

A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Properties of NFRPC, Chemical Properties, Types of NF Used in Sustainable Industrial Applications
2.1. Benefits of NF over Synthetic Fiber Used in Sustainable Industrial Applications
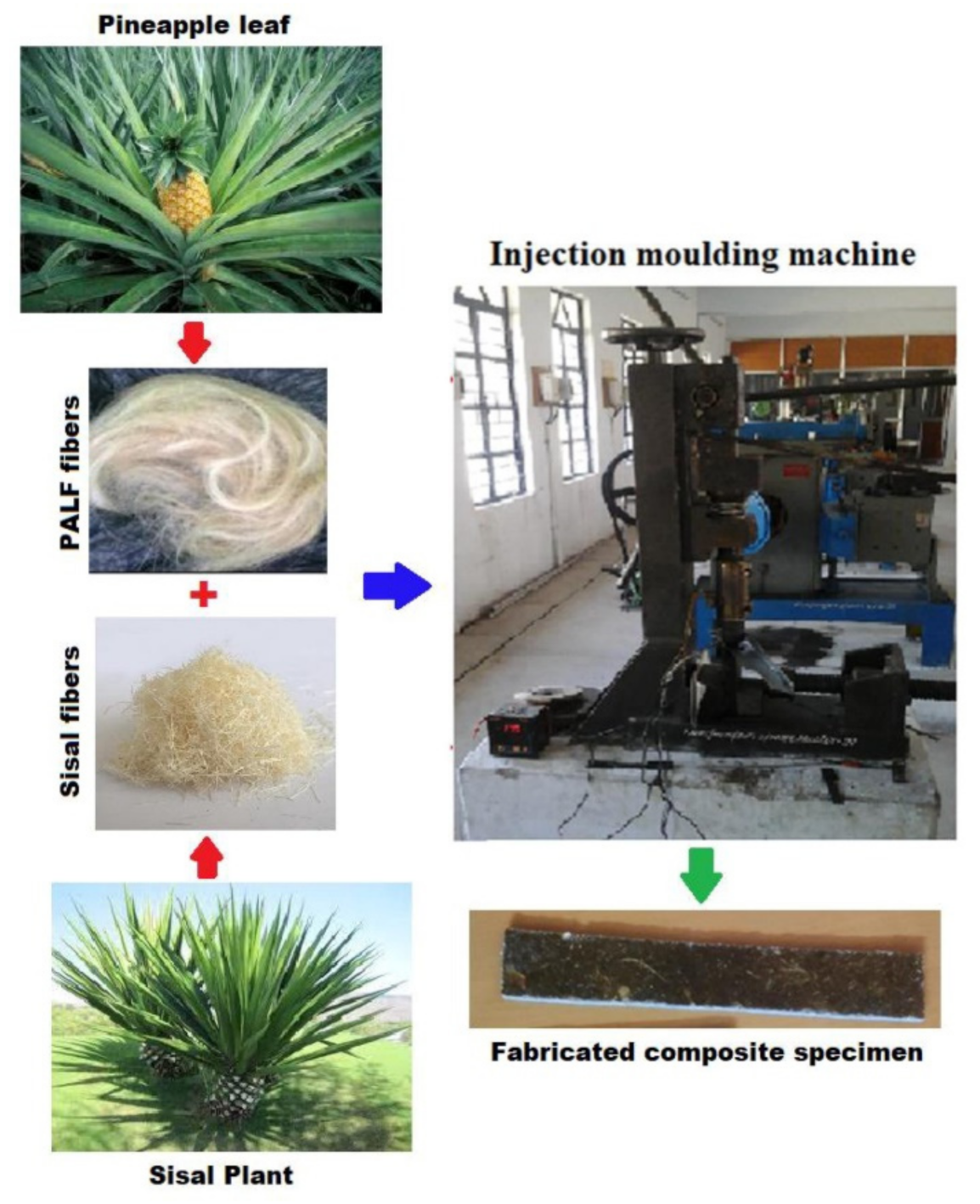
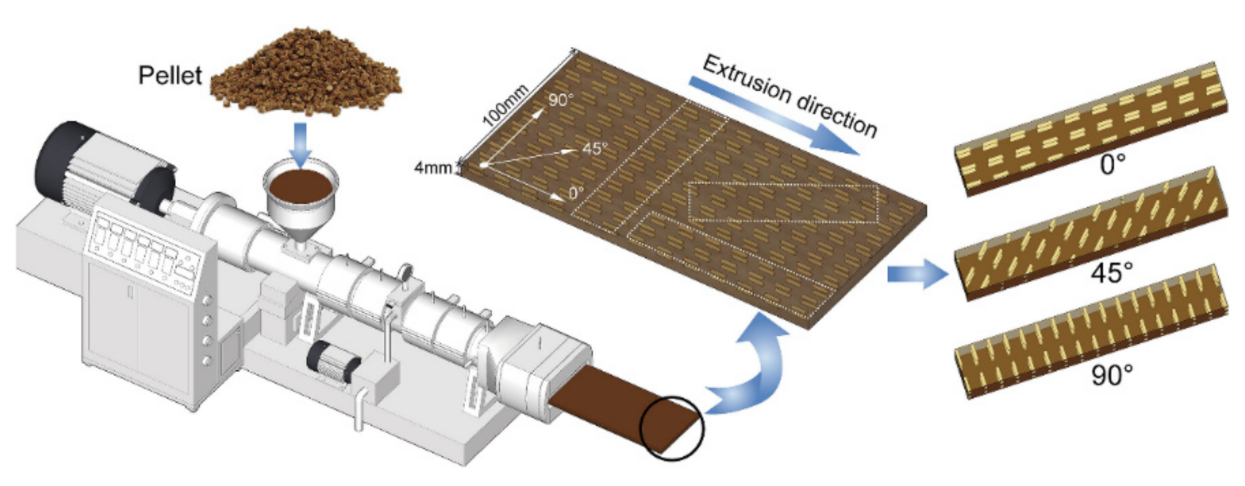
2.2. Fabrication and Technique Process of NFRPC
3. Modifications Treatment on NFRPC
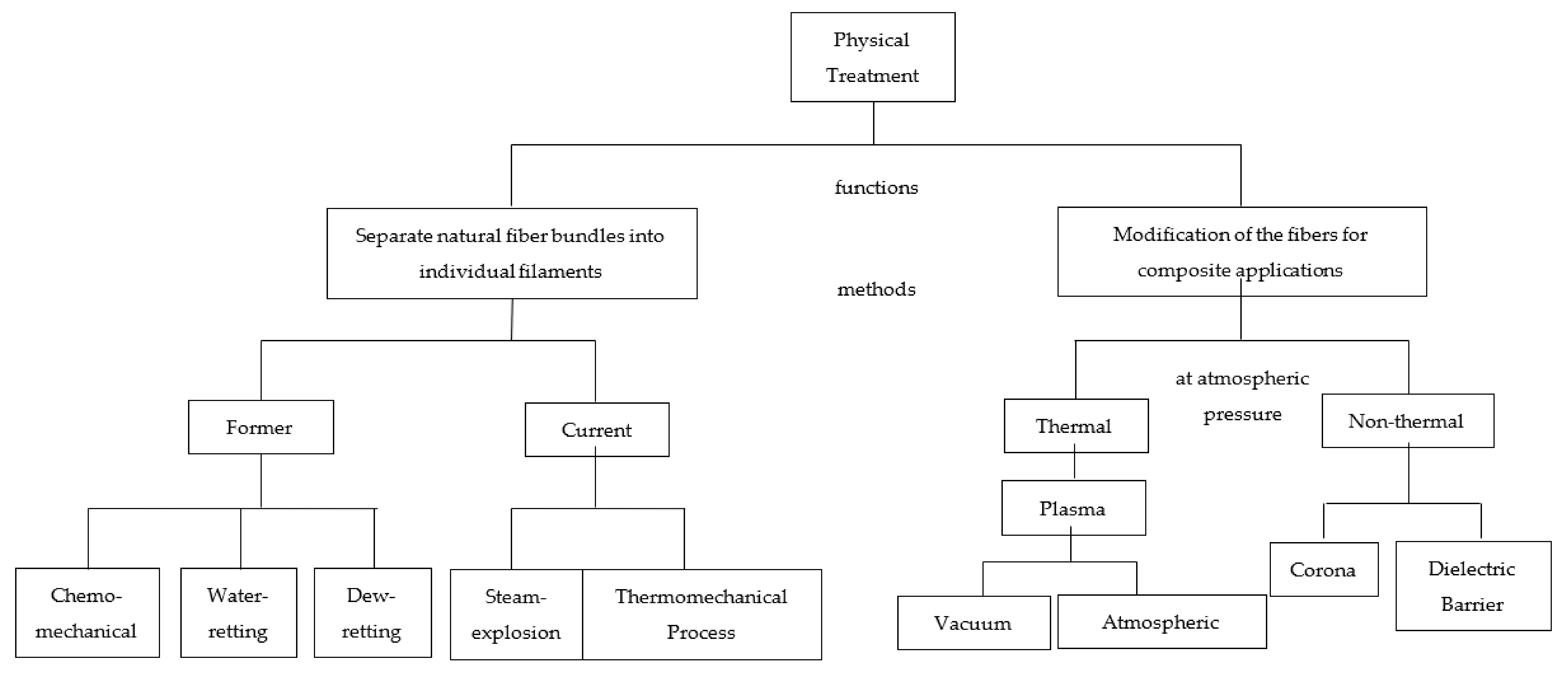
3.1. Physical Treatment—Corona, Plasma, Superheated Steam
3.2. Chemical Treatment
3.3. Mechanism of Fiber Treatment
4. NFRPC for Sustainable Industrial Applications
4.1. Potential of NFRPCs in Industrial Applications
Automotive
4.2. Building and Furniture
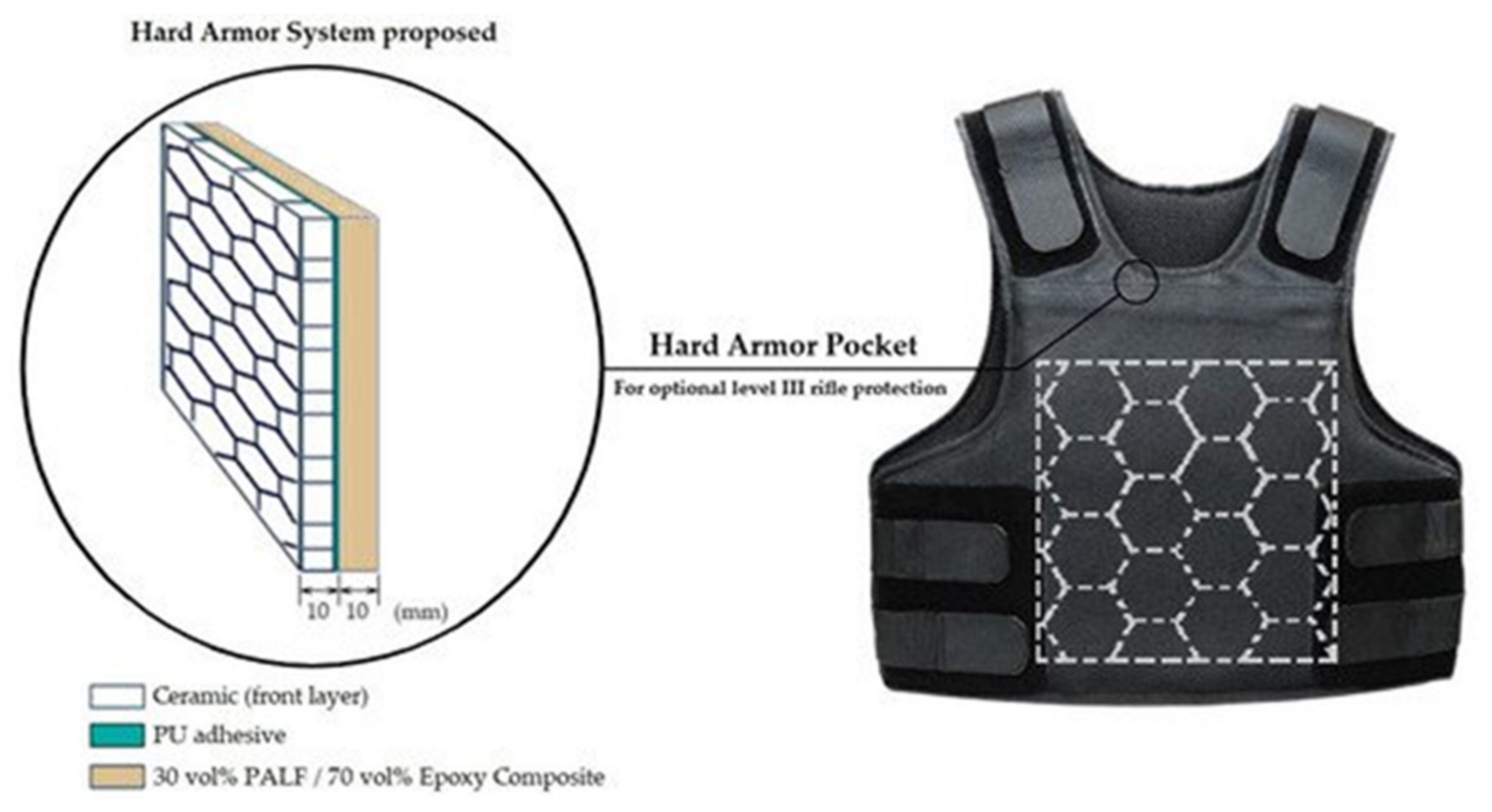
4.3. Military
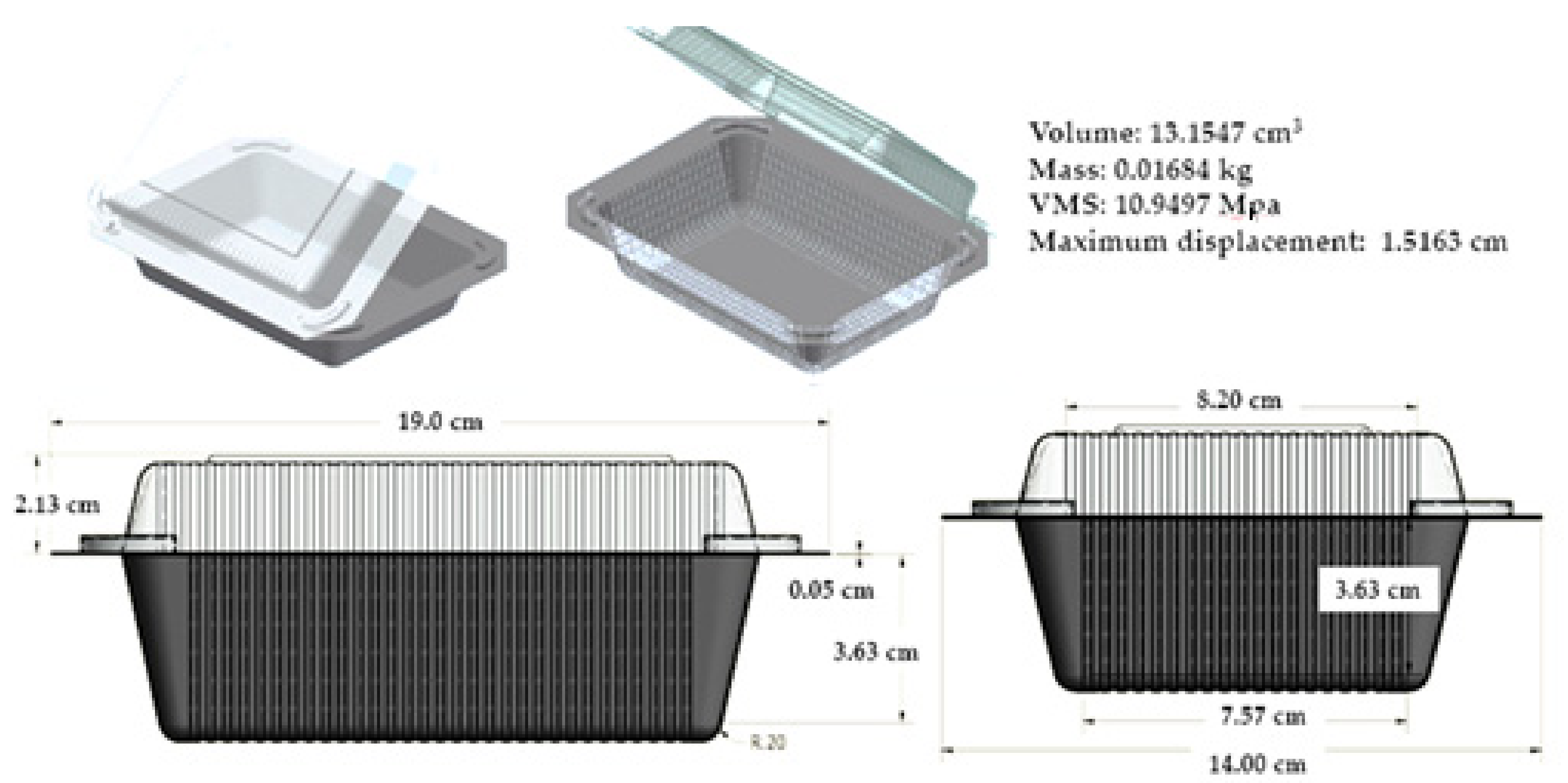
4.4. Packaging
4.5. Sport Equipment
4.6. Medical Application
4.7. Cost Effectiveness of NFRPCs in Sustainable Industrial Applications
4.8. A Roadmap of NFRPC to Moving into Industry 4.0
5. Challenges and Future Perspectives
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kamarudin, S.H.; Rayung, M.; Abu, F.; Ahmad, S.; Fadil, F.; Karim, A.A.; Norizan, M.N.; Sarifuddin, N.; Desa, M.S.Z.M.; Basri, M.S.M.; et al. A Review on Antimicrobial Packaging from Biodegradable Polymer Composites. Polymers 2022, 14, 10174. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Abdullah, N.; Norrrahim, M.N.F.; Kamarudin, S.H.; Ahmad, S.; Shazleen, S.S.; Rayung, M.; Asyraf, M.R.M.; Ilyas, R.A.; Kuzmin, M. Thermogravimetric Analysis (TGA) and Differential Scanning Calorimetry (DSC) of PLA/Cellulose Composites. In Polylactic Acid-Based Nanocellulose and Cellulose Composites; CRC Press: Boca Raton, FL, USA, 2022; pp. 145–164. ISBN 9781003160458. [Google Scholar]
- Kamarudin, S.H.; Abdullah, L.C.; Aung, M.M.; Ratnam, C.T. A study of mechanical and morphological properties of PLA based biocomposites prepared with EJO vegetable oil based plasticiser and kenaf fibres. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368, 85314. [Google Scholar] [CrossRef]
- Mokhothu, T.H.; John, M.J. Review on hygroscopic aging of cellulose fibres and their biocomposites. Carbohydr. Polym. 2015, 131, 337–354. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Norrrahim, M.N.F.; Sabaruddin, F.A.; Shazleen, S.S.; Ilyas, R.A.; Lee, S.H.; Padzil, F.N.M.; Aizat, G.; Aisyah, H.A.; Mohidem, N.A.; et al. Mechanical performance evaluation of bamboo fibre reinforced polymer composites and its applications: A review. Funct. Compos. Struct. 2021, 4, 1–25. [Google Scholar] [CrossRef]
- Espinach, F.X. Advances in natural fibers and polymers. Materials 2021, 14, 2607. [Google Scholar] [CrossRef] [PubMed]
- Bernard, M.; Khalina, A.; Ali, A.; Janius, R.; Faizal, M.; Hasnah, K.S.; Sanuddin, A.B. The effect of processing parameters on the mechanical properties of kenaf fibre plastic composite. Mater. Des. 2011, 32, 1039–1043. [Google Scholar] [CrossRef]
- Kamarudin, S.H.; Abdullah, L.C.; Aung, M.M.; Ratnam, C.T. Mechanical and physical properties of Kenaf-reinforced Poly(lactic acid) plasticized with epoxidized Jatropha Oil. BioResources 2019, 14, 9001–9020. [Google Scholar]
- Kalia, S.; Dufresne, A.; Cherian, B.M.; Kaith, B.S.; Avérous, L.; Njuguna, J.; Nassiopoulos, E. Cellulose-based bio- and nanocomposites: A review. Int. J. Polym. Sci. 2011, 2011, 837875. [Google Scholar] [CrossRef]
- Thakur, V.K. Lignocellulosic Polymer Composites: Processing, Characterization, and Properties, 1st ed.; Thakur, V.K., Ed.; Scrivener Publishing: Beverly, MA, USA, 2015; ISBN 9781118773574. [Google Scholar]
- Najeeb, M.I.; Sultan, M.T.H.; Andou, Y.; Shah, A.U.M.; Eksiler, K.; Jawaid, M.; Ariffin, A.H. Characterization of silane treated Malaysian Yankee Pineapple AC6 leaf fiber (PALF) towards industrial applications. J. Mater. Res. Technol. 2020, 9, 3128–3139. [Google Scholar] [CrossRef]
- Li, Z.; Kobayashi, M. Plantation future of bamboo in China. J. For. Res. 2004, 15, 233–242. [Google Scholar] [CrossRef]
- Buckingham, K.C.; Wu, L.; Lou, Y. Can’t See the (Bamboo) Forest for the Trees: Examining Bamboo’s Fit Within International Forestry Institutions. Ambio 2014, 43, 770–778. [Google Scholar] [CrossRef] [PubMed]
- Chuanraktam, W. Palm oil innovation: Form the food industry to renewable energy sources in Thailand. Eng. Today 2005, 3, 58–63. [Google Scholar]
- Njuguna, J.; Wambua, P.; Pielichowski, K. Cellulose Fibers: Bio- and Nano-Polymer Composites; Springer: London, UK; New York, NY, USA, 2011; ISBN 9783642173707. [Google Scholar]
- Patrício Silva, A.L.; Prata, J.C.; Walker, T.R.; Campos, D.; Duarte, A.C.; Soares, A.M.V.M.; Barcelò, D.; Rocha-Santos, T. Rethinking and optimising plastic waste management under COVID-19 pandemic: Policy solutions based on redesign and reduction of single-use plastics and personal protective equipment. Sci. Total Environ. 2020, 742, 140565. [Google Scholar] [CrossRef] [PubMed]
- Prata, J.C.; Silva, A.L.P.; Walker, T.R.; Duarte, A.C.; Rocha-Santos, T. COVID-19 Pandemic Repercussions on the Use and Management of Plastics. Environ. Sci. Technol. 2020, 54, 7760–7765. [Google Scholar] [CrossRef]
- Sundarraj, A.A.; Ranganathan, T.V. A review on cellulose and its utilization from agro-industrial waste. Drug Invent. Today 2018, 10, 89–94. [Google Scholar]
- Fortea-Verdejo, M.; Bumbaris, E.; Burgstaller, C.; Bismarck, A.; Lee, K.Y. Plant fibre-reinforced polymers: Where do we stand in terms of tensile properties? Int. Mater. Rev. 2017, 62, 441–464. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Mohamad, N.; Abd-Talib, N.; Kelly Yong, T.L. Furfural production from oil palm frond (OPF) under subcritical ethanol conditions. Mater. Today Proc. 2020, 31, 116–121. [Google Scholar] [CrossRef]
- Lee, S.H.; Zaidon, A.; Rasdianah, D.; Lum, W.C.; Aisyah, H.A. Alteration in colour and fungal resistance of thermally treated oil palm trunk and rubberwood particleboard using palm oil. J. Oil. Palm. Res. 2020, 32, 83–89. [Google Scholar] [CrossRef]
- Basri, M.S.M.; Mustapha, F.; Mazlan, N.; Ishak, M.R. Optimization of adhesion strength and microstructure properties by using response surface methodology in enhancing the rice husk ash-based geopolymer composite coating. Polymers 2020, 12, 2709. [Google Scholar] [CrossRef] [PubMed]
- Basri, M.S.M.; Yek, T.H.; Talib, R.A.; Tawakkal, I.S.M.A.; Kamarudin, S.H.; Mazlan, N.; Maidin, N.A.; Rahman, M.H.A. Rice husk ash/silicone rubber-based binary blended geopolymer coating composite: Fire retardant, moisture absorption, optimize composition, and microstructural analysis. Polymers 2021, 13, 985. [Google Scholar] [CrossRef] [PubMed]
- Siakeng, R.; Jawaid, M.; Asim, M.; Saba, N.; Sanjay, M.R.; Siengchin, S.; Fouad, H. Alkali treated coir/pineapple leaf fibres reinforced pla hybrid composites: Evaluation of mechanical, morphological, thermal and physical properties. Express Polym. Lett. 2020, 14, 717–730. [Google Scholar] [CrossRef]
- Siregar, J.P.; Zalinawati, M.; Cionita, T.; Rejab, M.R.M.; Mawarnie, I.; Jaafar, J.; Hamdan, M.H.M. Mechanical properties of hybrid sugar palm/ramie fibre reinforced epoxy composites. Mater. Today Proc. 2021, 46, 1729–1734. [Google Scholar] [CrossRef]
- Jirawattanasomkul, T.; Minakawa, H.; Likitlersuang, S.; Ueda, T.; Dai, J.G.; Wuttiwannasak, N.; Kongwang, N. Use of water hyacinth waste to produce fibre-reinforced polymer composites for concrete confinement: Mechanical performance and environmental assessment. J. Clean. Prod. 2021, 292, 126041. [Google Scholar] [CrossRef]
- Abd El-Baky, M.A.; Megahed, M.; El-Saqqa, H.H.; Alshorbagy, A.E. Mechanical Properties Evaluation of Sugarcane Bagasse-Glass/ Polyester Composites. J. Nat. Fibers 2021, 18, 1163–1180. [Google Scholar] [CrossRef]
- Azmin, S.N.H.M.; Hayat, N.A.B.M.; Nor, M.S.M. Development and characterization of food packaging bioplastic film from cocoa pod husk cellulose incorporated with sugarcane bagasse fibre. J. Bioresour. Bioprod. 2020, 5, 248–255. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Siengchin, S. Exploring the applicability of natural fibers for the development of biocomposites. Express Polym. Lett. 2021, 15, 193. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Alpár, T. Potential natural fiber polymeric nanobiocomposites: A review. Polymers 2020, 12, 1072. [Google Scholar] [CrossRef]
- Kochova, K.; Gauvin, F.; Schollbach, K.; Brouwers, H.J.H. Using alternative waste coir fibres as a reinforcement in cement-fibre composites. Constr. Build. Mater. 2020, 231, 117121. [Google Scholar] [CrossRef]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Preparation and characterization of cornhusk/sugar palm fiber reinforced Cornstarch-based hybrid composites. J. Mater. Res. Technol. 2020, 9, 200–211. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Voorwald, H.J.C.; Cioffi, M.O.H.; da Silva, M.L.C.P.; Luz, S.M. Preparation and properties of HDPE/sugarcane bagasse cellulose composites obtained for thermokinetic mixer. Carbohydr. Polym. 2009, 75, 317–321. [Google Scholar] [CrossRef]
- Yan, L.G.; Xi, J. Micro-mechanism analysis of ultrahigh pressure extraction from green tea leaves by numerical simulation. Sep. Purif. Technol. 2017, 180, 51–57. [Google Scholar] [CrossRef]
- Chen, F.; Sawada, D.; Hummel, M.; Sixta, H.; Budtova, T. Unidirectional all-cellulose composites from flax via controlled impregnation with ionic liquid. Polymers 2020, 12, 10. [Google Scholar] [CrossRef] [PubMed]
- Khan, A.; Raghunathan, V.; Singaravelu, D.L.; Sanjay, M.R.; Siengchin, S.; Jawaid, M.; Alamry, K.A.; Asiri, A.M. Extraction and Characterization of Cellulose Fibers from the Stem of Momordica Charantia. J. Nat. Fibers 2020, 19, 2232–2242. [Google Scholar] [CrossRef]
- Selver, E.; Ucar, N.; Gulmez, T. Effect of stacking sequence on tensile, flexural and thermomechanical properties of hybrid flax/glass and jute/glass thermoset composites. J. Ind. Text. 2017, 48, 494–520. [Google Scholar] [CrossRef]
- Guo, A.; Sun, Z.; Satyavolu, J. Experimental and finite element analysis on flexural behavior of mortar beams with chemically modified kenaf fibers. Constr. Build. Mater. 2021, 292, 123449. [Google Scholar] [CrossRef]
- Dittenber, D.B.; Gangarao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Rehman, M.; Gang, D.; Liu, Q.; Chen, Y.; Wang, B.; Peng, D.; Liu, L. Ramie, a multipurpose crop: Potential applications, constraints and improvement strategies. Ind. Crops Prod. 2019, 137, 300–307. [Google Scholar] [CrossRef]
- Abebayehu, S.G.; Engida, A.M. Preparation of Biocomposite Material with Superhydrophobic Surface by Reinforcing Waste Polypropylene with Sisal (Agave sisalana) Fibers. Int. J. Polym. Sci. 2021, 2021, 6642112. [Google Scholar] [CrossRef]
- Braga, R.M.; Queiroga, T.S.; Calixto, G.Q.; Almeida, H.N.; Melo, D.M.A.; Melo, M.A.F.; Freitas, J.C.O.; Curbelo, F.D.S. The energetic characterization of pineapple crown leaves. Environ. Sci. Pollut. Res. 2015, 22, 18987–18993. [Google Scholar] [CrossRef]
- Miranda, R.D.C.M.; Vilanova, J.; Fernando, L.; Ferreira, R.; Alves, W.; Júnior, G.; Soares, C.; Gomes, E.D.B. Pineapple crown deligni fi cation using low-cost ionic liquid based on ethanolamine and organic acids. Carbohydr. Polym. 2019, 206, 302–308. [Google Scholar] [CrossRef] [PubMed]
- Rizwan, M.; Gilani, S.R.; Durrani, A.I.; Naseem, S. Cellulose extraction of Alstonia scholaris: A comparative study on efficiency of different bleaching reagents for its isolation and characterization. Int. J. Biol. Macromol. 2021, 191, 964–972. [Google Scholar] [CrossRef] [PubMed]
- Al-Oqla, F.M.; Sapuan, S.M. Natural fiber reinforced polymer composites in industrial applications: Feasibility of date palm fibers for sustainable automotive industry. J. Clean. Prod. 2014, 66, 347–354. [Google Scholar] [CrossRef]
- Dai, D.; Fan, M. Wood Fibres as Reinforcements in Natural Fibre Composites: Structure, Properties, Processing and Applications; Woodhead Publishing Limited: Cambridge, UK, 2014; ISBN 9780857095244. [Google Scholar]
- Hänninen, T.; Thygesen, A.; Mehmood, S.; Madsen, B.; Hughes, M. Mechanical processing of bast fibres: The occurrence of damage and its effect on fibre structure. Ind. Crops Prod. 2012, 39, 7–11. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K. Processing and characterization of natural cellulose fibers/thermoset polymer composites. Carbohydr. Polym. 2014, 109, 102–117. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Compos. Sci. Technol. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Jayamani, E.; Hamdan, S.; Rahman, M.R.; Bakri, M.K. Bin Investigation of fiber surface treatment on mechanical, acoustical and thermal properties of betelnut fiber polyester composites. Procedia Eng. 2014, 97, 545–554. [Google Scholar] [CrossRef]
- Pan, Y.; Zhong, Z. A micromechanical model for the mechanical degradation of natural fiber reinforced composites induced by moisture absorption. Mech. Mater. 2015, 85, 7–15. [Google Scholar] [CrossRef]
- Ren, B.; Mizue, T.; Goda, K.; Noda, J. Effects of fluctuation of fibre orientation on tensile properties of flax sliver-reinforced green composites. Compos. Struct. 2012, 94, 3457–3464. [Google Scholar] [CrossRef]
- Ramesh, M.; Sri Ananda Atreya, T.; Aswin, U.S.; Eashwar, H.; Deepa, C. Processing and mechanical property evaluation of banana fiber reinforced polymer composites. Procedia Eng. 2014, 97, 563–572. [Google Scholar] [CrossRef]
- Boopathi, L.; Sampath, P.S.; Mylsamy, K. Investigation of physical, chemical and mechanical properties of raw and alkali treated Borassus fruit fiber. Compos. Part B Eng. 2012, 43, 3044–3052. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical Composition of Natural Fibers and its Influence on their Mechanical Properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Sen, T.; Reddy, H.N.J. Various Industrial Applications of Hemp, Kinaf, Flax and Ramie Natural Fibres. Int. J. Innov. Manag. Technol. 2011, 2, 192–198. [Google Scholar]
- Marrot, L.; Lefeuvre, A.; Pontoire, B.; Bourmaud, A.; Baley, C. Analysis of the hemp fiber mechanical properties and their scattering (Fedora 17). Ind. Crops Prod. 2013, 51, 317–327. [Google Scholar] [CrossRef]
- Udoeyo, F.F.; Adetifa, A. Characteristics of Kenaf Fiber-Reinforced Mortar Composites. Int. J. Res. Rev. Appl. Sci. 2012, 12, 18–26. [Google Scholar]
- Nabi Saheb, D.; Jog, J.P. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Mahjoub, R.; Bin Mohamad Yatim, J.; Mohd Sam, A.R. A review of structural performance of oil palm empty fruit bunch fiber in polymer composites. Adv. Mater. Sci. Eng. 2013, 2013, 415359. [Google Scholar] [CrossRef]
- Vijaya Ramnath, B.; Manickavasagam, V.M.; Elanchezhian, C.; Vinodh Krishna, C.; Karthik, S.; Saravanan, K. Determination of mechanical properties of intra-layer abaca-jute-glass fiber reinforced composite. Mater. Des. 2014, 60, 643–652. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y. Review of the history, properties and application of plant fibres. Afr. J. Sci. Technol. 2006, 7, 120–133. [Google Scholar]
- Hossain, M.K.; Karim, M.R.; Chowdhury, M.R.; Imam, M.A.; Hosur, M.; Jeelani, S.; Farag, R. Comparative mechanical and thermal study of chemically treated and untreated single sugarcane fiber bundle. Ind. Crops Prod. 2014, 58, 78–90. [Google Scholar] [CrossRef]
- Harish, S.; Michael, D.P.; Bensely, A.; Lal, D.M.; Rajadurai, A. Mechanical property evaluation of natural fiber coir composite. Mater. Charact. 2009, 60, 44–49. [Google Scholar] [CrossRef]
- Pothan, L.A.; Thomas, S.; Groeninckx, G. The role of fibre/matrix interactions on the dynamic mechanical properties of chemically modified banana fibre/polyester composites. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1260–1269. [Google Scholar] [CrossRef]
- Hassanzadeh, S.; Hasani, H. A review on milkweed fiber properties as a high-potential raw material in textile applications. J. Ind. Text. 2015, 46, 1412–1436. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Han, J.; Lu, K.; Yue, Y.; Mei, C.; Huang, C.; Wu, Q.; Xu, X. Nanocellulose-templated assembly of polyaniline in natural rubber-based hybrid elastomers toward flexible electronic conductors. Ind. Crops Prod. 2019, 128, 94–107. [Google Scholar] [CrossRef]
- Pervaiz, M.; Sain, M.M. Carbon storage potential in natural fiber composites. Resour. Conserv. Recycl. 2003, 39, 325–340. [Google Scholar] [CrossRef]
- De Queiroz, H.F.M.; Banea, M.D.; Cavalcanti, D.K.K. Adhesively bonded joints of jute, glass and hybrid jute/glass fibre-reinforced polymer composites for automotive industry. Appl. Adhes. Sci. 2021, 9, 2. [Google Scholar] [CrossRef]
- Getu, D.; Nallamothu, R.B.; Masresha, M.; Nallamothu, S.K.; Nallamothu, A.K. Production and characterization of bamboo and sisal fiber reinforced hybrid composite for interior automotive body application. Mater. Today Proc. 2020, 38, 2853–2860. [Google Scholar] [CrossRef]
- Thomason, J.L.; Rudeiros-Fernández, J.L. Thermal degradation behaviour of natural fibres at thermoplastic composite processing temperatures. Polym. Degrad. Stab. 2021, 188, 109594. [Google Scholar] [CrossRef]
- Basri, M.S.M.; Mazlan, N.; Mustapha, F.; Ishak, M.R. Correlation between Compressive Strength and Fire Resistant Performance of Rice Husk Ash-Based Geopolymer Binder for Panel Applications. MATEC Web Conf. 2017, 97, 1025. [Google Scholar] [CrossRef]
- Nadlene, R.; Sapuan, S.; Jawaid, M.; Ishak, M.; Yusriah, L. The Effects of Chemical Treatment on the Structural and Thermal, Physical, and Mechanical and Morphological Properties of Roselle Fiber-Reinforced Vinyl Ester Composites. Polym. Compos. 2016, 39, 274–287. [Google Scholar] [CrossRef]
- Srinivasan, T.; Suresh, G.; Santhoshpriya, K.; Chidambaram, C.T.; Vijayakumar, K.R.; Munaf, A.A. Experimental analysis on mechanical properties of banana fibre/epoxy (particulate) reinforced composite. Mater. Today Proc. 2021, 45, 1285–1289. [Google Scholar] [CrossRef]
- Moustafa, H.; Youssef, A.M.; Darwish, N.A.; Abou-Kandil, A.I. Eco-friendly polymer composites for green packaging: Future vision and challenges. Compos. Part B Eng. 2019, 172, 16–25. [Google Scholar] [CrossRef]
- Rana, A.K.; Potluri, P.; Thakur, V.K. Cellulosic Grewia Optiva fibres: Towards chemistry, surface engineering and sustainable materials. J. Environ. Chem. Eng. 2021, 9, 106059. [Google Scholar] [CrossRef]
- Boland, C.S.; De Kleine, R.; Keoleian, G.A.; Lee, E.C.; Kim, H.C.; Wallington, T.J. Life Cycle Impacts of Natural Fiber Composites for Automotive Applications: Effects of Renewable Energy Content and Lightweighting. J. Ind. Ecol. 2016, 20, 179–189. [Google Scholar] [CrossRef]
- Duflou, J.R.; Deng, Y.; Van Acker, K.; Dewulf, W. Do fiber-reinforced polymer composites provide environmentally benign alternatives? A life-cycle-assessment-based study. MRS Bull. 2012, 37, 374–382. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]
- Sarikaya, E.; Çallioğlu, H.; Demirel, H. Production of epoxy composites reinforced by different natural fibers and their mechanical properties. Compos. Part B Eng. 2019, 167, 461–466. [Google Scholar] [CrossRef]
- Obada, D.O.; Kuburi, L.S.; Dauda, M.; Umaru, S.; Dodoo-Arhin, D.; Balogun, M.B.; Iliyasu, I.; Iorpenda, M.J. Effect of variation in frequencies on the viscoelastic properties of coir and coconut husk powder reinforced polymer composites. J. King Saud Univ.—Eng. Sci. 2020, 32, 148–157. [Google Scholar] [CrossRef]
- Zhao, H.; Miao, Q.; Huang, L.; Zhou, X.; Chen, L. Preparation of long bamboo fiber and its reinforced polypropylene membrane composites. J. For. Eng. 2021, 6, 96–103. [Google Scholar] [CrossRef]
- Chen, L.; Cao, S.; Huang, L.; Wu, H.; Hu, H.; Liu, K.; Lin, S. Development of bamboo cellulose preparation and its functionalization. J. For. Eng. 2021, 1633, 461636. [Google Scholar]
- Chunhui, M.; Jinde, S.; Wei, L.; Sha, L.; Shouxin, L. Processing and valorization of cellulose, lignin and lignocellulose using ionic liquids. J. For. Eng. 2021, 6, 14–26. [Google Scholar] [CrossRef]
- Anilkumar, S.; Arumugam, K.; Mutyala, V.R.; Ram, K.K.; Kumar, T.S.K. Investigation on mechanical properties of natural fiber-polymer composite materials. Mater. Today Proc. 2021, 45, 6149–6153. [Google Scholar] [CrossRef]
- Sathees Kumar, S.; Muthalagu, R.; Nithin Chakravarthy, C.H. Effects of fiber loading on mechanical characterization of pineapple leaf and sisal fibers reinforced polyester composites for various applications. Mater. Today Proc. 2021, 44, 546–553. [Google Scholar] [CrossRef]
- Hao, X.; Zhou, H.; Mu, B.; Chen, L.; Guo, Q.; Yi, X.; Sun, L.; Wang, Q.; Ou, R. Effects of fiber geometry and orientation distribution on the anisotropy of mechanical properties, creep behavior, and thermal expansion of natural fiber/HDPE composites. Compos. Part B Eng. 2020, 185, 107778. [Google Scholar] [CrossRef]
- Oyeoka, H.C.; Ewulonu, C.M.; Nwuzor, I.C.; Obele, C.M.; Nwabanne, J.T. Packaging and degradability properties of polyvinyl alcohol/gelatin nanocomposite films filled water hyacinth cellulose nanocrystals. J. Bioresour. Bioprod. 2021, 6, 168–185. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Fangueiro, R. Physical modification of natural fibers and thermoplastic films for composites—A review. J. Thermoplast. Compos. Mater. 2009, 22, 135–162. [Google Scholar] [CrossRef]
- Zafeiropoulos, N.E. Engineering the fibre-matrix interface in natural-fibre composites. Prop. Perform. Nat. Compos. 2008, 2008, 127–162. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sulong, A.B.; Radzi, M.K.F.; Ismail, N.F.; Raza, M.R.; Muhamad, N.; Khan, M.A. Influence of alkaline treatment and fiber loading on the physical and mechanical properties of kenaf/polypropylene composites for variety of applications. Prog. Nat. Sci. Mater. Int. 2016, 26, 657–664. [Google Scholar] [CrossRef]
- Reddy, K.O.; Maheswari, C.U.; Shukla, M.; Rajulu, A.V. Chemical composition and structural characterization of Napier grass fibers. Mater. Lett. 2012, 67, 35–38. [Google Scholar] [CrossRef]
- Saravana, A.; Senthilkumar, A.; Saravanakumar, S.S.; Loganathan, L.; Rajan, B.M.C.; Saravana, A.; Senthilkumar, A.; Saravanakumar, S.S. Mechanical Properties of Alkali-Treated Carica Papaya Fiber-Reinforced Epoxy Composites Mechanical Properties of Alkali-Treated Carica Papaya Fiber- Reinforced Epoxy Composites. J. Nat. Fibers 2020, 19, 269–279. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Ishak, M.R.; Sapuan, S.M. Effect of Alkali and Silane Treatments on Mechanical and Interfacial Bonding Strength of Sugar Palm Fibers with Thermoplastic Polyurethane. J. Nat. Fibers 2018, 15, 251–261. [Google Scholar] [CrossRef]
- Oladele, I.O.; Michael, O.S.; Adediran, A.A.; Balogun, O.P.; Ajagbe, F.O. Acetylation treatment for the batch processing of natural fibers: Effects on constituents, tensile properties and surface morphology of selected plant stem fibers. Fibers 2020, 8, 73. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, J.; Zeng, W.; Huang, Y.; Yang, X. Properties of dietary fiber from citrus obtained through alkaline hydrogen peroxide treatment and homogenization treatment. Food Chem. 2020, 311, 125873. [Google Scholar] [CrossRef]
- Sreekumar, P.A.; Saiah, R.; Saiter, J.M.; Leblanc, N.; Joseph, K.; Unnikrishnan, G.; Thomas, S. Effect of chemical treatment on dynamic mechanical properties of sisal fiber-reinforced polyester composites fabricated by resin transfer molding. Compos. Interfaces 2008, 15, 263–279. [Google Scholar] [CrossRef]
- Latiff, A.S.M.; Ishak, M.R.; Mazlan, N.; Ya’acob, A.M. Mechanical Properties of Benzoylation Treated Sugar Palm Fiber and Its Composite. Int. J. Recent Technol. Eng. 2020, 8, 4248–4252. [Google Scholar] [CrossRef]
- Li, X.; Panigrahi, S. Flax fiber-reinforced composites and the effect of chemical treatments on their properties. Appl. Eng. Agric 2004, 25, 1–11. [Google Scholar]
- Mohanty, S.; Nayak, S.K.; Verma, S.K.; Tripathy, S.S. Effect of MAPP as a Coupling Agent on the Performance of Jute-PP Composites. J. Reinf. Plast. Compos. 2004, 23, 625–637. [Google Scholar] [CrossRef]
- Joseph, K.; Thomas, S.; Pavithran, C. Effect of chemical treatment on the tensile properties of short sisal fibre-reinforced polyethylene composites. Polymer 1996, 37, 5139–5149. [Google Scholar] [CrossRef]
- George, J.; Janardhan, R.; Anand, J.S.; Bhagawan, S.S.; Thomas, S. Melt rheological behaviour of short pineapple fibre reinforced low density polyethylene composites. Polymer 1996, 37, 5421–5431. [Google Scholar] [CrossRef]
- Shamshina, J.L.; Zavgorodnya, O.; Berton, P.; Chhotaray, P.K.; Choudhary, H.; Rogers, R.D. Ionic Liquid Platform for Spinning Composite Chitin-Poly(lactic acid) Fibers. ACS Sustain. Chem. Eng. 2018, 6, 10241–10251. [Google Scholar] [CrossRef]
- Yao, F.; Wu, Q.; Lei, Y.; Guo, W.; Xu, Y. Thermal decomposition kinetics of natural fibers: Activation energy with dynamic thermogravimetric analysis. Polym. Degrad. Stab. 2008, 93, 90–98. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef]
- Fogorasi, M.S.; Barbu, I. The potential of natural fibres for automotive sector—Review. Proc. IOP Conf. Ser. Mater. Sci. Eng. 2017, 252, 012044. [Google Scholar]
- Suriani, M.J.; Zainudin, H.A.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M.; Ruzaidi, C.M.; Mustapha, R. Kenaf fiber/pet yarn reinforced epoxy hybrid polymer composites: Morphological, tensile, and flammability properties. Polymers 2021, 13, 1532. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Ashraf, M.A.; Zwawi, M.; Mehran, M.T.; Kanthasamy, R.; Bahadar, A. Jute based bio and hybrid composites and their applications. Fibers 2019, 7, 77. [Google Scholar] [CrossRef] [Green Version]
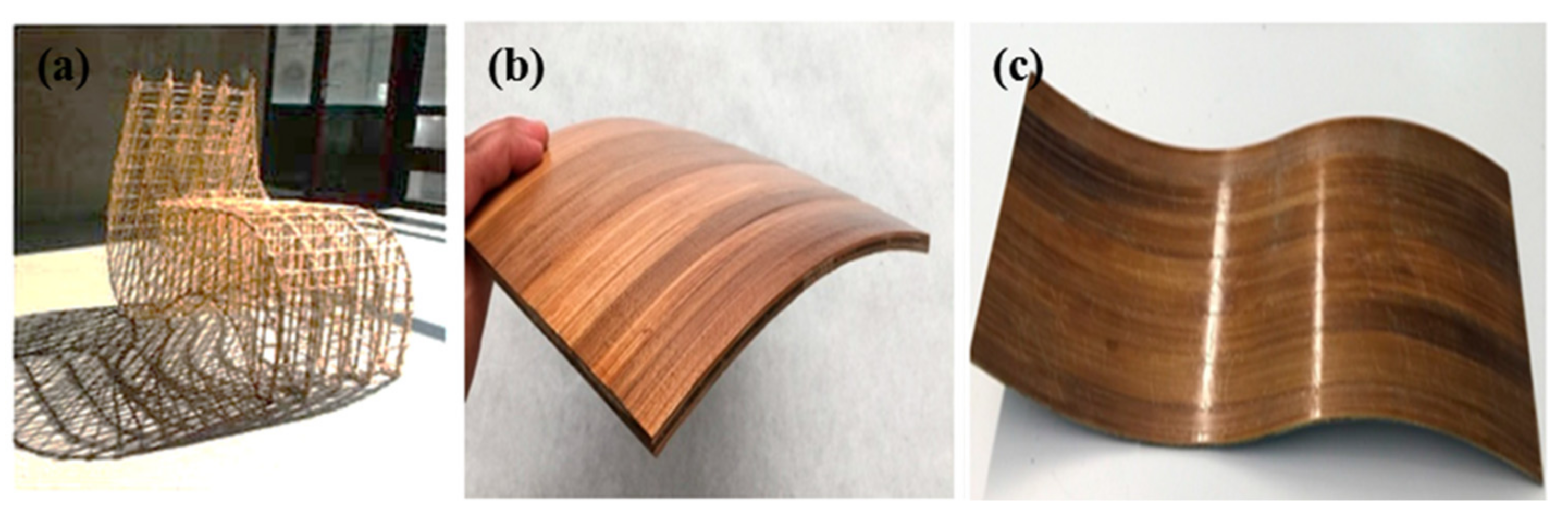
- Dahy, H. Natural fibre-reinforced polymer composites (NFRP) fabricated from lignocellulosic fibres for future sustainable architectural applications, case studies: Segmented-shell construction, acoustic panels, and furniture. Sensors 2019, 19, 738. [Google Scholar] [CrossRef]
- Morales, A.P.; Güemes, A.; Fernandez-Lopez, A.; Valero, V.C.; de La Rosa Llano, S. Bamboo-polylactic acid (PLA) composite material for structural applications. Materials 2017, 10, 1286. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H. Selection of Natural Fiber for Hybrid Kevlar / Natural Fiber Reinforced Polymer Composites for Personal Body Armor by Using Analytical Hierarchy Process. Front. Mater. 2018, 5, 52. [Google Scholar] [CrossRef]
- Naveen, J.; Jayakrishna, K.; Thariq, M.; Hameed, B. Ballistic Performance of Natural Fiber Based Soft and Hard Body Armour- A Mini Review. Front. Mater. 2020, 7, 608139. [Google Scholar] [CrossRef]
- Fabio, L.; Nascimento, C.; Henrique, L.; Louro, L.; Neves, S.; Vieira, A. Ballistic Performance of Mallow and Jute Natural Fabrics Reinforced Epoxy Composites in Multilayered Armor. Mater. Res. 2017, 20, 399–403. [Google Scholar]
- Santos, F.; Garcia, C.; Oliveira, M.S.; Fabio, L.; Nascimento, C.; Monteiro, S.N. Composites with Natural Fibers and Conventional Materials Applied in a Hard Armor : A Comparison. Polymers 2020, 12, 1920. [Google Scholar]
- Jambari, S.; Yahya, M.Y.; Abdullah, M.R.; Jawaid, M. Woven Kenaf/Kevlar Hybrid Yarn as Potential Fiber Reinforced for Anti-Ballistic Composite Material. Fibers Polym. 2017, 18, 563–568. [Google Scholar] [CrossRef]
- Radif, Z.S.; Ali, A.; Abdan, K. Development of a Green Combat Armour from Rame-Kevlar-Polyester Composite. Pertanika J. Sci. Technol. 2011, 19, 339–348. [Google Scholar]
- Rahem, Z.; Mayouf, I.; Guessoum, M.; Delaite, C.; Douibi, A.; Lallam, A. Compatibilization of biocomposites based on sponge-gourd natural fiber reinforced poly(lactic acid). Polym. Compos. 2019, 40, 4489–4499. [Google Scholar] [CrossRef]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petrů, M.; Ruzaidi, C.M.; Sapuan, S.M.; Wan Nik, W.B.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Salwa, H.N.; Sapuan, S.M.; Mastura, M.T.; Zuhri, M.Y.M. Life cycle assessment of sugar palm fiber reinforced-sago biopolymer composite takeout food container. Appl. Sci. 2020, 10, 7951. [Google Scholar] [CrossRef]
- Lai, D.S.; Osman, A.F.; Adnan, S.A.; Ibrahim, I.; Alrashdi, A.A.; Salimi, M.N.A.; Ul-Hamid, A. On the use of opefb-derived microcrystalline cellulose and nano-bentonite for development of thermoplastic starch hybrid bio-composites with improved performance. Polymers 2021, 13, 897. [Google Scholar] [CrossRef]
- Varghese, S.A.; Pulikkalparambil, H.; Rangappa, S.M.; Siengchin, S.; Parameswaranpillai, J. Novel biodegradable polymer films based on poly(3-hydroxybutyrate-co-3-hydroxyvalerate) and Ceiba pentandra natural fibers for packaging applications. Food Packag. Shelf Life 2020, 25, 100538. [Google Scholar] [CrossRef]
- Umair, M.; Khan, R.M.W.U. Fibers for Sports Textiles. In Topics in Mining, Metallurgy and Materials Engineering; Bergmann, C.P., Stumpf, A., Eds.; Springer: Cham, Switzerland, 2020; pp. 93–115. [Google Scholar]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Yusup, E.M.; Mahzan, S.; Kamaruddin, M.A.H. Natural Fiber Reinforced Polymer for the Application of Sports Equipment using Mold Casting Method. IOP Conf. Ser. Mater. Sci. Eng. 2019, 494, 012040. [Google Scholar] [CrossRef]
- Namvar, F.; Jawaid, M.; Tahir, P.M.; Mohamad, R.; Azizi, S.; Khodavandi, A.; Rahman, H.S.; Nayeri, M.D. Potential use of plant fibres and their composites for biomedical applications. BioResources 2014, 9, 5688–5706. [Google Scholar] [CrossRef]
- Mangat, A.S.; Singh, S.; Gupta, M.; Sharma, R. Experimental investigations on natural fiber embedded additive manufacturing-based biodegradable structures for biomedical applications. Rapid Prototyp. J. 2018, 24, 1221–1234. [Google Scholar] [CrossRef]
- Rahman, M.M.; Afrin, S.; Haque, P.; Islam, M.M.; Islam, M.S.; Gafur, M.A. Preparation and characterization of jute cellulose crystals-reinforced poly(l-lactic acid) biocomposite for biomedical applications. Int. J. Chem. Eng. 2014, 2014, 842147. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2019, 34, 238–284. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive manufacturing of natural fiber reinforced polymer composites: Processing and prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Research, G.V. Natural Fiber Composites (NFC) Market Size, Share & Trends Analysis Report by Raw Material, by Matrix, by Technology, by Application, and Segment Forecasts, 2018–2024. 2018. Available online: https://www.researchandmarkets.com/reports/4538875/natural-fiber-composites-nfc-market-size-share (accessed on 30 June 2022).
- World, M.R. The Forecast for NFRPCs is Expected to Have a Compound Annual Growth Rate (CAGR) of 9.4% in the Coming 2021–2027. 2021. Available online: https://www.marketwatch.com/press-release/natural-fiber-reinforced-polymer-composite-market-revenue-to-reach-usd-14960-million-by-2028-at-92-cagr-current-growth-factors-and-drivers-2022-sales-revenue-future-trends-emerging-demands-competitive-forecast-to-2028-2022-06-08 (accessed on 30 June 2022).
- Midani, M. Natural fiber composites: What’s holding them back? Compos. World. 2019. Available online: https://www.compositesworld.com/articles/part-design-criteria (accessed on 30 June 2022).
- Gopi Krishnan, R.; Suganthan, R.; Prabhakaran, V. Preparation of graphene based hydroxyapatite by freeze drying method. IOP Conf. Ser. Mater. Sci. Eng. 2020, 993, 12163. [Google Scholar] [CrossRef]
- Rohit, K.; Dixit, S. A review—Future aspect of natural fiber reinforced composite. Polym. Renew. Resour. 2016, 7, 43–60. [Google Scholar] [CrossRef]
- Tezara, C.; Hadi, A.E.; Siregar, J.P.; Muhamad, Z.; Hamdan, M.H.M.; Oumer, A.N.; Jaafar, J.; Irawan, A.P.; Rihayat, T.; Fitriyana, D.F. The effect of hybridisation on mechanical properties and water absorption behaviour of woven jute/ramie reinforced epoxy composites. Polymers 2021, 13, 2964. [Google Scholar] [CrossRef] [PubMed]
- Santhosh Kumar, S.; Hiremath, S.S. Natural Fiber Reinforced Composites in the Context of Biodegradability: A Review. In Encyclopedia of Renewable and Sustainable Materials; Elsevier: Amsterdam, The Netherlands, 2019; pp. 160–178. ISBN 9780128035818. [Google Scholar]
- Cestari, S.P.; Silva Freitas, D.; Rodrigues, D.C.; Mendes, L.C. Recycling processes and issues in natural fiber-reinforced polymer composites. In Green Composites for Automotive Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 285–299. ISBN 9780081021774. [Google Scholar]
- Imoisili, P.E.; Ukoba, K.; Jen, T.C. Physical, mechanical and thermal properties of high frequency microwave treated plantain (Musa Paradisiaca) fibre/MWCNT hybrid epoxy nanocomposites. J. Mater. Res. Technol. 2020, 9, 4933–4939. [Google Scholar] [CrossRef]
- Alkbir, M.F.M.; Sapuan, S.M.; Nuraini, A.A.; Ishak, M.R. Fibre properties and crashworthiness parameters of natural fibre-reinforced composite structure: A literature review. Compos. Struct. 2016, 148, 59–73. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Hariharan, V. Free vibration characteristics of phoenix Sp fiber reinforced polymer matrix composite beams. Procedia Eng. 2014, 97, 687–693. [Google Scholar] [CrossRef]
- Holme, I. Brazilian symposium explores frontiers of technical textiles. Tech. Text. Int. 2005, 14, 15–18. [Google Scholar]
- Devireddy, S.B.R.; Biswas, S. Thermo-physical properties of short banana–jute fiber-reinforced epoxy-based hybrid composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 939–951. [Google Scholar] [CrossRef]
- Radoor, S.B.R.; Karayil, J.; Rangappa, S.M.; Siengchin, S.; Parameswaranpillai, J. A review on the extraction of pineapple, sisal and abaca fibers and their use as reinforcement in polymer matrix. Express Polym. Lett. 2020, 14, 309–335. Available online: https://www.expresspolymlett.com (accessed on 1 July 2022). [CrossRef]
- Wang, D.; Onawumi, P.Y.; Ismail, S.O.; Dhakal, H.N.; Popov, I.; Silberschmidt, V.V.; Roy, A. Machinability of natural-fibre-reinforced polymer composites: Conventional vs ultrasonically-assisted machining. Compos. Part A Appl. Sci. Manuf. 2019, 119, 188–195. [Google Scholar] [CrossRef]
- Verma, D.; Fortunati, E.; Jain, S.; Zhang, X. Biomass, Biopolymer-Based Materials,and Bioenergy Construction, Biomedical, and other Industrial Applications; Woodhead Publishing: Cambridge, UK, 2019; Volume 59, ISBN 9780081024263. [Google Scholar]
- Yacob, N.; Yusof, M.R.; Ainun, Z.M.A.; Badri, K.H. Effect of cellulose fiber from sago waste on properties of starch-based films. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368, 12028. [Google Scholar] [CrossRef]
- Yaacob, H.; Jaya, R.P.; Madzaili, A.H.; Hassan, N.A.; Abdullah, M.E.; Jayanti, D.S. Stiffness modulus and creep properties of the coconut shell in an asphalt mixture. J. Fundam. Appl. Sci. 2017, 9, 50. [Google Scholar] [CrossRef]
- Vasant, S.R.; Joshi, M.J. A review on calcium pyrophosphate and other related phosphate nano bio-materials and their applications. Rev. Adv. Mater. Sci. 2017, 49, 44–57. [Google Scholar]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]
- Nirbhay, M.; Misra, R.K.; Dixit, A. Finite-Element Analysis of Jute- and Coir-Fiber-Reinforced Hybrid Composite Multipanel Plates. Mech. Compos. Mater. 2015, 51, 505–520. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Natural Fiber | Chemical Compounds (%) | Ref. | |||
|---|---|---|---|---|---|
| Cellulose | Hemicellulose | Lignin | Ash | ||
| Coir | 36.6 | 37.0 | 22.2 | 1.9 | [33] |
| Spruce | 41.6 | 37.3 | 19.4 | 0.4 | [33] |
| Sugar Palm | 43.88 | 10.1 | 33.24 | 1.01 | [34] |
| Cornhusk | 45.7 | 35.8 | 4.03 | 0.36 | [34] |
| Sugarcane Bagasse | 46 | 24.5 | 19.5 | 2.4 | [35] |
| Bamboo | 41.8 | 59.8 | 29.3 | 1.5 | [36] |
| Flax | 83.3 | 11.3 | 2.3 | - | [37] |
| Hemp | 55–77 | 3.7–13 | 14–22.4 | 0.8 | [37,38] |
| Jute | 45–71.5 | 13.6–21 | 12–26 | 0.5–2.0 | [39] |
| Kenaf | 56.81–79.30 | 9.69–13.59 | 7.22–18.27 | - | [40] |
| Ramie | 68.6–91 | 5–16.7 | 0.6–0.7 | - | [41,42] |
| Cotton | 82.7–90 | 5.7 | <2 | - | [41,42] |
| Sisal | 41.14 | 41.96 | 10.40 | - | [43] |
| Pineapple crown | 12.93–34.6 | 25.4–35.49 | 5.14–26.4 | - | [44,45] |
| Alstonia Scholaris | 50.4–68 | 9.3–10.05 | 7.7–8.8 | 1.7–2.1 | [46] |
| Natural Fiber | Density (g/cm3) | Tensile Strength (MPa) | Young’s Modulus (GPa) | Ref. |
|---|---|---|---|---|
| Bagasse | 0.8–1 | 250–300 | 17–20 | [57] |
| Ramie | 1.4–1.5 | 400–938 | 61–128 | [58] |
| Hemp | 1.1–1.6 | 285–1735 | 14.4–44.0 | [58,59] |
| Kenaf | 0.6–1.5 | 223–1191 | 11–60 | [58,60] |
| Flax | 1.3–1.5 | 340–1600 | 25–81 | [58,61] |
| Oil Palm | 0.7–1.6 | 50–400 | 0.6–9.0 | [62] |
| Jute | 1.3–1.5 | 393–773 | 13–26.5 | [61,63] |
| Bamboo | 1.2–1.5 | 500–575 | 27.0–40.0 | [64] |
| Cotton | 1.5–1.6 | 287–800 | 5.5–12.6 | [64] |
| Sisal | 1.3–1.6 | 468–640 | 9.4–22 | [61,64] |
| Sugarcane | 1.1–1.6 | 170–350 | 5.1–6.2 | [65] |
| Coir | 1.2–1.6 | 170–230 | 3.0–7.0 | [66] |
| Banana | 0.5–1.5 | 711–789 | 4.0–32.7 | [67] |
| Chemical Treatment | Name of the Fiber | Chemical Reagents Used | Method | Structure Improvement | Application | References |
|---|---|---|---|---|---|---|
| Alkaline | Hemp | NaOH | Treated fiber with NaOH at 20 °C for 48 h and washed using distilled water and acetic acid to neutralize the excess of NaOH. | Better fiber-matrix adhesion led to an increase in interfacial energy and thus enhancing the thermal and mechanical properties of the composites | Polymer reinforcements | [69,94] |
| Jute, | [69,94] | |||||
| Sisal | [69,94] | |||||
| Kapok | [69,94] | |||||
| Kenaf | NaOH | Treated kenaf fiber with 6% of NaOH solution for 24 h. Then, kenaf fibers were rinsed and immersed into a solution that contained distilled water and 1% acetic acid to neutralize the remaining NaOH. After washing, the kenaf short fibers were dried in an oven for 24 h. | Better physical, morphological, and mechanical properties because of the compatibility of kenaf with polypropylene composites | Automotive | [69,95] | |
| Napier grass | NaOH | Napier grass fibers were treated with 2% and 5% of NaOH at room temperature for 30 min. The fibers were washed with tap water and distilled water many times and dried at 100 °C. | enhanced tensile properties | Reinforcement for composites | [69,96] | |
| Carica papaya | NaOH | Carica papaya fibers were treated with 5% NaOH for 60 at 25 °C. Then, the fibers were washed many times using HCI solution and deionized water. Then, the fibers were dried at 100 °C in an oven for moisture removal. | Better performance in mechanical properties, thermal stability, and good interfacial bonding between cellulosic fiber and the matrix. | Light weight industrial | [69,97] | |
| Saline | Sugar palm | Saline | Sugar palm fibers were immersed with 2% saline for 3 h. Then, the fibers were immersed in a mixture of methanol–water (90/10 w/w) for 3 h hydrolysis under agitation. The fibers were thoroughly rinsed with distilled water and then oven-dried at 60 °C for 72 h. | Improve properties of sugar palm fiber and enhance fiber-matrix bonding sugar palm fiber–thermoplastic polyurethane composites. | Industrial application | [69,98] |
| Acetylation | Dombeya buettnerri | Acetyl anhydride | The fibers were soaked with 2% up to 6% of acetyl anhydride for 3 h at room temperature. Then, the fibers were washed with tap water and repeatedly rinsed with distilled water until all excess acid had been removed. Then, the fibers were dried for 2 h at 105 °C. | Enhanced surface morphology and mechanical properties. | Engineering materials applications | [69,99] |
| Combretum racemosum | ||||||
| Banana (Musa parasidica) | ||||||
| Alkaline hydrogen peroxide | Citrus fibers | Hydrogen peroxide | The citrus fibers were immersed in hydrogen peroxide for 4 h at 60 °C. Then, the fibers were adjusted to pH 6 with acid hydrochloric (1.0 M) at 25 °C. The mixture was centrifuged at 6000× g for 15 min; the residue was then collected and washed in pure ethanol and dried via oven at 60 °C for 7 h. | High water holding and swelling capacities could be used as emulsifiers in juice and jam. It also has better thermal stability and viscosity properties. | Application in food industry | [100] |
| Benzoylation | Sisal fiber, | Benzoyl chloride | Increase strength of composite and thermal stability, decrease water absorption | Industrial application | [101] | |
| Sugar palm | Soaked with a mixture solution of 1% NaOH and 5 mL of C7H5ClO with respective soaking times. Then, fibers were washed and soaked in absolute ethanol for 1 h, washed again until pH became neutral, and dried overnight at 50 °C. | Improvement in tensile strength | Furniture and components inside vehicle | [102] | ||
| Acrylation and Acrylonitrile Grafting | Flax-fiber | Acrylic acid solution | Flax fibers were immersed in NaOH solution for 0.5 h and then soaked in acrylic acid solution at 50 °C for 1 h, washed with distilled water, and dried. | Improving the physical and mechanical properties | Plastic, automobile, and packaging industries | [103] |
| Maleated Coupling Gents | Jute fiber | Maleic anhydride- polypropylene (MAPP) | The fibers were immersed in MAPP solution in toluene at 100 °C. | Increase in mechanical strength | Industrial applications with offer cost-effective and value-added composite material | [104] |
| Permanganate Treatment | Sisal fiber | Potassium permanganate KmnO4 | Sisal fibers were soaked carefully in a solution of KmnO4/acetone with a concentration of 0.02% for 3 min. After that, the fibers were taken out, washed many times with distilled water, and dried | Improve fiber strength and fiber-matrix adhesion | Industrial application | [101] |
| Peroxide Treatment | Sisal fibers | Benzoyl peroxide from acetone solution | Fibers were coated with benzoyl peroxide from acetone solution after alkali pre-treatment. A saturated solution of the peroxide in acetone was used. Fibers were then dried. | Enhance in tensile properties | Substitute the wood | [105] |
| Isocyanate Treatment | Pineapple leaf fiber | toluene solution containing poly(methylene)-poly(phenyl)isocyanate | Fibers were dipped in toluene solution containing PMPPIC (5 wt% of fiber) for half an hour at 50 °C. The fibers were then decanted and dried in an air oven at 70 °C for 2 h. Later these were mixed with polyethylene using toluene as the solvent containing PMPPIC (6 wt% of fiber) at a temperature of 120 °C. | Enhance mechanical properties | Structural and non-structural application | [106] |
| Ionic Liquid | Chitin fiber | 1-ethyl-3-methylimidazolium acetate | Chitin derived from shrimp shell biomass that has been thermally pretreated, pressed, and ground. Chitin was isolated using a microwave-assisted dissolution of [C2mim][OAc], followed by water coagulation, washing, and oven drying. | Improve the mechanical strength of chitin fibers | High-performance chitinous sorbents for applications such as metal recovery from seawater | [107] |
| Thermal decomposition kinetic | Wood, bamboo, agricultural residue, and bast fibers | Phosphonium ionic liquids | All raw materials were washed with water to remove impurities before being dried in an oven at 75 degrees Celsius for 12 h. The dried materials were then ground and screened using a Wiley mill. For testing, samples with particle sizes ranging from 20 to 28 meshes were collected. Various degradation models, including the Kissinger, Friedman, Flynn–Wall–Ozawa, and modified Coats–Redfern methods to determine the apparent activation energy of these fibers. | Improve the thermal stability of the fibers | Renewable biomass energy/natural fuels and forest fire propagation control, practical engineering applications. | [108] |
| Type of Treatment | Name of Treatment | Mechanism of Treatment | Improvement |
|---|---|---|---|
| Physical | Corona | The formation of a high-energy electromagnetic field close to charged thin wires/points induced ionization species (ions, radicals, etc.) and activated for surface modification through introduction of oxygen-containing functional groups |
|
| Plasma | Similar mechanism to corona. However, the apparatus required a vacuum chamber and gas feed to maintain the appropriate composition of the gaseous mixture. | ||
| Mercerisation | Soaking the fiber in sodium hydroxide. |
| |
| Heat treatment | Heated and the fiber undergoes physical (enthalpy, weight, strength, color, and crystallinity) and chemical changes (reduction degree of polymerization by bond scission, creation of free radicals, formation of carbonyl, carboxyl, and peroxide groups) |
| |
| Chemical | Esterification-based treatments |
|
|
| ) ) for full esterification |
| ||
|
| ||
Propionylation
|
| ||
| Treatment with stearate |
| ||
| Saline coupling agents |
|
| |
| Graft copolymerization |
| ||
|
| ||
|
| ||
|
| ||
| Various chemical | Dimethylurea (DMU) |
|
|
| Phenol formaldehyde (PF) |
|
|
| Authors | Descriptions | Applications |
|---|---|---|
| 1. [141] | Study on the mechanical properties of epoxy composites reinforced by jute ramie hybridization. The hybrid composites with the desired and preferable properties can be manufactured using a hand-lay-up technique and used in various industrial applications. | Various industrial applications |
| 2. [139] | A comprehensive study on the drilling behavior of different compositions of Polypropylene composites and Polyethylene composites. | Various industrial applications |
| 3. [149] | Study on the extraction, processing, properties, and application of natural fiber-reinforced composites derived from leaves, namely pineapple, sisal, and abaca. | Various industrial applications |
| 4. [144] | Addressing the natural fiber reinforced hybrid nanocomposite manufactured by the incorporation of high-frequency microwave treated Plantain (Musa paradisiaca) fiber and multiwalled carbon nanotubes (MWCNT) using a single epoxy resin matrix. | Automobile |
| 5. [142] | Addressing the challenges and opportunities associated with the use of natural fiber–reinforced polymer composites in the automotive and furniture industry. | Automotive and furniture |
| 6. [150] | This study focuses on a comparative experimental analysis of the effects of conventional drilling (CD) and a hybrid ultrasonically assisted drilling (UAD) of hemp fiber–reinforced vinyl ester composite laminate. | Various industrial applications |
| 7. [151] | This book highlights a totally new research theme in biopolymer-based composite materials and bioenergy. | Various industrial applications |
| 8. [148] | Study on the physical and thermal properties such as density, water absorption, thermal conductivity, specific heat, and thermal diffusivity for short fiber–reinforced hybrid composites. | Building components and automobiles |
| 9. [143] | Overview of the polymeric materials recycling, as well as the main challenges in obtaining natural fiber–reinforced polymer composites. | Automotive |
| 10. [152] | Study on the natural fiber reinforced polymer composite materials from coconut fibers for fiberglass boat building. | Boats |
| 11. [153] | Development of high-performance materials made from coconut fiber to replace the industrial core and foam. It is used to increase the thickness of the fiberglass boat. | Boats |
| 12. [154] | Addressing the composite material, which is to be incorporated in replacing the conventional steel leaf spring and utilizing the fiber, which poses a threat to the environment. | Various industrial applications |
| 13. [145] | Overview of the developments of natural fibers reinforced composites, in terms of their physical and mechanical properties and crashworthiness properties. | Aerospace and automotive |
| 14. [140] | A critical review of the most recent development of natural fiber for construction (ceiling paneling, partition boards) and transportation (automobiles, railway coaches, aerospace) industries. | Construction and transportation |
| 15. [155] | Review article on fiber reinforced composites as cheaper construction and building material. | Various industrial applications |
| 16. [47] | Present a model to evaluate the available polymers for natural fibers to enhance the industrial sustainability theme. Polymer evaluations are illustrated for different technical criteria in order to facilitate the polymer selection process for various industrial applications with high confidence levels. | Various industrial applications |
| 17. [156] | Study on the mechanical behavior of natural fiber reinforced composite panels. The present work includes the characterization and modeling of jute and coir fiber-reinforced hybrid composite materials. | Various industrial applications |
| 18. [47] | Study on the feasibility of using the date palm fibers in the natural fiber reinforced polymer composites (NFC) for the automotive industry. This adoption has a significant environmental influence on achieving an efficient, sustainable waste management practice. | Automotive |
| 19. [146] | Presents the free vibration characteristics of newly identified Phoenix Sp fiber reinforced polymer matrix composite beams and determines the physical, chemical, and mechanical properties of the fiber. | Automobile and aerospace |
| 20. [147] | Present the theory of sorption of liquids into porous textile structures and the results of a computer simulation of liquid absorption and transport into a nonwoven textile structure used for baby diapers. | Textile |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamarudin, S.H.; Mohd Basri, M.S.; Rayung, M.; Abu, F.; Ahmad, S.; Norizan, M.N.; Osman, S.; Sarifuddin, N.; Desa, M.S.Z.M.; Abdullah, U.H.; et al. A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications. Polymers 2022, 14, 3698. https://doi.org/10.3390/polym14173698
Kamarudin SH, Mohd Basri MS, Rayung M, Abu F, Ahmad S, Norizan MN, Osman S, Sarifuddin N, Desa MSZM, Abdullah UH, et al. A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications. Polymers. 2022; 14(17):3698. https://doi.org/10.3390/polym14173698
Chicago/Turabian StyleKamarudin, Siti Hasnah, Mohd Salahuddin Mohd Basri, Marwah Rayung, Falah Abu, So’bah Ahmad, Mohd Nurazzi Norizan, Syaiful Osman, Norshahida Sarifuddin, Mohd Shaiful Zaidi Mat Desa, Ummi Hani Abdullah, and et al. 2022. "A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications" Polymers 14, no. 17: 3698. https://doi.org/10.3390/polym14173698