, 215, 108767. [Google Scholar] [CrossRef]
- Delli, E.; Giliopoulos, D.; Bikiaris, D.N. Fibre Length and Loading Impact on the Properties of Glass Fibre Reinforced Polypropylene Random Composites. Commer. Struct. 2021, 263, 113678. [Google Scholar] [CrossRef]
- Fages, E.; Pascual, J.; Fenollar, O.; García-Sanoguera, D.; Balart, R. Study of antibacterial properties of polypropylene filled with surfactant-coated silver nanoparticles. Polym. Eng. Sci. 2011, 51, 804–811. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, Q.; Zhang, W. High thermal insulation and compressive strength polypropylene microcellular foams with honeycomb structure. Polym. Degrad. Stab. 2021, 183, 109406. [Google Scholar] [CrossRef]
- Chen, J.; Yu, Y.; Chen, J. Chemical modification of palygorskite with maleic anhydride modified polypropylene: Mechanical properties, morphology, and crystal structure of palygorskite/polypropylene nanocomposites. Appl. Clay Sci. 2015, 115, 230–237. [Google Scholar] [CrossRef]
- Gao, X.; Mao, L.X.; Jin, R.G.; Zhang, L.Q.; Tian, M. Preparation and characterization of polycarbonate/poly (propylene)/attapulgite ternary nanocomposites with the morphology of encapsulation. Macromol. Mater. Eng. 2005, 290, 899–905. [Google Scholar] [CrossRef]
- Wang, L.; Jing, S. Preparation and properties of polypropylene/org-attapulgite nanocomposites. Polymer 2005, 46, 6243–6249. [Google Scholar] [CrossRef]
- Xia, Y.; Zhu, Y.; Zhou, Y. Improved dispersion of attapulgite in polypropylene by grap oxide and the enhanced mechanical properties. Polym. Compos. 2018, 39, 560–568. [Google Scholar] [CrossRef]
- Wang, L.; Sheng, J. Nonisothermal Crystallization Kinetics of Polypropylene/Attapulgite Nanocomposites. J. Macromol. Sci. Part B 2005, 44, 31–42. [Google Scholar] [CrossRef]
- Tsou, C.H.; Wu, C.S. New composition of maleic-anhydride-grafted poly (lactic acid)/rice husk with methylenediphenyl diisocyanate. Mater. Sci. 2014, 20, 446–451. [Google Scholar] [CrossRef]
- Kobayashi, T.; Muraoka, M.; Goto, M. Main-chain type benzoxazine polymers consisting of polypropylene glycol and phenyleneethynylene units: Spacer effect on curing behavior and thermomechanical properties. Polym. J. 2022, 54, 133–141. [Google Scholar] [CrossRef]
- Tsou, C.H.; Yao, W.H.; Wu, C.S. Preparation and characterization of renewable composites from Polylactide and Rice husk for 3D printing applications. J. Polym. Res. 2019, 26, 227. [Google Scholar] [CrossRef]
- Ma, Z.L.; Tsou, C.H.; Cui, X. Barrier properties of nanocomposites from high-density polyethylene reinforced with natural attapulgite. Curr. Res. Green Sustain. Chem. 2022, 5, 100314. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tsivintzelis, I. Experimental investigation of polypropylene composite drawn fibers with talc, wollastonite, attapulgite and single-wall carbon nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef] [PubMed]
- Tsou, C.H. Characterizing Attapulgite-Reinforced Nanocomposites of Poly(lactic acid). Polym. Sci. Ser. A 2020, 62, 732–743. [Google Scholar] [CrossRef]
- Himma, N.F.; Anisah, S.; Prasetya, N. Advances in preparation, modification, and application of polypropylene membrane. J. Polym. Eng. 2016, 36, 329–362. [Google Scholar] [CrossRef]
- Liu, X.; Wu, Q. PP/clay nanocomposites prepared by grafting-melt intercalation. Polymer 2001, 42, 10013–10019. [Google Scholar] [CrossRef]
- Mabrouk, K.E.; Parent, J.S.; Chaudhary, B.I. Chemical modification of PP architecture: Strategies for introducing long-chain branching. Polymer 2009, 50, 5390–5397. [Google Scholar] [CrossRef]
- Lagendijk, R.P.; Hogt, A.H.; Buijtenhuijs, A. Peroxydicarbonate modification of polypropylene and extensional flow properties. Polymer 2001, 42, 10035–10043. [Google Scholar] [CrossRef]
- Harth, K.; Hibst, H. Surface modification of polypropylene in oxygen and nitrogen plasmas. Surf. Coat. Technol. 1993, 59, 350–355. [Google Scholar] [CrossRef]
- Varga, J.; Tóth, F.S. Filled compounds of the β-modification of polypropylene. Die Angew. Makromol. Chem. Appl. Macromol. Chem. Phys. 1991, 188, 11–25. [Google Scholar] [CrossRef]
- Chen, J.; Chen, J.; Zhu, S. Mechanical properties, morphology, and crystal structure of polypropylene/chemically modified attapulgite nanocomposites. J. Appl. Polym. Sci. 2011, 121, 899–908. [Google Scholar] [CrossRef]
- Chen, X.; Jie, Y.; Guo, S. Effects of magnesium hydroxide and its surface modification on crystallization and rheological behaviors of polypropylene. Polym. Compos. 2010, 30, 941–947. [Google Scholar] [CrossRef]
- Picchioni, F.; Goossens, J.G.P.; Van Duin, M. Solid-State Modification of Polypropylene (PP): Grafting of Styrene on Atactic PP. Macromol. Symp. 2001, 176, 245–264. [Google Scholar] [CrossRef]
- Yan, L.; Yao, Z.; Chen, Z.H. High melt strength polypropylene by ionic modification: Preparation, rheological properties and foaming behaviors. Polymer 2015, 70, 207–214. [Google Scholar] [CrossRef]
- García Martínez, J.M.; Laguna, O.; Collar, E.P. Role of reaction time in batch process modification of atactic polypropylene by maleic anhydride in melt. J. Appl. Polym. Sci. 1997, 65, 1333–1347. [Google Scholar] [CrossRef]
- Lin, C.W.; Lee, W. An investigation on the modification of polypropylene by grafting of maleic anhydride based on the aspect of adhesion. J. Appl. Polym. Sci. 1998, 70, 383–387. [Google Scholar] [CrossRef]
- Rabinovitch, E.B.; Summers, J.W.; Smith, G. Impact modification of polypropylen. J. Vin. Add. Technol. 2003, 9, 90–95. [Google Scholar]
- Liu, Y.; Zhang, S.; Wang, X.; Pan, Y.; Zhang, F.; Huang, J. Mechanical and aging resistance properties of polypropylene (PP) reinforced with nanocellulose/attapulgite composites (NCC/AT). Compos. Interfaces 2020, 27, 73–85. [Google Scholar] [CrossRef]
- Galli, P.; Danesi, S.; Simonazzi, T. Polypropylene based polymer blends: Fields of application and new trends. Polym. Eng. Sci. 1984, 24, 544–554. [Google Scholar] [CrossRef]
- Gahleitner, M.; Tranninger, C.; Doshev, P. Heterophasic copolymers of polypropylene: Development, design principles, and future challenges. J. Appl. Polym. Sci. 2014, 130, 3028–3037. [Google Scholar]
- Hong, C.H.; Lee, Y.B.; Jin, W.B. Preparation and mechanical properties of polypropylene/clay nanocomposites for automotive parts application. J. Appl. Polym. Sci. 2010, 98, 427–433. [Google Scholar] [CrossRef]
- Dixit, S.; Yadav, V.L. Optimization of polyethylene/polypropylene/alkali modified wheat straw composites for packaging application using RSM. J. Clean. Prod. 2019, 240, 118228. [Google Scholar] [CrossRef]
- Tsou, C.H.; Chen, Z.J.; Yuan, S. The preparation and performance of poly (butylene adipate) terephthalate/corn stalk composites. Curr. Res. G Sustain. Chem. 2022, 5, 100329. [Google Scholar] [CrossRef]
- Wen, Y.H.; Tsou, C.H.; De Guzman, M.R. Antibacterial nanocomposite films of poly (vinyl alcohol) modified with zinc oxide-doped multiwalled carbon nanotubes as food packaging. Polym. Bull. 2022, 79, 3847–3866. [Google Scholar] [CrossRef]
- De Guzman, M.R.; Wen, Y.H.; Du, J. Characterization of antibacterial nanocomposites of polyethylene terephthalate filled with nanosilver-doped carbon blac. Polym. Polym. Compos. 2021, 29, 797–806. [Google Scholar] [CrossRef]
- Wu, C.S.; Tsou, C.H. Fabrication, characterization, and application of biocomposites from poly(lactic acid) with renewable rice husk as reinforcement. J. Polym. Res. 2019, 26, 44. [Google Scholar] [CrossRef]
- Bach, A.; Fleischer, H.; Wijayawardena, B. Automation System for the Flexible Sample Preparation for Quantification of Δ9-THC-D3, THC-OH and THC-COOH from Serum, Saliva and Urine. Appl. Sci. 2022, 12, 2838. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, M.; Ying, Z. Polypropylene/montmorillonite composites and their application in hybrid fiber preparation by melt-spinning. J. Appl. Polym. Sci. 2004, 92, 552–558. [Google Scholar] [CrossRef]
- Mustapha, S.; Lease, J.; Eksiler, K. Facile Preparation of Cellulose Fiber Reinforced Polypropylene Using Hybrid Filler Method. Polymers 2022, 14, 1630. [Google Scholar] [CrossRef]
- Tsou, C.H.; Yao, W.H.; Lu, Y.C. Antibacterial property and cytotoxicity of a poly (lactic acid)/nanosilver-doped multiwall carbon nanotube nanocomposite. Polymers 2017, 9, 100. [Google Scholar] [CrossRef]
- Zhao, S.; Qiu, S.; Zheng, Y. Synthesis and characterization of kaolin with polystyrene via in-situ polymerization and their application on polypropylene. Mater. Des. 2011, 32, 957–963. [Google Scholar]
- Tsou, C.H.; Wu, C.S.; Hung, W.S.; De Guzman, M.R.; Gao, C.; Wang, R.Y.; Chen, J.; Wan, N.; Peng, Y.J.; Suen, M.C. Rendering polypropylene biocomposites antibacterial through modification with oyster shell powder. Polymer 2019, 160, 265–271. [Google Scholar] [CrossRef]
- Ma, Z.L.; Tsou, C.H.; Yao, Y.L. Thermal properties and barrier performance of antibacterial high-density polyethylene reinforced with carboxyl graphene-grafted modified high-density polyethylene. Int. Eng. Chem. Res. 2021, 60, 12911–12922. [Google Scholar] [CrossRef]
- Wen, Y.H.; De Guzman, M.R.; Lin, X.; Chen, J.C.; Gao, C.; Wu, C.S.; Wang, Z.H.; Huang, D.; Du, J.; Yu, Y.Q.; et al. Antibacterial nanocomposites of polypropylene modified with silver-decorated multiwalled carbon nanotubes. Nano 2020, 15, 2050112–2050127. [Google Scholar] [CrossRef]
- Guo, J.; Tsou, C.H.; De Guzman, M.R.; Wu, C.S.; Zhang, X.; Chen, Z.; Wen, Y.H.; Yang, T.; Zhuang, Y.J.; Ge, F.; et al. Preparation and characterization of bio-based green renewable composites from poly(lactic acid) reinforced with corn stover. J. Polym. Res. 2021, 28, 422. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Y.-J.; Tsou, C.-H.; Wen, Y.-H.; Wu, C.S.; de Guzman, M.R.; Zeng, C.-Y.; Gao, C.; Zou, J.J.; Zhao, W.-B.; et al. A New Application of Hollow Nanosilica Added to Modified Polypropylene to Prepare Nanocomposite Films. Nano 2021, 16, 2150117. [Google Scholar] [CrossRef]
- Tsou, C.H.; Zhao, L.; Gao, C.; Duan, H.; Lin, X.; Wen, Y.; Du, J.; Lin, S.M.; Suen, M.C.; Yu, Y.; et al. Characterization of network bonding created by intercalated functionalized graphene and polyvinyl alcohol in nanocomposite films for reinforced mechanical properties and barrier performance. Nanotechnology 2020, 31, 385703. [Google Scholar]
- Nomadolo, N.; Dada, O.E.; Swanepoel, A. A Comparative Study on the Aerobic Biodegradation of the Biopolymer Blends of Poly (butylene succinate), Poly (butylene adipate terephthalate) and Poly (lactic acid). Polymers 2022, 14, 1894. [Google Scholar] [CrossRef]
- Tsou, C.H.; Ma, Z.L.; Yang, T. Reinforced distiller’s grains as bio-fillers in environment-friendly poly(ethylene terephthalate) composites. Polym. Bull. 2022, 14, 1894. [Google Scholar] [CrossRef]
- Tan, B.; Thomas, N.L. Tortuosity model to predict the combined effects of crystallinity and nano-sized clay mineral on the water vapour barrier properties of polylactic acid. Appl. Clay Sci. 2017, 141, 46–54. [Google Scholar] [CrossRef]
- Yao, Y.L.; De Guzman, M.R.; Duan, H.; Gao, C.; Lin, X.; Wen, Y.H.; Du, J.; Lin, L.; Chen, C.J.; Wu, S.C.; et al. Infusing high-density polyethylene with graphenezinc oxide to produce antibacterial nanocomposites with improved properties. Chin. J. Polym. Sci. 2020, 38, 898–907. [Google Scholar]
- Guo, J.; Tsou, C.H.; Yu, Y. Conductivity and mechanical properties of carbon black-reinforced poly(lactic acid) (PLA/CB) composites. Iran. Polym. J. 2021, 30, 1251–1262. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | MPP (%) | ATT (%) |
|---|---|---|
| MPP | 100 | 0 |
| MPP99.8ATT0.2 | 99.8 | 0.2 |
| MPP99.6ATT0.4 | 99.6 | 0.4 |
| MPP99.4ATT0.6 | 99.4 | 0.6 |
| MPP99.2ATT0.8 | 99.2 | 0.8 |
| Sample | Unpurified ATT | Purified ATT |
|---|---|---|
| O, wt% | 52.21 | 46.48 |
| C, wt% | 14.25 | 29.09 |
| Si, wt% | 17.95 | 12.23 |
| Mg, wt% | 6.00 | 4.41 |
| Al, wt% | 4.24 | 3.09 |
| Ca, wt% | 1.13 | 0.45 |
| Ti, wt% | 0.29 | 0.21 |
| Sample | Tc (°C) | Tm (°C) | ∆Hm (Jg−1) | Xc (%) |
|---|---|---|---|---|
| MPP | 113.3 | 153.3 | 73.13 | 43.40 |
| MPP99.6ATT0.4 | 112.5 | 152.3 | 75.63 | 45.06 |
| MPP99.2ATT0.8 | 111.4 | 150.3 | 77.37 | 46.29 |
| Standard deviation | 0.78 | 1.25 | 1.74 | 1.18 |
| Sample | Tonset (°C) | Tend (°C) | Td from DTG (°C) |
|---|---|---|---|
| MPP | 390.21 | 477.86 | 465.96 |
| MPP99.8ATT0.2 | 391.53 | 484.51 | 466.91 |
| MPP99.6ATT0.4 | 397.89 | 483.06 | 466.86 |
| MPP99.4ATT0.6 | 407.39 | 484.09 | 464.19 |
| MPP99.2ATT0.8 | 405.85 | 487.63 | 464.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsou, C.-H.; Zeng, R.; Tsou, C.-Y.; Chen, J.-C.; Sun, Y.-L.; Ma, Z.-L.; De Guzman, M.R.; Tu, L.-J.; Tian, X.-Y.; Wu, C.-S. Mechanical, Hydrophobic, and Barrier Properties of Nanocomposites of Modified Polypropylene Reinforced with Low-Content Attapulgite. Polymers 2022, 14, 3696. https://doi.org/10.3390/polym14173696
Tsou C-H, Zeng R, Tsou C-Y, Chen J-C, Sun Y-L, Ma Z-L, De Guzman MR, Tu L-J, Tian X-Y, Wu C-S. Mechanical, Hydrophobic, and Barrier Properties of Nanocomposites of Modified Polypropylene Reinforced with Low-Content Attapulgite. Polymers. 2022; 14(17):3696. https://doi.org/10.3390/polym14173696
Chicago/Turabian StyleTsou, Chi-Hui, Rui Zeng, Chih-Yuan Tsou, Jui-Chin Chen, Ya-Li Sun, Zheng-Lu Ma, Manuel Reyes De Guzman, Lian-Jie Tu, Xin-Yuan Tian, and Chin-San Wu. 2022. "Mechanical, Hydrophobic, and Barrier Properties of Nanocomposites of Modified Polypropylene Reinforced with Low-Content Attapulgite" Polymers 14, no. 17: 3696. https://doi.org/10.3390/polym14173696