
Effect of High-Pressure Processing on the Packaging Properties of Biopolymer-Based Films: A Review



Abstract
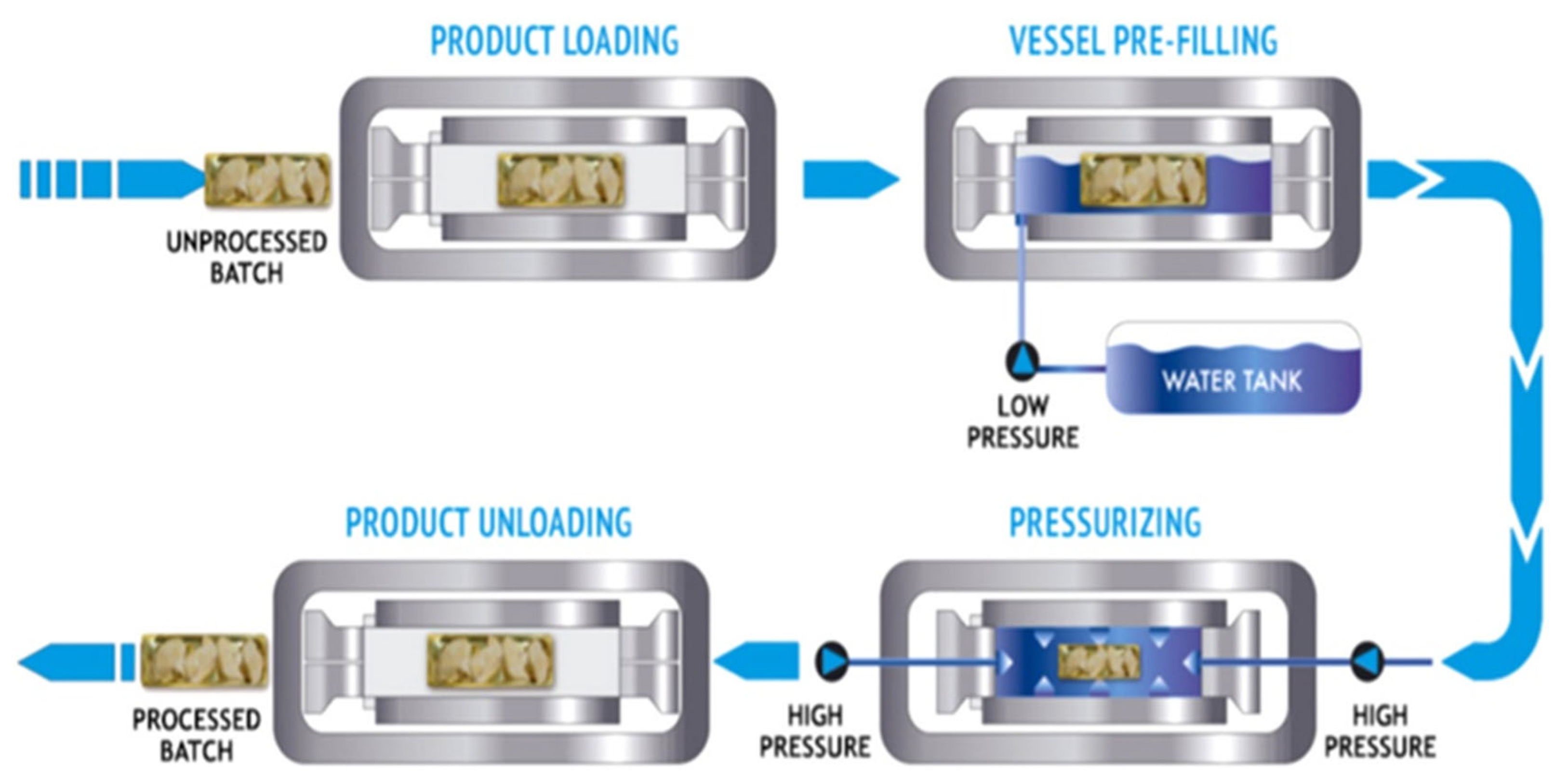
:1. Introduction
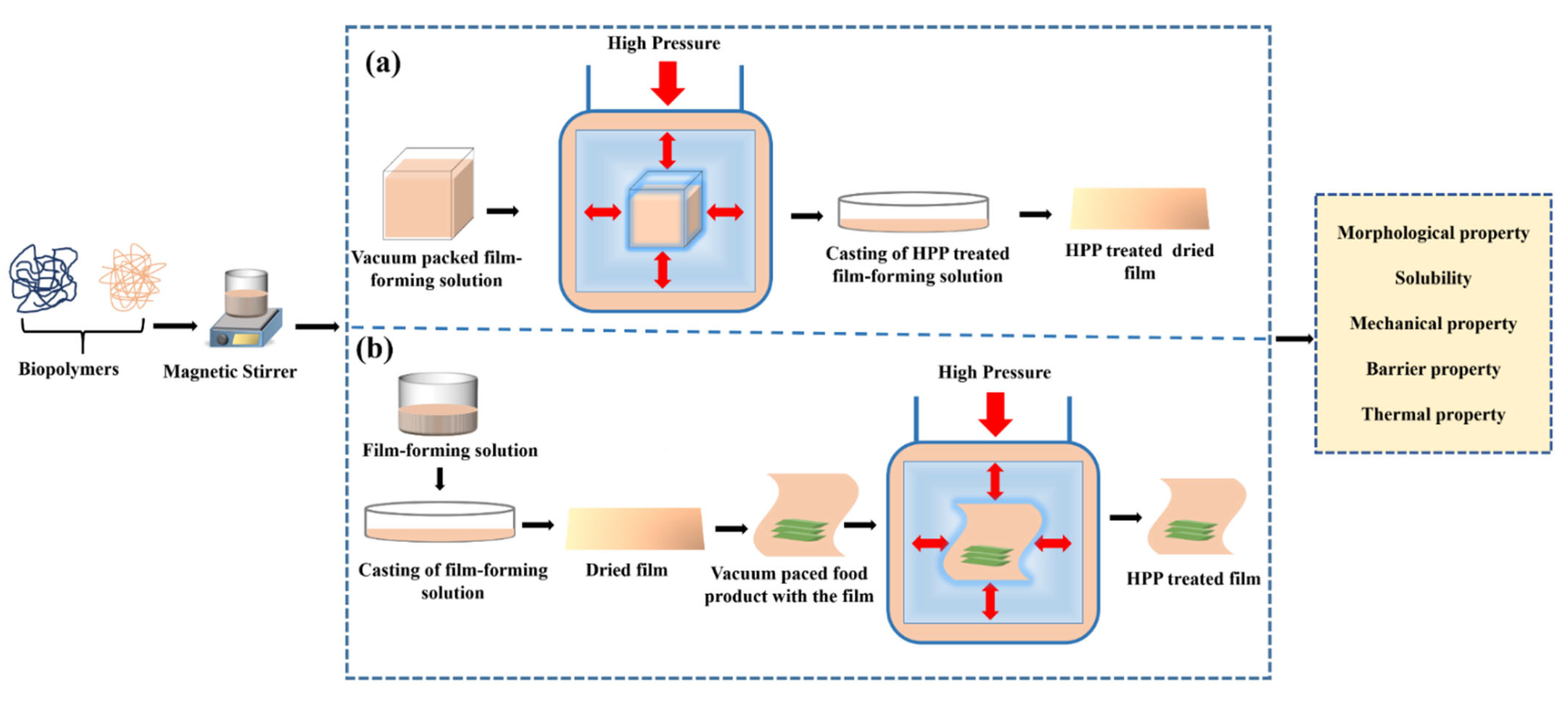
2. Impact of HPP When Applied to the Film-Forming Solution (FFS)
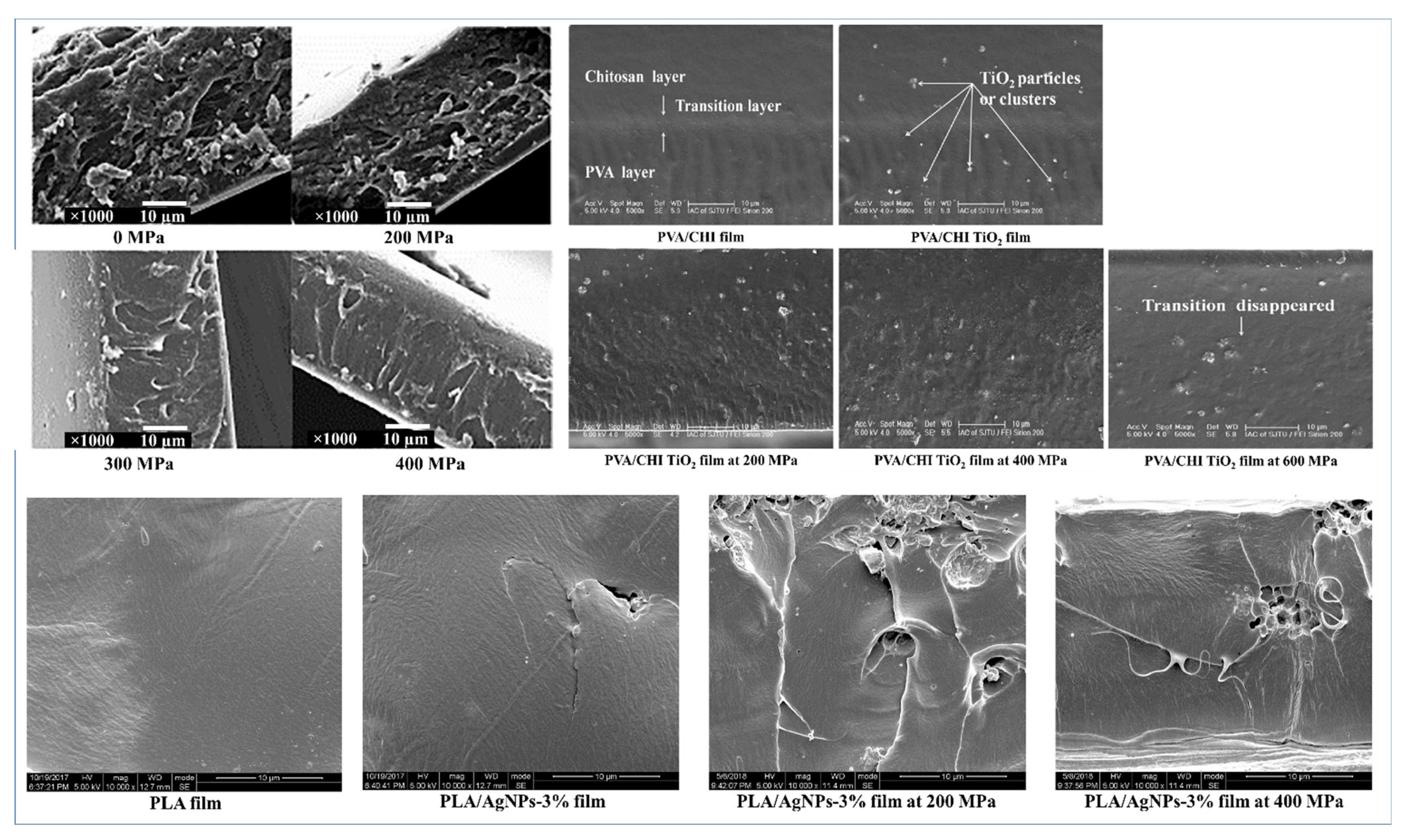
2.1. Surface Attributes
2.2. Mechanical Attributes
2.3. Water Solubility (WS)
2.4. Barrier Property
2.5. Thermal Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film Matrix | Processing Conditions | Water Solubility (WS) | Barrier Property (WVP/OP) | Mechanical Property | Thermal Properties | R | |
|---|---|---|---|---|---|---|---|
| TS | EAB | ||||||
| Buckwheat starch (BS) | 600 MPa at 20 °C for 20 min | WS of the thermally processed BS film was 19.85 ± 0.33% significantly decreased to 11.67 ± 0.69% upon application of 600 MPa | WVP of the thermally processed BS film 3.10 × 10−9 g/m s Pa significantly decreased to 2.10 × 10−9 g/m s Pa, upon application of 600 MPa | TS of the thermally processed BS film 13.61 ± 1.06 MPa significantly increased to 18.29 ± 1.05 MPa upon application of 600 MPa | EAB of the thermally processed BS film 5.65 ± 0.23% significantly increased to 7.92 ± 0.58% upon application of 600 MPa | To, Tm, and ΔH of thermally processed BS film 70.52 °C, 112.75 °C, and 78.64 J/g increased to 76.16 °C, 120.64 °C, and 79.30 J/g, respectively; upon application of 600 MPa | [31] |
| Tapioca-starch (TPS) | 600 MPa at 20 °C for 20 min | WS of the thermally processed TPS film 28.53 ± 0.68% significantly decreased to 17.53 ± 0.51% upon application of 600 MPa | No significant variation in WVP for TPS film when treated with HPP | TS of the thermally processed TPS film 24.67 ± 1.03 MPa significantly increased to 26.92 ± 0.43 MPa upon application of 600 MPa | EAB of the thermally processed TPS film 5.04 ± 0.56% significantly increased to 5.71 ± 0.20% when subjected to 600 MPa | To, and ΔH of thermally processed TPS increased from 70.92 °C and 56.92 J/g to 84.32 °C and 78.40 J/g, respectively but Tm decreased from 124.62 to 122.07 °C; upon application of 600 Mpa | |
| PVA, chitosan (CHI), and nano-TiO2 | 200, 400, and 600 MPa at 23 ± 2 °C for 15 min | -- | WVP of PVA–CHI–TiO2 (0.10%) (4.36 ± 0.308) × 10−12 g·cm/cm2·s·Pa significantly decreased to (3.60 ± 0.137) × 10−12, (3.47 ± 0.139) × 10−12, and (3.92 ± 0.0433) × 10−12 g·cm/cm2·s·Pa when subjected to 200, 400, and 600 MPa, respectively; OP of the film 1.34 ± 0.05 cm3 m−2·s−1·Pa−1 showed no significant variation when treated with 200 MPa but OP significantly decreased to 1.30 ± 0.05 and 1.25 ± 0.05 cm3 m−2·s−1·Pa−1 when treated with 400 and 600 MPa | TS of PVA–CHI–TiO2 (0.10%) 8.24 ± 0.27 MPa significantly increased to 13.67 ± 0.41, 13.98 ± 0.33, and 17.15 ± 0.97 when subjected to 200, 400, and 600 MPa, respectively | EAB of PVA–CHI–TiO2 (0.10%) 64.82 ± 1.10% significantly increased to 68.48 ± 1.66, 68.12 ± 1.94, and 67.92 ± 2.73% when subjected to 200, 400, and 600 MPa, respectively | -- | [36] |
| Chitosan | 100, 200, 300, 400, and 500 MPa for 15 min | -- | WVP and OP of the chitosan film decreased continuously when the pressure increased from 100 to 500 MPa | TS of film increased 35.2% as compared to the untreated film when treated at 400 MPa for 15 min but further increase in the pressure decreased the TS | EAB of the chitosan film decreased continuously as the pressure increased from 100 to 500 MPa | -- | [45] |
| Pigskin gelatin | 0.1, 300, and 600 MPa at 20, 40, and 60 °C for 5, 17.5, and 30 min | -- | WVTR of the untreated film 65.56 ± 1.2 g/(day m2) significantly decreased to 63.47 ± 0.9 g/(day m2), when subjected to 600 MPa for 30 min at 20.5 °C | TS of the untreated film 25.7 ± 2.2 MPa significantly increased to 28.7 ± 2.5 MPa when subjected to 600 MPa for 30 min at 20.5 °C | EAB of the untreated film 8.6 ± 0.6% insignificantly increased to 10.1 ± 1.5% when subjected to 600 MPa for 30 min at 20.5 °C | Tg, and Tm of the untreated film 58.8 ± 0.4, and 131.5 ± 0.7 °C increased to 60.7 ± 4.5, and 138.2 ± 0.5 °C, respectively, but ∆Hm decreased from 46.4 ± 0.8 to 36.5 ± 3.3 J/g, subjected to 600 MPa for 30 min at 20.5 °C | [41] |
| Amaranth protein | 200, 400, and 600 for 5 min | WS of the untreated film 79.9 ± 2.1% significantly decreased to 56.4 ± 5.5, 46.1 ± 0.5, and 46.1 ± 2.5% when treated with 200, 400, and 600 for 5 min, respectively | WVP of the untreated film (5.6 ± 0.5) × 10−12 g H2O/Pa m s significantly decreased to (4.8 ± 0.4) × 10−12, (4.6 ± 0.1) × 10−12, and (3.2 ± 0.6) × 10−12 g H2O/Pa m, when treated with 200, 400, and 600 for 5 min, respectively | TS of the control film increased by 26%, 101%, and 165% when subjected to 200, 400, and 600 for 5 min, respectively | No significant variation in EAB under high-pressure treatment | -- | [37] |
| Nisin-soy-protein-isolate | 100, 200, 300, 400, and 500 MPa at 20 °C for 10 min | -- | WVP of the untreated film significantly decreased as the pressure level increased from 100 to 500 MPa | TS of the untreated film significantly increased as the pressure level increased from 100 to 500 MPa | EAB of the untreated film significantly decreased as the pressure level increased from 100 to 500 MPa | -- | [30] |
| Whey protein concentrate, thyme (TEO) | 600 MPa at 70 °C, for 20 min | -- | WVP of thermally treated WPC-TEO film was (24.867 ± 2.855) × 10−10 g/s.m.Pa significantly decreased to (10.178 ± 1.690) × 10−10 g/s.m.Pa, when subjected to 600 MPa at 70 °C, for 20 min | -- | -- | -- | [50] |
| Poly (lactic acid) and Ag (5%) | 0, 200, and 400 MPa for 15 min at 25 °C | -- | WVP of untreated PLA/Ag-5% film (4.3 ± 0.3) × 10−10 (g·m/m2·s·Pa) significantly decrease to (2.8 ± 0.1) × 10−10 and (3.2 ± 0.2) × 10−10 (g·m/m2·s·Pa), when subjected to 200 and 400 MPa for 15 min | TS of untreated PLA/Ag-5% film 34 ± 2 MPa significantly increased to 36 ± 2 MPa at 400 MPa for 15 min | EAB of untreated PLA/Ag-5% film 170 ± 8% significantly decreased to 161 ± 14 and 119 ± 14%, when subjected to 400 MPa for 15 min | Tg, and Tc of PLA/Ag-5% film 50.1 ± 0.2, and 110.4 ± 0.4 °C significantly decreased to 51.9 ± 0.2, and 112.9 ± 0.5 °C, respectively, when treated with 400 MPa for 15 min; Tm showed no significant variation between treated and untreated film | [32] |
| Poly (lactic acid) and ZnO (0, 2.5, 5.0 and 10.0 % of PLA) | 0, 200 and 400 MPa for 10 min | -- | OP of the untreated PLA/ZnO-5% film 4.83 ± 0.13 (cm3 24 h−1 m−2) × (cm bar−1) slightly decreased to 3.02 ± 0.29 (cm3 24 h−1 m−2) × (cmbar−1) when subjected to 400 MPa for 10 min.; WVP of the PLA/ZnO-5% film decreased significantly when subjected to 400 MPa for 10 min. | TS of untreated PLA/ZnO-5% film 35.8 ± 1.48 MPa, increased to 41.9 ± 1.43, and 42.9 ± 1.08 MPa when subjected to 200, and 400 MPa for 10 min, respectively | EAB of untreated PLA/ZnO-5% film 8.19 ± 0.17% decreased to 7.90 ± 0.34, and 7.61 ± 0.58% when treated with 200, and 400 MPa for 10 min, respectively | Tg and Tc of untreated PLA/ZnO-5% film 46.7 ± 1.82 and 95.9 ± 0.30 °C significantly increased to 49.8 ± 1.50 and 100.9 ± 0.70 °C and showed no significant variation in Tc when subjected to 400 MPa for 10 min | [42] |
3. Effect of HPP on the Properties of Flexible Biopolymer-Based Packaging Materials
3.1. Surface Attributes (Morphological Characteristics)
3.2. Barrier Properties
3.3. Mechanical Properties
3.4. Thermal Properties
3.5. Migration Potential
4. Future Perspective
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, T.; Zhao, L.; Wang, Y.; Wu, X.; Liao, X. Effect of High Pressure Processing on the Preparation and Characteristic Changes of Biopolymer-Based Films in Food Packaging Applications. Food Eng. Rev. 2021, 13, 454–464. [Google Scholar] [CrossRef]
- Huang, H.-W.; Hsu, C.-P.; Wang, C.-Y. Healthy expectations of high hydrostatic pressure treatment in food processing industry. J. Food Drug Anal. 2020, 28, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Srinivas, M.S.; Madhu, B.; Srinivas, G.; Jain, S. High pressure processing of foods: A Review. Agric. J. 2018, 65, 467–476. [Google Scholar]
- Marangoni Júnior, L.; Cristianini, M.; Padula, M.; Anjos, C.A.R. Effect of high-pressure processing on characteristics of flexible packaging for foods and beverages. Food Res. Int. 2019, 119, 920–930. [Google Scholar] [CrossRef]
- United States Department of Agriculture/Food Safety & Inspection Service (USDA-FSIS). 2021FSIS directives for Verification Activities for High Pressure Processing, Irradiation and Microwave Tempering. USDA-FSI: Washington, DC, USA; FSIS DIRECTIVE - 5000.15; SERIES TYPE - 5,000 Series: Program Services; Issue date Aug 02, 2021. Available online: https://www.fsis.usda.gov/policy/fsis-directives/5000.15 (accessed on 23 June 2022).
- Huang, H.-W.; Wu, S.-J.; Lu, J.-K.; Shyu, Y.-T.; Wang, C.-Y. Current status and future trends of high-pressure processing in food industry. Food Control 2017, 72, 1–8. [Google Scholar] [CrossRef]
- Muntean, M.-V.; Marian, O.; Barbieru, V.; Cătunescu, G.M.; Ranta, O.; Drocas, I.; Terhes, S. High Pressure Processing in Food Industry—Characteristics and Applications. Agric. Agric. Sci. Procedia 2016, 10, 377–383. [Google Scholar] [CrossRef] [Green Version]
- Considine, K.M.; Kelly, A.L.; Fitzgerald, G.F.; Hill, C.; Sleator, R.D. High-pressure processing—effects on microbial food safety and food quality. FEMS Microbiol. Lett. 2008, 281, 1–9. [Google Scholar] [CrossRef]
- Juliano, P.; Koutchma, T.; Sui, Q.; Barbosa-Cánovas, G.V.; Sadler, G. Polymeric-Based Food Packaging for High-Pressure Processing. Food Eng. Rev. 2010, 2, 274–297. [Google Scholar] [CrossRef]
- Koutchma, T. Adapting High Hydrostatic Pressure (HPP) for Food Processing Operations; Academic Press: Cambridge, MA, USA, 2014. [Google Scholar]
- Food Safety Authority of Ireland, FSAI, 2020. Report of the Scientific Committee of the Food Safety Authority of Ireland for Appraisal of new and emerging food processing technologies and their potential risks to food safety. Issued date 2022. Available online: https://www.fsai.ie/Appraisalofnewemerging_foodprocessingtechnologies_foodsafety/ (accessed on 20 June 2022).
- Galotto, M.; Ulloa, P.; Guarda, A.; Gavara, R.; Miltz, J. Effect of High-Pressure food processing on the physical properties of synthetic and biopolymer films. J. Food Sci. 2009, 74, E304–E311. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J. Reinf. Plast. Compos. 2017, 36, 1802–1816. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 135, 46770. [Google Scholar] [CrossRef]
- López-Rubio, A.; Lagarón, J.M.; Hernández-Muñoz, P.; Almenar, E.; Catalá, R.; Gavara, R.; Pascall, M.A. Effect of high pressure treatments on the properties of EVOH-based food packaging materials. Innov. Food Sci. Emerg. Technol. 2005, 6, 51–58. [Google Scholar] [CrossRef]
- Marangoni Junior, L.; Alves, R.M.V.; Moreira, C.Q.; Cristianini, M.; Padula, M.; Anjos, C.A.R. High-pressure processing effects on the barrier properties of flexible packaging materials. J. Food Processing Preserv. 2020, 44, e14865. [Google Scholar] [CrossRef]
- Hoque, M.; McDonagh, C.; Tiwari, B.K.; Kerry, J.P.; Pathania, S. Effect of Cold Plasma Treatment on the Packaging Properties of Biopolymer-Based Films: A Review. Appl. Sci. 2022, 12, 1346. [Google Scholar] [CrossRef]
- Gasti, T.; Dixit, S.; Hiremani, V.D.; Chougale, R.B.; Masti, S.P.; Vootla, S.K.; Mudigoudra, B.S. Chitosan/pullulan based films incorporated with clove essential oil loaded chitosan-ZnO hybrid nanoparticles for active food packaging. Carbohydr. Polym. 2022, 277, 118866. [Google Scholar] [CrossRef]
- Chakraborty, P.; Nath, D.; Hoque, M.; Sarkar, P.; Hati, S.; Mishra, B.K. Biopolymer-based antimicrobial coatings for aquatic food products: A review. J. Food Processing Preserv. 2022, 46, e16465. [Google Scholar] [CrossRef]
- Agarwal, S.; Hoque, M.; Bandara, N.; Pal, K.; Sarkar, P. Synthesis and characterization of tamarind kernel powder-based antimicrobial edible films loaded with geraniol. Food Packag. Shelf Life 2020, 26, 100562. [Google Scholar] [CrossRef]
- Hoque, M.; Sarkar, P.; Ahmed, J. Preparation and characterization of tamarind kernel powder/ZnO nanoparticle-based food packaging films. Ind. Crops Prod. 2022, 178, 114670. [Google Scholar] [CrossRef]
- Hoque, M.; Gupta, S.; Santhosh, R.; Syed, I.; Sarkar, P. 3-Biopolymer-based edible films and coatings for food applications. In Food, Medical, and Environmental Applications of Polysaccharides; Pal, K., Banerjee, I., Sarkar, P., Bit, A., Kim, D., Anis, A., Maji, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 81–107. [Google Scholar] [CrossRef]
- Agarwal, S.; Hoque, M.; Mohapatra, N.; Syed, I.; Dhumal, C.V.; Bose, S.; Biswas, P.K.; Kar, P.; Bishoyi, N.; Sarkar, P. Chapter 19-Oil-entrapped films. In Biopolymer-Based Formulations; Pal, K., Banerjee, I., Sarkar, P., Kim, D., Deng, W.-P., Dubey, N.K., Majumder, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 425–444. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Zheng, B.; Guo, Z. Effects of high pressure processing on gelation properties and molecular forces of myosin containing deacetylated konjac glucomannan. Food Chem. 2019, 291, 117–125. [Google Scholar] [CrossRef]
- Cadesky, L.; Walkling-Ribeiro, M.; Kriner, K.T.; Karwe, M.V.; Moraru, C.I. Structural changes induced by high-pressure processing in micellar casein and milk protein concentrates. J. Dairy Sci. 2017, 100, 7055–7070. [Google Scholar] [CrossRef] [Green Version]
- Martínez, M.A.; Velazquez, G.; Cando, D.; Núñez-Flores, R.; Borderías, A.J.; Moreno, H.M. Effects of high pressure processing on protein fractions of blue crab (Callinectes sapidus) meat. Innov. Food Sci. Emerg. Technol. 2017, 41, 323–329. [Google Scholar] [CrossRef]
- Leite, T.S.; de Jesus, A.L.T.; Schmiele, M.; Tribst, A.A.L.; Cristianini, M. High pressure processing (HPP) of pea starch: Effect on the gelatinization properties. LWT-Food Sci. Technol. 2017, 76, 361–369. [Google Scholar] [CrossRef]
- Devi, A.F.; Buckow, R.; Hemar, Y.; Kasapis, S. Modification of the structural and rheological properties of whey protein/gelatin mixtures through high pressure processing. Food Chem. 2014, 156, 243–249. [Google Scholar] [CrossRef]
- Wei, J.; Zhang, Z.; Cai, Q.; Peng, B. Effects of high hydrostatic pressure on structural and physical properties of nisin-SPI film. Int. J. Biol. Macromol. 2018, 111, 976–982. [Google Scholar] [CrossRef]
- Kim, S.; Yang, S.-Y.; Chun, H.H.; Song, K.B. High hydrostatic pressure processing for the preparation of buckwheat and tapioca starch films. Food Hydrocoll. 2018, 81, 71–76. [Google Scholar] [CrossRef]
- Chi, H.; Xue, J.; Zhang, C.; Chen, H.; Li, L.; Qin, Y. High Pressure Treatment for Improving Water Vapour Barrier Properties of Poly(lactic acid)/Ag Nanocomposite Films. Polymers 2018, 10, 1011. [Google Scholar] [CrossRef] [Green Version]
- Fan, C.; Cui, R.; Lu, W.; Chen, H.; Yuan, M.; Qin, Y. Effect of high pressure treatment on properties and nano–Ag migration of PLA-based food packaging film. Polym. Test. 2019, 76, 73–81. [Google Scholar] [CrossRef]
- Larrea-Wachtendorff, D.; Sousa, I.; Ferrari, G. Starch-Based Hydrogels Produced by High-Pressure Processing (HPP): Effect of the Starch Source and Processing Time. Food Eng. Rev. 2021, 13, 622–633. [Google Scholar] [CrossRef]
- Mulla, M.Z.; Subramanian, P.; Dar, B.N. Functionalization of legume proteins using high pressure processing: Effect on technofunctional properties and digestibility of legume proteins. LWT 2022, 158, 113106. [Google Scholar] [CrossRef]
- Lian, Z.; Zhang, Y.; Zhao, Y. Nano-TiO2 particles and high hydrostatic pressure treatment for improving functionality of polyvinyl alcohol and chitosan composite films and nano-TiO2 migration from film matrix in food simulants. Innov. Food Sci. Emerg. Technol. 2016, 33, 145–153. [Google Scholar] [CrossRef]
- Condés, M.C.; Añón, M.C.; Mauri, A.N. Amaranth protein films prepared with high-pressure treated proteins. J. Food Eng. 2015, 166, 38–44. [Google Scholar] [CrossRef]
- Basiak, E.; Lenart, A.; Debeaufort, F. Effect of starch type on the physico-chemical properties of edible films. Int. J. Biol. Macromol. 2017, 98, 348–356. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Chaib, S.; Gu, Q.; Hemar, Y. Impact of pressure on physicochemical properties of starch dispersions. Food Hydrocoll. 2017, 68, 164–177. [Google Scholar] [CrossRef]
- Katopo, H.; Song, Y.; Jane, J.-l. Effect and mechanism of ultrahigh hydrostatic pressure on the structure and properties of starches. Carbohydr. Polym. 2002, 47, 233–244. [Google Scholar] [CrossRef]
- Molinaro, S.; Cruz-Romero, M.; Sensidoni, A.; Morris, M.; Lagazio, C.; Kerry, J.P. Combination of high-pressure treatment, mild heating and holding time effects as a means of improving the barrier properties of gelatin-based packaging films using response surface modeling. Innov. Food Sci. Emerg. Technol. 2015, 30, 15–23. [Google Scholar] [CrossRef]
- Cui, R.; Fan, C.; Dong, X.; Fang, K.; Lin, L.; Qin, Y. Effect of ultrahigh-pressure treatment on the functional properties of poly(lactic acid)/ZnO nanocomposite food packaging film. J. Sci. Food Agric. 2021, 101, 4925–4933. [Google Scholar] [CrossRef]
- Kim, H.-S.; Choi, H.-S.; Kim, B.-Y.; Baik, M.-Y. Characterization of Acetylated Corn Starch Prepared under Ultrahigh Pressure (UHP). J. Agric. Food Chem. 2010, 58, 3573–3579. [Google Scholar] [CrossRef]
- Beikzadeh, S.; Ghorbani, M.; Shahbazi, N.; Izadi, F.; Pilevar, Z.; Mortazavian, A.M. The Effects of Novel Thermal and Nonthermal Technologies on the Properties of Edible Food Packaging. Food Eng. Rev. 2020, 12, 333–345. [Google Scholar] [CrossRef]
- Niu, Y.Q.; Chen, S.S.; Gao, Y.P.; Ma, Z.S. The properties of ultra-high pressure treated chitosan edible films. In Advanced Materials Research; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2012. [Google Scholar]
- Koehler, P.; Kieffer, R.; Wieser, H. Effect of hydrostatic pressure and temperature on the chemical and functional properties of wheat gluten III. Studies on gluten films. J. Cereal Sci. 2010, 51, 140–145. [Google Scholar] [CrossRef]
- Bahrami, R.; Zibaei, R.; Hashami, Z.; Hasanvand, S.; Garavand, F.; Rouhi, M.; Jafari, S.M.; Mohammadi, R. Modification and improvement of biodegradable packaging films by cold plasma; a critical review. Crit. Rev. Food Sci. Nutr. 2022, 62, 1936–1950. [Google Scholar] [CrossRef]
- Papathanasiou, M.M.; Reineke, K.; Gogou, E.; Taoukis, P.S.; Knorr, D. Impact of high pressure treatment on the available glucose content of various starch types: A case study on wheat, tapioca, potato, corn, waxy corn and resistant starch (RS3). Innov. Food Sci. Emerg. Technol. 2015, 30, 24–30. [Google Scholar] [CrossRef]
- Heremans, K.; Smeller, L. Protein structure and dynamics at high pressure1Dedicated to the memory of Gregorio Weber (1916–1997), a pioneer in high pressure biophysics.1. Biochim. Et Biophys. Acta BBA-Protein Struct. Mol. Enzymol. 1998, 1386, 353–370. [Google Scholar]
- Bleoancă, I.; Enachi, E.; Borda, D. Thyme Antimicrobial Effect in Edible Films with High Pressure Thermally Treated Whey Protein Concentrate. Foods 2020, 9, 855. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.Z.; Vahora, A.; Bher, A.; Auras, R. Morphological, barrier and thermo-mechanical properties of high-pressure treated polylactide graphene oxide reinforced composite films. Food Packag. Shelf Life 2021, 29, 100702. [Google Scholar] [CrossRef]
- Richter, T.; Sterr, J.; Jost, V.; Langowski, H.-C. High pressure-induced structural effects in plastic packaging. High Press. Res. 2010, 30, 555–566. [Google Scholar] [CrossRef]
- Fleckenstein, B.S.; Sterr, J.; Langowski, H.C. The effect of high pressure processing on the integrity of polymeric packaging–analysis and categorization of occurring defects. Packag. Technol. Sci. 2014, 27, 83–103. [Google Scholar] [CrossRef]
- Sansone, L.; Aldi, A.; Musto, P.; Di Maio, E.; Amendola, E.; Mensitieri, G. Assessing the suitability of polylactic acid flexible films for high pressure pasteurization and sterilization of packaged foodstuff. J. Food Eng. 2012, 111, 34–45. [Google Scholar] [CrossRef]
- Chi, H.; Li, W.; Fan, C.; Zhang, C.; Li, L.; Qin, Y.; Yuan, M. Effect of High Pressure Treatment on Poly(lactic acid)/Nano–TiO2 Composite Films. Molecules 2018, 23, 2621. [Google Scholar] [CrossRef] [Green Version]
- Gonçalves, S.M.; Chávez, D.W.H.; Oliveira, L.M.d.; Sarantópoulos, C.I.G.d.L.; Carvalho, C.W.P.d.; Melo, N.R.d.; Rosenthal, A. Effects of high hydrostatic pressure processing on structure and functional properties of biodegradable film. Heliyon 2020, 6, e05213. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.Z.; Al-Zuwayed, S.A.; Joseph, A.; Auras, R. Morphological, barrier, thermal, and rheological properties of high-pressure treated co-extruded polylactide films and the suitability for food packaging. Food Packag. Shelf Life 2022, 32, 100812. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.Z.; Vohra, A. High-pressure treatment of water-filled co-extruded polylactide films: Effect on microstructure, barrier, thermal, and rheological properties. J. Food Sci. 2022, 87, 1754–1766. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.; Arfat, Y.A. Application of high-pressure processing and polylactide/cinnamon oil packaging on chicken sample for inactivation and inhibition of Listeria monocytogenes and Salmonella Typhimurium, and post-processing film properties. Food Control 2017, 78, 160–168. [Google Scholar] [CrossRef]
- Tang, Z.; Fan, F.; Fan, C.; Jiang, K.; Qin, Y. The Performance Changes and Migration Behavior of PLA/Nano-TiO2 Composite Film by High-Pressure Treatment in Ethanol Solution. Polymers 2020, 12, 471. [Google Scholar] [CrossRef] [Green Version]
- Mauricio-Iglesias, M.; Jansana, S.; Peyron, S.; Gontard, N.; Guillard, V. Effect of high-pressure/temperature (HP/T) treatments of in-package food on additive migration from conventional and bio-sourced materials. Food Addit. Contam. 2010, 27, 118–127. [Google Scholar] [CrossRef] [Green Version]
- Mauricio-Iglesias, M.; Peyron, S.; Chalier, P.; Gontard, N. Scalping of four aroma compounds by one common (LDPE) and one biosourced (PLA) packaging materials during high pressure treatments. J. Food Eng. 2011, 102, 9–15. [Google Scholar] [CrossRef]
- Mauricio-Iglesias, M.; Peyron, S.; Guillard, V.; Gontard, N. Wheat gluten nanocomposite films as food-contact materials: Migration tests and impact of a novel food stabilization technology (high pressure). J. Appl. Polym. Sci. 2010, 116, 2526–2535. [Google Scholar] [CrossRef]
- Caner, C.; Hernandez, R.; Pascall, M.; Balasubramaniam, V.; Harte, B. The effect of high-pressure food processing on the sorption behaviour of selected packaging materials. Packag. Technol. Sci. Int. J. 2004, 17, 139–153. [Google Scholar] [CrossRef]
- Bhunia, K.; Sablani, S.S.; Tang, J.; Rasco, B. Migration of chemical compounds from packaging polymers during microwave, conventional heat treatment, and storage. Compr. Rev. Food Sci. Food Saf. 2013, 12, 523–545. [Google Scholar] [CrossRef] [PubMed]
- Scarfato, P.; Di Maio, L.; Incarnato, L. Recent advances and migration issues in biodegradable polymers from renewable sources for food packaging. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- European Commission. Commission regulation on plastic materials and articles intended to come into contact with food. Commission regulation (EU) No 10/2011 of 14 January 2011. Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2011:012:0001:0089:en:PDF (accessed on 23 June 2022).
- Yang, C.; Zhu, B.; Wang, J.; Qin, Y. Structural changes and nano-TiO2 migration of poly(lactic acid)-based food packaging film contacting with ethanol as food simulant. Int. J. Biol. Macromol. 2019, 139, 85–93. [Google Scholar] [CrossRef]







| Film Matrix | Processing Conditions | Food Simulant | Barrier Property (WVP/OP) | Mechanical Property | Thermal Properties | Additive Migration | R | |
|---|---|---|---|---|---|---|---|---|
| Tensile Strength (TS) | Elongation at Break (EAB) | |||||||
| PLA, PEG, and CIN | 200, 250, and 300 MPa at 23 °C for 10 min | Chicken | OTR of untreated PLA-PEG-CIN 4% film was 725.63 ± 20.00 (ml/m2 day) significantly increased to 771.58 ± 18.50 (ml/m2 day) when subjected to 300 MPa/23 °C /10 min | TS of untreated PLA-PEG-CIN 4% film was 10.08 ± 0.14 MPa and showed no significant variation when subjected to 300 MPa/23 °C /10 min and TS value was 9.82 ± 0.90 MPa | EAB of untreated PLA-PEG-CIN 4% film was 100.55 ± 4.51% and showed no significant variation when subjected to 300 MPa/23 °C /10 min and the EAB value was 104.64 ± 5.59% | Tg of untreated PLA-PEG-CIN 4% film was 1.44 ± 0.01 °C and showed no significant variation when subjected to 3300 MPa/23 °C /10 min; Tm significantly increased from 136.97 ± 0.14 to 137.59 ± 0.42 °C but Hm showed no significant variation; Tc and % χc significantly decreased from 62.20 ± 0.91 to 60.79 ± 0.78 °C and 11.03 ± 0.39 to 9.86 ± 0.25%, respectively when subjected to 300 MPa/23 °C /10 min | -- | [59] |
| PLASiOx/PLA | 500 MPa at 50 °C for 15 min | Olive oil, Distilled water | WVP of the untreated film increased by 2170.0% when in contact with water and 71.0% when in contact with olive oil. OTR of the untreated film enhanced by 31.0% when in contact with olive oil and the increment was too large when in contact with distilled water making the film unsuitable for packaging | TS of untreated PLASiOx-PLA was 101.1 ± 4.6 MPa significantly decreased to 75.4 ± 2.5 MPa for HPP–oil simulant and 79.2 ± 4.4 MPa for HPP–aqueous simulant | EAB of untreated PLASiOx-PLA was 4.1 ± 0.2% significantly decreased to 2.8 ± 0.1% for HPP–oil simulant and 2.9 ± 0.2% for HPP–aqueous simulant | Tm of untreated PLASiOx-PLA was 148.3 °C significantly increased to 148.6 °C for HPP-oil simulant and but decreased to 146.0 °C for HPP in contact with aqueous simulant; ΔHm of the untreated film decreased from 11.9 to 6.5 J/g after HPP in contact with oil simulant, but increased to 17.7 J/g after HPP with aqueous simulant; similarly, ΔHc of the untreated film decreased from 9.7 to 4.9 J/g after HPP in contact with oil simulant, but increased to 15.9 J/g after HPP with aqueous simulant; % χc of the untreated film 2.4% decreased to 1.7 and 1.9% for HPP with oil simulant and HPP with aqueous simulant, respectively when subjected to 500 MPa/50 °C/15 min | -- | [12] |
| PLA | 200, 500 and 700 MPa for 5 min at 90 °C (sterilization) and 28.5 °C (pasteurization) | tap water, solid carrots, carrot puree and carrot juice | WVP of untreated PLA film at 25 and 30 °C was 1.47 × 10−8 and 1.40 × 10−8 g cm/(cm2 atm s) decreased to 1.22 × 10−8 and 1.14 × 10−8 g cm/(cm2 atm s), respectively when subjected to PLA pasteurized (carrot juice) at 700 MPa. But HP sterilization caused unacceptable embrittlement and opacification of the PLA film and thus WVP was not performed | -- | -- | Two Tg of untreated film 55.8 (associated with the amorphous external layers) and 62.45 °C (inner core of the film) showed no significant variation for pasteurization of tap water at 700 MPa and Tg was 55.6 and 62.25 °C, but Tg after sterilization of tap water at 700 MPa increased to 58.85 and 63.7 °C. Similarly, χc of the untreated film was 25.55% showed no significant variation for pasteurization of tap water at 700 MPa and 28.5 °C and it was 25.15% but increased to 29.4% after sterilization of tap water at 700 MPa and 90 °C | -- | [54] |
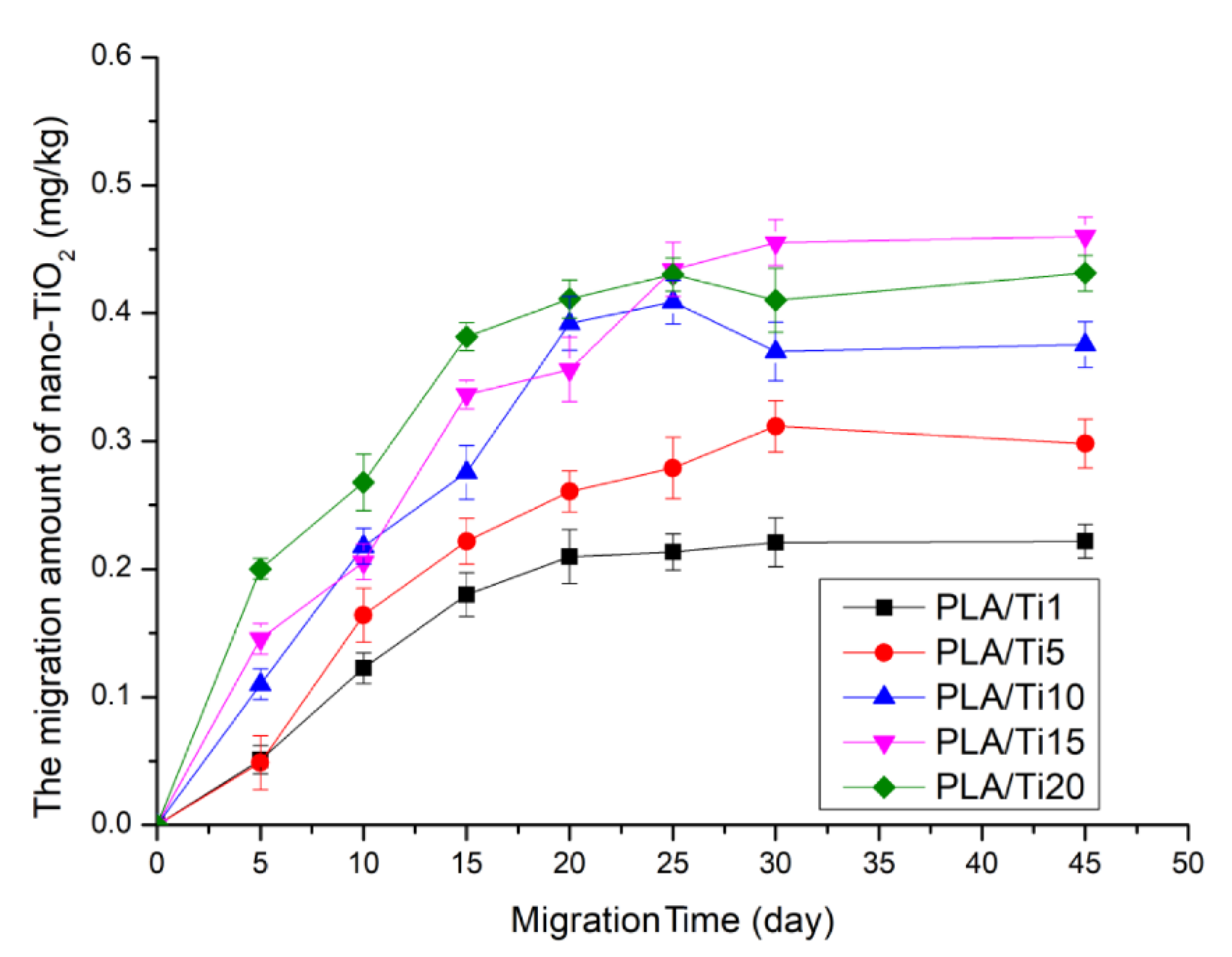
| PLA and Ag (1, 5, 10, 15, and 20 wt%) | 100, 200, 300, and 400 MPa for 10, 20, and 30 min | Isooctane | HPP (400 MPa for 20 min) increased the WVP of the nanocomposite film as the migration time increased and WVP was higher for the nanocomposite containing a higher content of Ag nanoparticles | HPP (400 MPa for 20 min) had no significant impact on TS of the composite film | HPP (400 MPa for 20 min) decreased the EAB with the increase in the migration time | HPP (400 MPa for 20 min) had no significant impact on Tm of the composite film; Tg of the composite films enhanced with the increase in the migration time but was independent of the nano-Ag content. Tc and χc increased as migration time and nano-Ag content increased | Migration Ag NPs enhanced with the increase in NPs concentration, pressure level, and migration time | [33] |
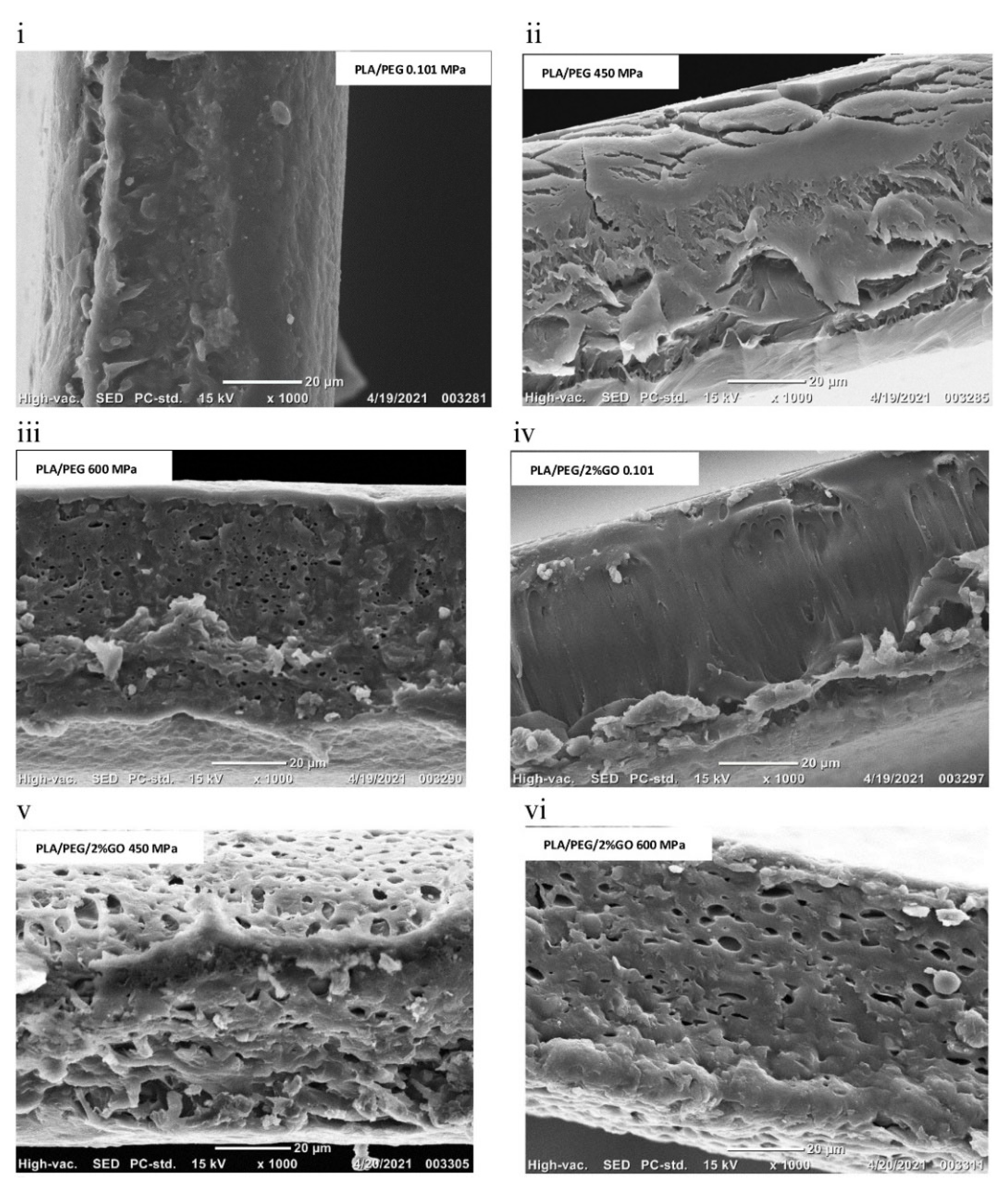
| PLA, polyethylene glycol (PEG), and GO nano-sheets (0, 1, and 2%) | 300, 450, and 600 MPa at 25–38 °C for 15 min | -- | WVP of untreated PLA-PEG-GO-2% was 1.05 ± 0.11 × 10−14 (kg m) (m² s Pa) increased to 1.30 ± 0.04 × 10−14, 1.57 ± 0.24 × 10−14, and 1.68 ± 0.21× 10−14 (kg m) (m² s Pa); similarly, OP of untreated PLA-PEG-GO-2% was 2.18 ± 0.12 × 10−18 (kg m) (m² s Pa) increased to 3.09 ± 0.20 × 10−18, 4.44 ± 0.10 × 10−18, and 6.54 ± 0.37 × 10−18 (kg m) (m² s Pa) when subjected to 300, 450, and 600 MPa, respectively | TS of untreated PLA-PEG-GO-2% was 50.80 ± 0.75 MPa decreased to 43.13 ± 6.64, 40.69 ± 0.77, and 40.14 ± 1.00 MPa when subjected to 300/450/600 MPa, respectively | EAB of untreated PLA-PEG-GO-2% was 25.31 ± 0.27% decreased to 20.32 ± 1.35, 17.98 ± 0.92, and 11.72 ± 1.35% when subjected to 300/450/600 MPa, respectively | Tg of the untreated PLA-PEG-GO-1% film 38.45 ± 0.89 °C, increased to 43.09 ± 0.39, 43.21 ± 0.97, and 49.35 ± 0.68 °C; Two Tm of untreated was film was 141.87 ± 0.89 and 149.68 ± 1.33 °C increased to 144.59 ± 1.22 and 150.40 ± 1.10, 141.66 ± 1.19 and 149.88 ± 0.87; 146.40 ± 1.24 and 150.29 ± 1.41 °C; Tc of the control film was 103.30 ± 0.58 °C increased to 108.45 ± 0.66, 110.10 ± 0.99, and 116.85 ± 0.98 °C; %χc of the untreated film was 26.42 ± 0.78% increased to 33.01 ± 1.13, 34.21 ± 1.20, and 35.76 ± 1.15% when subjected to 300/450/600 MPa, respectively | -- | [51] |
| Cellulose acetate (CA) | 200, 300 or 400 MPa for 5 or 10 min | -- | WVTR of untreated CA film was 232.56 ± 2.29 g.m−2. day−1 significantly decreased with the increase in pressure levels as follows: 205.57 ± 4.48 and 197.84 ± 1.86 g.m−2. day−1 when exposed to 200 MPa for 5 and 10 min, respectively; 192.35 ± 1.13, and 185.78 ± 1.77 g m−2 day−1 when exposed to 300 MPa for 5 and 10 min, respectively; 182.53 ± 0.68 and 177.36 ± 2.26 g.m−2. day−1 when exposed to 400 MPa for 5 and 10 min, respectively | TS of untreated CA film was 40.9 ± 1.2 MPa significantly decreased to 34.5 ± 1.5, and 34.9 ± 1.1 MPa when exposed to 200 MPa for 5 and 10 min, respectively; 28.9 ± 1.3 and 36.6 ± 1.3 MPa when exposed to 300 MPa for 5 and 10 min, respectively; 32.4 ± 0.7 and 32.6 ± 1.4 MPa when exposed to 400 MPa for 5 and 10 min, respectively | EAB of untreated CA film was 4.2 ± 0.1% significantly increased to 5.5 ± 0.3 and 5.5 ± 0.3% when exposed to 200 MPa for 5 and 10 min, respectively; 6.3 ± 0.4 and 5.3 ± 0.3% when exposed to 300 MPa for 5 and 10 min, respectively; 6.2 ± 0.3 and 5.8 ± 0.3% when exposed to 400 MPa for 5 and 10 min, respectively | Tg of untreated CA film was 203 °C, decreased to 197.25, and 195.33 °C when exposed to 200 MPa for 5 and 10 min, respectively; decreased to 196.88, and 196.08 °C when exposed to 300 MPa for 5 and 10 min, respectively; decreased to 196.95, and 196.95 °C when exposed to 400 MPa for 5 and 10 min, respectively. Similarly, Tm of untreated CA was 227.40 °C and showed minimal change in a narrow range between 227.66 to 226.59 °C when exposed to 400 to 200 MPa for 10 min | -- | [56] |
| Co-extruded PLA | 300, 450, and 600 MPa for 15 min at 25–38 °C | -- | WVP of the untreated film (25-μm) was 2.05 ± 0.43) × 10−14 kg·m/ (m²·s·Pa) showed no significant variation in the WVP and the values were (2.02 ± 0.23) × 10−14, (1.95 ± 0.11) × 10−14, and (2.13 ± 0.10) × 10−14 kg·m/ (m²·s·Pa) when subjected to 300, 450, and 600 MPa; but WVP of the 75-μm showed no significant variation when subjected to HPP. OP of the untreated film (25-μm) was (6.55 ± 0.41) × 10−18 [kg·m/ (m²·s·Pa)] and significantly increased to (9.67 ± 0.84) × 10−18 [kg·m/ (m²·s·Pa)] when subjected to 600 MPa and 75-μm showed no significant variation of the OP when subjected to HPP | -- | -- | Tm of both the untreated film was 166.87 °C and HPP (600 MPa) showed no significant variation. Similarly, fusion enthalpies (ΔE) of untreated 25 and the 75-μm film was 35.10 and 34.41 J/g values changed insignificantly (34.37–38.13 J/g) after the HPP except for 25-μm film with 600 MPa (31.43 J/g) | -- | [57] |
| PLA and TiO2 nanoparticles | 300 MPa for 10 min | water | WVP of the untreated PLA loaded with 0, 10, and 20% TiO2 nanoparticles film was 5.28 ± 0.08, 4.78 ± 0.26, and 5.33 ± 0.17 (g·m)/(m2·s·Pa) significantly decreased to 4.81 + 0.17, 4.12 + 0.15, and 4.97 + 0.18 (g·m)/(m2·s·Pa), respectively 300 MPa for 10 min | TS of untreated film containing 0, 10, and 20% TiO2 nanoparticles film was 30.71 ± 1.18, 34.89 ± 1.19, and 32.45 ± 1.42 MPa showed no significant variation and values were 31.32 ± 0.94, 36.08 ± 1.25, and 33.72 ± 1.78 MPa, respectively when subjected to 300 MPa for 10 min | EAB of untreated film containing 0, 10, and 20% TiO2 nanoparticles film was 83.7 ± 5.21, 72.1 ± 6.81, and 75.2 ± 5.12% decreased to 79.1 ± 5.86, 64.2 ± 4.62, and 72.1 ± 5.67%, respectively when subjected to 300 MPa for 10 min | Tg, Tc, Tm, and χc of untreated PLA film were 45.2 °C, 112.2 °C, 168.2 °C, and 14.5% changes insignificantly to 45.8 °C, 108.3 °C, 172.1 °C, and 18.3% when subjected to 300 MPa for 10 min; Similarly, Tg, Tc, Tm, and χc of untreated PLA/ TiO2-10% film was 49.7 °C, 105.2 °C, 168.4 °C, 18.7% changes to 48.8 °C, 102.5 °C, 168.5 °C, 22.4%, respectively when subjected to 300 MPa for 10 min | -- | [55] |
| PLA and TiO2 nanoparticles | 300 MPa for 10 min | Ethanol Solution | WVP of HPP of PLA 4.81 ± 0.17 (g·m)/(m2·s·Pa) (on 0 day) showed no significant variation over the period of 30 day, 5.55 ± 0.15 (g·m)/(m2·s·Pa) (on 30th day); similarly for PLA- TiO2-20%, WVP 4.97 ± 0.18 (g·m)/(m2·s·Pa) (on 0 day) showed no significant variation over the period of 30 days, 5.61 ± 0.13(g·m)/ (m2·s·Pa).Similarly, OP of PLA film 4.02 ± 0.18 [(cm3/(24 h m2)].(cm/bar) (on 0 day) showed no significant variation over the period of 30 day, 4.77 ± 0.15 (cm3/(24 h.m2)].(cm/bar); similarly for PLA- TiO2-20%, OP 3.98 ± 0.21 (cm3/(24 h m2)].(cm/bar) (on 0 days) showed no significant variation over the period of 30 days, 4.81 ± 0.20 (cm3/(24 h m2)].(cm/bar) | -- | -- | Tg, and Tc, of PLA film after HPP at 300 MPa/10 min on 0 day was 46.0 °C, and 119.2 °C, increased to 59.9 °C, and 121.5 °C, respectively on the 30th day; Tm on 0 day was 171.3 °C insignificantly deceased to 169.4 °C on 30th day; χc on 0 day was 20.5% decreased to 15.2% on 30th day; similarly, thermal properties after HP treatment on 0 to 30th day for PLA- TiO2-20% was as follows: Tg increased from 48.8 to 62.5 °C; Tm value increased from 108.6 to 119.0 °C, Tc value 170.0 °C insignificantly changed to 170.5 °C; χc value decreased from 25.4% to 19.4% | Under HPP, migration of TiO2 NPs increased with the increase in the concentration of NPs, and migration time | [60] |
| PLA/Uvitex OB® | 800 MPa at 20, and 90 °C for 5 min | Distilled water 3% acetic acid, 15% ethanol, Olive oil | -- | -- | -- | -- | The migration of Uvitex OB® due to HPP was too low to be detected | [61] |
| Co-extruded PLA | 450, and 600 at 26–39 °C for 15 min | water | WVP of the untreated film (1.55 ± 0.12) × 10−14 (kg·m/[m2·s·Pa]) significantly increased to (1.59 ± 0.10) × 10−14 and (1.62 ± 0.13) × 10−14 (kg·m/[m2·s·Pa]) when subjected to 450 and 600 MP, respectively; OP of the untreated film (6.58 ± 0.33) × 10−18 (kg·m/[m2·s·Pa]) significantly increased to (8.67 ± 0.26) × 10−18 and (9.16 ± 0.44) × 10−18 (kg·m/[m2·s·Pa]) when subjected to 450 and 600 MP, respectively | TS of the untreated film 36.40 ± 1.11 MPa significantly decreased to 33.04 ± 0.45 and 31.02 ±1.97 MPa when subjected to 450 and 600 MPa, respectively | EAB of the untreated film 31.92 ± 2.81% significantly decreased to 21.58 ± 2.76 and 17.54 ± 1.39% when subjected to 450 and 600 MPa, respectively | Tg and Tm of the untreated film do not show significant variation with the increase in the pressure level, however, Tc of the untreated film 118.08 ± 0.56 °C significantly increased to 120.34 ± 0.59 °C when subjected to 450 MPa but decreased to 117.33 ± 0.62 MPa when treated with 600 MPa; χc of the untreated film 26.35 ± 0.21% decreased to 25.80 ± 0.22 and 19.98 ± 0.19% when subjected to 450 and 600 MP, respectively | -- | [58] |
| PLA (Biophan 121 of 40 μm) | 800 MPa, 40, and 115 °C for 5 min | Distilled water, 3% acetic acid, 15% ethanol, and Olive oil | -- | -- | -- | -- | HP pasteurization at 800 MPa, 40 °C for 5 min, significantly decreased the absorption of aroma compounds, and the losses of ethyl hexanoate were up to 17%; But HP sterilization at 800 MPa, 115 °C for 5 min, significantly increased the absorption of aroma compounds and the losses of ethyl hexanoate were up to 60% | [62] |
| Wheat gluten, montmorillonite (MMT), Uvitex OB® | 800 MPa at 20, 90 °C for 5 min | Distilled water, 3% acetic acid, 15% ethanol, and Olive oil | -- | -- | -- | -- | HP pasteurization (800 MPa at 20 °C for 5 min) had no impact on migration behavior, but HP sterilization (800 MPa at 20 °C for 5 min) melted the film | [63] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoque, M.; McDonagh, C.; Tiwari, B.K.; Kerry, J.P.; Pathania, S. Effect of High-Pressure Processing on the Packaging Properties of Biopolymer-Based Films: A Review. Polymers 2022, 14, 3009. https://doi.org/10.3390/polym14153009
Hoque M, McDonagh C, Tiwari BK, Kerry JP, Pathania S. Effect of High-Pressure Processing on the Packaging Properties of Biopolymer-Based Films: A Review. Polymers. 2022; 14(15):3009. https://doi.org/10.3390/polym14153009
Chicago/Turabian StyleHoque, Monjurul, Ciara McDonagh, Brijesh K. Tiwari, Joseph P. Kerry, and Shivani Pathania. 2022. "Effect of High-Pressure Processing on the Packaging Properties of Biopolymer-Based Films: A Review" Polymers 14, no. 15: 3009. https://doi.org/10.3390/polym14153009