
Laser-Assisted Melt Electrospinning of Poly(L-lactide-co-ε-caprolactone): Analyses on Processing Behavior and Characteristics of Prepared Fibers

 and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
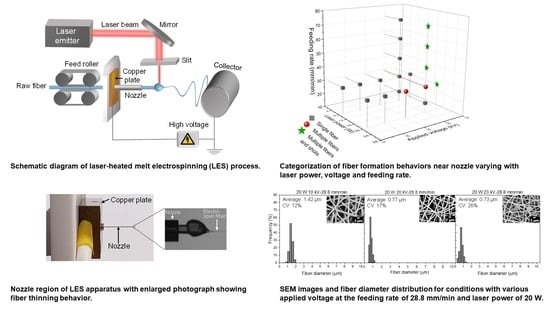
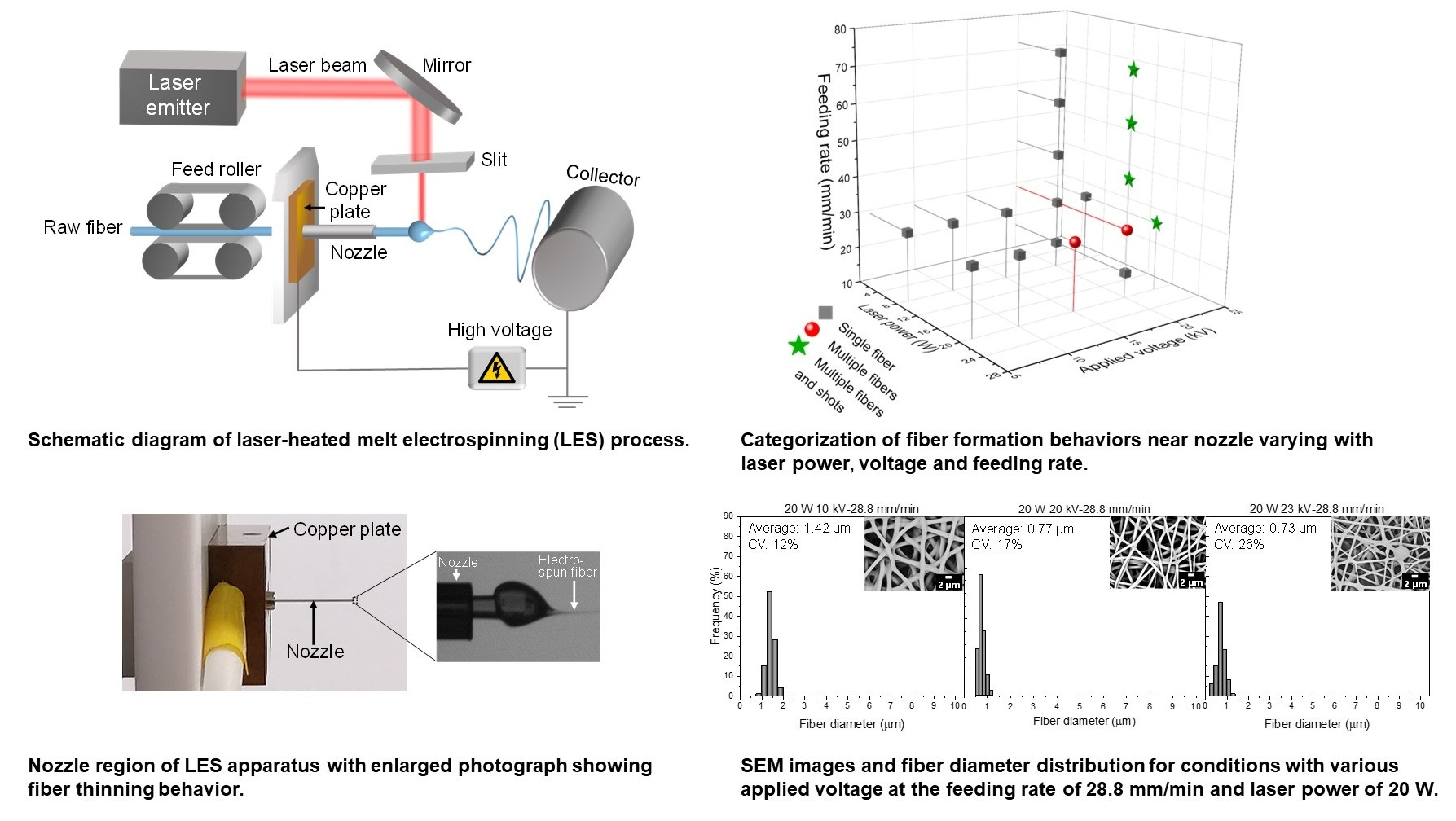
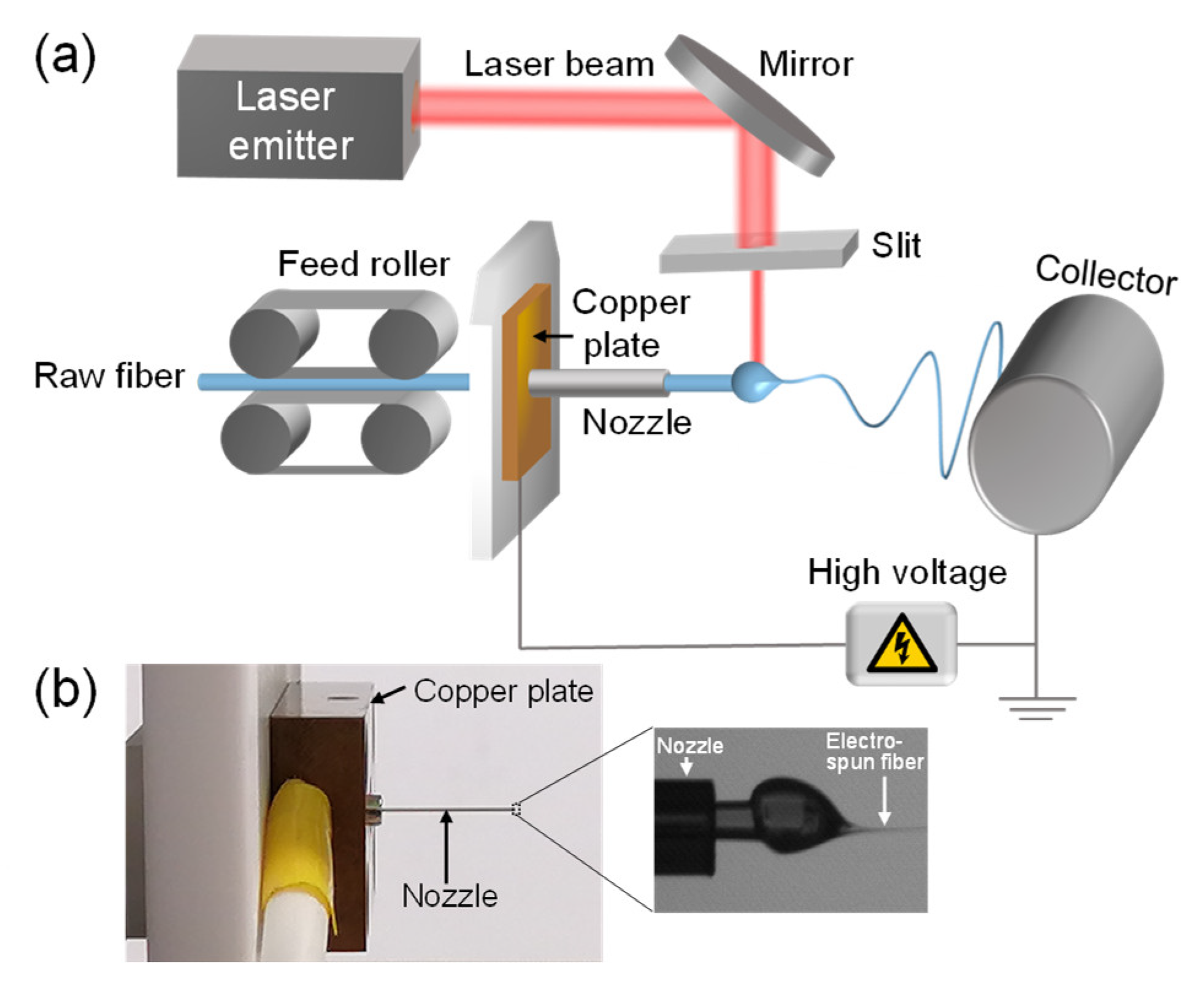
2.2. Laser-Heated Melt Electrospinning Process (LES)
2.3. Analysis of Fiber Formation Behavior near the Nozzle during LES
2.3.1. Profiles of Diameter, Running Speed, Strain Rate, and Residence Time of Fiber
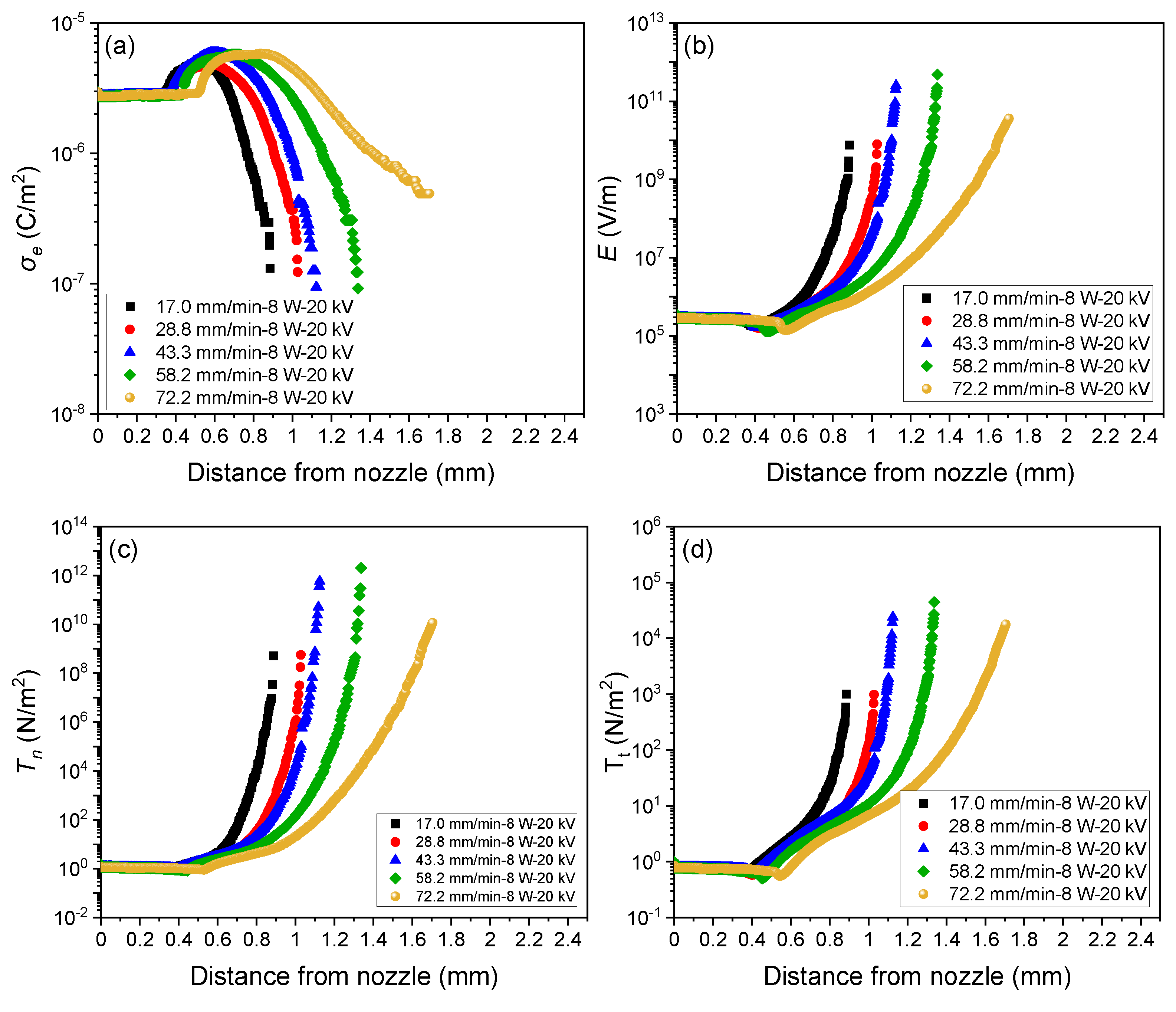
2.3.2. Electrical Stress Analysis of the Fiber near the Nozzle
2.3.3. Dielectric Constant and Conductivity
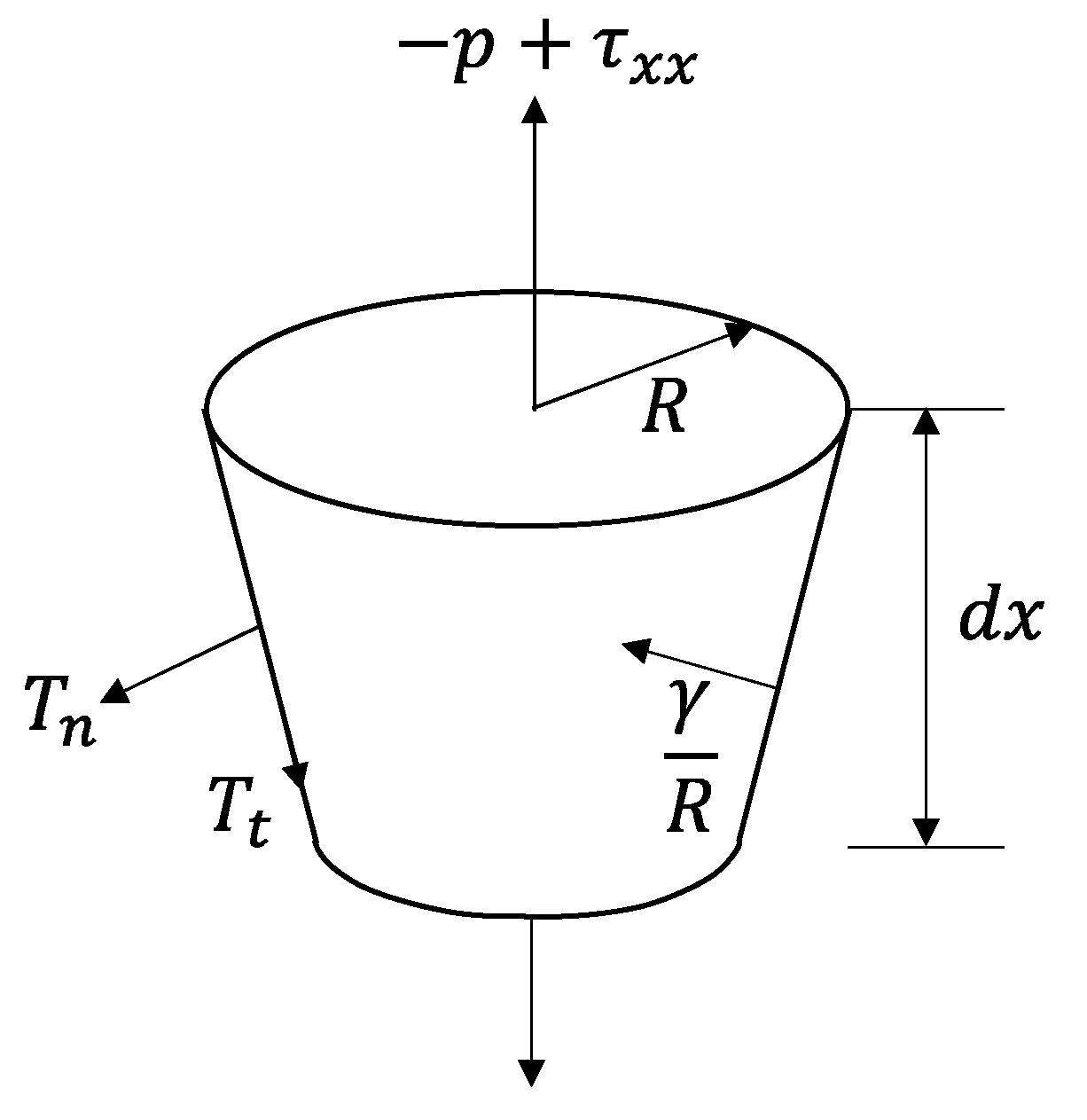
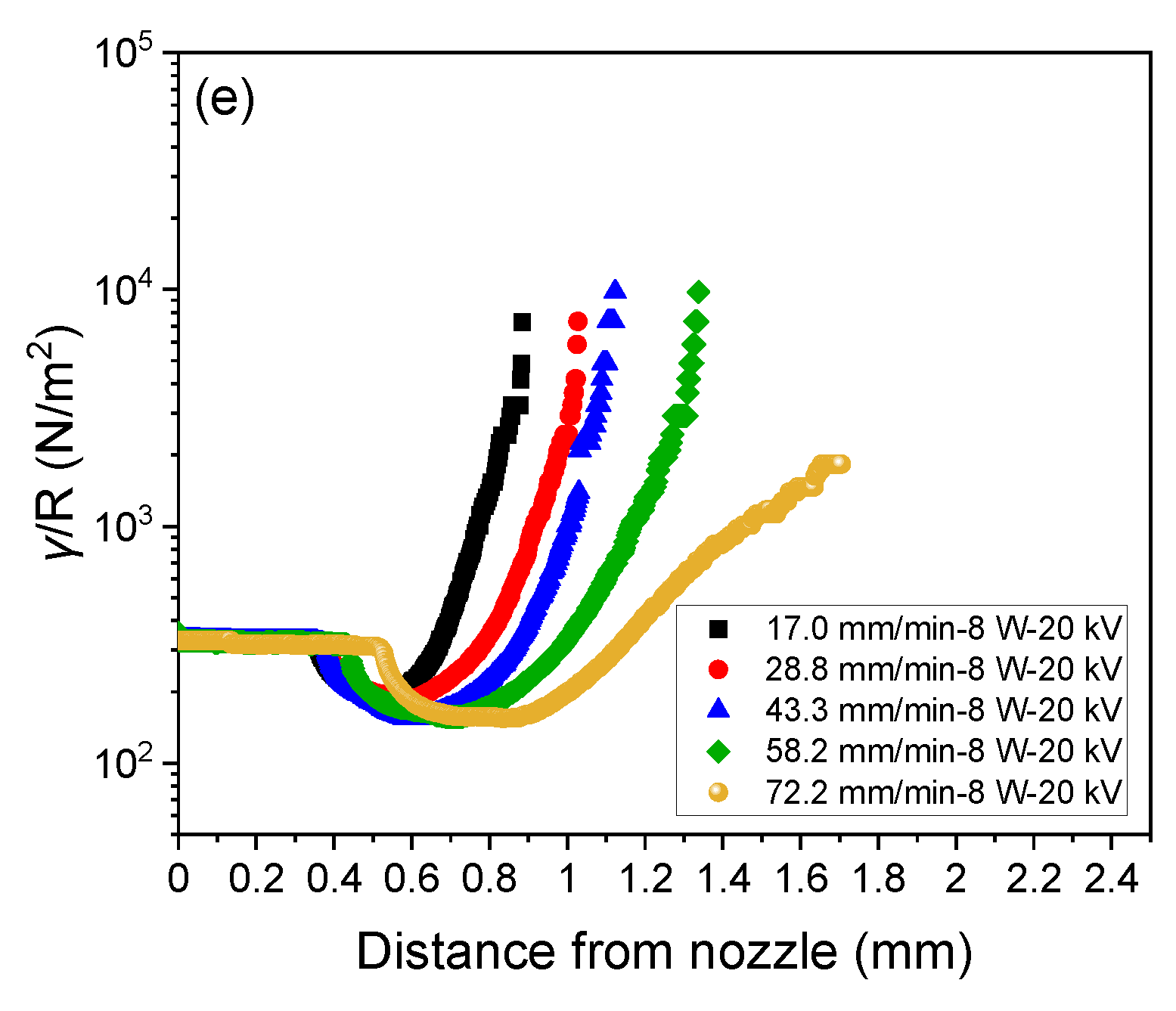
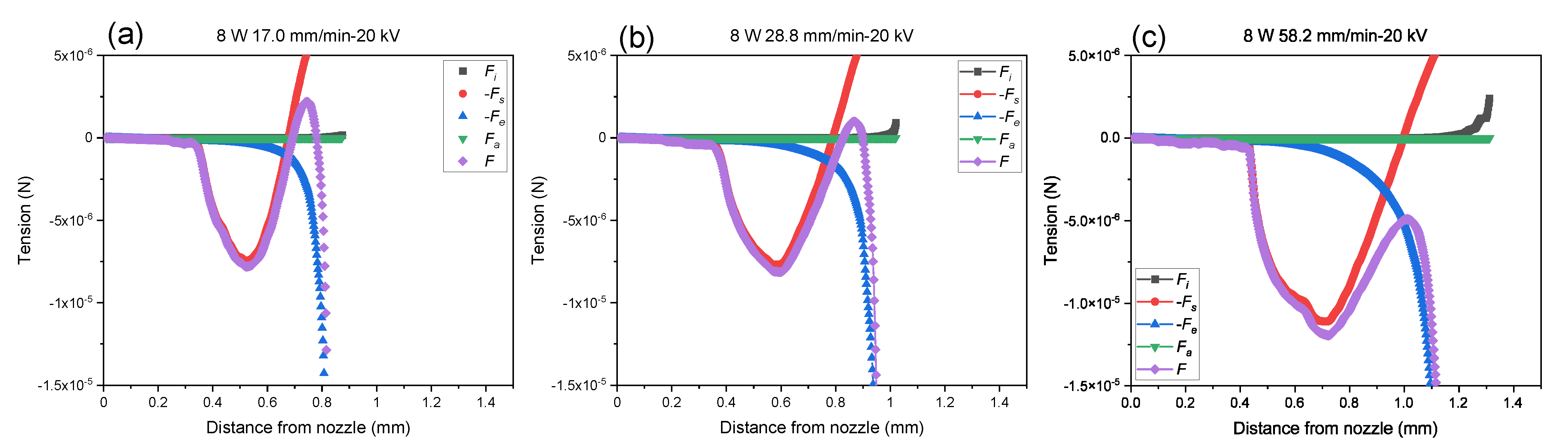
2.3.4. Analysis of the Spin-Line Tension and Stress
2.3.5. Fiber Temperature Measurement during LES
2.4. Analysis of Fibers in the Web
2.4.1. Scanning Electron Microscopy (SEM)
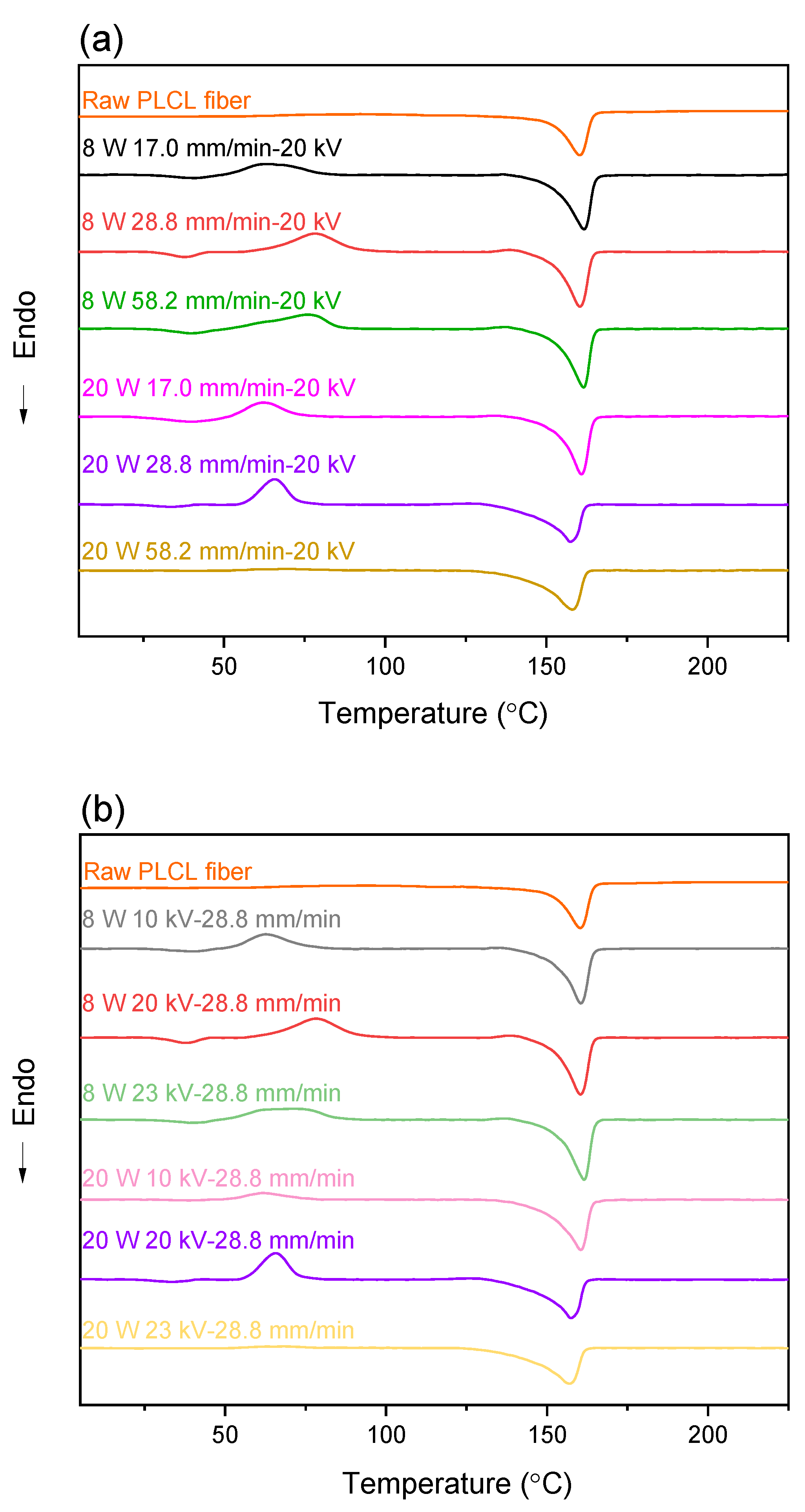
2.4.2. Differential Scanning Calorimetry (DSC)
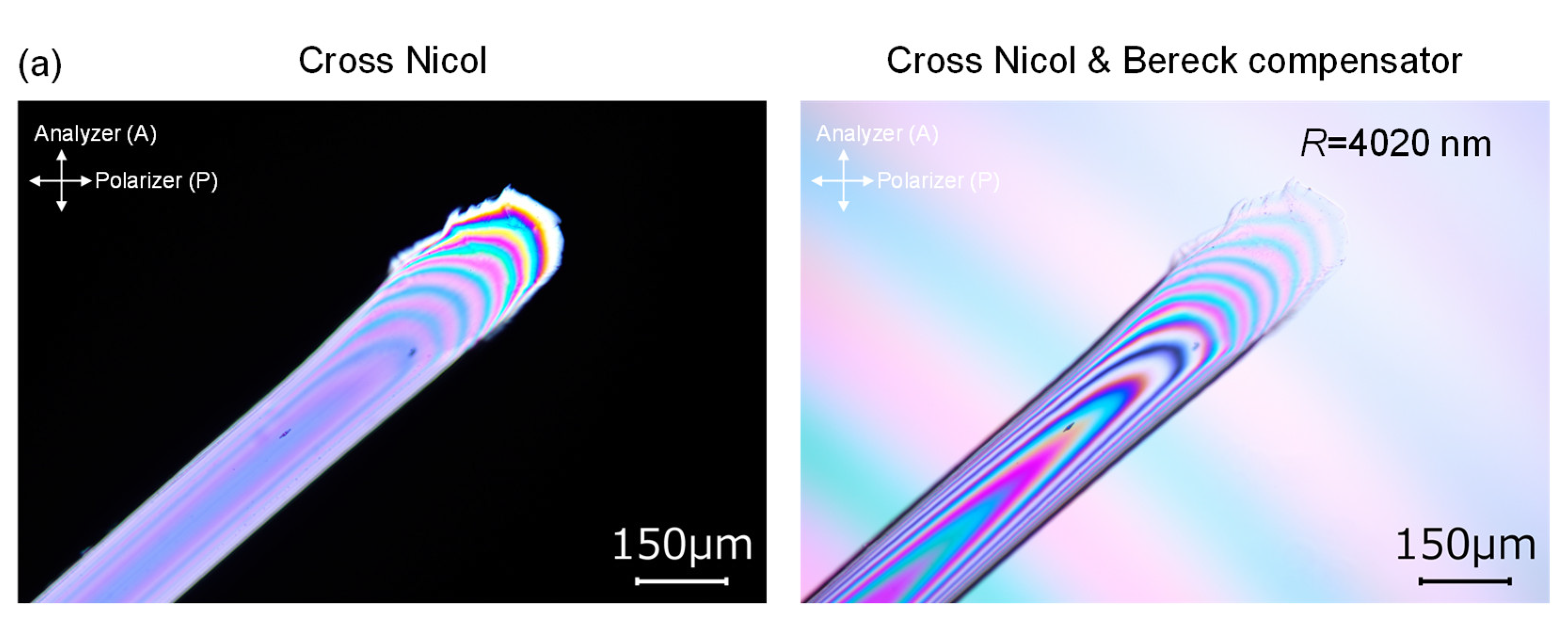
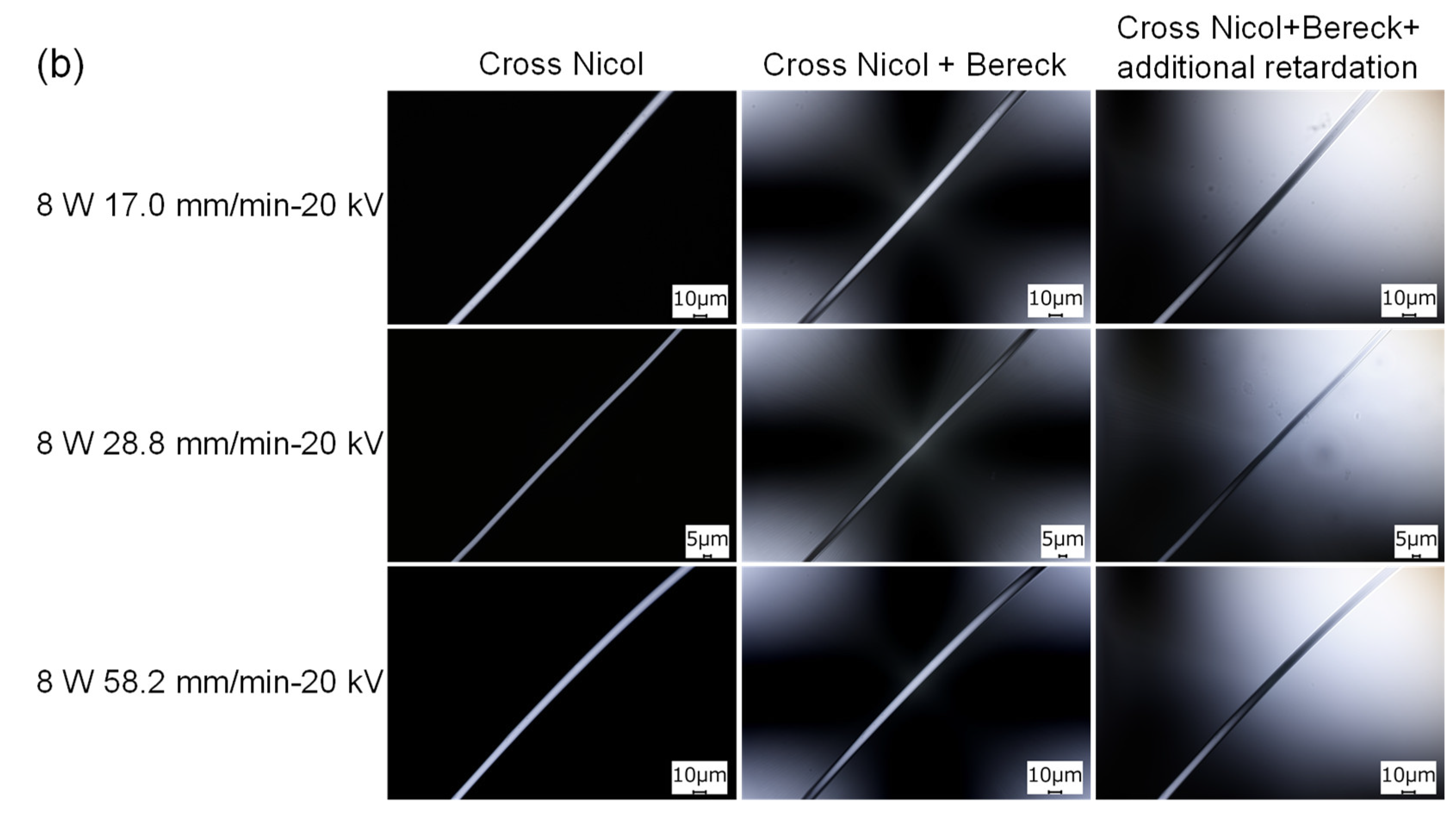
2.4.3. Polarizing Microscope
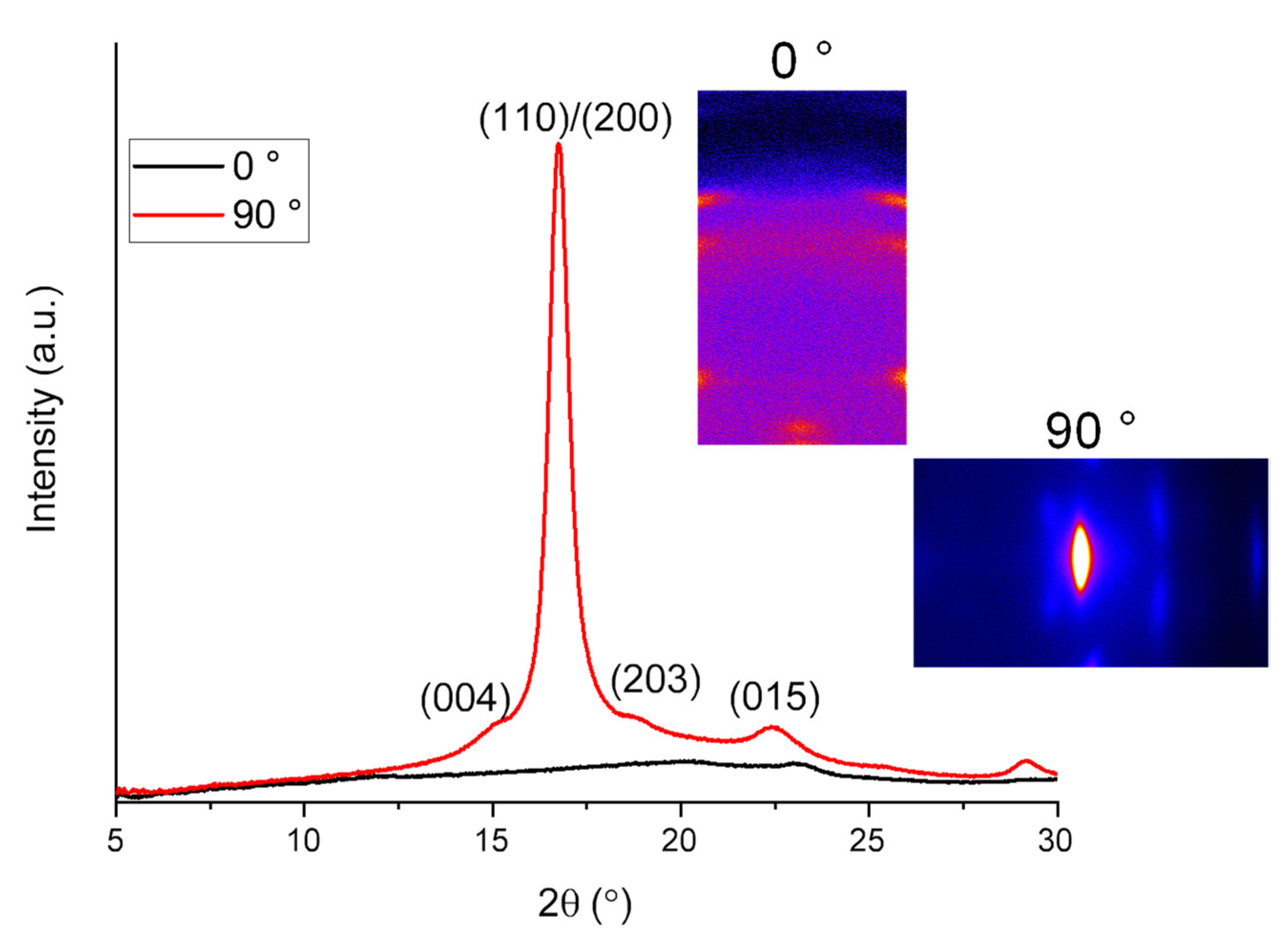
2.4.4. Wide-Angle X-ray Diffraction (WAXD)
3. Results and Discussion
3.1. Analysis of Spinning Behavior
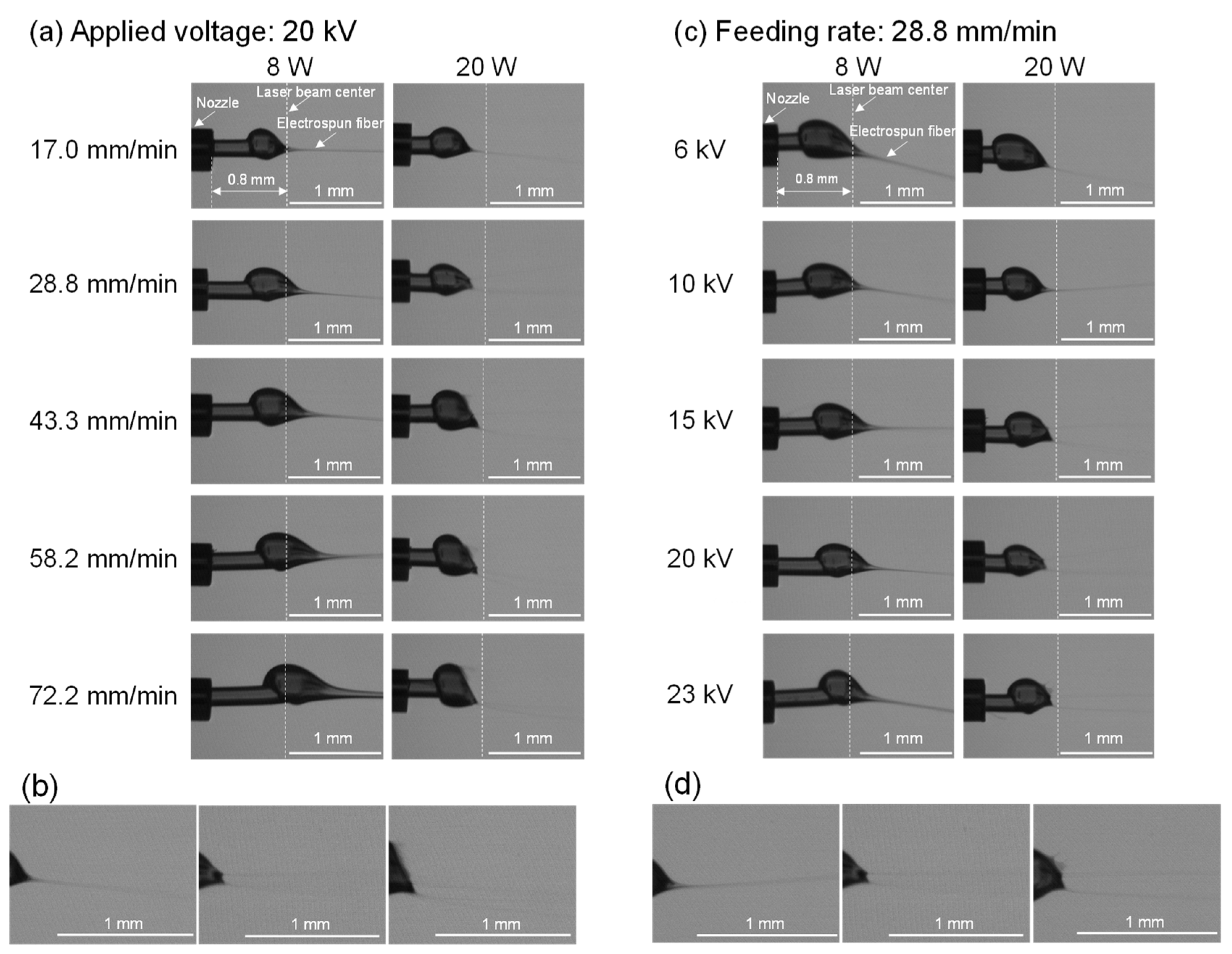
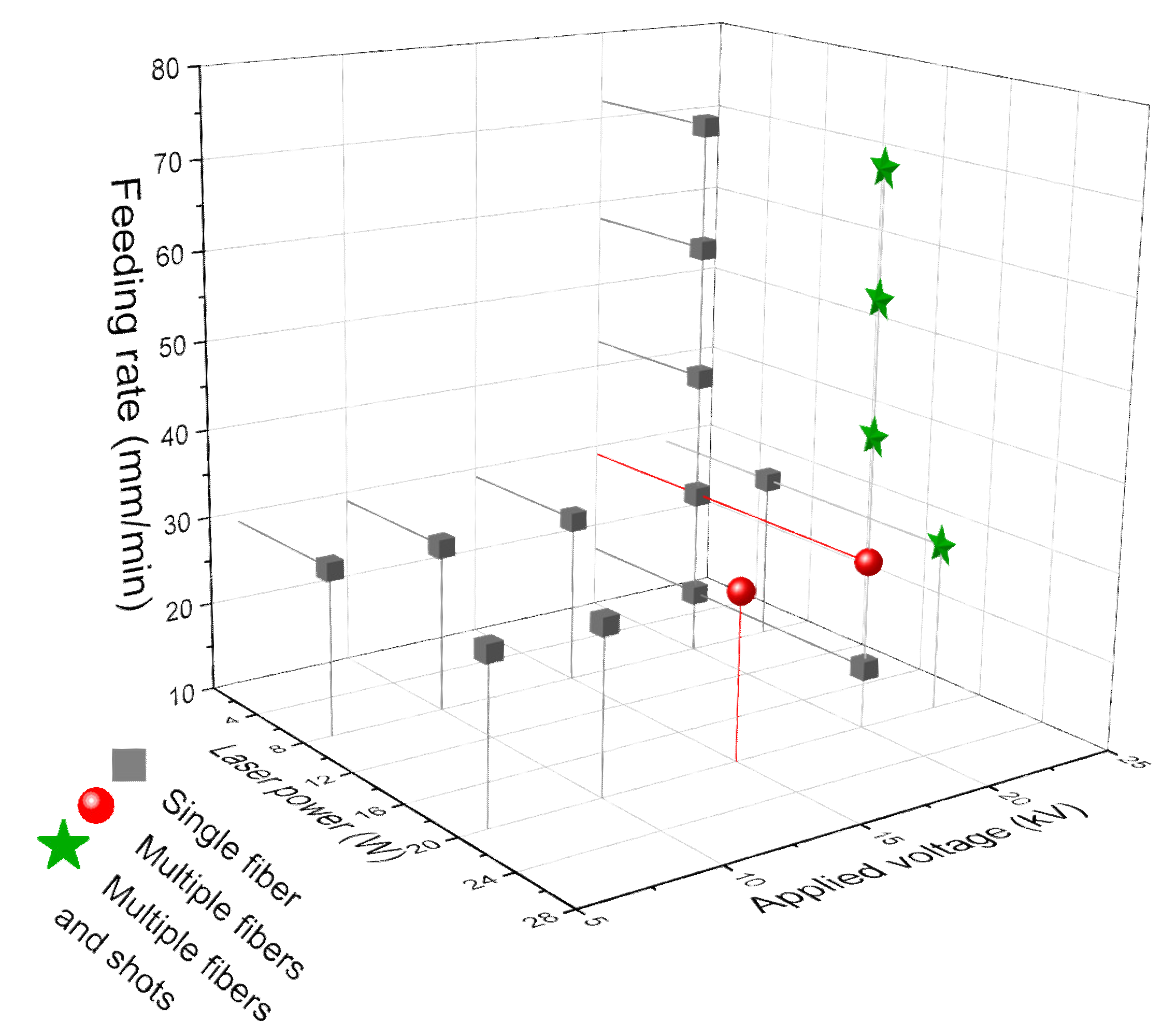
3.1.1. Images of Spinning Behavior near the Nozzle during LES
3.1.2. Fiber Temperature
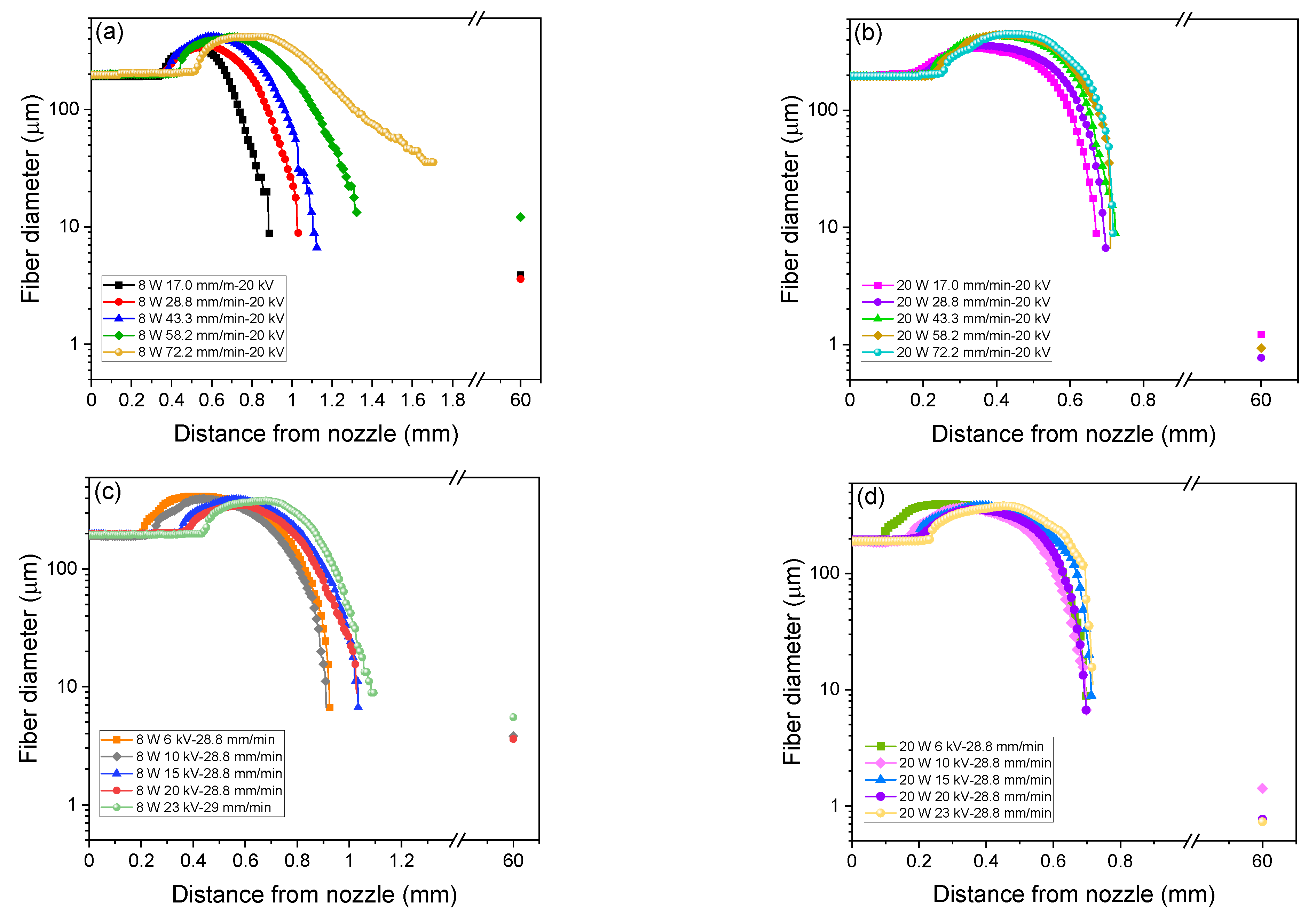
3.1.3. Fiber Diameter Profiles
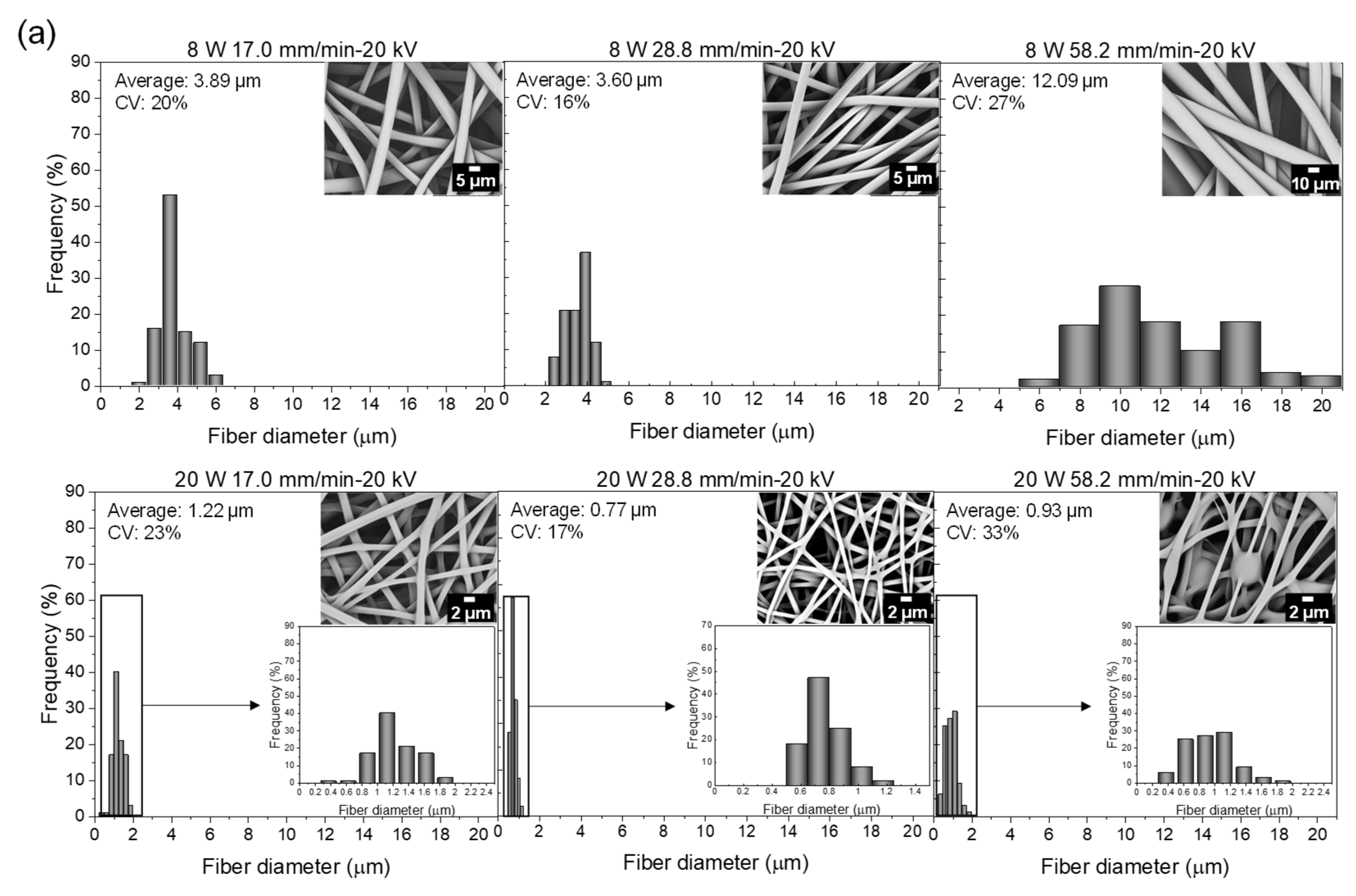
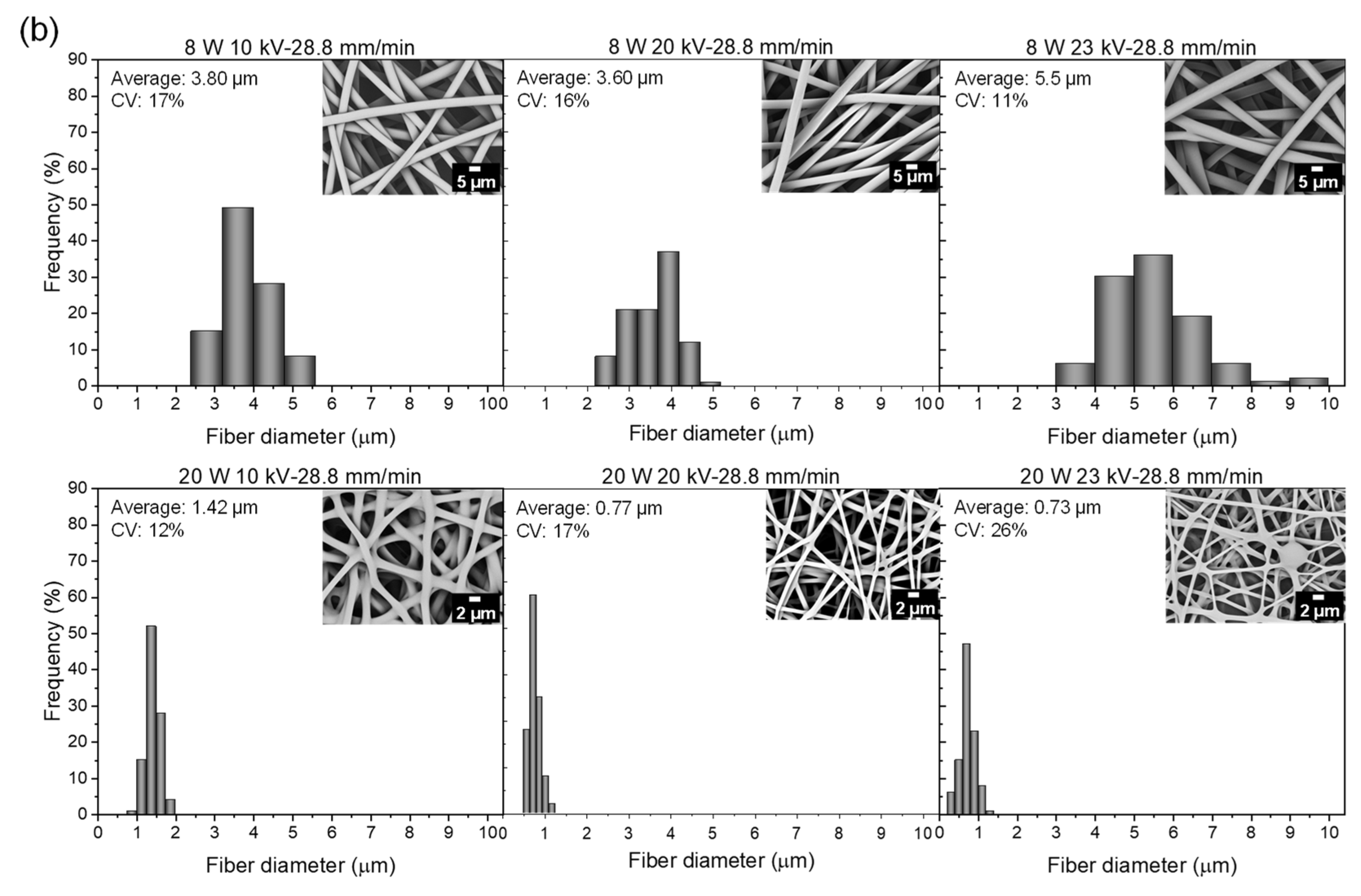
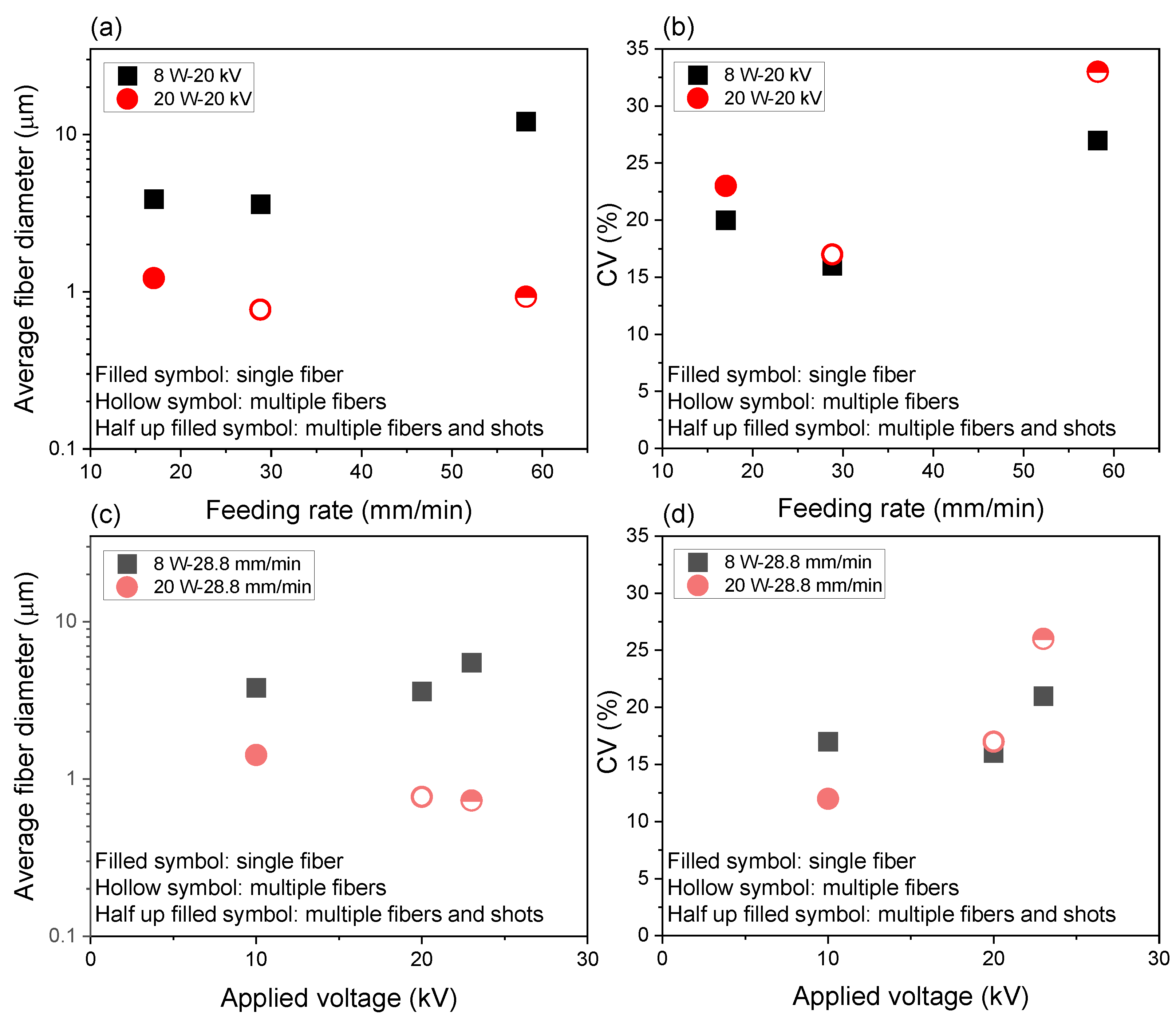
3.1.4. Diameter of Fibers in the Web
3.2. Quantitative Estimation of Spinning Behavior
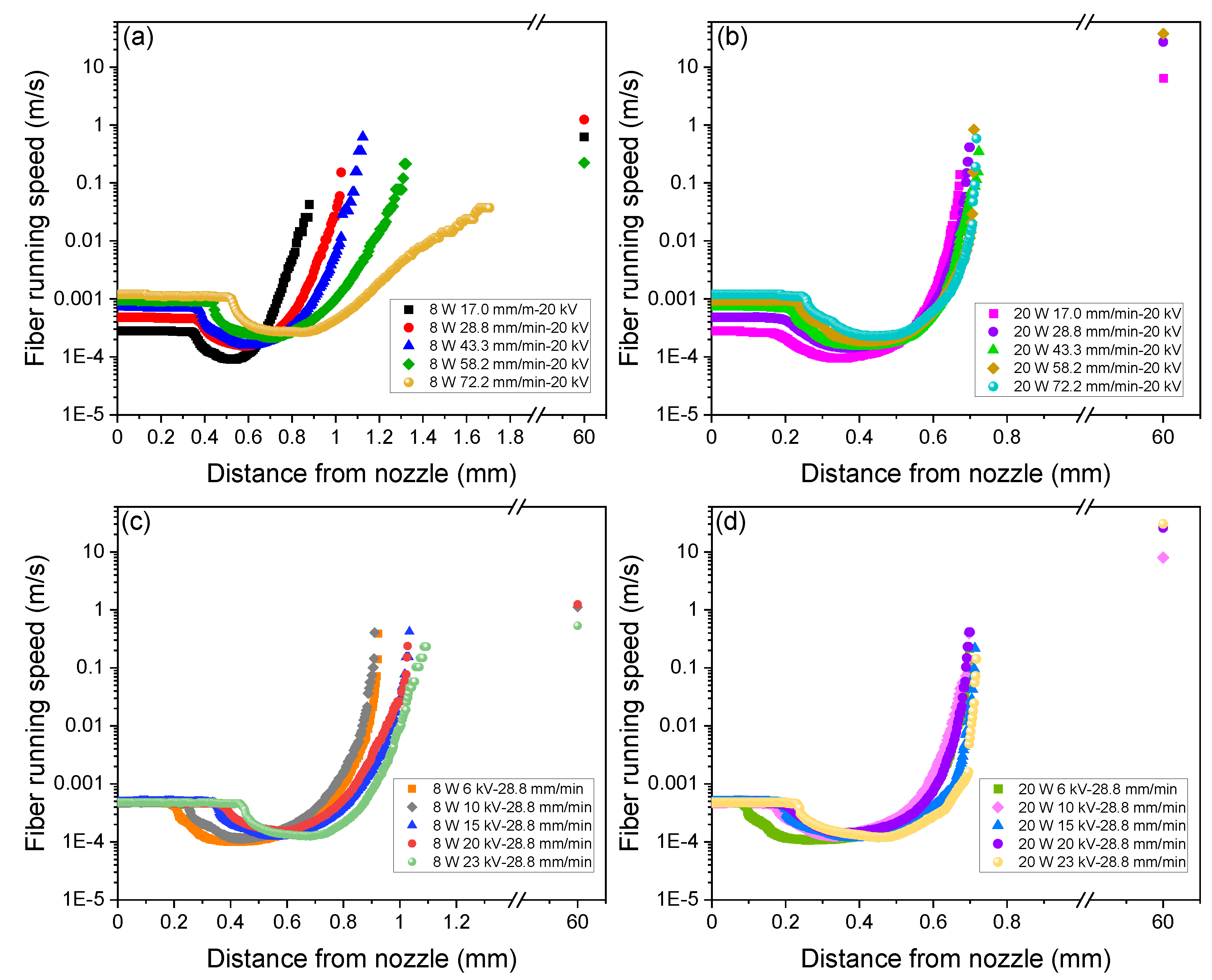
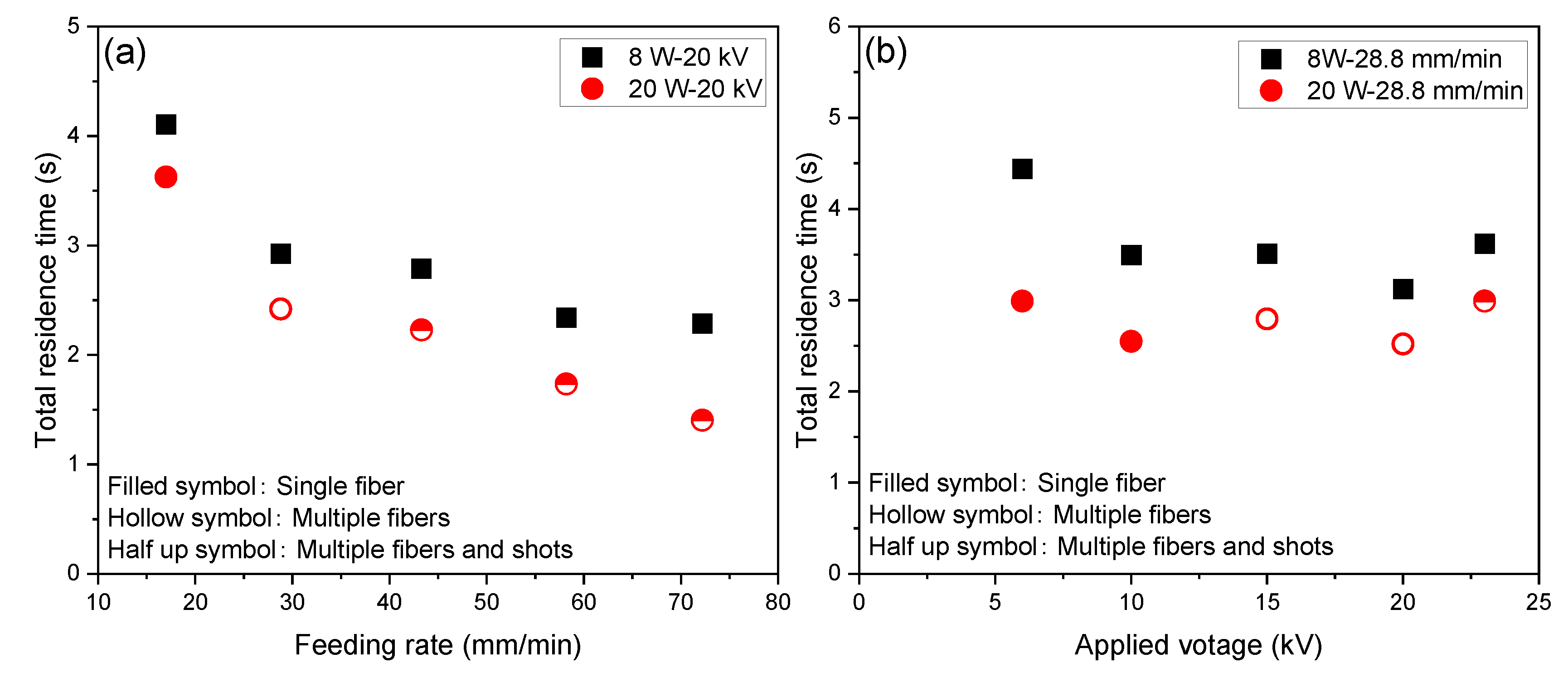
3.2.1. Estimations of Fiber Velocity and Strain Rate
3.2.2. Estimation of Tension and Stress Profiles
3.3. Analysis of the Structure and Properties of As-Spun Fibers and Webs
3.3.1. DSC
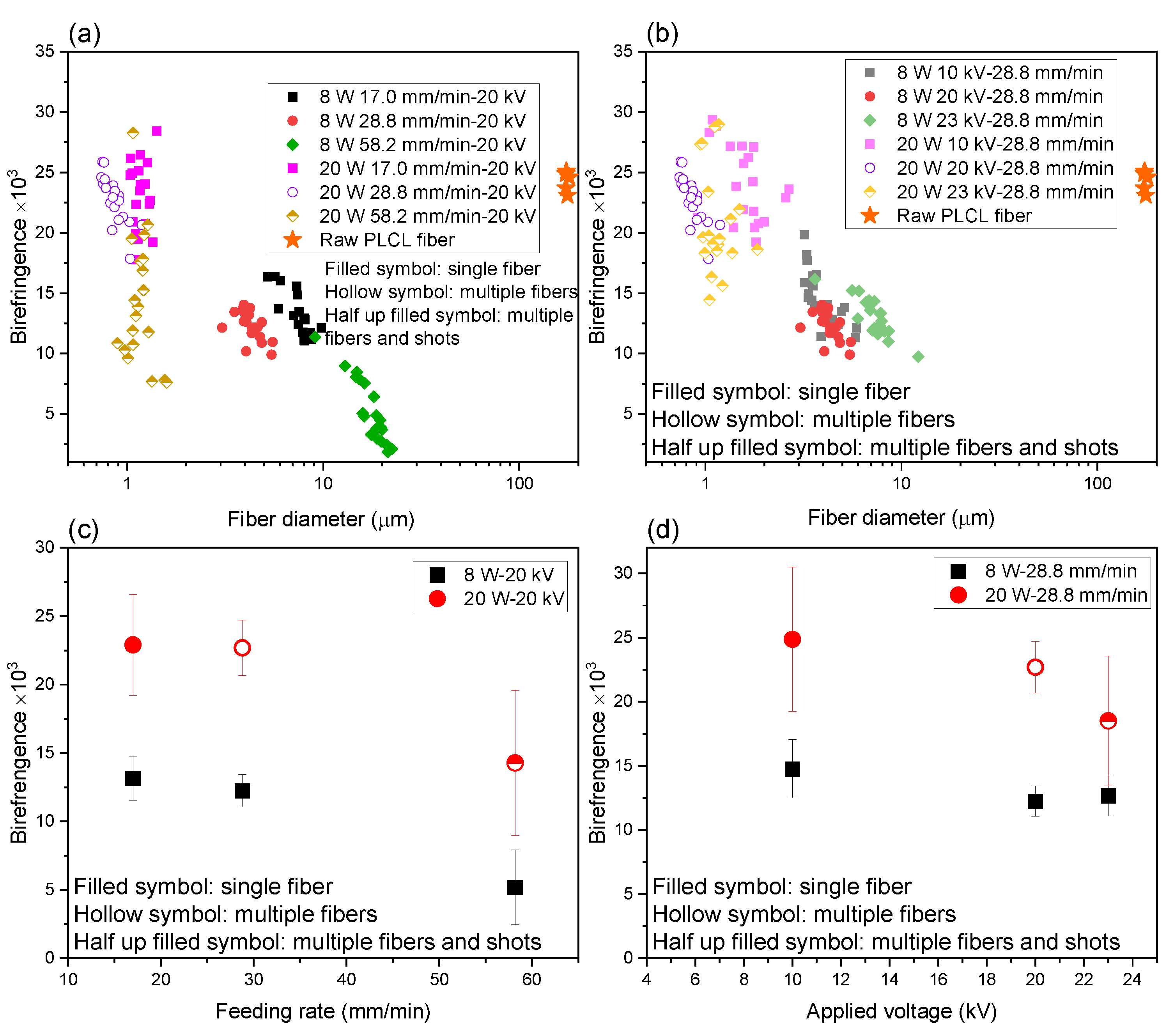
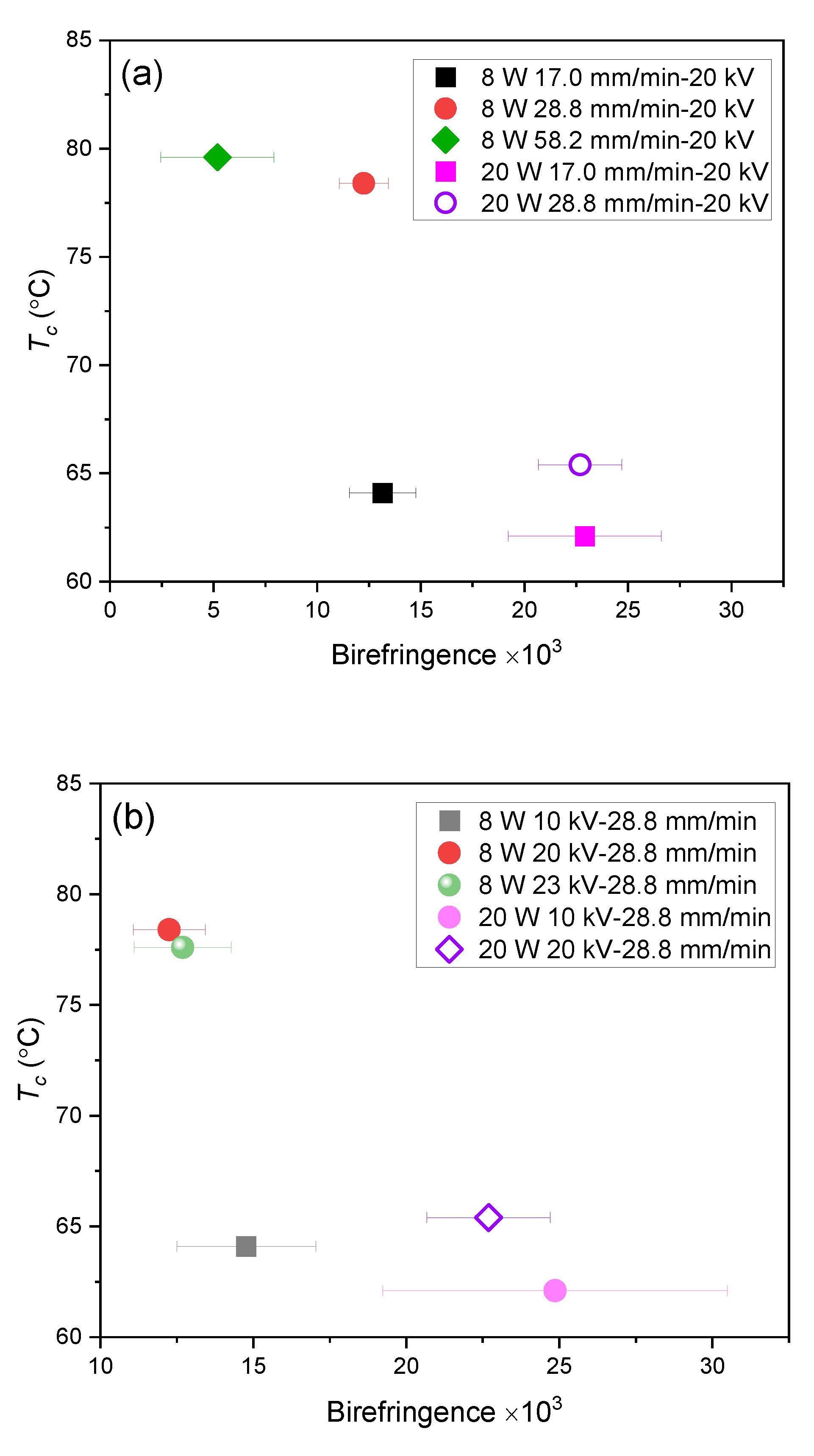
3.3.2. Birefringence Analysis
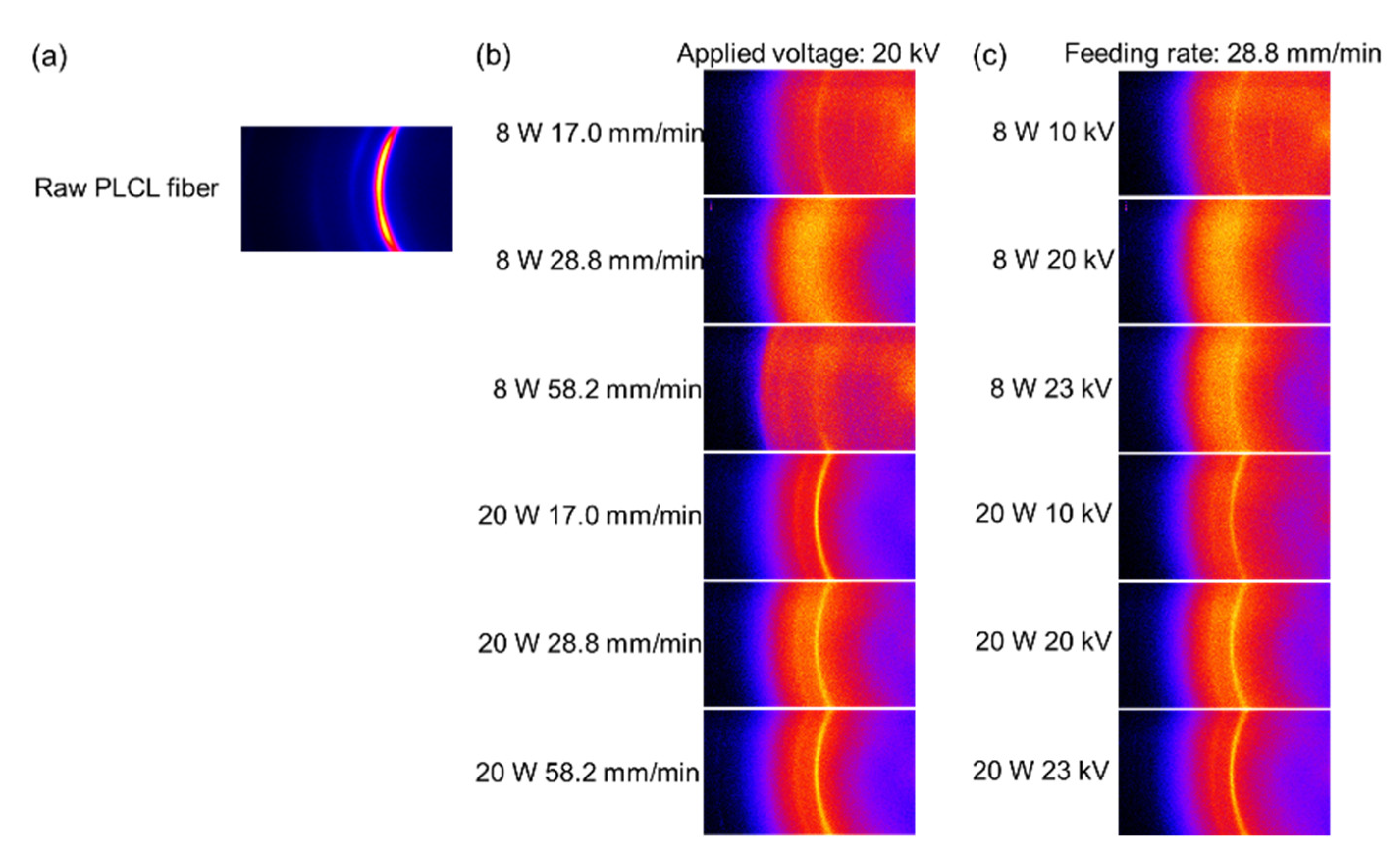
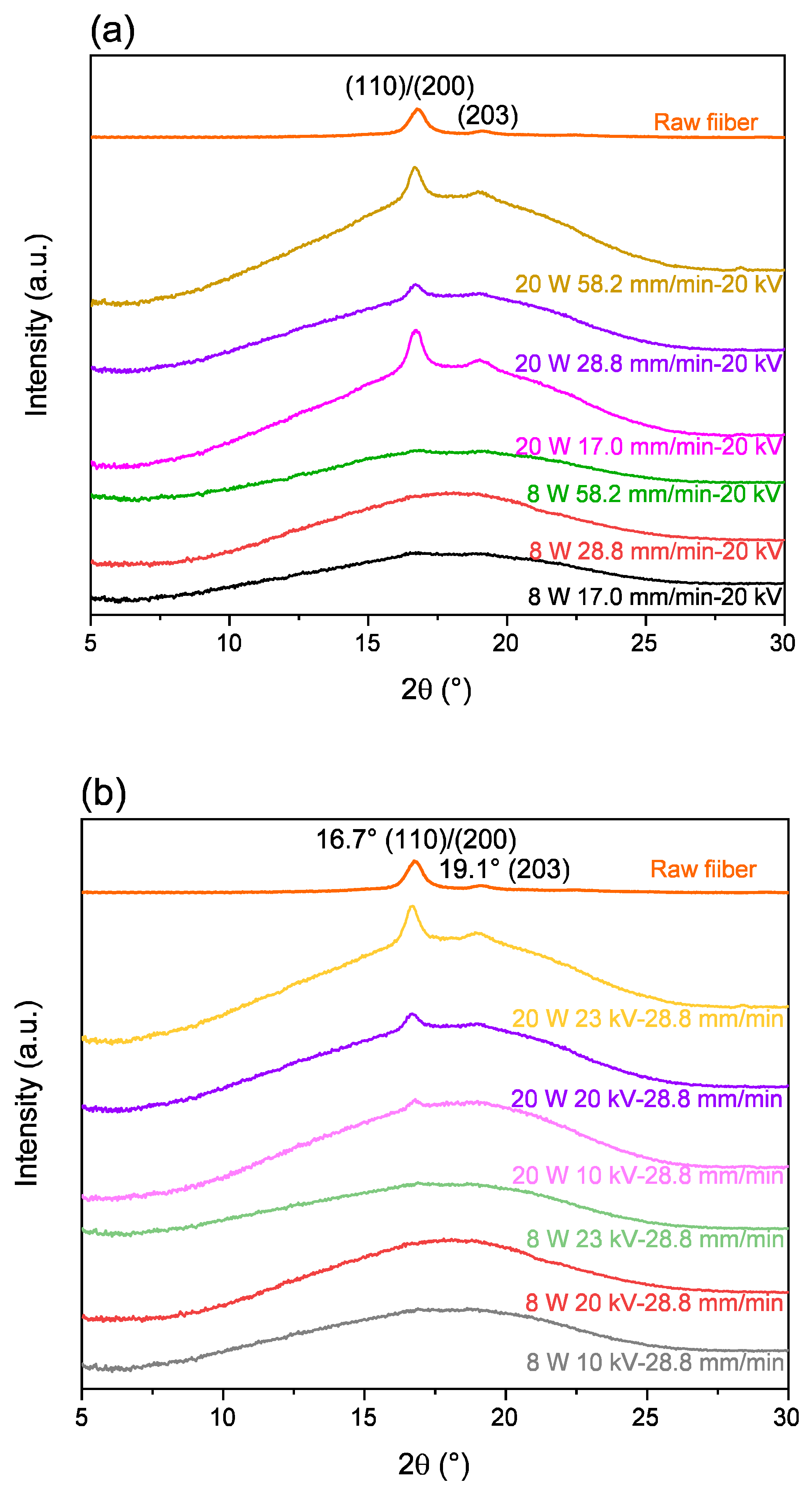
3.3.3. WAXD Analysis
3.3.4. Orientation and Crystallization of Electrospun Fibers
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhmayev, E.; Zhou, H.; Joo, Y.L. Modeling of non-isothermal polymer jets in melt electrospinning. J. Non Newton Fluid. Mech. 2008, 153, 95–108. [Google Scholar] [CrossRef]
- Xue, J.; Wu, T.; Dai, Y. Electrospinning and electrospun nanofibers: Methods, materials, and applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef] [PubMed]
- Balakrishnan, N.K.; Koenig, K.; Seide, G. The effect of dye and pigment concentrations on the diameter of melt-electrospun polylactic acid fibers. Polymers 2020, 12, 2321. [Google Scholar] [CrossRef] [PubMed]
- Li, B.D.; Xia, Y. Electrospinning of nanofibers: Reinventing the wheel? Adv. Mater. 2004, 16, 1151–1170. [Google Scholar] [CrossRef]
- Dzenis, Y. Spinning continuous fibers for nanotechnology. Science 2004, 304, 1917–1919. [Google Scholar] [CrossRef]
- Iordanskii, A.; Karpova, S.; Olkhov, A.; Borovikov, P.; Kildeeva, N.; Liu, Y. Structure-morphology impact upon segmental dynamics and diffusion in the biodegradable ultrafine fibers of polyhydroxybutyrate-polylactide blends. Eur. Polym. J. 2019, 117, 208–216. [Google Scholar] [CrossRef]
- Takasaki, M.; Nakashima, K.; Tsuruda, R.; Tokuda, Y.; Tanaka, K.; Kobayashi, H. Drug release behavior of a drug-loaded polylactide nanofiber web prepared via laser-electrospinning. J. Macromol. Sci. B 2019, 58, 592–602. [Google Scholar] [CrossRef]
- Li, X.; Liu, H.; Wang, J.; Li, C. Preparation and characterization of PLLA/nHA nonwoven mats via laser melt electrospinning. Mater. Lett. 2012, 73, 103–106. [Google Scholar] [CrossRef]
- Hinch, E.J. Integrals. In Perturbation Methods; Cambridge University Press: Cambridge, UK, 1991; p. 43. [Google Scholar]
- Feng, J.J. The stretching of an electrified non-Newtonian jet: A model for electrospinning. Phys. Fluids 2002, 14, 3912–3926. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.; Yamamoto, M.; Yamane, H. Melt electrospinning: Electrodynamics and spinnability. Polymer 2017, 132, 206–215. [Google Scholar] [CrossRef]
- Carroll, C.P.; Joo, Y.L. Axisymmetric instabilities of electrically driven viscoelastic jets. J. Non Newtonian Fluid Mech. 2008, 153, 130–148. [Google Scholar] [CrossRef]
- Shin, Y.M.; Hohman, M.M.; Brenner, M.P.; Rutledge, G.C. Experimental characterization of electrospinning: The electrically forced jet and instabilities. Polymer 2001, 42, 9955–9967. [Google Scholar] [CrossRef]
- Subbotin, A.; Stepanyan, R.; Chiche, A.; Slot, J.J.M.; ten Brinke, G. Dynamics of an electrically charged polymer jet. Phys. Fluids 2013, 25, 103101. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Hashimoto, T.; Wang, Y. Formation of Dissipative Structures in the Straight Segment of Electrospinning Jets. Macromolecules 2020, 53, 7876–7886. [Google Scholar] [CrossRef]
- Reneker, D.H.; Yarin, A.L.; Fong, H.; Koombhongse, S. Bending instability of electrically charged liquid jets of polymer solutions in electrospinning. J. Appl. Phys. 2000, 87, 4531–4547. [Google Scholar] [CrossRef] [Green Version]
- Yarin, A.L.; Koombhongse, S.; Reneker, D.H. Bending instability in electrospinning of nanofibers. J. Appl. Phys. 2001, 89, 3018–3026. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Wen, M.L.; Liu, Y.; Hou, T.; An, M.W. Mechanical performance and cyocompatibility of PU/PLCL nanofibrous electrospun scaffolds for skin regeneration. Eng. Regen. 2022, 3, 53–58. [Google Scholar] [CrossRef]
- Horáková, J.; Mikes, P.; Saman, A.; Jencova, V.; Klapstova, A.; Svarcova, T.; Ackermann, M.; Novotny, V.; Suchy, T.; Lukas, D. The effect of ethylene oxide sterilization on electrospun vascular grafts made from biodegradable polyesters. Mater. Sci. Eng. C Mater. Biol. Appl. 2018, 92, 132–142. [Google Scholar] [CrossRef]
- Du, H.; Tao, L.; Wang, W.; Liu, D.H.; Zhang, Q.Q.; Sun, P.; Yang, S.G.; He, C.G. Enhanced biocompatibility of poly (l-lactide-co-epsilon-caprolactone) electrospun vascular grafts via self-assembly modification. Mater. Sci. Eng. C Mater. Biol. Appl. 2019, 100, 845–854. [Google Scholar] [CrossRef]
- Hou, Z.; Itagaki, N.; Kobayashi, H.; Tanaka, K.; Takarada, W.; Kikutani, T.; Takasaki, M. Bamboo charcoal/poly (l-lactide) fiber webs prepared using laser-heated melt electrospinning. Polymers 2021, 13, 2776. [Google Scholar] [CrossRef]
- Ziabicki, A.; Kawai, H. High-Speed Fiber Spinning: Science and Engineering Aspects, 1st ed.; John Wiley & Sons: New York, NY, USA, 1985. [Google Scholar]
- Osaki, S. A new method for quick determination of molecular orientation in poly (ethylene terephthalate) films by use of polarized microwaves. Polymer 1987, 19, 821–828. [Google Scholar] [CrossRef] [Green Version]
- Osaki, S. A new microwave cavity resonator for determining molecular orientation and dielectric anisotropy of sheet materials. Rev. Sci. Instrum. 1997, 68, 2518–2523. [Google Scholar] [CrossRef]
- Chew, K.W.; Ng, T.C.; How, Z.H. Conductivity and microstructure study of PLA-based polymer electrolyte salted with lithium perchloride, LiClO4. Int. J. Electrochem. Sci. 2013, 8, 6354–6364. [Google Scholar]
- Wijnen, B.; Sanders, P.; Pearce, J.M. Improved model and experimental validation of deformation in fused filament fabrication of polylactic acid. Prog. Addit. Manuf. 2018, 3, 193–203. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Guerrero, F.R.; Llorca, J.; Wang, D.Y. New superefficiently flame-retardant bioplastic poly (lactic acid): Flammability, thermal decomposition behavior, and tensile properties. ACS Sustain. Chem. Eng. 2016, 4, 202–209. [Google Scholar] [CrossRef] [Green Version]
- Fernández, J.; Etxeberria, A.; Sarasua, J.R. Synthesis, structure and properties of poly (L-lactide-co-ε-caprolactone) statistical copolymers. J. Mech. Behav. Biomed. 2012, 9, 100–112. [Google Scholar] [CrossRef]
- Shimada, N.; Tsutsumi, H.; Nakane, K. Poly (ethylene-co-vinyl alcohol) and Nylon 6/12 nanofibers produced by melt electrospinning system equipped with a line-like laser beam melting device. J. Appl. Polym. Sci. 2010, 116, 2998–3004. [Google Scholar] [CrossRef]
- Hayati, I.; Bailey, A.I.; Tadros, T.F. Mechanism of stable jet formation in electrohydrodynamic atomization. Nature 1986, 319, 41–43. [Google Scholar] [CrossRef]
- Grace, J.M.; Marijnissen, J.C.M. A review of liquid atomization by electrical means. J. Aerosol Sci. 1994, 25, 1005–1019. [Google Scholar] [CrossRef]
- Doshi, J.; Reneker, D.H. Electrospinning process and applications of electrospun fibers. J. Electrostat. 1995, 35, 151–160. [Google Scholar] [CrossRef]
- Ganan-Calvo, A.M.; Davila, J.; Barrero, A. Current and droplet size in the electrospraying of liquids. Scaling laws. J. Aerosol Sci. 1997, 28, 249–275. [Google Scholar] [CrossRef]
- Murase, H.; Yabuki, K.; Tashiro, K. Advancement of Fiber Science and Technology. In High-Performance and Specialty Fibers: Concepts, Technology and Modern Applications of Man-Made Fibers for the Future; Kikutani, T., Ed.; Springer: Tokyo, Japan, 2016; pp. 49–65. [Google Scholar]
- Wang, C.; Wang, Y.; Hashimoto, T. Impact of entanglement density on solution electrospinning: A phenomenological model for fiber diameter. Macromolecules 2016, 49, 7985–7996. [Google Scholar] [CrossRef]
- Liu, J.; Lin, D.Y.; Wei, B. Single electrospun PLLA and PCL polymer nanofibers: Increased molecular orientation with decreased fiber diameter. Polymer 2017, 118, 143–149. [Google Scholar] [CrossRef] [PubMed]
- Yoshioka, T.; Dersch, R.; Tsuji, M.; Schaper, A.K. Orientation analysis of individual electrospun PE nanofibers by transmission electron microscopy. Polymer 2010, 51, 2383–2389. [Google Scholar] [CrossRef]
- Hsieh, Y.T.; Nozaki, S.; Kido, M.; Kamitani, K.; Kojio, K.; Takahara, A. Crystal polymorphism of polylactide and its composites by X-ray diffraction study. Polym. J. 2020, 52, 755–763. [Google Scholar] [CrossRef]
- Roungpaisan, N.; Takarada, W.; Kikutani, T. Development of Polylactide Fibers Consisting of Highly Oriented Stereocomplex Crystals Utilizing High-Speed Bicomponent Melt Spinning Process. J. Fiber Sci. Technol. 2019, 75, 119–131. [Google Scholar] [CrossRef] [Green Version]
- Nakajima, T.; Kajiwara, K.; McIntyre, J.E. Melt spinning. In Advanced Fiber Spinning Technology; Murase, Y., Nagai, A., Eds.; Woodhead Publishing: Cambridge, UK, 1994; pp. 25–64. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser-Nozzle Distance (mm) | Nozzle-Collector Distance (mm) | Laser Power (W) | Feeding Rate (mm/min) | Applied Voltage (kV) |
|---|---|---|---|---|
| ca. 0.8 | 60 | 8, 20 | 28.8 | 6 |
| 10 | ||||
| 15 | ||||
| 20 | ||||
| 23 | ||||
| 17.0 | 20 | |||
| 43.3 | ||||
| 58.2 | ||||
| 72.2 |
| Parameters | Unit | Values | Source |
|---|---|---|---|
| Applied voltage, V | V | 10 × 103, 20 × 103, 23 × 103 | Experimental condition |
| Distance between nozzle and collector, Lfin | m | 60 × 10−3 | Experimental condition |
| Applied external electric field, E∞(x) | V/m | 17 × 104, 33 × 104, 38 × 104 | Experimental condition |
| Dielectric constant of PLCL, ε | F/m | 2.655 × 10−11 | Measurement |
| Small section along the fiber running direction, dx | m | 2.2 × 10−6 | Measurement |
| Radius of jet (fiber), R(x) | m | - | Measurement |
| Velocity of jet (fiber), v(x) | m/s | - | Measurement |
| Electric field, E(x) | V/m | - | Measurement and estimation |
| Surface charge density of jet (fiber), σe (x) | C/m2 | - | Measurement and estimation |
| Total current of jet (fiber), I | A | - | Measurement and estimation by Equations (5) and (6) |
| Dielectric constant of the ambient air, ε0 | F/m | 8.854 × 10−12 | Literature [8] |
| Surface tension of PLCL, γ | N/m | 3.25 × 10−2 | Literature [9] |
| Conductivity of PLCL, K | S/m | 1 × 10−9 | Literature [10] |
| Fiber density, ρ | kg/m3 | 1211 | Estimation |
| LES Conditions | Tg (°C) | Tc (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|---|
| Raw PLCL fiber | 33.2 | - | 162.9 | 37.7 |
| 8 W 17.0 mm/min-20 kV | 33.4 | 64.1 | 161.4 | 19.8 |
| 8 W 28.8 mm/min-20 kV | 32.3 | 78.4 | 160.6 | 16.1 |
| 8 W 58.2 mm/min-20 kV | 32.5 | 79.6 | 160.9 | 16.8 |
| 20 W 17.0 mm/min-20 kV | 30.7 | 62.1 | 160.7 | 26.3 |
| 20 W 28.8 mm/min-20 kV | 26.8 | 65.4 | 157.4 | 19.2 |
| 20 W 58.2 mm/min-20 kV | 25.7 | - | 157.7 | 33.1 |
| 8 W 10 kV-28.8 mm/min | 31.7 | 62.6 | 160.5 | 18.6 |
| 8 W 20 kV-28.8 mm/min | 32.3 | 78.4 | 160.6 | 16.1 |
| 8 W 23 kV-28.8 mm/min | 33.1 | 72.1 | 161.6 | 18.8 |
| 20 W 10 kV-28.8 mm/min | 24.9 | 62.8 | 160.5 | 17.9 |
| 20 W 20 kV-28.8 mm/min | 26.8 | 65.4 | 157.0 | 19.2 |
| 20 W 23 kV-28.8 mm/min | 32.9 | - | 157.4 | 33.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, Z.; Kobayashi, H.; Tanaka, K.; Takarada, W.; Kikutani, T.; Takasaki, M. Laser-Assisted Melt Electrospinning of Poly(L-lactide-co-ε-caprolactone): Analyses on Processing Behavior and Characteristics of Prepared Fibers. Polymers 2022, 14, 2511. https://doi.org/10.3390/polym14122511
Hou Z, Kobayashi H, Tanaka K, Takarada W, Kikutani T, Takasaki M. Laser-Assisted Melt Electrospinning of Poly(L-lactide-co-ε-caprolactone): Analyses on Processing Behavior and Characteristics of Prepared Fibers. Polymers. 2022; 14(12):2511. https://doi.org/10.3390/polym14122511
Chicago/Turabian StyleHou, Zongzi, Haruki Kobayashi, Katsufumi Tanaka, Wataru Takarada, Takeshi Kikutani, and Midori Takasaki. 2022. "Laser-Assisted Melt Electrospinning of Poly(L-lactide-co-ε-caprolactone): Analyses on Processing Behavior and Characteristics of Prepared Fibers" Polymers 14, no. 12: 2511. https://doi.org/10.3390/polym14122511