
Injection Molding of Low-Density Polyethylene (LDPE) as a Model Polymer: Effect of Molding Parameters on the Microstructure and Crystallinity

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Design of Experiments
2.3. Injection Molding of the Specimens
2.4. Morphological and Microstructural Characterization
2.5. Statistical Analysis of Results
3. Results and Discussion
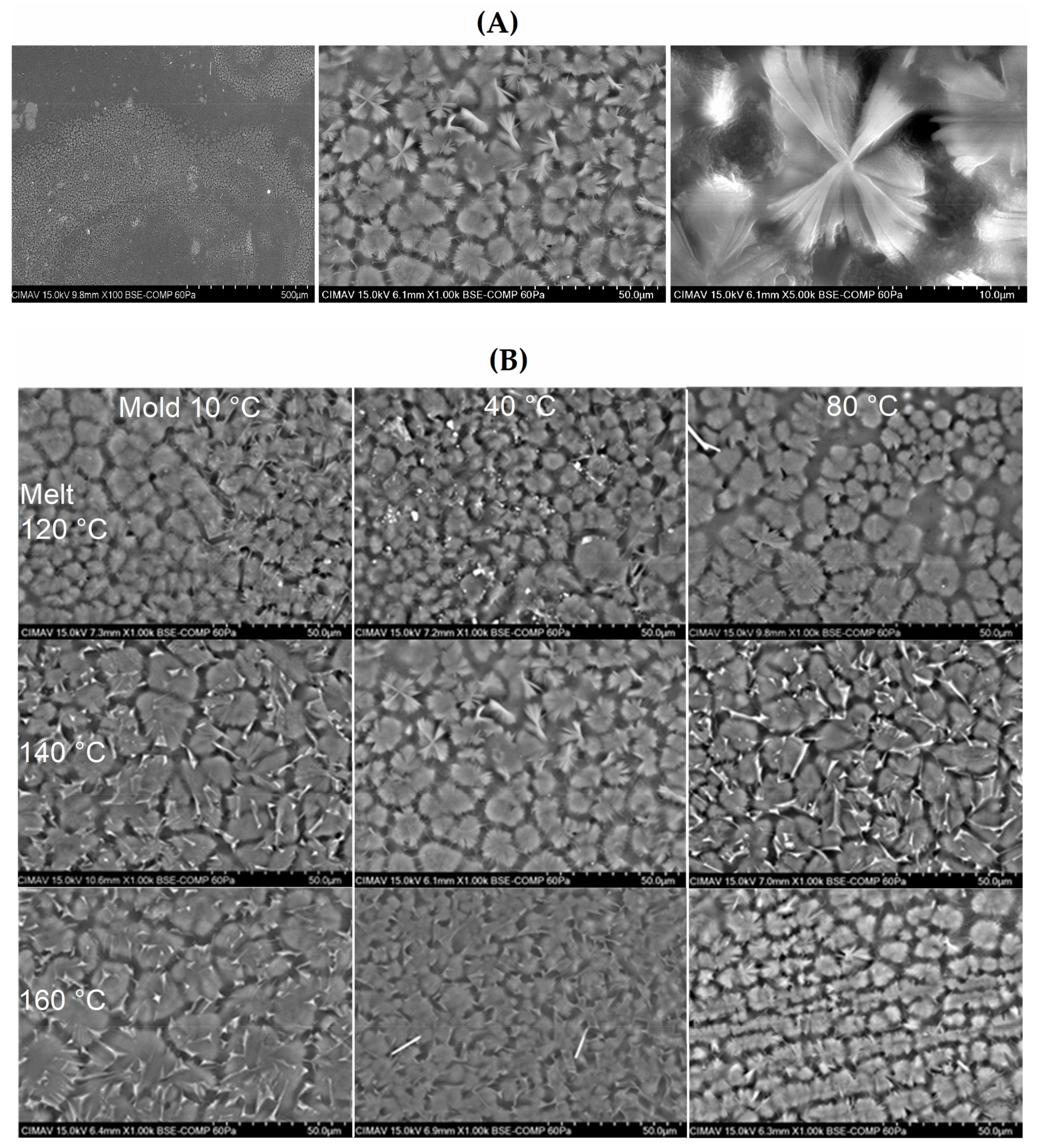
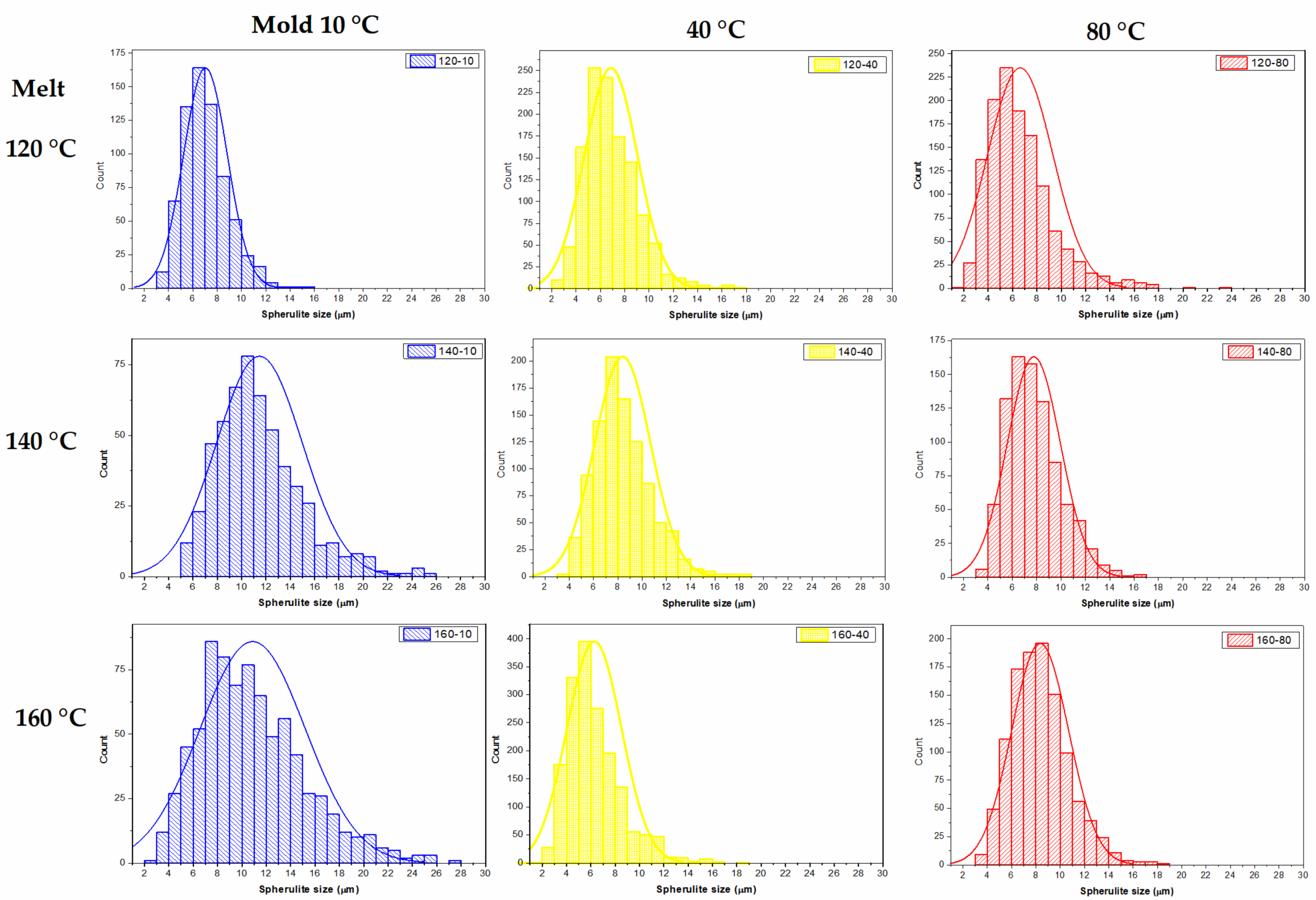
3.1. Spherulite Size Distribution
3.2. Qualitative Characterization
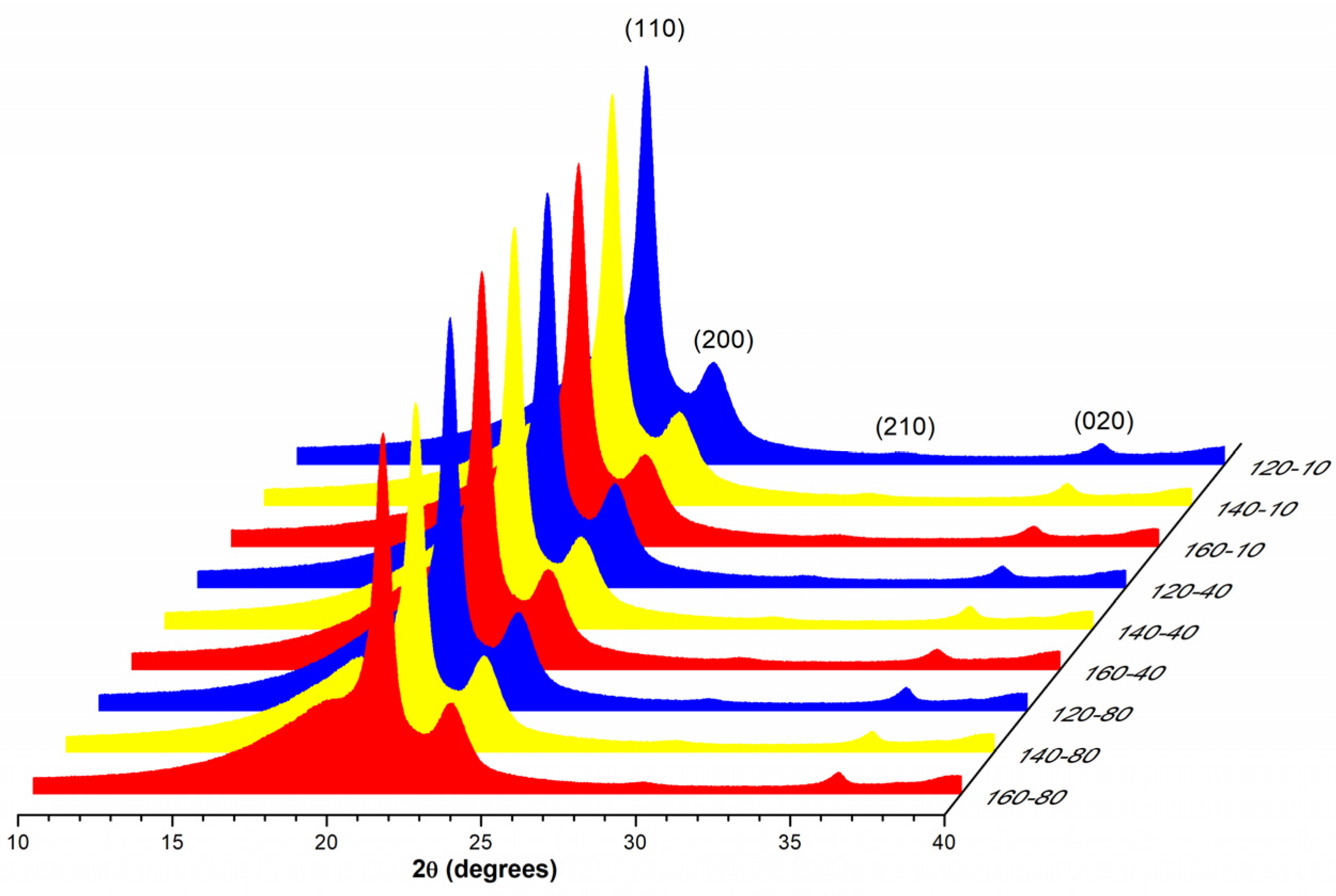
3.3. Quantitative Analysis by ANOVA and SRM
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhai, Y.; Wang, Y.; Yang, W.; Xie, B.; Yang, M. Dynamic rheological behavior of copolymerized linear low-density polyethylenes: Effect of molecular weight and its distribution. J. Macromol. Sci. Part. B 2009, 48, 844–855. [Google Scholar] [CrossRef]
- Bassett, D.; Hodge, A. On lamellar organization in certain polyethylene spherulites. Proc. R. Soc. Lond. A Math. Phys. Sci. 1978, 359, 121–132. [Google Scholar]
- Sun, N.; Yang, B.; Wang, L.; Yang, W.; Zhang, K.; Yang, M. Morphological study of linear low-density polyethylene molded by gas-assisted injection molding. Polym. Plast. Technol. Eng. 2011, 50, 804–809. [Google Scholar] [CrossRef]
- Onyeagoro, G. Effect of Processing Parameters on Mechanical Properties of Linear Low-Density Polyethylene Film. Acad. Res. Int. 2012, 2, 99–103. [Google Scholar]
- Alapati, S.; Meledath, J.T.; Karmarkar, A. Effect of morphology on electrical treeing in low density polyethylene nanocomposites. IET Sci. Meas. Technol. 2014, 8, 60–68. [Google Scholar] [CrossRef]
- Zheng, C.; Guan, B.; Zhao, H.; Yang, J.; Sun, Z. Effects of surface morphology on space charge formation in low density polyethylene. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 1183–1189. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.; Camacho, N.; Maspoch, M.L. Tensile properties of LDPE/electrical cable waste blends prepared by melt extrusion process. Afinidad 2017, 74, 147–153. [Google Scholar]
- Leyva-Porras, C.; Esneider-Alcalá, M.A.; Toxqui-Terán, A.; Márquez-Lucero, A.; Aguilar-Martínez, J.A. Effect of Molding Parameters on Young’s Modulus of an Injection Molded Low-Density Polyethylene (LDPE). Ind Eng. Chem. Res. 2013, 52, 5666–5671. [Google Scholar] [CrossRef]
- Zhang, Z.; Feng, Z.; Tian, R.; Li, K.; Lin, Y.; Lu, C.; Wang, S.; Xue, X. Novel Fluorescence Method for Determination of Spatial Interparticle Distance in Polymer Nanocomposites. Anal. Chem. 2020, 92, 7794–7799. [Google Scholar] [CrossRef] [PubMed]
- Nilsson, S.; Hjertberg, T.; Smedberg, A. Structural effects on thermal properties and morphology in XLPE. Eur. Polym. J. 2010, 46, 1759–1769. [Google Scholar] [CrossRef]
- Yu, C.; Xie, Q.; Bao, Y.; Shan, G.; Pan, P. Crystalline and spherulitic morphology of polymers crystallized in confined systems. Crystals 2017, 7, 147. [Google Scholar] [CrossRef] [Green Version]
- Tissandier, C.; González-Núñez, R.; Rodrigue, D. Asymmetric microcellular composites: Morphological properties. J. Cell. Plast. 2014, 50, 449–473. [Google Scholar] [CrossRef]
- Shamloo, A.; Fathi, B.; Elkoun, S.; Rodrigue, D.; Soldera, A. Impact of compression molding conditions on the thermal and mechanical properties of polyethylene. J. Appl. Polym. Sci. 2018, 135, 46176. [Google Scholar] [CrossRef]
- Mizera, A.; Fiala, T.; Manas, M.; Stoklasek, P.; Ovsik, M. Influence of Injection Moulding Process Parameters on High-Density Polyethylene Surface Hardness; Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2020; Volume 994, pp. 189–196. [Google Scholar]
- Shanahan, M.; Chen-Fargheon, C.; Schultz, J. The influence of spherulitic size on the environmental stress cracking of low density polyethylene. Die Makromol. Chem. Macromol. Chem. Phys. 1980, 181, 1121–1126. [Google Scholar] [CrossRef]
- Galeski, A.; Pracella, M.; Martuscelli, E. Polypropylene spherulite morphology and growth rate changes in blends with low-density polyethylene. J. Polym. Sci. Polym. Phys. Ed. 1984, 22, 739–747. [Google Scholar] [CrossRef]
- Lin, Y.; Du, W.; Tu, D.; Zhong, W.; Du, Q. Space charge distribution and crystalline structure in low density polyethylene (LDPE) blended with high density polyethylene (HDPE). Polym. Int. 2005, 54, 465–470. [Google Scholar] [CrossRef]
- Ma, D.; Akpalu, Y.A.; Li, Y.; Siegel, R.W.; Schadler, L.S. Effect of titania nanoparticles on the morphology of low density polyethylene. J. Polym. Sci. Part. B Polym. Phys. 2005, 43, 488–497. [Google Scholar] [CrossRef]
- Hwang, S.; Hsu, P.P.; Yeh, J.; Yang, J.; Chang, K.; Lai, Y. Effect of clay and compatibilizer on the mechanical/thermal properties of microcellular injection molded low density polyethylene nanocomposites. Int. Commun. Heat Mass Transf. 2009, 36, 471–479. [Google Scholar] [CrossRef]
- Picu, R.; Osta, A. Elastic constants of lamellar and interlamellar regions in α and mesomorphic isotactic polypropylene by AFM indentation. J. Appl. Polym. Sci. 2016, 133, 43649. [Google Scholar] [CrossRef]
- Wang, D.; Yang, B.; Chen, Q.; Chen, J.; Su, L.; Chen, P.; Zheng, Z.; Miao, J.; Qian, J.; Xia, R. A facile evaluation on melt crystallization kinetics and thermal properties of low-density polyethylene (LDPE)/Recycled polyethylene terephthalate (RPET) blends. Adv. Ind. Eng. Polym. Res. 2019, 2, 126–135. [Google Scholar] [CrossRef]
- Chowdhury, I.H.; Abdelwahab, M.A.; Misra, M.; Mohanty A., K. Sustainable Biocomposites from Recycled Bale Wrap Plastic and Agave Fiber: Processing and Property Evaluation. ACS Omega 2021, 6, 2856–2864. [Google Scholar] [CrossRef] [PubMed]
- Kalay, G.; Sousa, R.A.; Reis, R.L.; Cunha, A.M.; Bevis, M.J. The enhancement of the mechanical properties of a high-density polyethylene. J. Appl. Polym. Sci. 1999, 73, 2473–2483. [Google Scholar] [CrossRef]
- Breedon, J.E.; Jackson, J.; Marcinkowski, M.; Taylor, M. Study of polyethylene spherulites using scanning electron microscopy. J. Mater. Sci. 1973, 8, 1071–1082. [Google Scholar] [CrossRef]
- Crist, B.; Schultz, J.M. Polymer spherulites: A critical review. Prog. Polym. Sci. 2016, 56, 1–63. [Google Scholar] [CrossRef]
- Liparoti, S.; Sorrentino, A.; Speranza, V.; Titomanlio, G. Multiscale mechanical characterization of iPP injection molded samples. Eur. Polym. J. 2017, 90, 79–91. [Google Scholar] [CrossRef]
- Shaik, N.H.; Reifenberger, R.G.; Raman, A. Nanomechanical mapping in air or vacuum using multi-harmonic signals in tapping mode atomic force microscopy. Nanotechnology 2020, 31, 455502. [Google Scholar] [CrossRef] [PubMed]
- Aguilar-Martínez, J.A.; Hernández, M.B.; Castillo-Torres, J.; Pech-Canul, M.I. Effect of particle size and Mg content on the processing parameters of Al-Si-Mg/SiCp composites processed by pressureless infiltration. Rev. Mex. Fis. 2007, 53, 198–204. [Google Scholar]
- Leyva-Porras, C.; Saavedra-Leos, M.Z.; Cervantes-González, E.; Aguirre-Bañuelos, P.; Silva-Cázarez, M.B.; Álvarez-Salas, C. Spray Drying of Blueberry Juice-Maltodextrin Mixtures: Evaluation of Processing Conditions on Content of Resveratrol. Antioxidants 2019, 8, 437. [Google Scholar] [CrossRef] [Green Version]
- Saavedra-Leos, M.Z.; Leyva-Porras, C.; López-Martínez, L.A.; González-García, R.; Martínez, J.O.; Compeán Martínez, I.; Toxqui-Terán, A. Evaluation of the Spray Drying Conditions of Blueberry Juice-Maltodextrin on the Yield, Content, and Retention of Quercetin 3-d-Galactoside. Polymers 2019, 11, 312. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Altan, M.; Yurci, M.E. Optimization of residual stresses in the surface regions of injection moldings. Polym. Plast. Technol. Eng. 2009, 49, 32–37. [Google Scholar] [CrossRef]
- Kamaruddin, S.; Khan, Z.A.; Foong, S. Application of Taguchi method in the optimization of injection moulding parameters for manufacturing products from plastic blend. Int. J. Eng. Technol. 2010, 2, 574. [Google Scholar] [CrossRef] [Green Version]
- Othman, M.H.; Shamsudin, S.; Hasan, S. The Effects of Parameter Settings on Shrinkage and Warpage in Injection Molding through Cadmould 3D-F Simulation and Taguchi Method; Applied Mechanics and Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2012; Volume 229, pp. 2536–2540. [Google Scholar]
- Lal, S.K.; Vasudevan, H. Optimization of injection moulding process parameters in the moulding of low density polyethylene (LDPE). Intern. J. Eng. Res. Dev. 2013, 7, 35–39. [Google Scholar]
- Ramakrishnan, R.; Mao, K. Minimization of shrinkage in injection molding process of acetal polymer gear using Taguchi DOE optimization and ANOVA method. Int. J. Mech. Ind. Technol. 2017, 4, 72–79. [Google Scholar]
- Katti, S.S.; Schultz, M. The microstructure of injection-molded semicrystalline polymers: A review. Polym. Eng. Sci. 1982, 22, 1001–1017. [Google Scholar] [CrossRef]
- Guo, X.; Isayev, A.I.; Demiray, M. Crystallinity and microstructure in injection moldings of isotactic polypropylenes. Part II: Simulation and experiment. Polym. Eng. Sci. 1999, 39, 2132–2149. [Google Scholar] [CrossRef]
- Almanza, O.; Arcos y Rábago, L.; Rodíguez-Pérez, M.; González, A.; De Saja, J. Structure-property relationships in polyolefin foams. J. Macromol. Sci. Part. B 2001, 40, 603–613. [Google Scholar] [CrossRef]
- Abedini, A.; Rahimlou, P.; Asiabi, T.; Ahmadi, S.R.; Azdast, T. Effect of flow forming on mechanical properties of high density polyethylene pipes. J. Manuf. Process. 2015, 19, 155–162. [Google Scholar] [CrossRef]
- Kamal, M.R.; Chu, E. Isothermal and nonisothermal crystallization of polyethylene. Polym. Eng. Sci. 1983, 23, 27–31. [Google Scholar] [CrossRef]
- Liparoti, S.; Sorrentino, A.; Guzman, G.; Cakmak, M.; Titomanlio, G. Fast mold surface temperature evolution: Relevance of asymmetric surface heating for morphology of iPP molded samples. RSC Adv. 2015, 5, 36434–36448. [Google Scholar] [CrossRef]
- Zou, P.; Tang, S.; Fu, Z.; Xiong, H. Isothermal and non-isothermal crystallization kinetics of modified rape straw flour/high-density polyethylene composites. Int. J. Therm. Sci. 2009, 48, 837–846. [Google Scholar] [CrossRef]
- Hall, K.W.; Percec, S.; Klein, M.L. Polymer nucleation under high-driving force, long-chain conditions: Heat release and the separation of time scales. J. Chem. Phys. 2019, 150, 114901. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Condition | Value |
|---|---|
| Barrel rotation speed | 120 (RPM) |
| Back pressure | 5 (bar) |
| Filling pressure | 100 (bar) |
| Cooling time | 60 (s) |
| Injection Molding Condition (Melt–Mold) | Spherulite | Crystallinity | ||
|---|---|---|---|---|
| Average Size (μm) | Std. Dev. (μm) | Ratio (A/C) | X (%) | |
| 120–10 | 7.03 | 1.80 | 0.26 | 31.5 |
| 120–40 | 6.87 | 2.17 | 0.26 | 29.8 |
| 120–80 | 6.64 | 2.68 | 0.27 | 31.5 |
| 140–10 | 11.46 | 3.53 | 0.27 | 33.6 |
| 140–40 | 8.39 | 2.30 | 0.26 | 33.9 |
| 140–80 | 7.76 | 2.18 | 0.26 | 32.2 |
| 160–10 | 10.88 | 4.32 | 0.26 | 33.5 |
| 160–40 | 6.28 | 2.25 | 0.26 | 31.4 |
| 160–80 | 8.35 | 2.34 | 0.28 | 31.7 |
| Spherulite Size | Crystallinity | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Source | DF a | SS b | MS c | F | P d | DF a | SS b | MS c | F | P d |
| Melt | 2 | 5126.83 | 2563.41 | 351.23 | 0 | 2 | 4.89 × 10−4 | 2.41−4 | 21.22 | 3.91−4 |
| Mold | 2 | 6798.29 | 3399.14 | 465.74 | 0 | 2 | 0.00167 | 8.32−4 | 73.04 | 2.73−6 |
| Interaction | 4 | 4203.62 | 1050.9 | 143.99 | 0 | 4 | 7.54−4 | 1.88−4 | 16.53 | 3.53−4 |
| Model | 8 | 16,128.75 | 2016.09 | 276.24 | 0 | 8 | 0.0029 | 3.62−4 | 31.83 | 1.02−5 |
| Error | 4923 | 35,929.47 | 7.29 | 9 | 1.02−4 | 1.14−5 | ||||
| Total | 4931 | 52,058.23 | 17 | 0.00301 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leyva-Porras, C.; Balderrama-Aguilar, A.; Estrada-Ávila, Y.; Espelosín-Gómez, I.; Mendoza-Duarte, M.; Piñón-Balderrama, C.; Saavedra-Leos, M.Z.; Estrada-Moreno, I. Injection Molding of Low-Density Polyethylene (LDPE) as a Model Polymer: Effect of Molding Parameters on the Microstructure and Crystallinity. Polymers 2021, 13, 3597. https://doi.org/10.3390/polym13203597
Leyva-Porras C, Balderrama-Aguilar A, Estrada-Ávila Y, Espelosín-Gómez I, Mendoza-Duarte M, Piñón-Balderrama C, Saavedra-Leos MZ, Estrada-Moreno I. Injection Molding of Low-Density Polyethylene (LDPE) as a Model Polymer: Effect of Molding Parameters on the Microstructure and Crystallinity. Polymers. 2021; 13(20):3597. https://doi.org/10.3390/polym13203597
Chicago/Turabian StyleLeyva-Porras, César, Andrea Balderrama-Aguilar, Yael Estrada-Ávila, Iñaki Espelosín-Gómez, Mónica Mendoza-Duarte, Claudia Piñón-Balderrama, María Zenaida Saavedra-Leos, and Iván Estrada-Moreno. 2021. "Injection Molding of Low-Density Polyethylene (LDPE) as a Model Polymer: Effect of Molding Parameters on the Microstructure and Crystallinity" Polymers 13, no. 20: 3597. https://doi.org/10.3390/polym13203597