
Effect of Process Parameters on the Performance of Drop-On-Demand 3D Inkjet Printing: Geometrical-Based Modeling and Experimental Validation



Abstract
:1. Introduction
2. Theoretical Background
2.1. The 3D Inkjet Printing Process
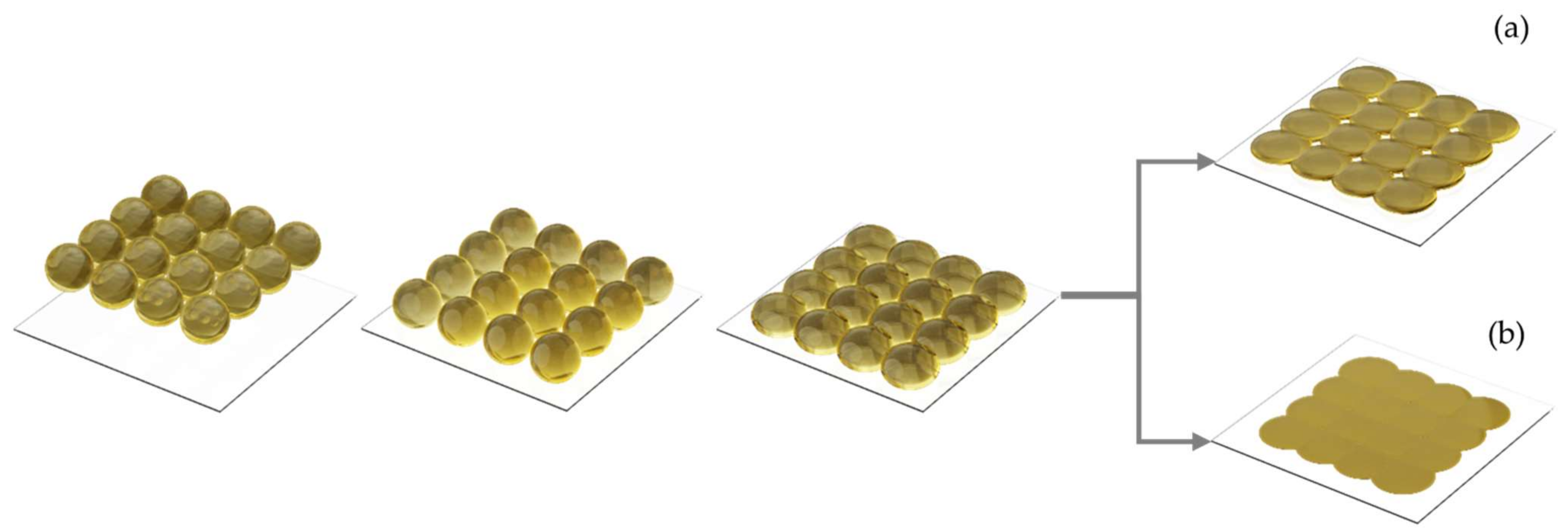
2.2. Physics of Droplets in Inkjet Printing
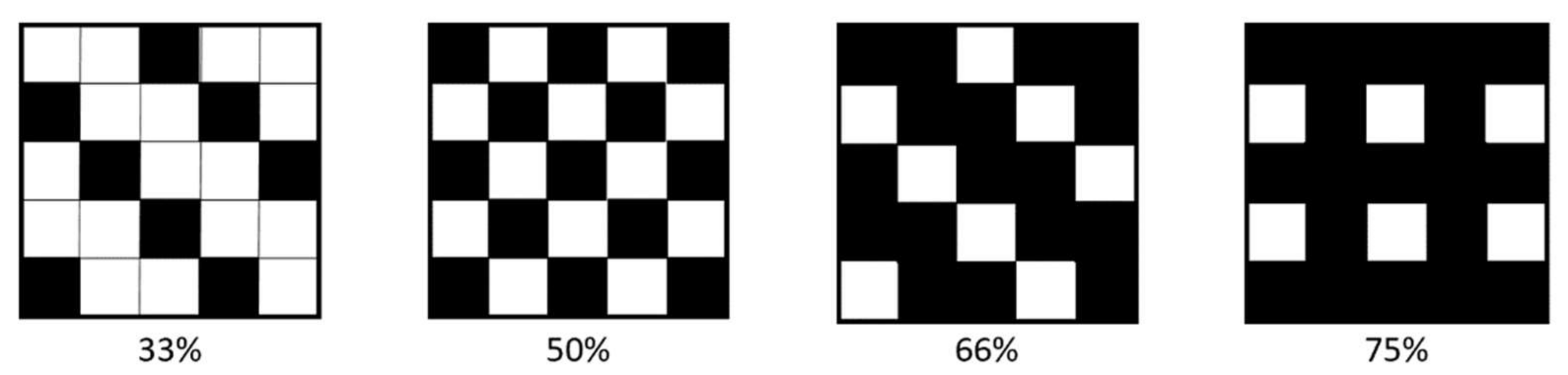
2.3. Tagged Image File Format
3. Materials and Methods
3.1. Development of the Simulation Tool
3.2. Workflow of the Simulation Tool
3.3. Validation
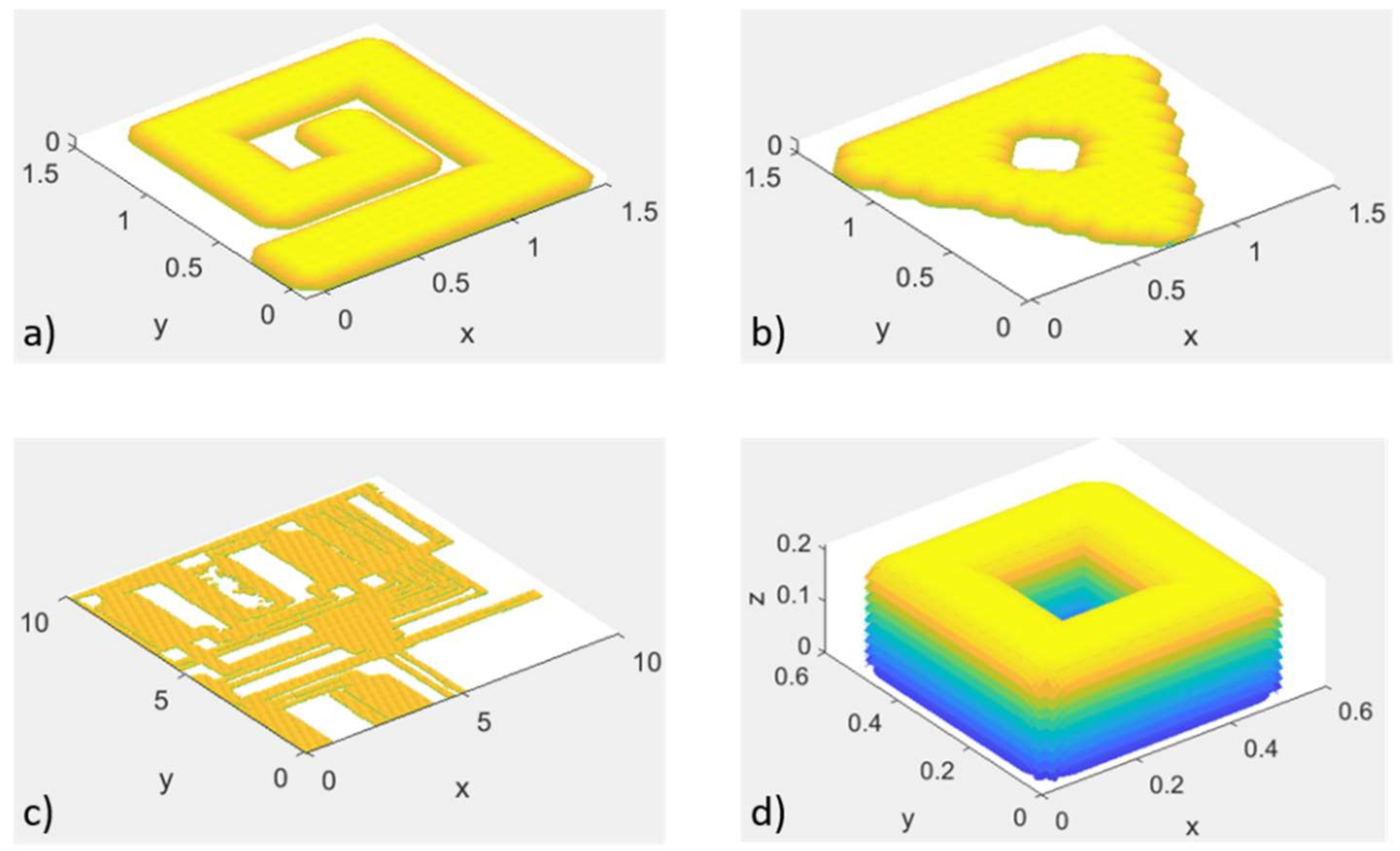
3.3.1. Validation with 3D-Printed Parts for Horizontal Features
- X-resolution dpix: 360 dpi;
- Y-resolution dpiy: 360.2837 dpi;
- Number of layers: 100;
- Coverage percentage: 100%.
3.3.2. Validation with 3D-Printed Parts for Vertical Features
- X-resolution dpix: 360 dpi or 720 dpi or 1080 dpi;
- Y-resolution dpiy: 360 dpi or 715 dpi or 1080 dpi;
- Number of layers: 10 base layers and 5 top layers;
- Coverage percentage: 100% or 75%.
3.3.3. Validation Using the “Inkraster” and “TIFF2Droplet” Software
4. Results
Quantitative Assessment of the Results
5. Discussion
Comparison of Results to Related Studies
6. Optimization-Oriented Simulation of the Inkjet Process
7. Conclusions
- A summary of droplet behavior entailing theory and equations to model droplets/substrate interactions;
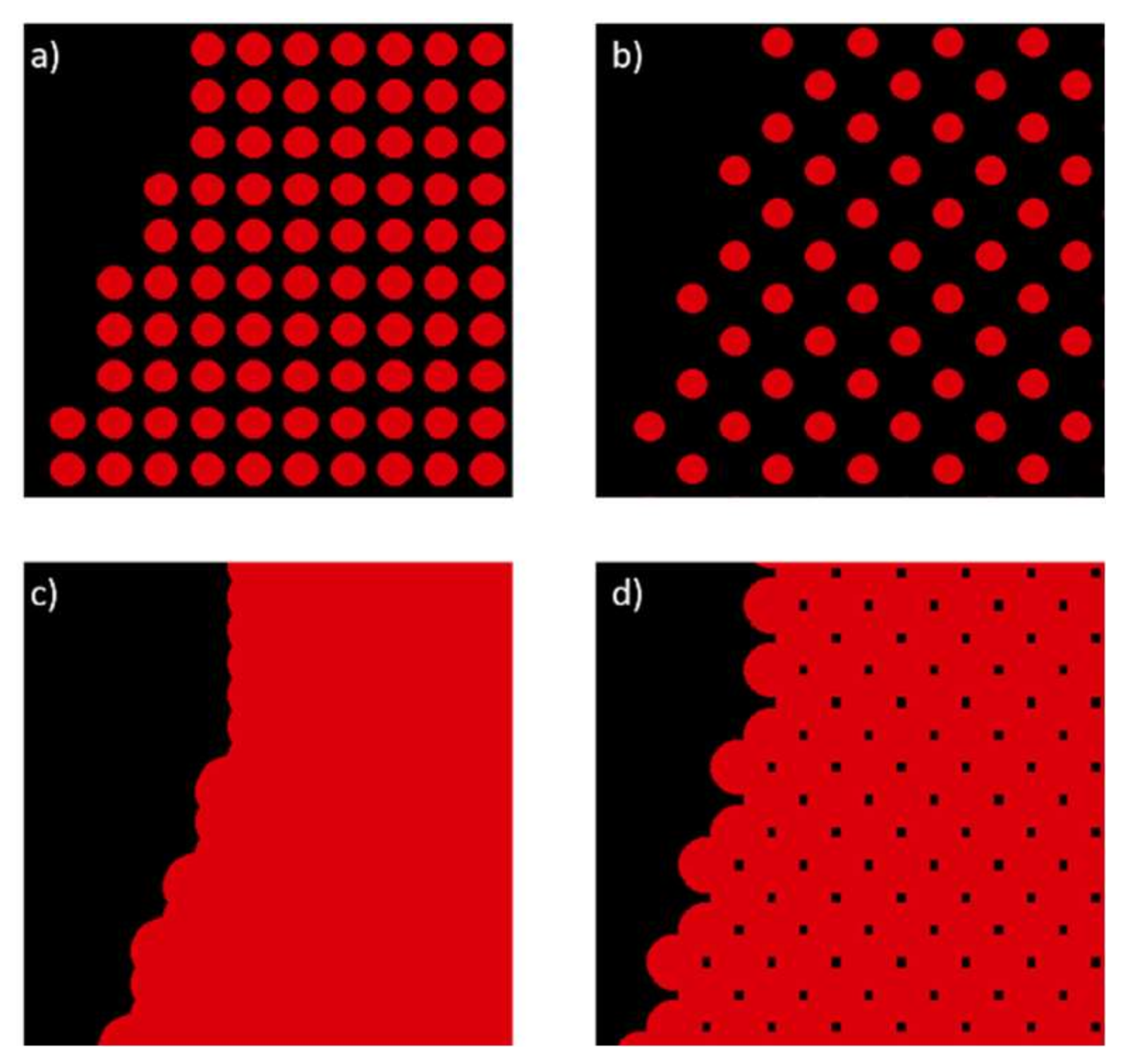
- A geometric-based approach to simulate drop coalescence on a substrate considering resolution and coverage percentage of the TIFF file and droplet diameter;
- A ready-to-use simulation tool which models the behavior of ink droplets in a multilayer 3D inkjet printing process;
- A validation of the aforementioned tool showing the general agreement of the simulations performed with the tool and the printed parts;
- An applicability evaluation highlighting aspects to consider and improve in future works.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Effect of Process Parameters on the Generated Surface Roughness of Down-Facing Surfaces in Selective Laser Melting. Appl. Sci. 2019, 9, 1256. [Google Scholar] [CrossRef] [Green Version]
- Graf, D.; Qazzazie, A.; Hanemann, T. Investigations on the Processing of Ceramic Filled Inks for 3D InkJet Printing. Materials 2020, 13, 2587. [Google Scholar] [CrossRef] [PubMed]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Elkaseer, A.; Schneider, S.; Scholz, S. FDM Process Optimisation for Low Surface Roughness and Energy Consumption. In Proceedings of the 3RD World Congress on Micro and Nano Manufacturing, Raleigh, NC, USA, 10–12 September 2019; pp. 270–273, in press. [Google Scholar]
- Alageel, O. Three-dimensional printing technologies for dental prosthesis: A review. Rapid Prototyp. J. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Ali, M.H.; Issayev, G.; Shehab, E.; Sarfraz, S. A critical review of 3D printing and digital manufacturing in construction engineering. Rapid Prototyp. J. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Karunakaran, S.K.; Arumugam, G.M.; Yang, W.; Ge, S.; Khan, S.N.; Lin, X.; Yang, G. Recent progress in inkjet-printed solar cells. J. Mater. Chem. A 2019, 7, 13873–13902. [Google Scholar] [CrossRef]
- Dávila, J.L.; Manzini, B.M.; d’Ávila, M.A.; da Silva, J.V.L. Open-source syringe extrusion head for shear-thinning materials 3D printing. Rapid Prototyp. J. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Thiam, B.G.; El Magri, A.; Vanaei, H.R.; Vaudreuil, S. 3D Printed and Conventional Membranes—A Review. Polymers 2022, 14, 1023. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Khelladi, S.; Deligant, M.; Shirinbayan, M.; Tcharkhtchi, A. Numerical Prediction for Temperature Profile of Parts Manufactured using Fused Filament Fabrication. J. Manuf. Processes 2022, 76, 548–558. [Google Scholar] [CrossRef]
- Davoodi, E.; Fayazfar, H.; Liravi, F.; Jabari, E.; Toyserkani, E. Drop-on-demand high-speed 3D printing of flexible milled carbon fiber/silicone composite sensors for wearable biomonitoring devices. Addit. Manuf. 2020, 32, 101016. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S. Additive Manufacturing Processes; Springer Nature: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Romano, T.; Migliori, E.; Mariani, M.; Lecis, N.; Vedani, M. Densification behaviour of pure copper processed through cold pressing and binder jetting under different atmospheres. Rapid Prototyp. J. 2022, 28, 1023–1039. [Google Scholar] [CrossRef]
- Huang, J.; Segura, L.J.; Wang, T.; Zhao, G.; Sun, H.; Zhou, C. Unsupervised learning for the droplet evolution prediction and process dynamics understanding in inkjet printing. Addit. Manuf. 2020, 35, 101197. [Google Scholar] [CrossRef]
- Simonelli, M.; Aboulkhair, N.; Rasa, M.; East, M.; Tuck, C.; Wildman, R.; Salomons, O.; Hague, R. Towards digital metal additive manufacturing via high-temperature drop-on-demand jetting. Addit. Manuf. 2019, 30, 100930. [Google Scholar] [CrossRef]
- Tourloukis, G.; Stoyanov, S.; Tilford, T.; Bailey, C. Data driven approach to quality assessment of 3D printed electronic products. In Proceedings of the 38th International Spring Seminar on Electronics Technology (ISSE), Eger, Hungary, 6–10 May 2015; pp. 300–305. [Google Scholar] [CrossRef]
- Tourloukis, G.; Stoyanov, S.; Tilford, T.; Bailey, C. Predictive modelling for 3D inkjet printing processes. In Proceedings of the 39th International Spring Seminar on Electronics Technology (ISSE), Pilsen, Czech Republic, 18–22 May 2016; pp. 257–262. [Google Scholar] [CrossRef]
- Xu, J.; Jia, H.; Zhao, Y. Study on the Relationship Between Ink Drop Size and Dot Cover Area of Inkjet Plate Making. In Advanced Graphic Communications, Packaging Technology and Materials, Singapore; Ouyang, Y., Xu, M., Yang, L., Ouyang, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 435–442. [Google Scholar] [CrossRef]
- Lu, L.; Zheng, J.; Mishra, S. A Layer-To-Layer Model and Feedback Control of Ink-Jet 3-D Printing. IEEE ASME Trans. Mechatron. 2015, 20, 1056–1068. [Google Scholar] [CrossRef]
- Guo, Y.; Mishra, S. A predictive control algorithm for layer-to-layer ink-jet 3D printing. In Proceedings of the American Control Conference (ACC), Boston, MA, USA, 6–8 July 2016; pp. 833–838. [Google Scholar] [CrossRef]
- Guo, Y.; Peters, J.; Oomen, T.; Mishra, S. Distributed model predictive control for ink-jet 3D printing. In Proceedings of the IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Munich, Germany, 3–7 July 2017; pp. 436–441. [Google Scholar] [CrossRef]
- Guo, Y.; Peters, J.; Oomen, T.; Mishra, S. Control-oriented models for ink-jet 3D printing. Mechatronics 2018, 56, 211–219. [Google Scholar] [CrossRef]
- Inyang-Udoh, U.; Guo, Y.; Peters, J.; Oomen, T.; Mishra, S. Layer-to-layer Predictive Control of Ink-jet 3D Printing. IEEE ASME Trans. Mechatron. 2020, 25, 1783–1793. [Google Scholar] [CrossRef]
- Inyang-Udoh, U.; Mishra, S. A Learning-based Approach to Modeling and Control of Inkjet 3D Printing. In Proceedings of the American Control Conference (ACC), Denver, CO, USA, 1–3 July 2020; pp. 460–466. [Google Scholar] [CrossRef]
- Salcedo, E.; Baek, D.; Berndt, A.; Ryu, J.E. Simulation and validation of three dimension functionally graded materials by material jetting. Addit. Manuf. 2018, 22, 351–359. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Ruiz Cantu, L.; Chen, X.; Alexander, M.R.; Roberts, C.J.; Hague, R.; Tuck, C.; Irvine, D.; Wildman, R. High-throughput characterization of fluid properties to predict droplet ejection for three-dimensional inkjet printing formulations. Addit. Manuf. 2019, 29, 100792. [Google Scholar] [CrossRef]
- Wu, Q.; Guo, W.; Xu, L.; Yuan, F. Study and Simulation on Forming Process of Ink Drops. In Advanced Graphic Communication, Printing and Packaging Technology, Singapore; Zhao, P., Ye, Z., Xu, M., Yang, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 291–295. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Elkaseer, A.; Schneider, S.; Scholz, S.G. Experiment-Based Process Modeling and Optimization for High-Quality and Resource-Efficient FFF 3D Printing. Appl. Sci. 2020, 10, 2899. [Google Scholar] [CrossRef] [Green Version]
- Mueller, J.; Shea, K.; Daraio, C. Mechanical properties of parts fabricated with inkjet 3D printing through efficient experimental design. Mater. Des. 2015, 86, 902–912. [Google Scholar] [CrossRef]
- Cho, D.-W.; Lee, J.-S.; Jang, J.; Jung, J.W.; Park, J.H.; Pati, F. Inkjet-based 3D printing. In Organ Printing; Morgan & Claypool Publishers: San Rafael, CA, USA, 2015; pp. 31–37. [Google Scholar] [CrossRef]
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Khalate, A.; Bombois, X.; Scorletti, G.; Babuska, R.; Koekebakker, S.; de Zeeuw, W. A Waveform Design Method for a Piezo Inkjet Printhead Based on Robust Feedforward Control. J. Microelectromechanical Syst. 2012, 21, 1365–1374. [Google Scholar] [CrossRef]
- Hutchings, I.M.; Martin, G.D.; Hoath, S.D. Introductory Remarks. In Fundamentals of Inkjet Printing: The Science of Inkjet and Droplets, 1st ed.; Hoath, S.D., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA.: Weinheim, Germany, 2015; pp. 1–12. [Google Scholar] [CrossRef]
- Stringer, J.; Derby, B. Formation and Stability of Lines Produced by Inkjet Printing. Langmuir 2010, 26, 10365–10372. [Google Scholar] [CrossRef]
- Jung, S.; Hwang, H.J.; Hong, S.H. Drops on Substrates. In Fundamentals of Inkjet Printing: The Science of Inkjet and Droplets, 1st ed.; Hoath, S.D., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA.: Weinheim, Germany, 2015; pp. 199–218. [Google Scholar] [CrossRef]
- Li, R.; Ashgriz, N.; Chandra, S.; Andrews, J.R.; Drappel, S. Coalescence of two droplets impacting a solid surface. Exp. Fluids 2010, 48, 1025–1035. [Google Scholar] [CrossRef]
- Ristenpart, W.D.; McCalla, P.M.; Roy, R.V.; Stone, H.A. Coalescence of Spreading Droplets on a Wettable Substrate. Phys. Rev. Lett. 2006, 97, 064501. [Google Scholar] [CrossRef] [Green Version]
- Duineveld, P.C. The stability of ink-jet printed lines of liquid with zero receding contact angle on a homogeneous substrate. J. Fluid Mech. 2003, 477, 175–200. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W. Interface Dynamics in Inkjet Deposition. Ph.D. Thesis, School of Mechanical Engineering, Georgia Institute of Technology, Atlanta, GA, USA, May 2014. [Google Scholar]
- Wiggins, R.H.; Davidson, H.C.; Harnsberger, H.R.; Lauman, J.R.; Goede, P.A. Image File Formats: Past, Present, and Future. RadioGraphics 2001, 21, 789–798. [Google Scholar] [CrossRef]
- Aldus Developers Desk TIFF; Revision 6.0; Aldus Corporation: Seattle, WA, USA, 1992.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulated (mm) | Measured (mm) | Relative Error | |
|---|---|---|---|
| Droplet diameter (d0) of 41.2 μm | |||
| 360 dpi with 75% coverage percentage | 0.162 | 0.127 | 27.56% |
| 360 dpi with 100% coverage percentage | 0.156 | 0.167 | −6.59% |
| 720 dpi with 75% coverage percentage | 0.493 | 0.535 | −7.85% |
| 720 dpi with 100% coverage percentage | 0.681 | 0.725 | −6.07% |
| 1080 dpi with 75% coverage percentage | 0.874 | 0.825 | 5.94% |
| 1080 dpi with 100% coverage percentage | 1.024 | 1.155 | −11.34% |
| Droplet diameter (d0) of 31.9 μm | |||
| 720 dpi with 75% coverage percentage | 0.569 | 0.532 | 6.95% |
| 720 dpi with 100% coverage percentage | 0.785 | 0.725 | 8.28% |
| 1080 dpi with 75% coverage percentage | 0.882 | 0.815 | 8.22% |
| 1080 dpi with 100% coverage percentage | 1.034 | 1.135 | −8.90% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elkaseer, A.; Schneider, S.; Deng, Y.; Scholz, S.G. Effect of Process Parameters on the Performance of Drop-On-Demand 3D Inkjet Printing: Geometrical-Based Modeling and Experimental Validation. Polymers 2022, 14, 2557. https://doi.org/10.3390/polym14132557
Elkaseer A, Schneider S, Deng Y, Scholz SG. Effect of Process Parameters on the Performance of Drop-On-Demand 3D Inkjet Printing: Geometrical-Based Modeling and Experimental Validation. Polymers. 2022; 14(13):2557. https://doi.org/10.3390/polym14132557
Chicago/Turabian StyleElkaseer, Ahmed, Stella Schneider, Yaqi Deng, and Steffen G. Scholz. 2022. "Effect of Process Parameters on the Performance of Drop-On-Demand 3D Inkjet Printing: Geometrical-Based Modeling and Experimental Validation" Polymers 14, no. 13: 2557. https://doi.org/10.3390/polym14132557