
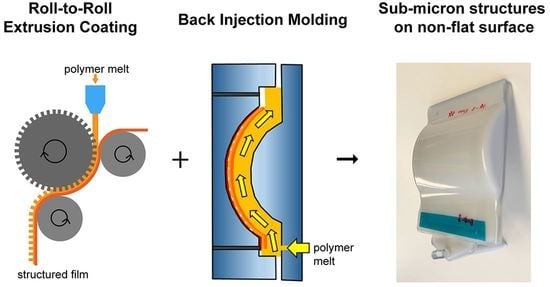
Back Injection Molding of Sub-Micron Scale Structures on Roll-to-Roll Extrusion Coated Films


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Films with 4 µm Period V-Grooves by NIL
3.2. Metal Wire Sealing on Different Surface Structure Dimensions
3.3. PET Film Bonding with PET and PMMA Melt in BIM
3.4. PET Film Bonding with PET and PMMA Melt in BIM
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Giles, G.A.; Fasman, G.D.; Bain, D.R. (Eds.) Technology of Plastics Packaging for the Consumer Market; CRC Press: Boca Raton, FL, USA, 2001; ISBN 978-0-8493-0508-5. [Google Scholar]
- Mitterlehner, T.; Beisteiner, C.; Rieger, H.; Dunzendorfer, P.; Steinbichler, G. Back injection molding with additive manufactured mold inserts using all-inkjet printed substrates. In Proceedings of the SPE ANTEC, Anaheim, CA, USA, 8 May 2017. [Google Scholar]
- Mitterlehner, T.; Beisteiner, C.; Polixmair, M.; Steinbichler, G. Injection molding parts with integrated all-inkjet printed strain gauge for condition monitoring. In Proceedings of the SPE ANTEC, Orlando, FL, USA, 10 May 2018. [Google Scholar]
- Xie, S.; Horváth, B.; Werder, J.; Schift, H. Sub-micron silver wires on non-planar polymer substrates fabricated by thermal nanoimprint and back injection molding. Micro Nano Eng. 2020, 8, 100062. [Google Scholar] [CrossRef]
- Schift, H.; David, C.; Gabriel, M.; Gobrecht, J.; Heyderman, L.J.; Kaiser, W.; Köppel, S.; Scandella, L. Nanoreplication in polymers using hot embossing and injection molding. Microelectron. Eng. 2000, 53, 171–174. [Google Scholar] [CrossRef]
- Bläsi, B.; Aufderheide, K.; Abbott, S. Antireflection with moth-eye structures—injection moulding of functional microstructured surfaces. Plast Eur. 2002, 92, 15–18. [Google Scholar]
- Murthy, S.; Matschuk, M.; Huang, Q.; Mandsberg, N.K.; Feidenhans′l, N.A.; Johansen, P.; Christensen, L.; Pranov, H.; Kofod, G.; Pedersen, H.C.; et al. Fabrication of nanostructures by roll-to-roll extrusion coating. Adv. Eng. Mater. 2016, 18, 484–489. [Google Scholar] [CrossRef] [Green Version]
- Murthy, S.; Pranov, H.; Pedersen, H.C.; Taboryski, R. Replication of nanopits and nanopillars by roll-to-roll extrusion coating using a structured cooling roll. J. Vac. Sci. Technol. B 2016, 34, 06KM02. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez, E.; Barankin, M.D.; Guschl, P.C.; Hicks, R.F. Remote atmospheric-pressure plasma activation of the surfaces of polyethylene terephthalate and polyethylene naphthalate. Langmuir 2008, 24, 12636–12643. [Google Scholar] [CrossRef] [PubMed]
- Vesel, A.; Mozetic, M.; Zalar, A. XPS study of oxygen plasma activated PET. Vacuum 2008, 82, 248–251. [Google Scholar] [CrossRef]
- Endo, T.; Reddy, L.; Nishikawa, H.; Kanekoe, S.; Nakamura, Y.; Endo, K. Composite engineering—direct bonding of plastic PET films by plasma irradiation. Procedia Eng. 2017, 171, 88–103. [Google Scholar] [CrossRef]
- InMold Biosystems A/S. Available online: http://inmoldbiosystems.com/ (accessed on 26 April 2021).
- Horváth, B.; Křivová, B.; Bolat, S.; Schift, H. Fabrication of large area sub-200 nm conducting electrode arrays by self-confinement of spincoated metal nanoparticle inks. Adv. Mat. Technol. 2019, 3, 1800652. [Google Scholar] [CrossRef]
- Horváth, B.; Křivová, B.; Schift, S. Nanoimprint meets microfluidics: Development of metal wires from nanoparticle ink filled capillaries. Micro Nano Eng. 2019, 3, 22–30. [Google Scholar] [CrossRef]
- Horváth, B.; Al Jassin-Al-Hashemi, E.; Schift, H. Fabrication of UV-sensors using metal wires from capillary filled nanoparticle dispersions of metal nanoparticle inks. Flex. Print. Electron. 2019, 4, 035002. [Google Scholar] [CrossRef]
- Engineering ToolBox. Young′s Modulus-Tensile and Yield Strength for Common Materials. 2003. Available online: https://www.engineeringtoolbox.com/young-modulus-d_417.html (accessed on 26 April 2021).
- Althaus, J.; Urwyler, P.; Padeste, C.; Heuberger, R.; Deyhle, H.; Schift, H.; Gobrecht, J.; Pieles, U.; Scharnweber, D.; Peters, K.; et al. Micro-and nanostructured polymer substrates for biomedical applications, Bioinspiration, Biomimetics, and Bioreplication. In Bioinspiration, Biomimetics and Bioreplication 2012, Proceedings of the SPIE 83390Q, San Diego, CA, USA, 4 April 2012; Lakhtakia, A., Ed.; SPIE: San Diego, CA, USA, 2012; Volume 8339, p. 83390. [Google Scholar]
- Liu, Y.; Chen, Q.; Du, X.; Li, L.; Li, P. Surface modification of polyethylene terephthalate films by direct fluorination. AIP Adv. 2018, 8, 125333. [Google Scholar] [CrossRef] [Green Version]
- FOXIP Project. Available online: https://www.sfa-am.ch/foxip (accessed on 26 April 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Supplier | Glass Transition Temp. Tg | Vicat Softening Temp. VST (B/50) | Melting Temp. Tm | Recommended Melt Temp. Tmelt for IM |
|---|---|---|---|---|---|
| PMMA film 175 µm | Evonik Plexiglas® film 99,524 | 113 °C | 100 °C | n/a 1 | n/a |
| PP granulate/film | Borealis Daploy™ WF420HMS | −20–0 °C | 95 °C 2 | 162–165 °C | 130–170 °C |
| PET carrier film | n/a | 73–78 °C 3 | n/a | ~260 °C 4 | n/a |
| PMMA granulate | Evonik Plexiglas® 7N | 110 °C | 103 °C | ~160 °C 1 | 220–260 °C |
| PET granulate | Saxaplast PET-01 BTI K—N001 | n/a | 75 °C | n/a | 250–270 °C |
| Film Material | Patterning Method | Structure | Period (µm) | Groove Width (µm) | Groove Depth (µm) | Total Film Thickness 1 (µm) |
|---|---|---|---|---|---|---|
| PMMA | NIL | V-groove | 4 | 3.2 | 2.1 | 175 |
| PP/PET | NIL | V-groove | 4 | 3.2 | 2.1 | 100 |
| R2R-EC | V-groove | 60 | 53 | 28 | 80 | |
| Square groove with vertical sidewalls | 110 | 55 | 30 | 90 | ||
| 110 | 55 | 55 | 110 | |||
| 60 | 30 | 40 | 100 | |||
| 40 | 20 | 25 | 90 | |||
| 20 | 10 | 4 | 90 | |||
| 2 | 1 | 0.6 | 60 | |||
| 20 | 10 | 13 | 90 | |||
| 1 | 0.5 | 0.5 | 60 |
| Sample | Film (Skin) | Element (Body) | Surface Treatment | Melt Temp. (°C) | Tool Temp. (°C) | Peeling Force (N) | Film Condition during Test |
|---|---|---|---|---|---|---|---|
| 1 | PET | PET | no | 270 | 40 | 0.490 | peeled |
| 2 | PET | PET | no | 270 | 40 | 0.588 | peeled |
| 3 | PET | PET | no | 270 | 40 | 0.686 | peeled |
| 4 | PET | PET | no | 270 | 40 | 0 | instantly detached |
| 5 | PET | PET | no | 270 | 40 | 0 | instantly detached |
| 6 | PET | PET | plasma | 270 | 40 | 16.2 | PP layer delaminated |
| 7 | PET | PET | plasma | 270 | 40 | 23.6 | broken from edge |
| 8 | PET | PMMA | no | 250 | 40 | 0 | instantly detached |
| 9 | PET | PMMA | plasma | 250 | 40 | 21.4 | broken from edge |
| 10 | PET | PMMA | plasma | 250 | 40 | 15.2 | broken from edge |
| 11 | PET | PMMA | plasma | 260 | 30 | 5.6 | peeled |
| 12 | PET | PMMA | plasma | 260 | 30 | 8.6 | broken from edge |
| 13 | PET | PMMA | plasma | 260 | 30 | 29.2 | broken from edge |
| 14 | PET | PMMA | plasma | 260 | 40 | 23.6 | broken from edge |
| 15 | PET | PMMA | plasma | 260 | 40 | 24.2 | PP layer delaminated |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, S.; Werder, J.; Schift, H. Back Injection Molding of Sub-Micron Scale Structures on Roll-to-Roll Extrusion Coated Films. Polymers 2021, 13, 1410. https://doi.org/10.3390/polym13091410
Xie S, Werder J, Schift H. Back Injection Molding of Sub-Micron Scale Structures on Roll-to-Roll Extrusion Coated Films. Polymers. 2021; 13(9):1410. https://doi.org/10.3390/polym13091410
Chicago/Turabian StyleXie, Sijia, Jerome Werder, and Helmut Schift. 2021. "Back Injection Molding of Sub-Micron Scale Structures on Roll-to-Roll Extrusion Coated Films" Polymers 13, no. 9: 1410. https://doi.org/10.3390/polym13091410