
Low-Velocity Impact Resistance of Al/Gf/PP Laminates with Different Interface Performance


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Treatments
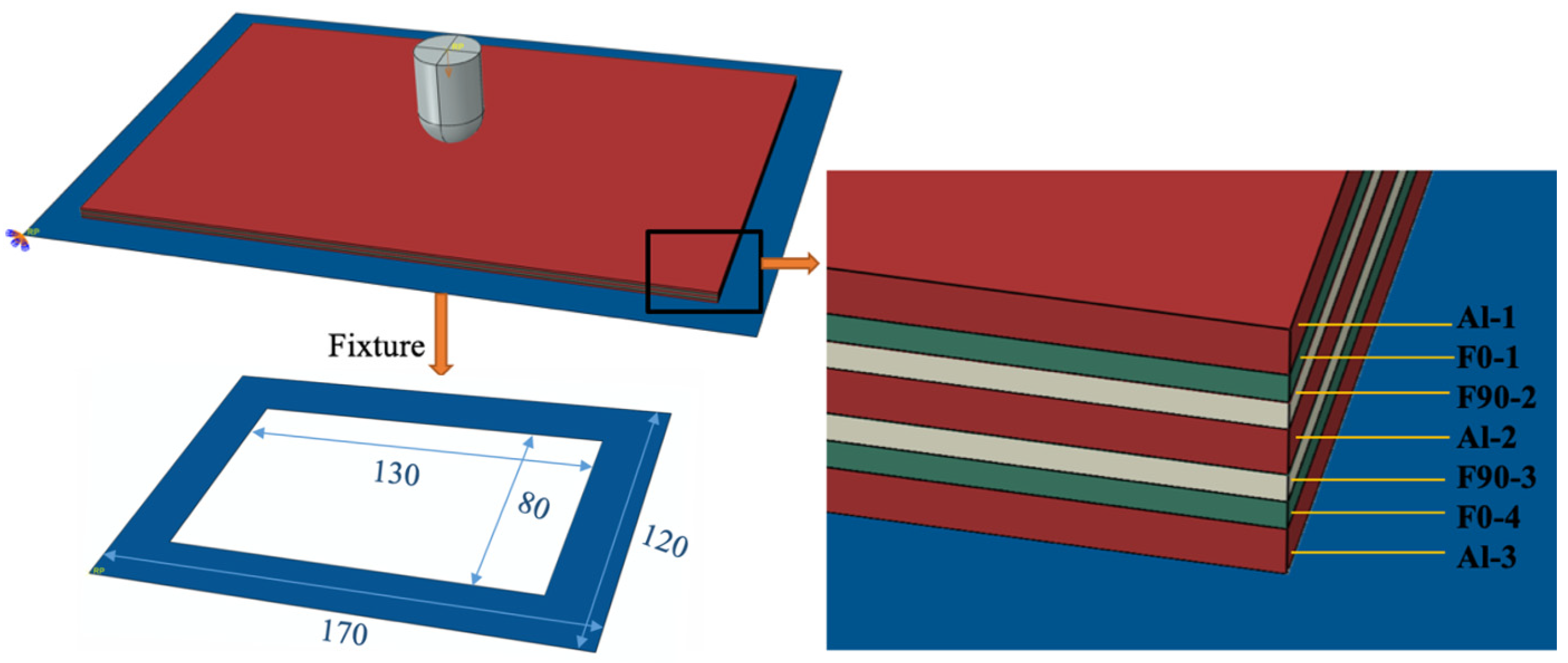
2.3. Specimen Preparation
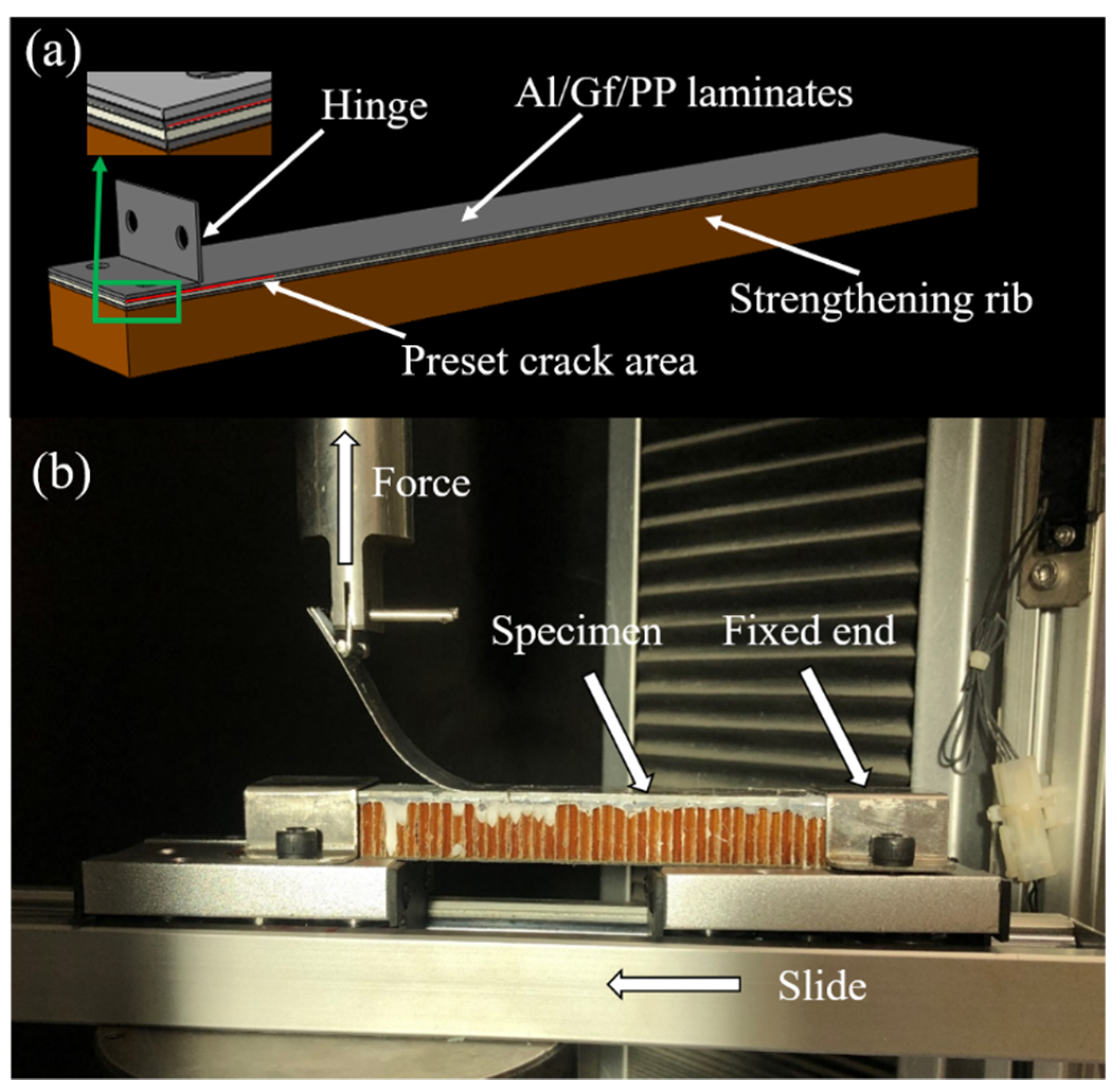
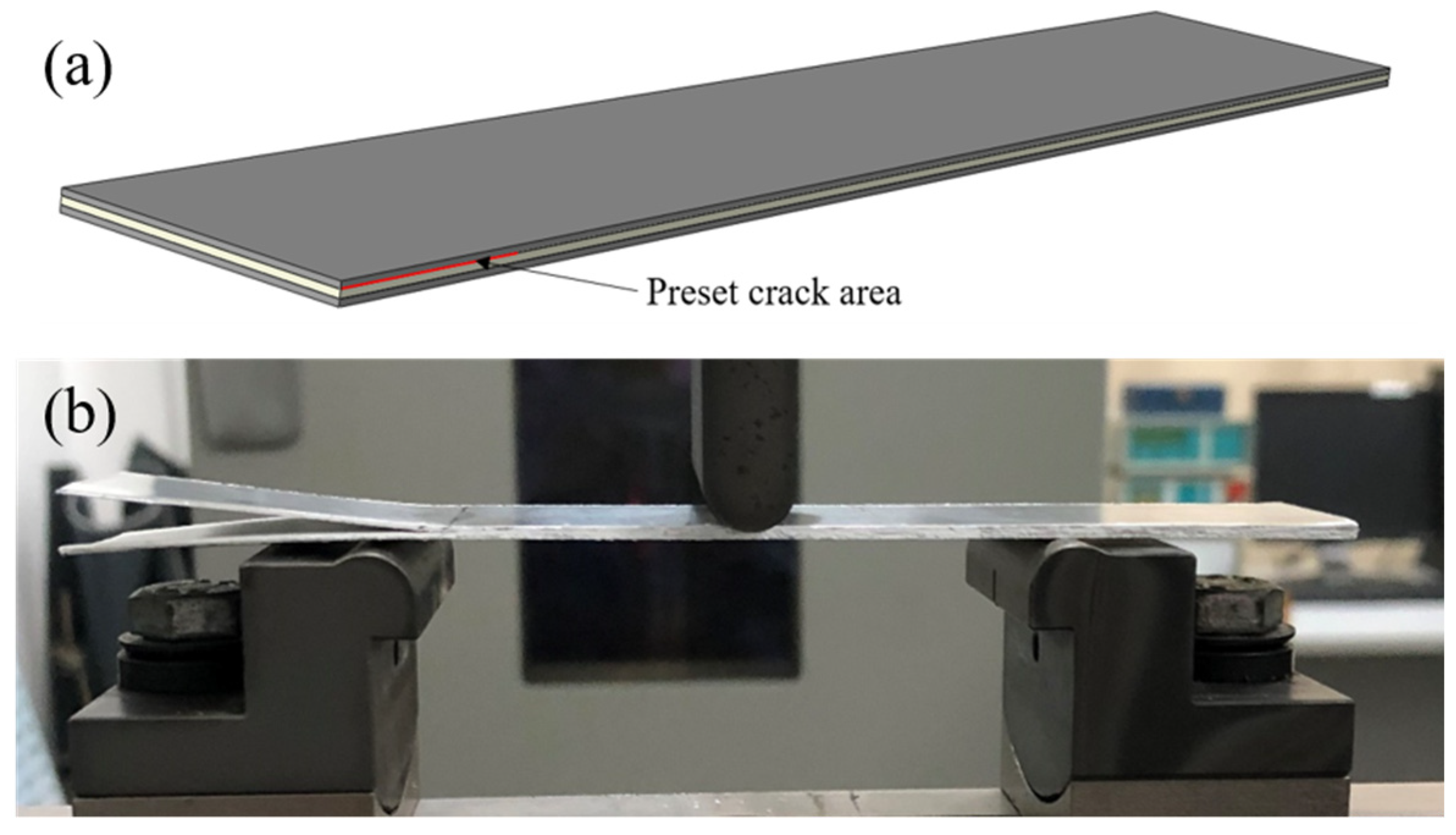
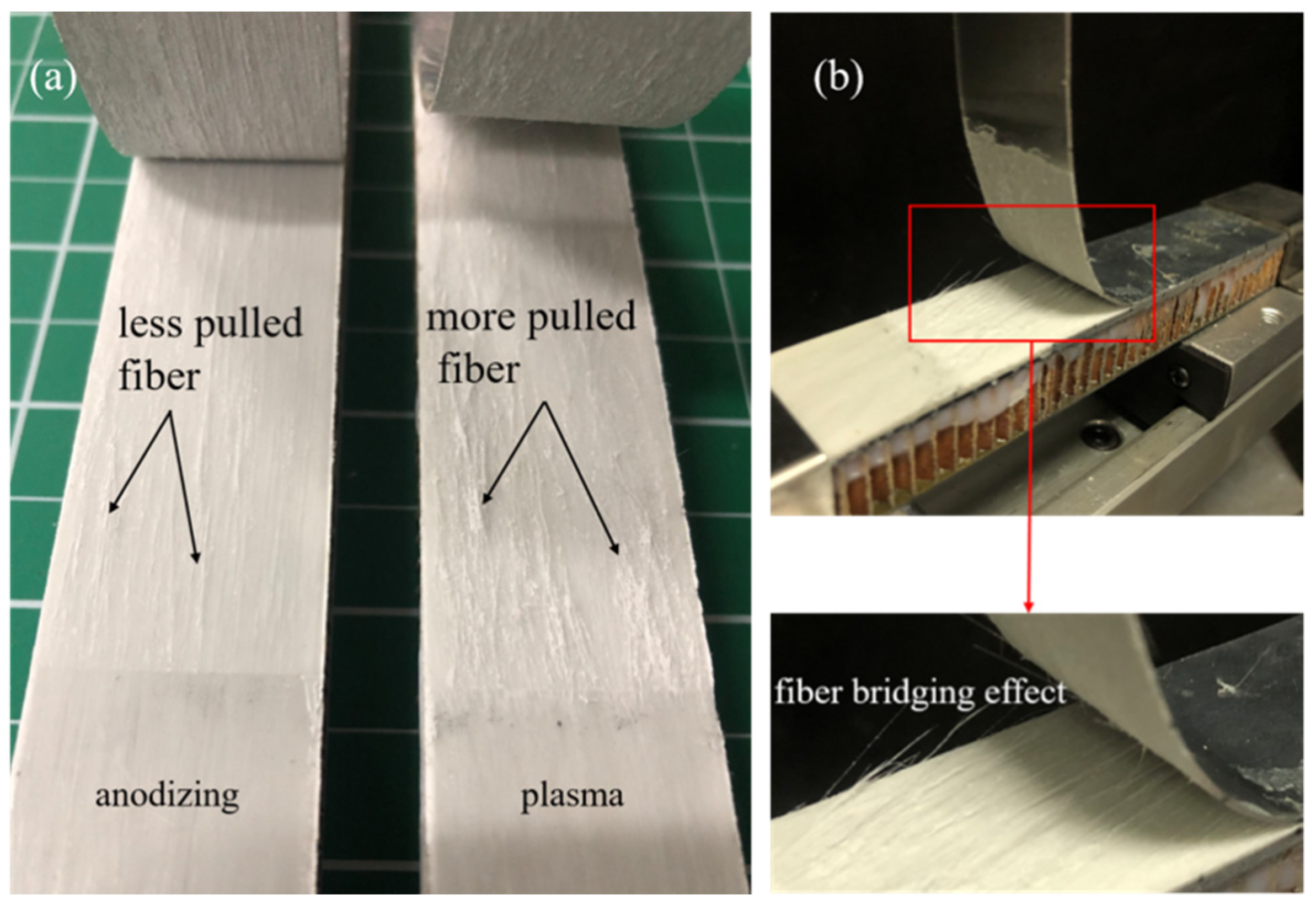
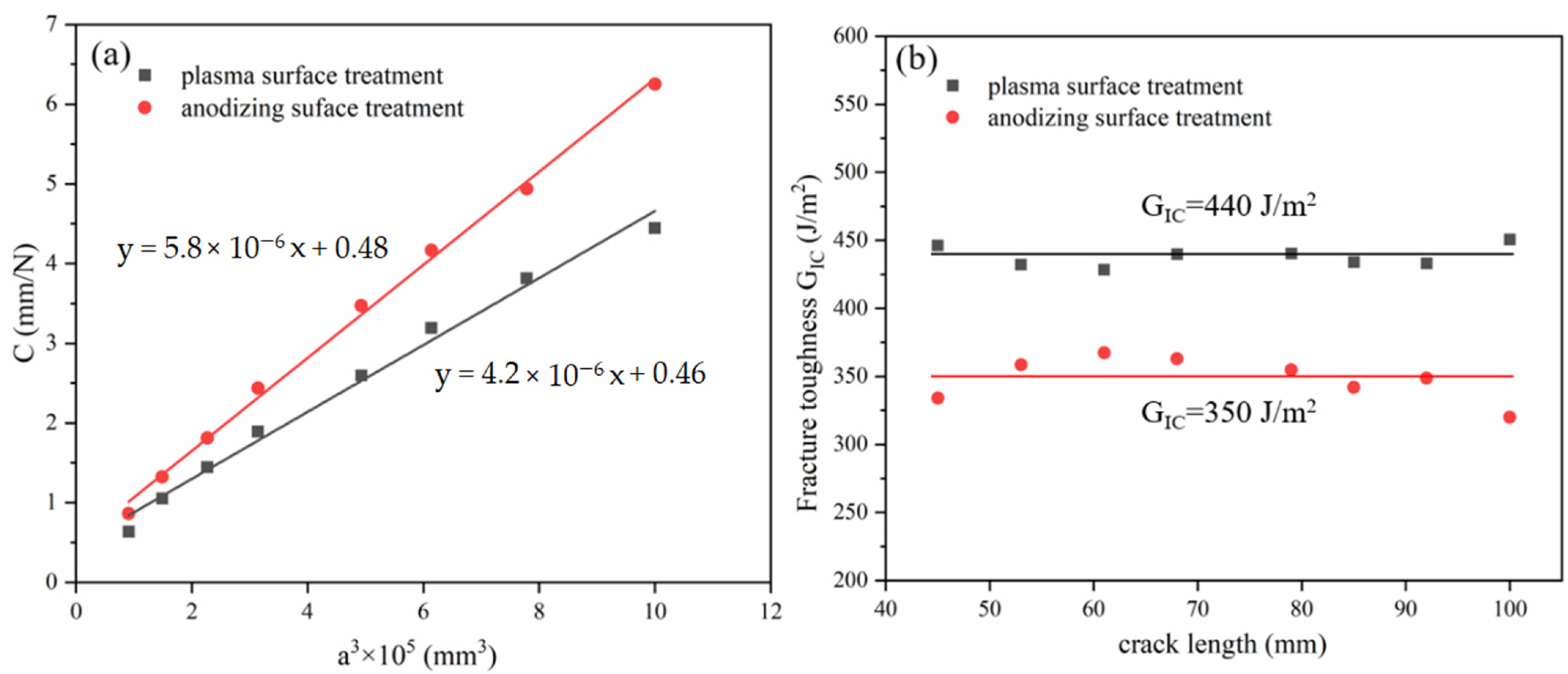
2.4. Fracture Toughness Tests
2.5. Low-Velocity Impact Testing
2.6. Finite Element Models
3. Results and Discussion
3.1. Fracture Toughness Properties
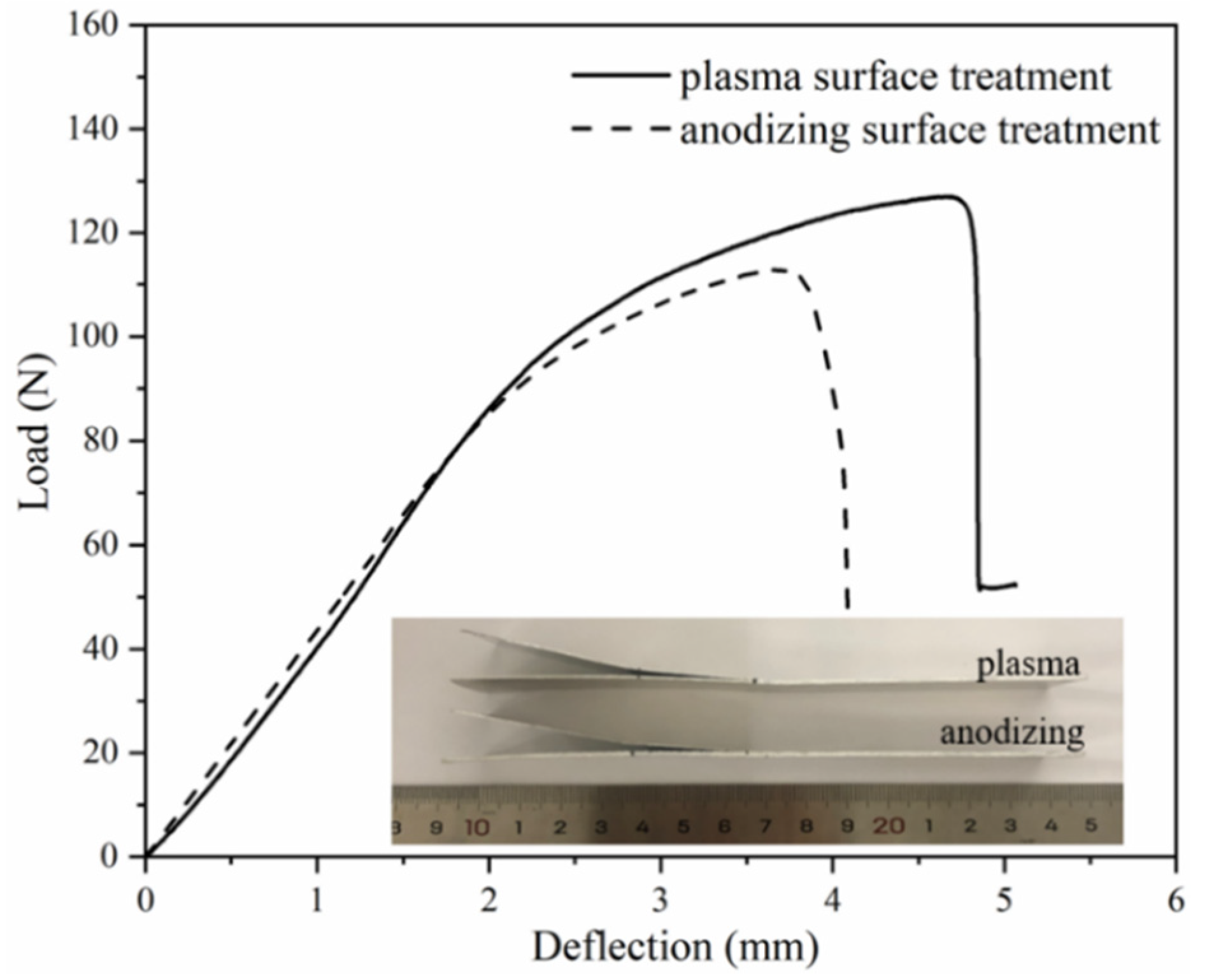
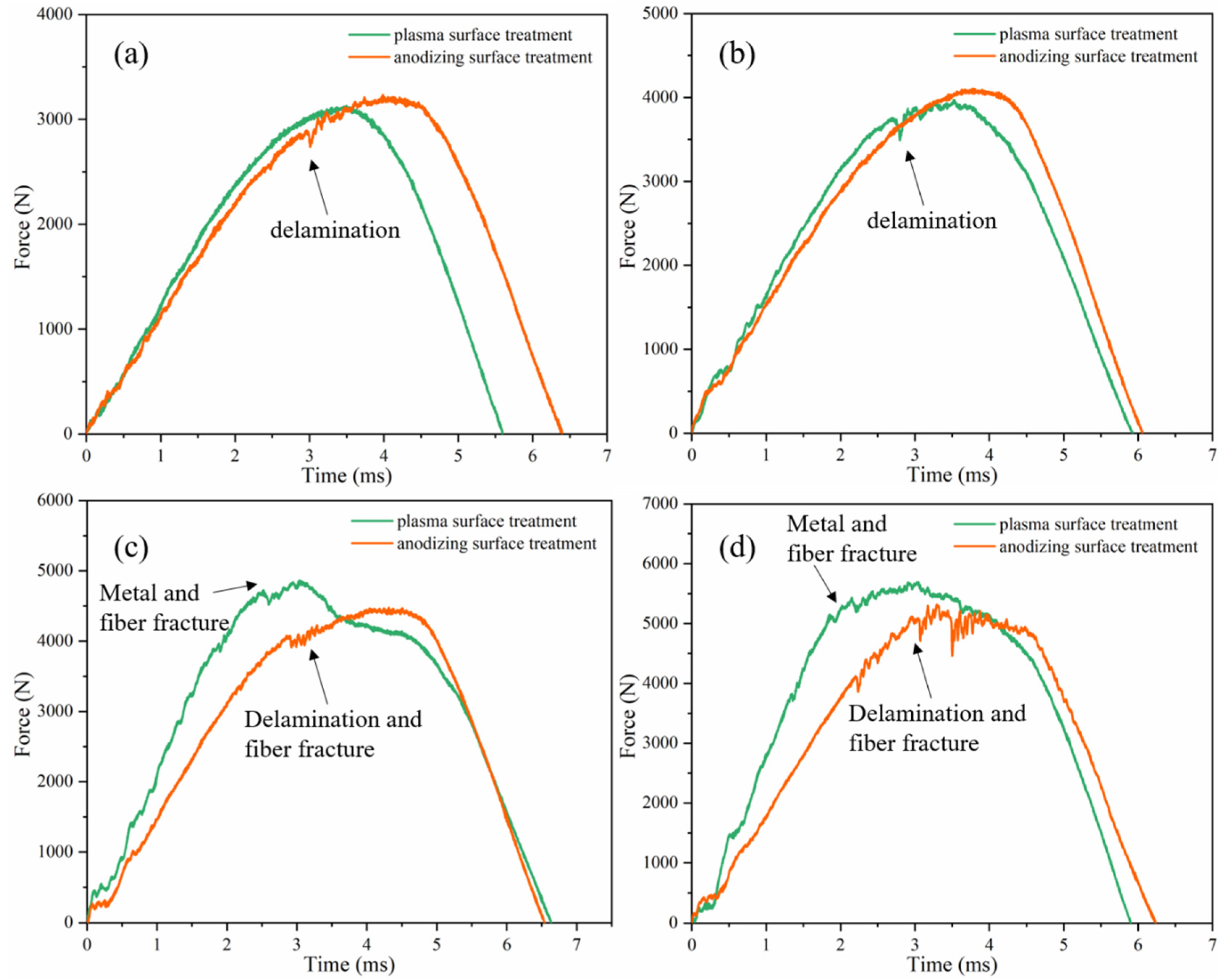
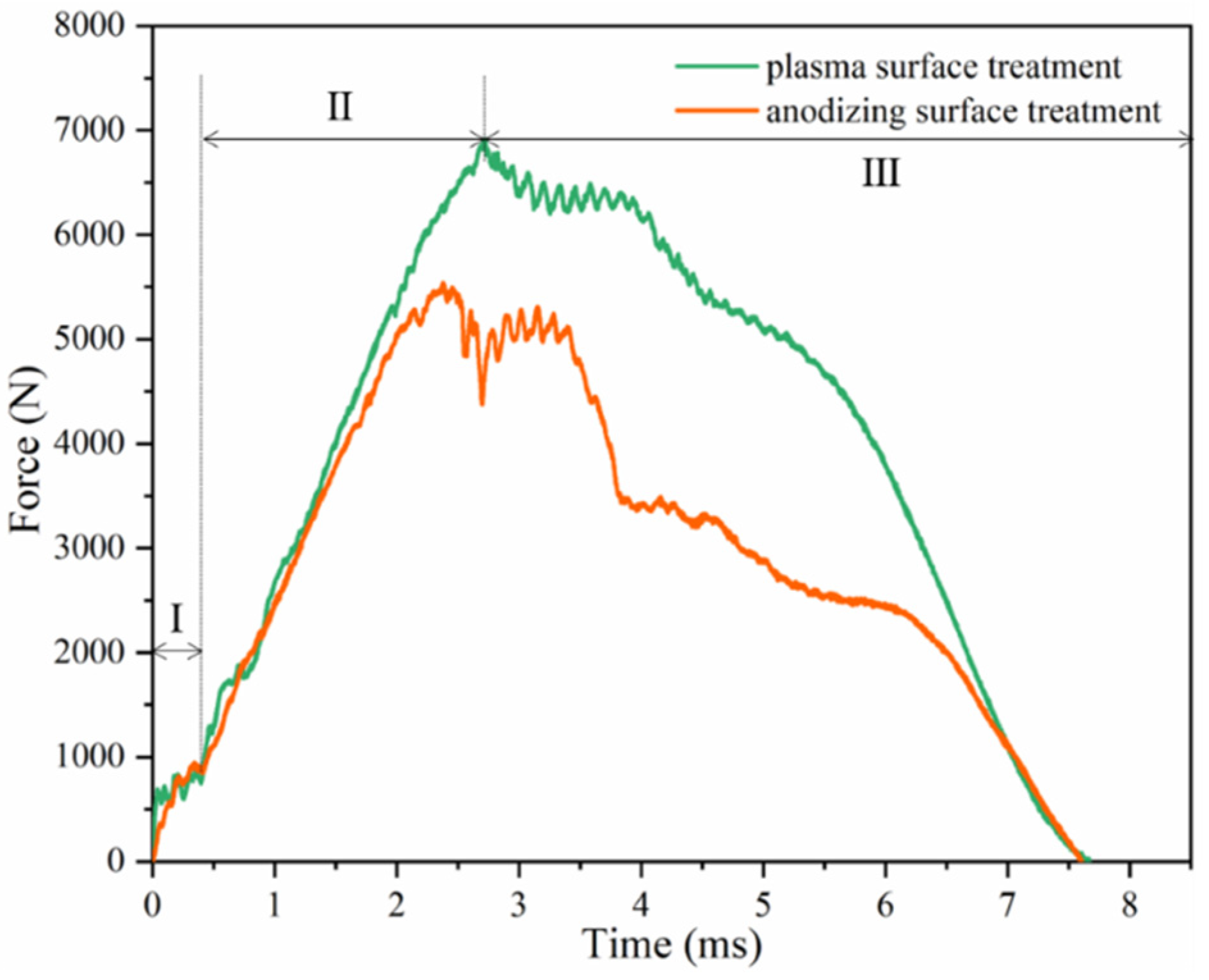
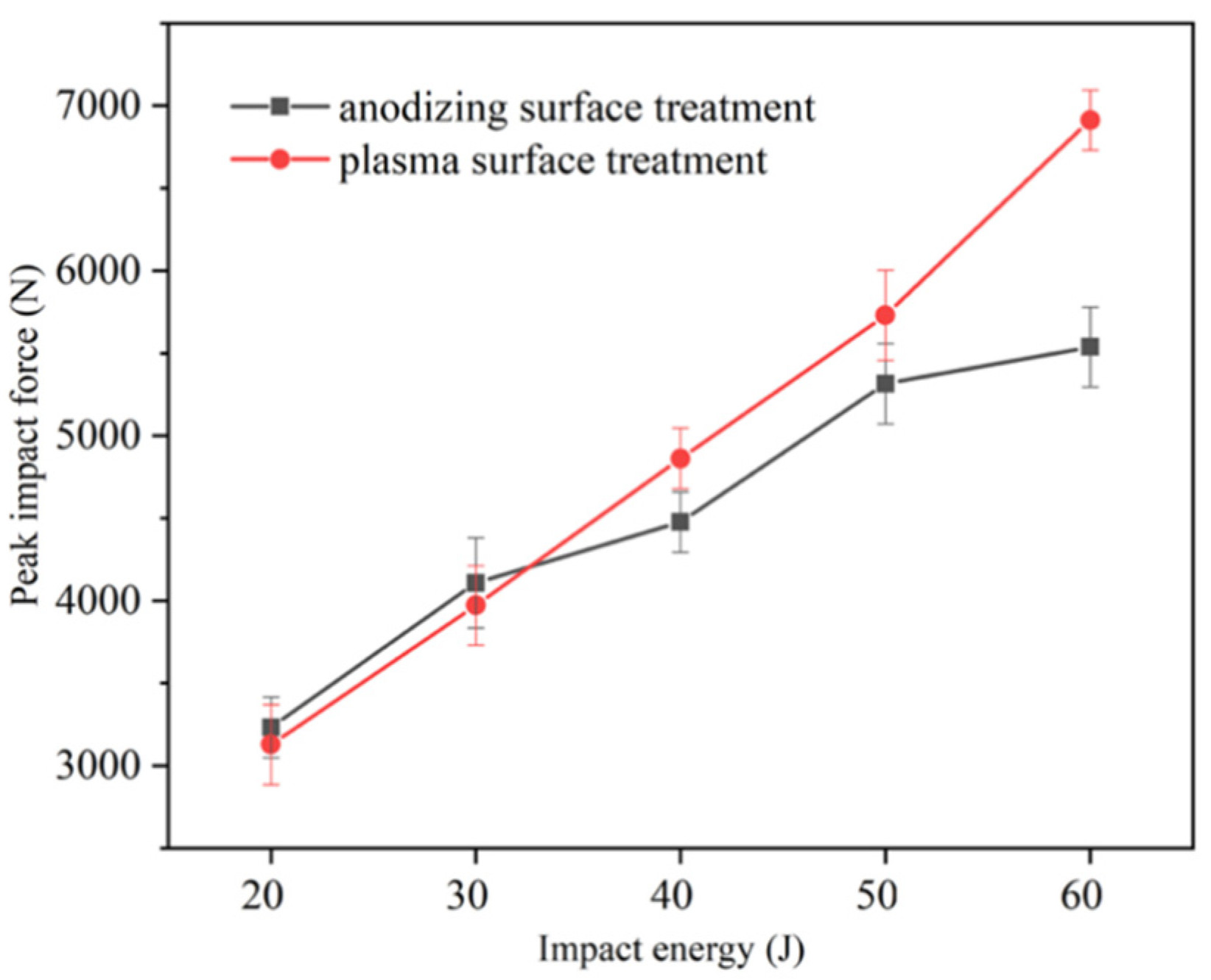
3.2. Force–Time Curves
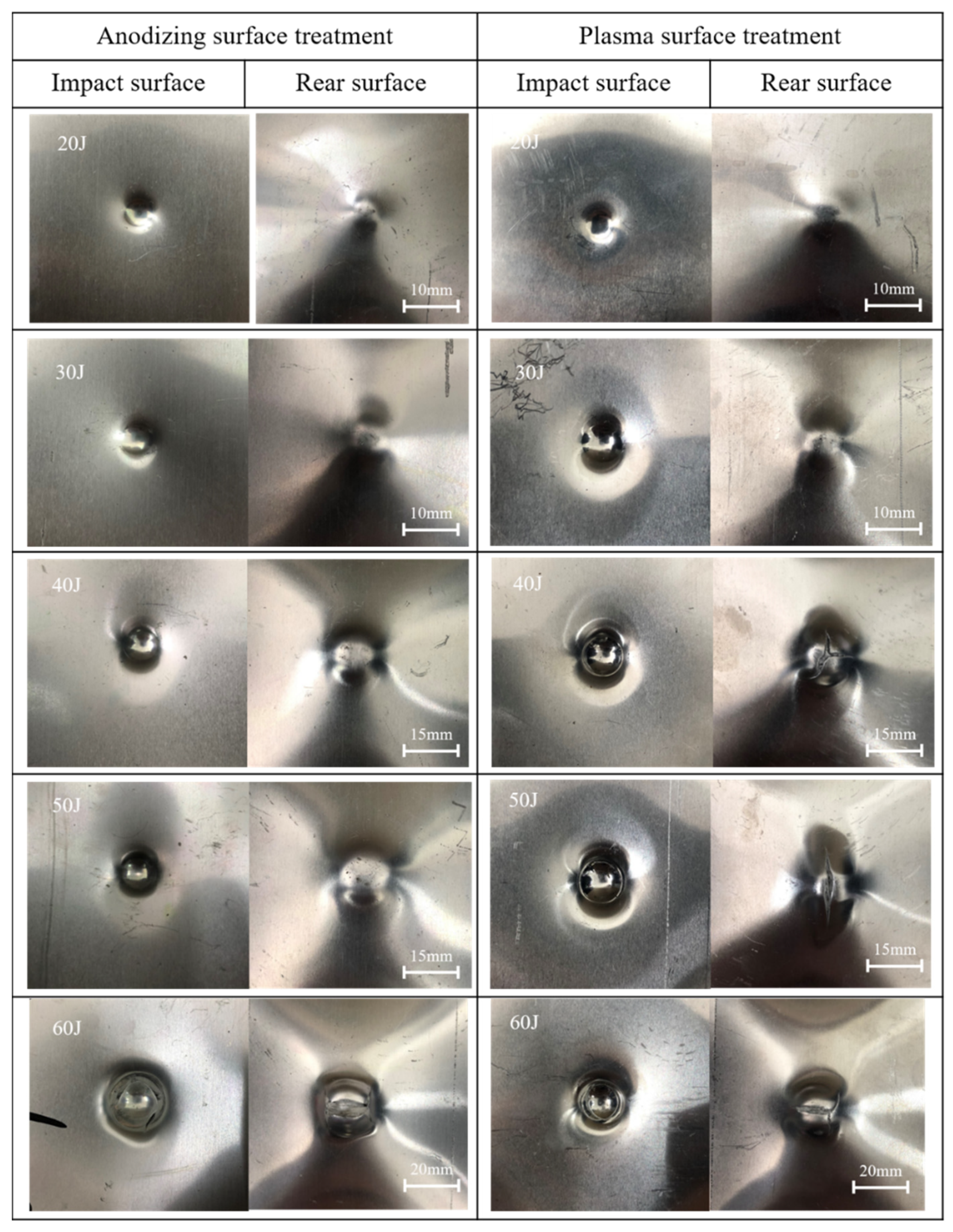
3.3. Damage Assessment
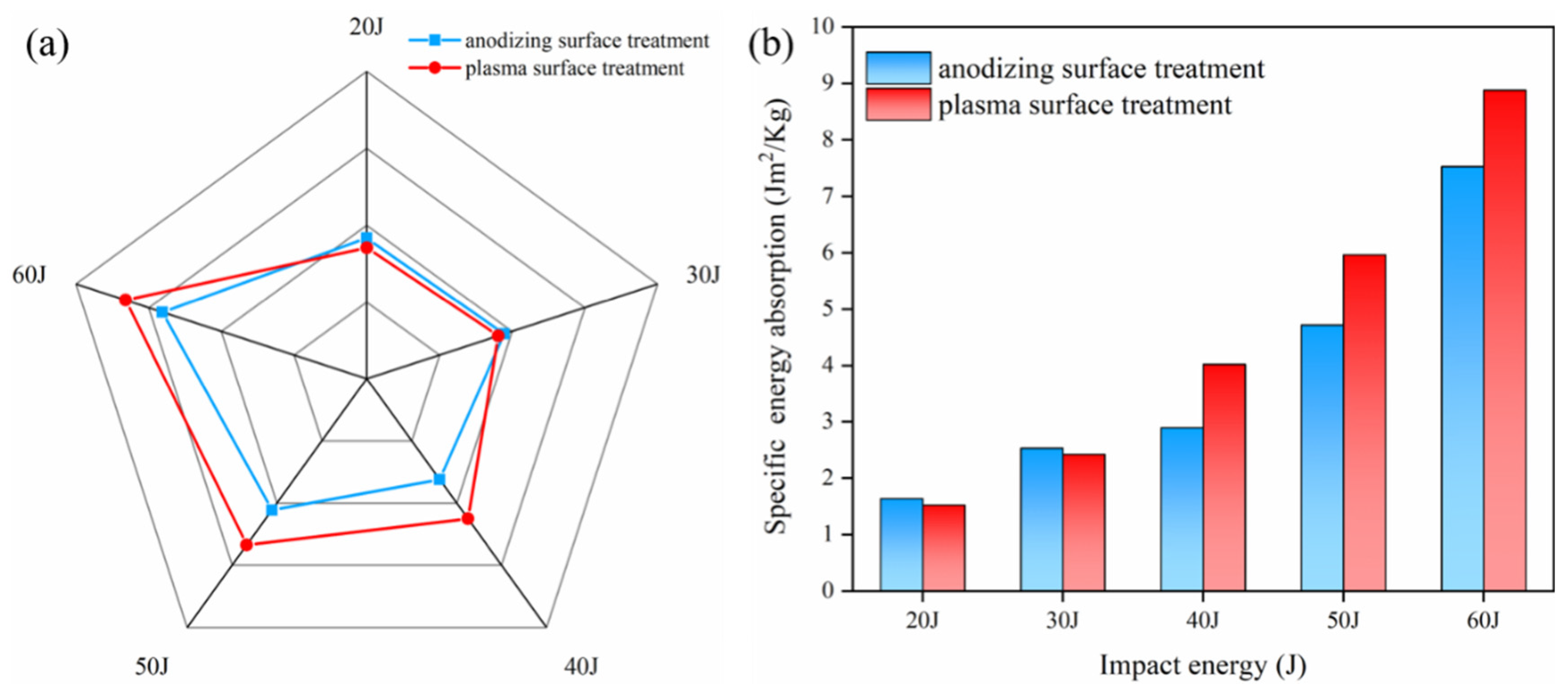
3.4. Energy Absorption
4. Conclusions
- From the result of the mode I interlaminar fracture toughness of Al/Gf/PP laminates, the fibers in the GFPP layer played a role in the fiber bridging effect at the interface between the metal and the composite material.
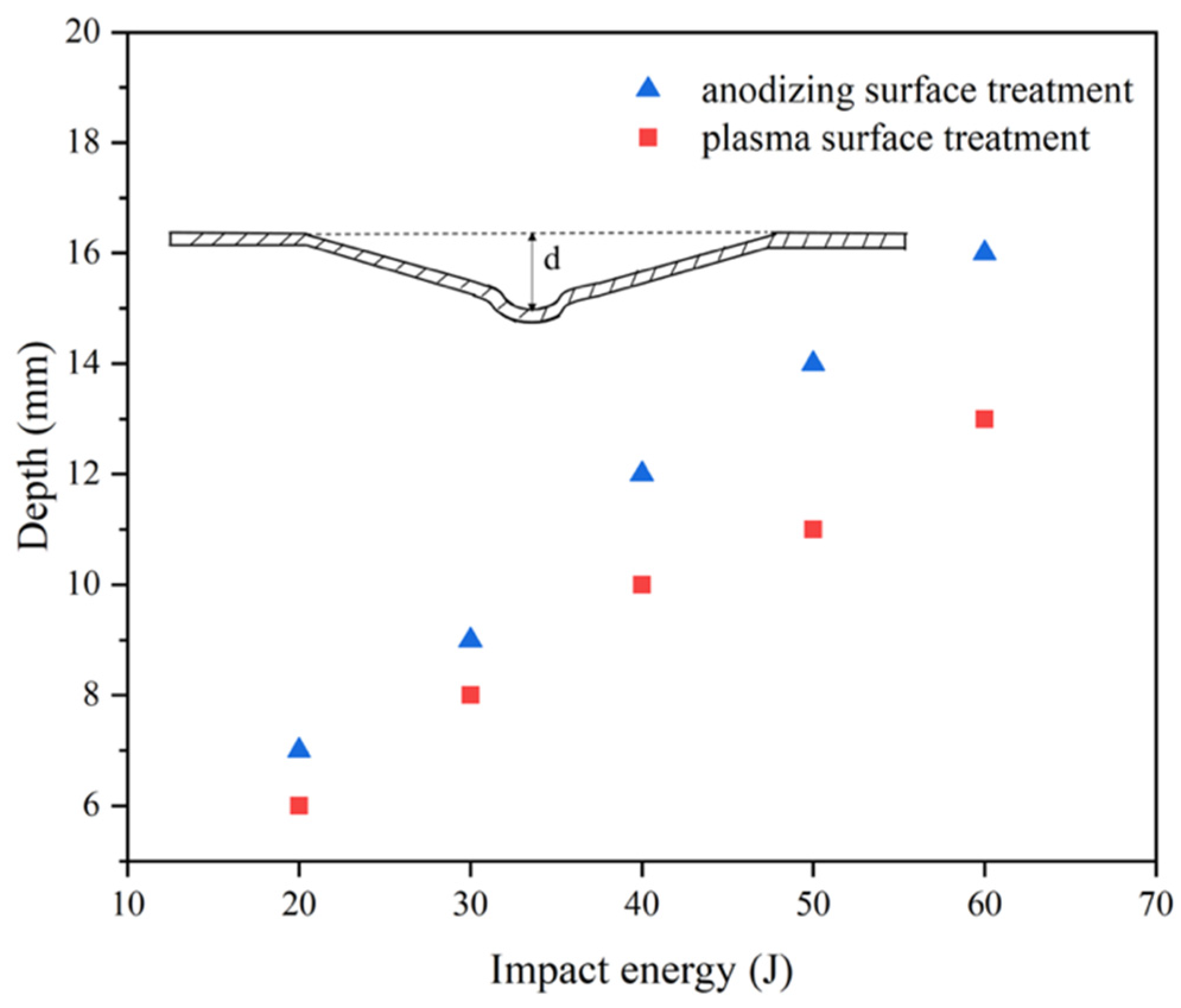
- The increasing rate and values of residual displacement for laminates with modification of plasma surface treatment were smaller than that by anodizing surface treatment under increasing impact energy. Larger bending deformation occurred due to the weak IPMC of anodizing pretreated specimens.
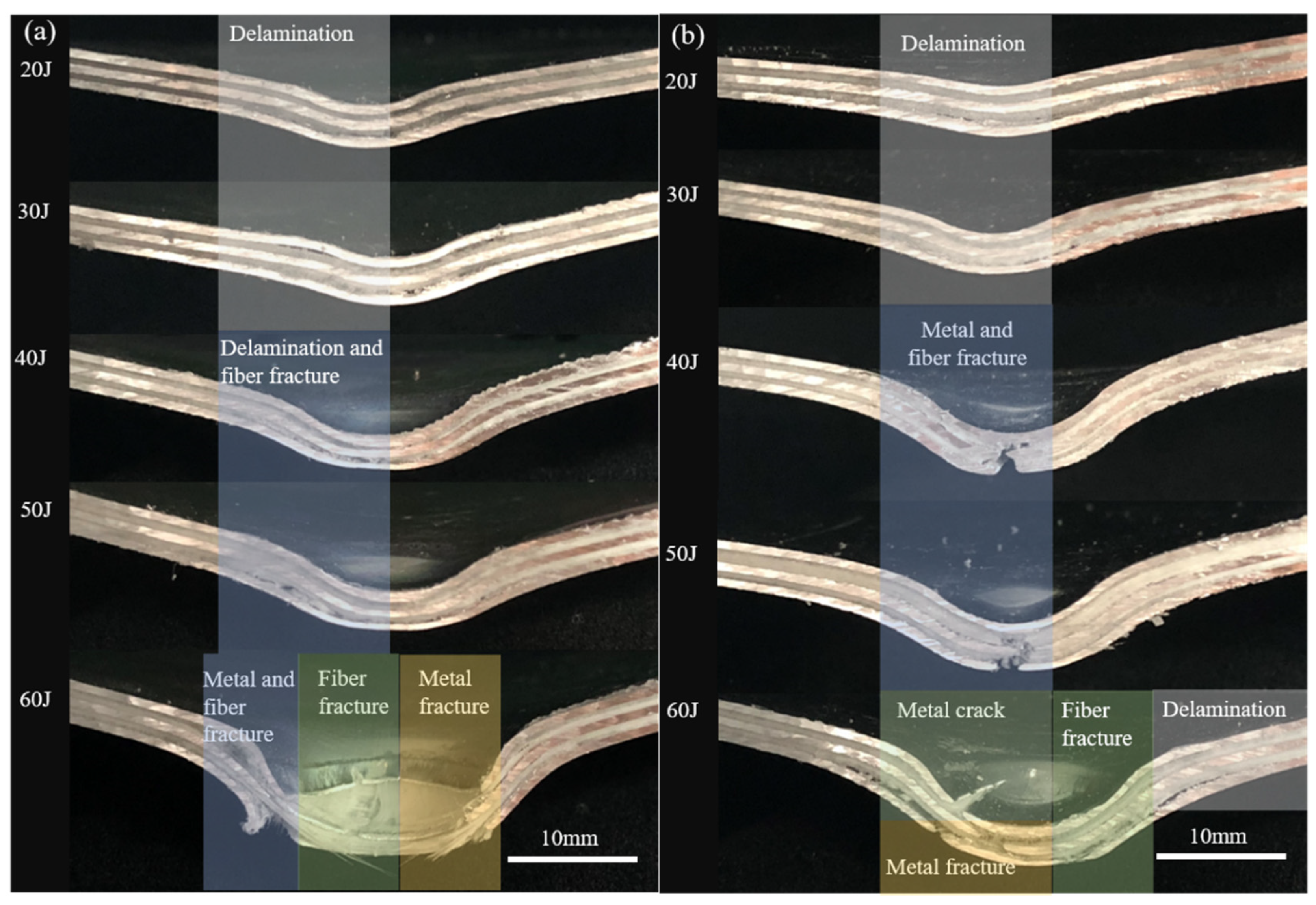
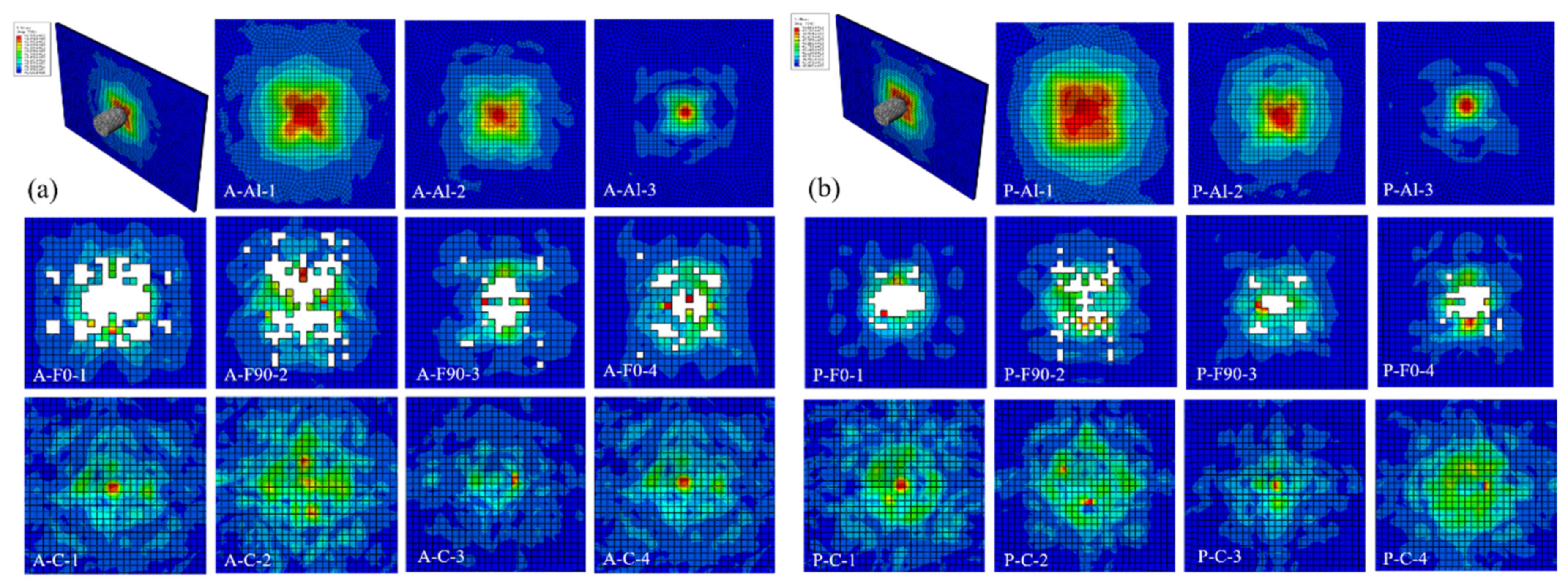
- Under low-velocity impact energy of 20 J and 30 J, the main failure mode of the laminates was delamination. Combined with the FEM simulation results, the fiber layers had been damaged and played a role in transferring the impact force.
- When the impact energy was between 40 J and 50 J, there were metal cracks on the rear surface of plasma pretreated specimens, which possessed higher energy absorption and impact resistance although the integrity of the laminates could not be preserved. Due to the residual compressive stress generated during the cooling process, the laminates were more susceptible to stretching rather than delamination.
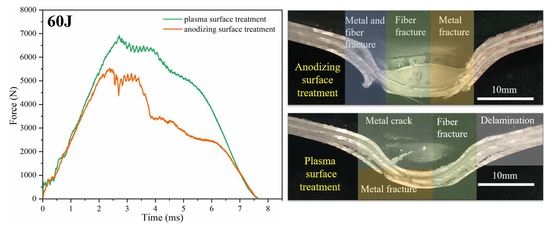
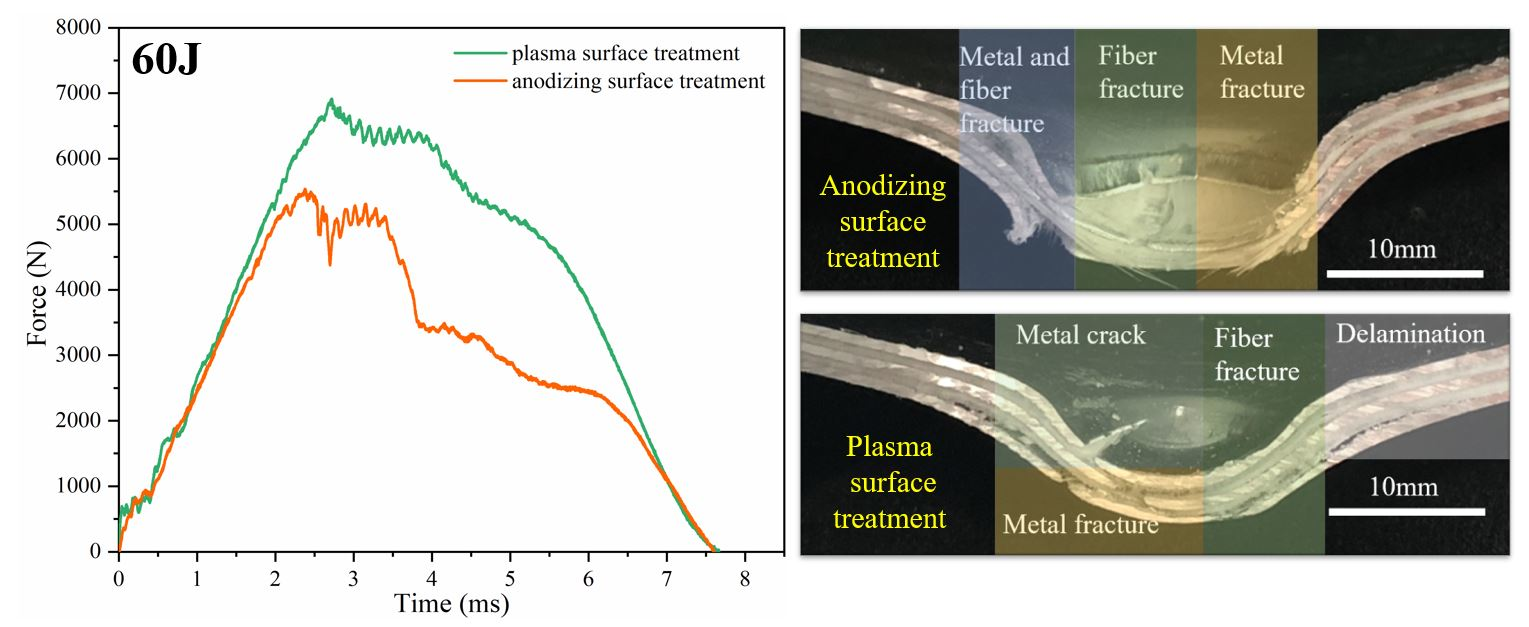
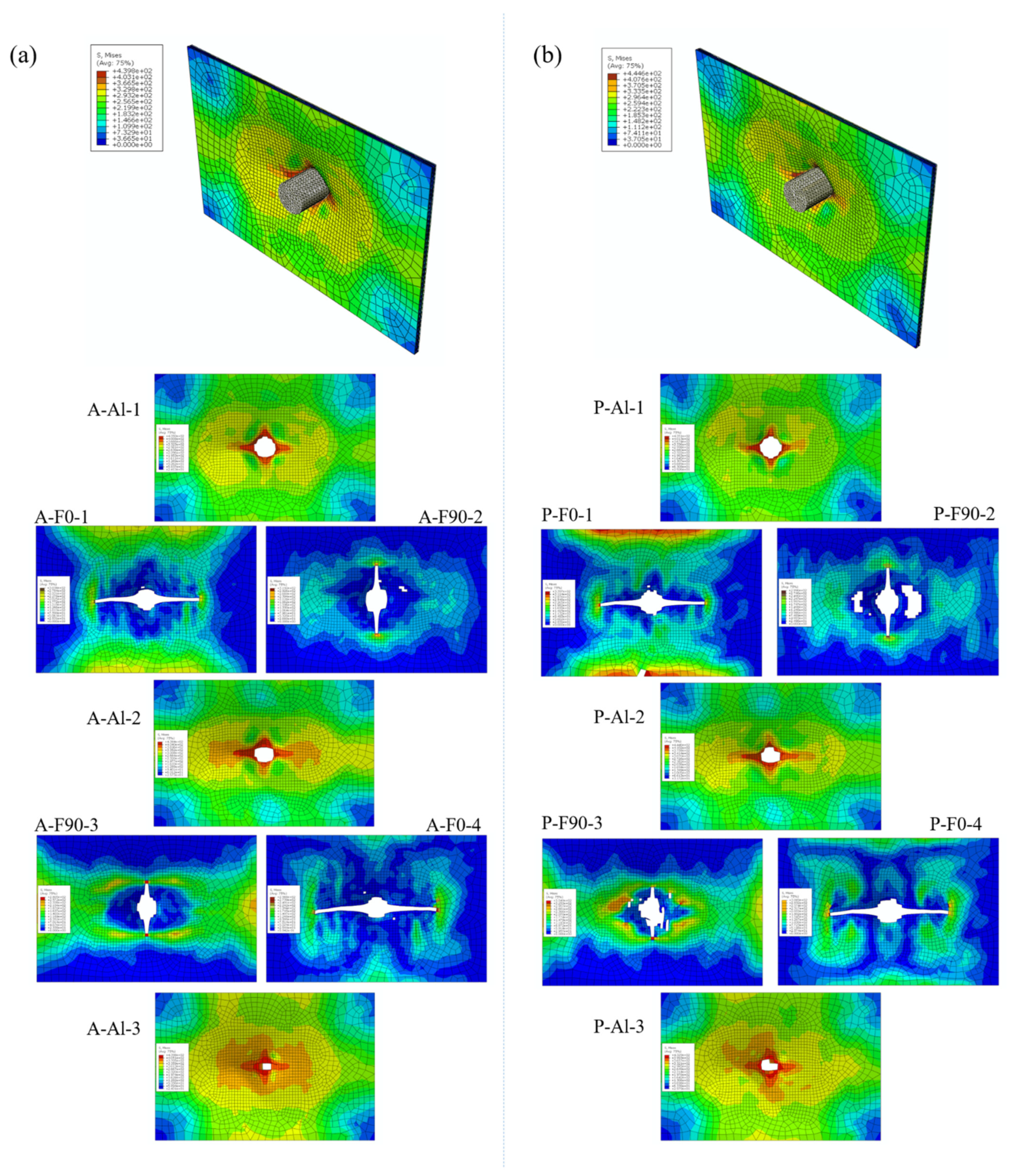
- For impact energy (60 J) causing the through-the-thickness crack of plasma pretreated specimens, it exhibited higher SEA values close to 9 Jm2/kg due to better IPMC. From the FEM simulation results, the maximum von Mises stress and damaged area of the aluminum alloy layer after plasma pretreatment was slightly larger than that of the anodized specimen. The interface played a role in stress transmission and specimens with better interface properties enabled the laminates to absorb more energy.
Author Contributions
Funding
Conflicts of Interest
References
- Sasso, M.; Mancini, E.; Dhaliwal, G.S.; Newaz, G.M.; Amodio, D. Investigation of the mechanical behavior of CARALL FML at high strain rate. Compos. Struct. 2019, 222, 110922. [Google Scholar] [CrossRef]
- Alderliesten, R.C.; Hagenbeek, M.; Homan, J.J.; Hooijmeijer, P.A.; Vries, T.; Vermeeren, C.A.J.R. Fatigue and damage tolerance of Glare. Appl. Compos. Mater. 2003, 10, 223–242. [Google Scholar] [CrossRef]
- Yao, L.; Cui, H.; Sun, Y.; Guo, L.; Chen, X.; Zhao, M.; Alderliesten, R.C. Fibre-bridged fatigue delamination in multidirectional composite laminates. Compos. Part A-Appl. S. 2018, 115, 175–186. [Google Scholar] [CrossRef] [Green Version]
- Khan, S.U.; Alderliesten, R.C.; Benedictusl, R. Delamination in fiber metal laminates (GLARE) during fatigue crack growth under variable amplitude loading. Int. J. Fatigue 2011, 33, 1292–1303. [Google Scholar] [CrossRef]
- Shim, D.J.; Alderliesten, R.C.; Spearing, S.M.; Burianek, D.A. Fatigue crack growth prediction in GLARE hybrid laminates. Compos. Sci. Technol. 2003, 63, 1759–1767. [Google Scholar] [CrossRef]
- Abdullah, M.R.; Cantwell, W.J. The impact resistance of polypropylene-based fibre-metal laminates. Compos. Sci. Technol. 2006, 66, 1682–1693. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Kollmannsberger, A.; Ehard, S.; Compston, P.; Drechsler, K. Manufacture of steel-CF/PA6 hybrids in a laser tape placement process: Effect of first-ply placement rate on thermal history and lap shear strength. Compos. Part A-Appl. S. 2018, 111, 42–53. [Google Scholar] [CrossRef]
- Vermeeren, C.A.J.R. An Historic overview of the development of fibre metal laminates. Appl. Compos. Mater. 2003, 10, 189–205. [Google Scholar] [CrossRef]
- Kim, K.J.; Kima, D.; Choia, S.H.; Chung, K.; Shin, K.S.; Barlat, F.; Oh, K.H.; Youn, J.R. Formability of AA5182 /polypropylene /AA5182 sandwich sheets. J. Mater. Process. Tech. 2003, 139, 1–7. [Google Scholar] [CrossRef]
- Ying, L.; Yang, F.; Wang, X. Analytical method for the axial crushing force of fiber-reinforced tapered square metal tubes. Compos. Struct. 2016, 153, 222–233. [Google Scholar] [CrossRef]
- Jiang, H.; Ren, Y.; Xiang, J. A numerical study on the energy-absorption of fibre metal laminate conical frusta under quasi-static compression loading. Thin. Wall. Struct. 2018, 124, 278–290. [Google Scholar] [CrossRef]
- Sadighi, M.; Pärnänen, T.; Alderliesten, R.C.; Sayeaftabi, M.; Benedictus, R. Experimental and numerical investigation of metal type and thickness effects on the impact resistance of fiber metal laminates. Appl. Compos. Mater. 2012, 19, 545–559. [Google Scholar] [CrossRef]
- Sadighi, M.; Alderliesten, R.C.; Benedictus, R. Impact resistance of fiber metal laminates: A review. Int. J. Impact. Eng. 2012, 49, 77–90. [Google Scholar] [CrossRef]
- Mouritz, A.P. Advances in understanding the response of fibre-based polymer composites to shock waves and explosive blasts. Compos. Part A-Appl. S. 2019, 125, 105502. [Google Scholar] [CrossRef]
- Fan, J.; Cantwell, W.J.; Guan, Z.W. The low-velocity impact response of fiber-metal laminates. J. Reinf. Plast. Compos. 2011, 30, 26–35. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J. Ferrante L Effect of temperature and fiber type on impact behavior of thermoplastic fiber metal laminates. Compos. Struct. 2019, 223, 110961. [Google Scholar] [CrossRef]
- Ferrante, L.; Sarasini, F.; Tirillò, J.; Lampani, L.; Gaudenzi, P. Low velocity impact response of basalt-aluminium fibre metal laminates. Mater. Design. 2016, 98, 98–107. [Google Scholar] [CrossRef]
- Aghamohammadi, H.; Abbandanak, S.N.; Eslami-Farsani, R.; Siadati, S.M.H. Effects of various aluminum surface treatments on the basalt fiber metal laminates interlaminar adhesion. Int. J. Adhes. Adhes. 2018, 84, 184–193. [Google Scholar] [CrossRef]
- Zhou, G. Effect of impact damage on residual compressive strength of glass-fibre reinforced polyester (GFRP) laminates. Compos. Struct. 1996, 35, 171–181. [Google Scholar] [CrossRef]
- Reyes, G.; Kang, H. Mechanical behavior of lightweight thermoplastic fiber-metal laminates. J. Mater. Process. Tech. 2007, 186, 284–290. [Google Scholar] [CrossRef]
- Zhu, W.; Xiao, H.; Wang, J.; Fu, C. Characterization and properties of AA6061-based fiber metal laminates with different aluminum-surface pretreatments. Compos. Struct. 2019, 227, 111321. [Google Scholar] [CrossRef]
- Mehra, M.E.; Aghamohammadia, H.; Abbandanaka, S.N.; Aghamirzadeh, G.H.R.; Eslami-Farsani, R.; Siadati, S.M.H. Effects of applying a combination of surface treatments on the mechanical behavior of basalt fiber metal laminates. Int. J. Adhes. Adhes. 2019, 92, 133–141. [Google Scholar] [CrossRef]
- Chen, F.; Liu, J.; Cui, Y.; Huang, S.; Song, J.; Sun, J.; Xu, W.; Liu, X. Stability of plasma treated superhydrophobic surfaces under different ambient conditions. J. Colloid. Interface Sci. 2016, 470, 221–228. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.; Li, H.; Wang, Q.; Gong, Z.; Tao, J. Effect of plasma surface treatment of aluminum alloy sheet on the properties of Al/Gf/PP laminates. Appl. Surf. Sci. 2020, 507, 145062. [Google Scholar] [CrossRef]
- Gohari, S.; Sharifi, S.; Vrcelj, Z. New explicit solution for static shape control of smart laminated cantilever piezo-composite-hybrid plates/beams under thermo-electro-mechanical loads using piezoelectric actuators. Compos. Struct. 2016, 145, 89–112. [Google Scholar] [CrossRef]
- Gohari, S.; Mouloodi, S.; Mozafari, F.; Alebrahim, R.; Moslemi, N.; Burvill, C.; Albarody, T.M.B. A new analytical solution for elastic flexure of thick multi-layered composite hybrid plates resting on Winkler elastic foundation in air and water. Ocean. Eng. 2021, 235, 109372. [Google Scholar] [CrossRef]
- Iqbal, M.A.; Kumar, V.; Mittal, A.K. Experimental and numerical studies on the drop impact resistance of prestressed concrete plates. Int. J. Impact. Eng. 2019, 123, 98–117. [Google Scholar] [CrossRef]
- Katsamakas, S.S.; Papanikolaou, V.K.; Thermou, G.E. A FEM-based model to study the behavior of SRG-strengthened R/C beams. Compos. Struct. 2021, 266, 113796. [Google Scholar] [CrossRef]
- Xu, Y.; Li, H.; Shen, Y.; Liu, S.; Wang, W.; Tao, J. Improvement of adhesion performance between aluminum alloy sheet and epoxy based on anodizing technique. Int. J. Adhes. Adhes. 2016, 70, 74–80. [Google Scholar] [CrossRef] [Green Version]
- Hua, X.; Li, H.; Lu, Y.; Chen, Y.; Qiu, L.; Tao, J. Interlaminar Fracture Toughness of GLARE Laminates based on Asymmetric Double Cantilever Beam (ADCB). Compos. Part B-Eng. 2019, 163, 175–184. [Google Scholar] [CrossRef]
- Starikov, Roman. Assessment of impact response of fiber metal laminates. Int. J. Impact. Eng. 2013, 59, 38–45. [Google Scholar] [CrossRef]
- Han, Z.; Li, H.; Xu, X.; Wang, H.; Li, H.; Tao, J. Crushing characteristics of aluminum/CFRP/aluminum hybrid tubes prepared by spinning forming. Compos. Struct. 2020, 249, 112551. [Google Scholar] [CrossRef]
- Akram, S.; Jaffery, S.H.I.; Khan, M.; Fahad, M.; Mubashar, A.; Ali, L. Numerical and experimental investigation of Johnson-Cook material models for aluminum (Al 6061-T6) alloy using orthogonal machining approach. Adv. Mech. Eng. 2018, 10, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Hajializadeh, F.; Mashhadi, M.M. Investigation and numerical analysis of impulsive hydroforming of aluminum 6061-T6 tube. J. Manuf. Process. 2015, 20, 257–273. [Google Scholar] [CrossRef]
- Kim, H.K.; Park, E.T.; Song, W.J.; Kang, B.S.; Kim, J. Experimental and numerical investigation of the high-velocity impact resistance of fiber metal laminates and Al 6061-T6 by using electromagnetic launcher. J. Mech. Sci. Technol. 2019, 33, 1219–1229. [Google Scholar] [CrossRef]
- Zhu, S.; Chai, G.B. Low-velocity impact response of fibre-metal laminates-Experimental and finite element analysis. Compos. Sci. Technol. 2012, 72, 1793–1802. [Google Scholar] [CrossRef]
- Bienias, J.; Jakubczak, P.; Dadej, K. Low-velocity impact resistance of aluminum glass laminates-Experimental and numerical investigation. Compos. Struct. 2016, 152, 339–348. [Google Scholar] [CrossRef]
- Rajabi, A.; Kadkhodayan, M.; Manoochehri, M. Deep-drawing of thermoplastic metal-composite structures: Experimental investigations, statistical analyses and finite element modeling. J. Mater. Process. Tech. 2015, 215, 159–170. [Google Scholar] [CrossRef]
- Camanho, P.P.; Dávila, C.G. Mixed-Mode Decohesion Finite Elements for the Simulation of Delamination in Composite Materials; NASA/TM-2002-211737; NASA: Washington, DC, USA, 2002; Volume 13. [Google Scholar]
- Guan, Z.; Yang, C. Low-velocity impact and damage process of composite laminates. J. Compos. Mater. 2002, 36, 851–871. [Google Scholar] [CrossRef]
- Li, X.; Zhang, X.; Zhang, H.; Yang, J.; Nia, A.B.; Chai, G.B. Mechanical behaviors of Ti/CFRP/Ti laminates with different surface treatments of titanium sheets. Compos. Struct. 2017, 163, 21–31. [Google Scholar] [CrossRef]
- Santos, A.L.; Nakazato, R.Z.; Schmeer, S.; Botelho, O. Influence of anodization of aluminum 2024 T3 for application in aluminum/Cf/ epoxy laminate. Compos. Part B-Eng. 2020, 184, 107718. [Google Scholar] [CrossRef]
- Sutherland, L.S.; Soares, C.G. Contact indentation of marine composites. Compos. Struct. 2005, 70, 287–294. [Google Scholar] [CrossRef]
- Morini`erea, F.D.; Alderliesten, R.C.; Benedictus, R. Development of fibre-metal laminates for improved impact performance. Eur. Phys. J. Special. Topics. 2012, 206, 79–88. [Google Scholar] [CrossRef] [Green Version]
- Pärnänen, T.; Kanerva, M.; Sarlin, E.; Saarela, O. Debonding and impact damage in stainless steel fibre metal laminates prior to metal fracture. Compos. Struct. 2015, 119, 777–786. [Google Scholar] [CrossRef]
- Caprino, G.; Spataro, G.; Luongo, S.D. Low-velocity impact behavior of fiberglass-aluminum laminates. Compos. Part A-Appl. S. 2004, 35, 605–616. [Google Scholar] [CrossRef]
- Wang, H.; Li, H.; Xu, Y.; Lin, Y.; Li, H.; Tao, J. Effects of thermal residual stresses on tensile and interlaminar shear behaviors of GLARE laminates. Appl. Compos. Mater. 2021, 28, 877–898. [Google Scholar] [CrossRef]
- Zhou, J.; Guan, Z.W.; Cantwell, W.J. The influence of strain-rate on the perforation resistance of fiber metal laminates. Compos. Struct. 2015, 125, 247–255. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Orientation (°) | Fiber Content (% WT) | Density (g/cm3) | Thickness (mm) | Tape Width (mm) | Tensile Strength (MPa) | Flexural Strength (MPa) |
|---|---|---|---|---|---|---|
| 0 | 60 | 1.38 | 0.30 | 1300 | 520 | 430 |
| Parameters | Values |
|---|---|
| Elastic | E = 68.90 GPa, μ = 0.33 |
| Plastic | A = 324 MPa, B = 114 MPa, n = 0.42, m = 1.34 |
| Damage | d1 = −0.77, d2 = 1.45, d3 = −0.47, d4 = 0 |
| Mechanical Constant | Value |
|---|---|
| Young’s modulus in 1-direction, E1 | 30,700 MPa |
| Young’s modulus in 2-direction, E2 | 4800 MPa |
| Young’s modulus in 3-direction, E3 | 4800 MPa |
| Poisson’s ratio, μ12 | 0.16 |
| Poisson’s ratio, μ13 | 0.16 |
| Poisson’s ratio, μ23 | 0.16 |
| Shear modulus, G12 | 2900 MPa |
| Shear modulus, G13 | 2900 MPa |
| Shear modulus, G23 | 2900 MPa |
| Beta damping parameter | 1 × 10−9 |
| Ultimate tens stress in 1-direction, X1T | 400 MPa |
| Ultimate comp stress in 1-direction, X1C | 235 MPa |
| Ultimate tens stress in 2-direction, X2T | 13 MPa |
| Ultimate comp stress in 2-direction, X2C | 30 MPa |
| Ultimate tens stress in 3-direction, X3T | 13 MPa |
| Ultimate comp stress in 3-direction, X3C | 30 MPa |
| Ultimate shear stress, S12 | 56 MPa |
| Ultimate shear stress, S13 | 56 MPa |
| Ultimate shear stress, S23 | 56 MPa |
| Parameters of IPMC | Plasma | Anodizing | |
|---|---|---|---|
| Density (kg/m3) | ρ | 900 | |
| Initial stiffness (N/mm) | 1.32 × 106 | ||
| Interfacial strength (MPa) | 3.980 | 1.640 | |
| 40.0 | 23.8 | ||
| Fracture energy (kJ/m2) | 0.440 | 0.350 | |
| 0.500 | 0.247 | ||
| Mixed mode index | η | 0.63 [39] | |
| Surface Treatment | Al-1 | Al-2 | Al-3 | F0-1 | F90-2 | F90-3 | F0-4 | C-1 | C-2 | C-3 | C-4 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Anodizing (A) | 359.1 | 355 | 340.3 | 126.8 | 107.8 | 112 | 86.1 | 74.6 | 52.3 | 82.8 | 44.8 |
| Plasma (P) | 356.6 | 348.2 | 340.8 | 226.7 | 144 | 135.6 | 106.9 | 74.9 | 82.8 | 101.2 | 48.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.; Li, H.; Zhang, Z.; Tao, J. Low-Velocity Impact Resistance of Al/Gf/PP Laminates with Different Interface Performance. Polymers 2021, 13, 4416. https://doi.org/10.3390/polym13244416
Lin Y, Li H, Zhang Z, Tao J. Low-Velocity Impact Resistance of Al/Gf/PP Laminates with Different Interface Performance. Polymers. 2021; 13(24):4416. https://doi.org/10.3390/polym13244416
Chicago/Turabian StyleLin, Yanyan, Huaguan Li, Zhongwei Zhang, and Jie Tao. 2021. "Low-Velocity Impact Resistance of Al/Gf/PP Laminates with Different Interface Performance" Polymers 13, no. 24: 4416. https://doi.org/10.3390/polym13244416