
Gum Rosin as a Size Control Agent of Poly(Butylene Adipate-Co-Terephthalate) (PBAT) Domains to Increase the Toughness of Packaging Formulations Based on Polylactic Acid (PLA)

 , , ,
, , ,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Blends Preparation
2.3. Material Characterization
2.3.1. Colorimetric Properties and Visual Appearance Evaluation
2.3.2. Mechanical Characterization
2.3.3. Microstructural Characterization
2.3.4. Thermal and Thermomechanical Characterization
2.3.5. Oxygen Permeability Measurements of PLA/PBAT/GR Formulations
2.3.6. Static Water Contact Angle Measurements of PLA/PBAT/GR Formulations
2.3.7. Statistical Analysis
3. Results and Discussion
3.1. Visual Appearance and Color Properties
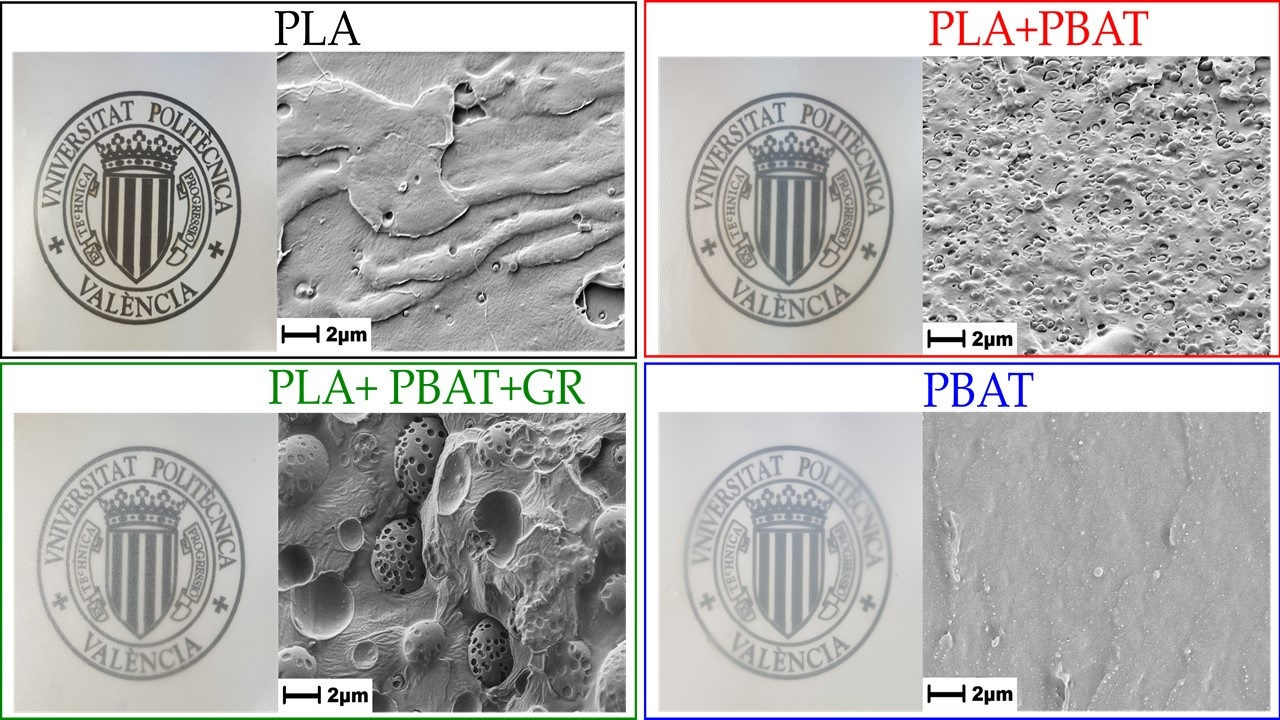
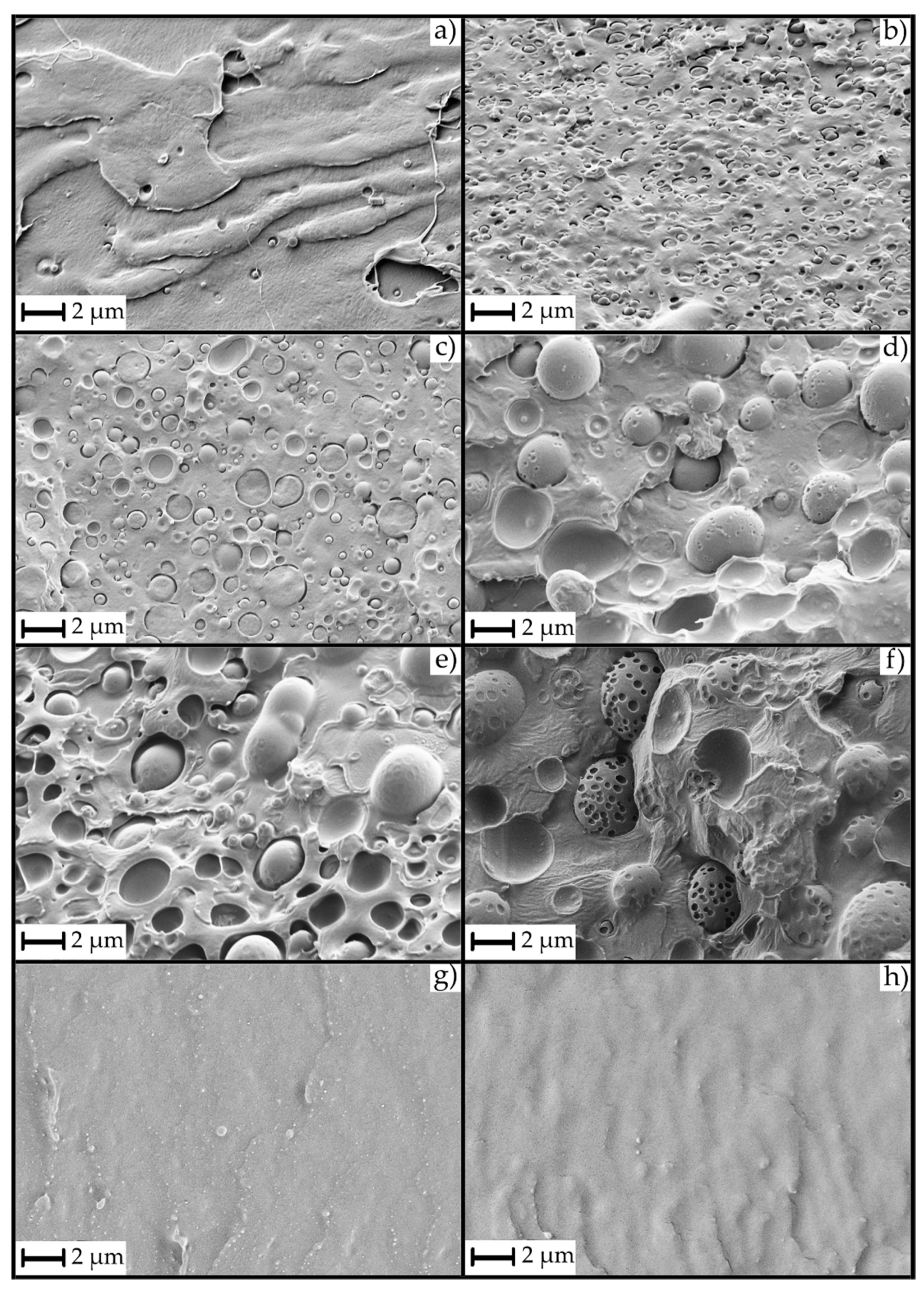
3.2. Microstructural Characterization
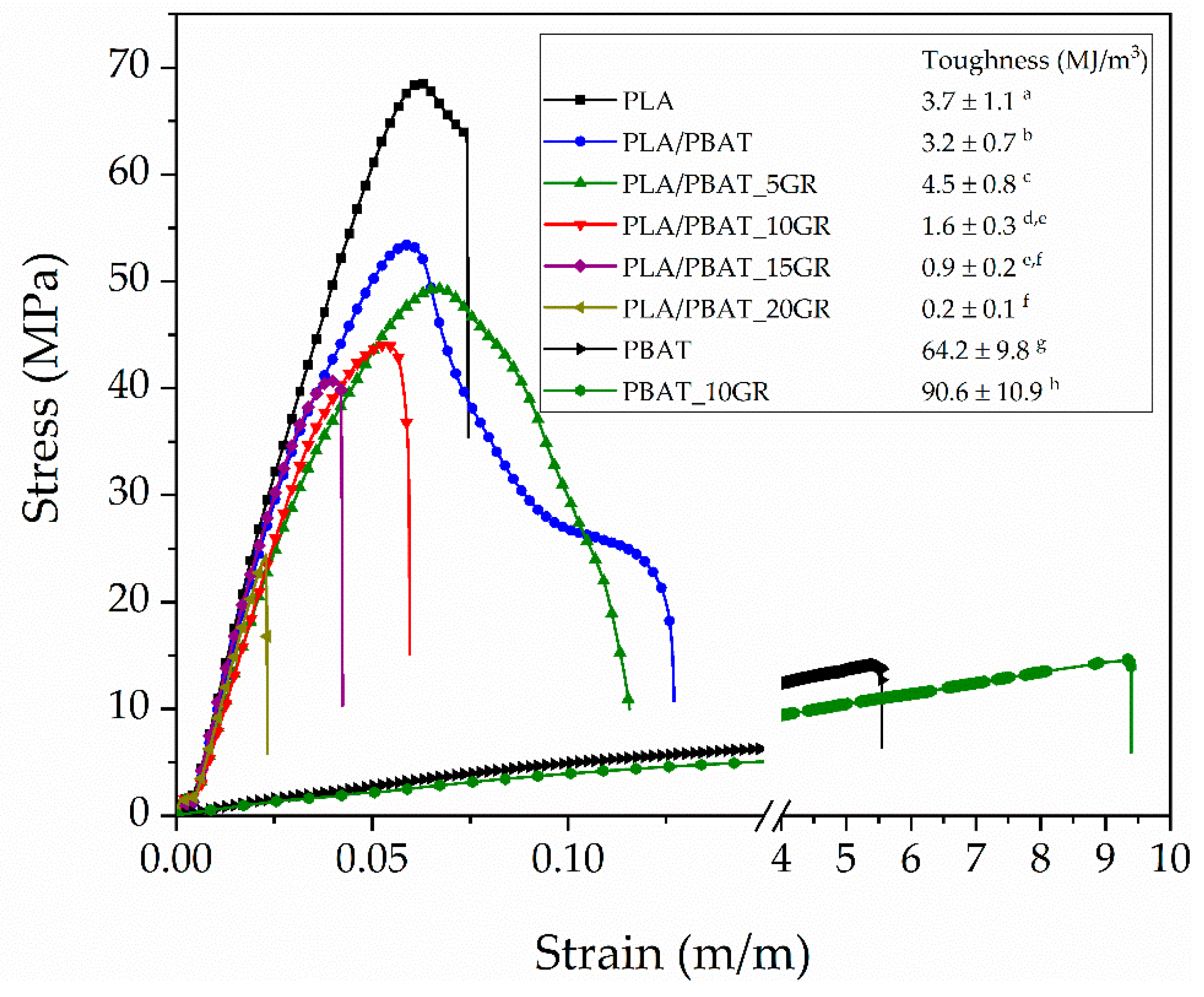
3.3. Mechanical Properties of the PLA/PBAT/GR Formulations
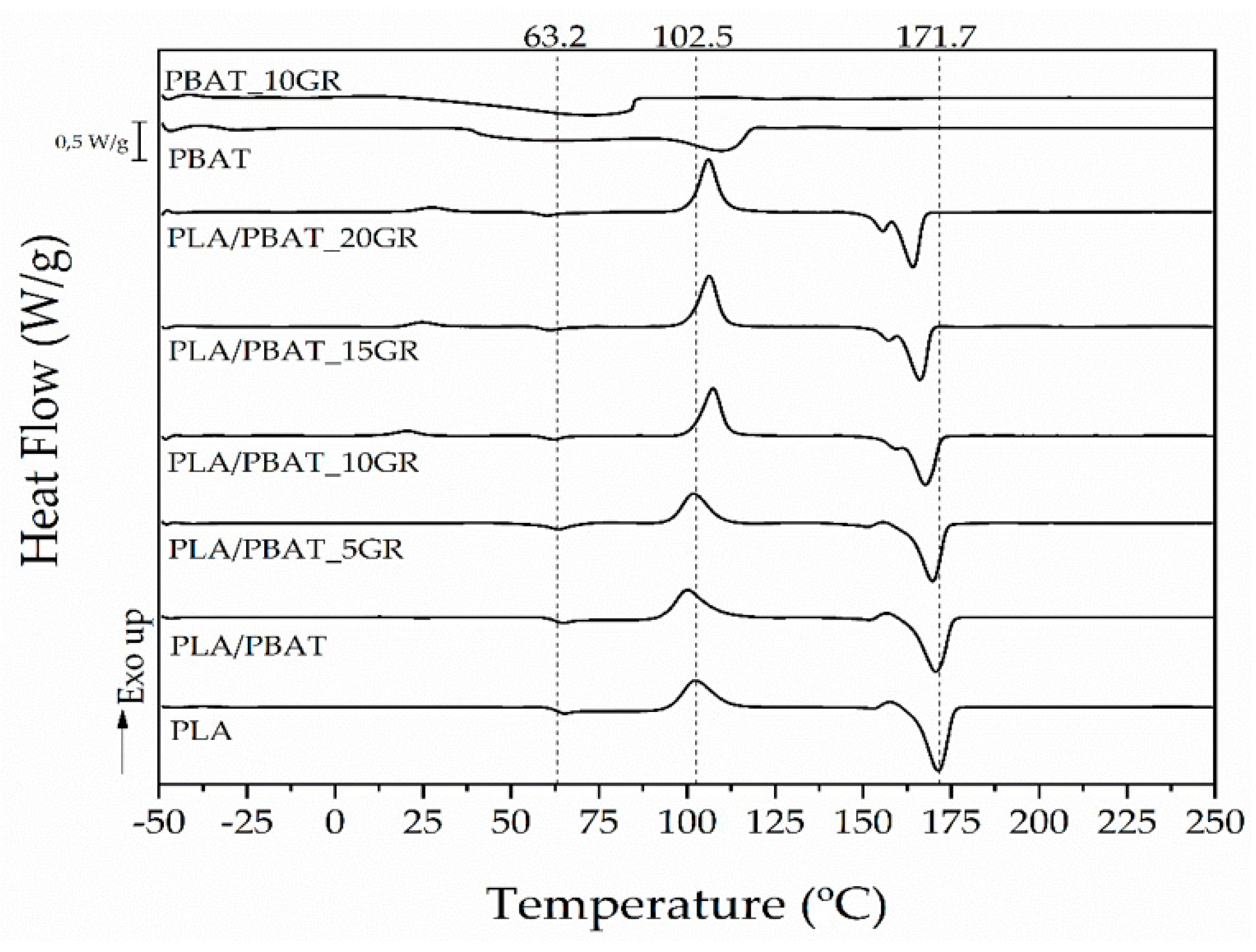
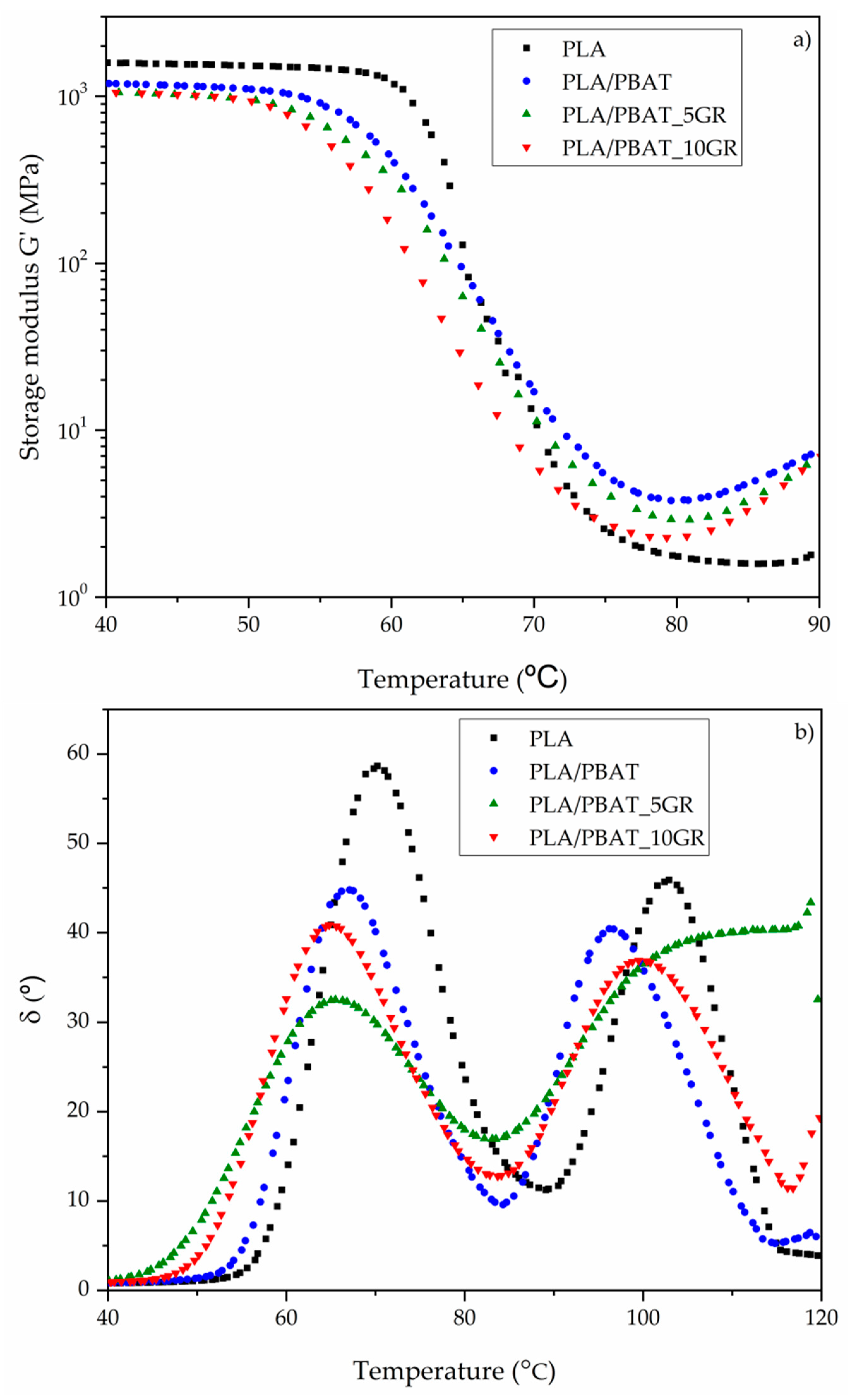
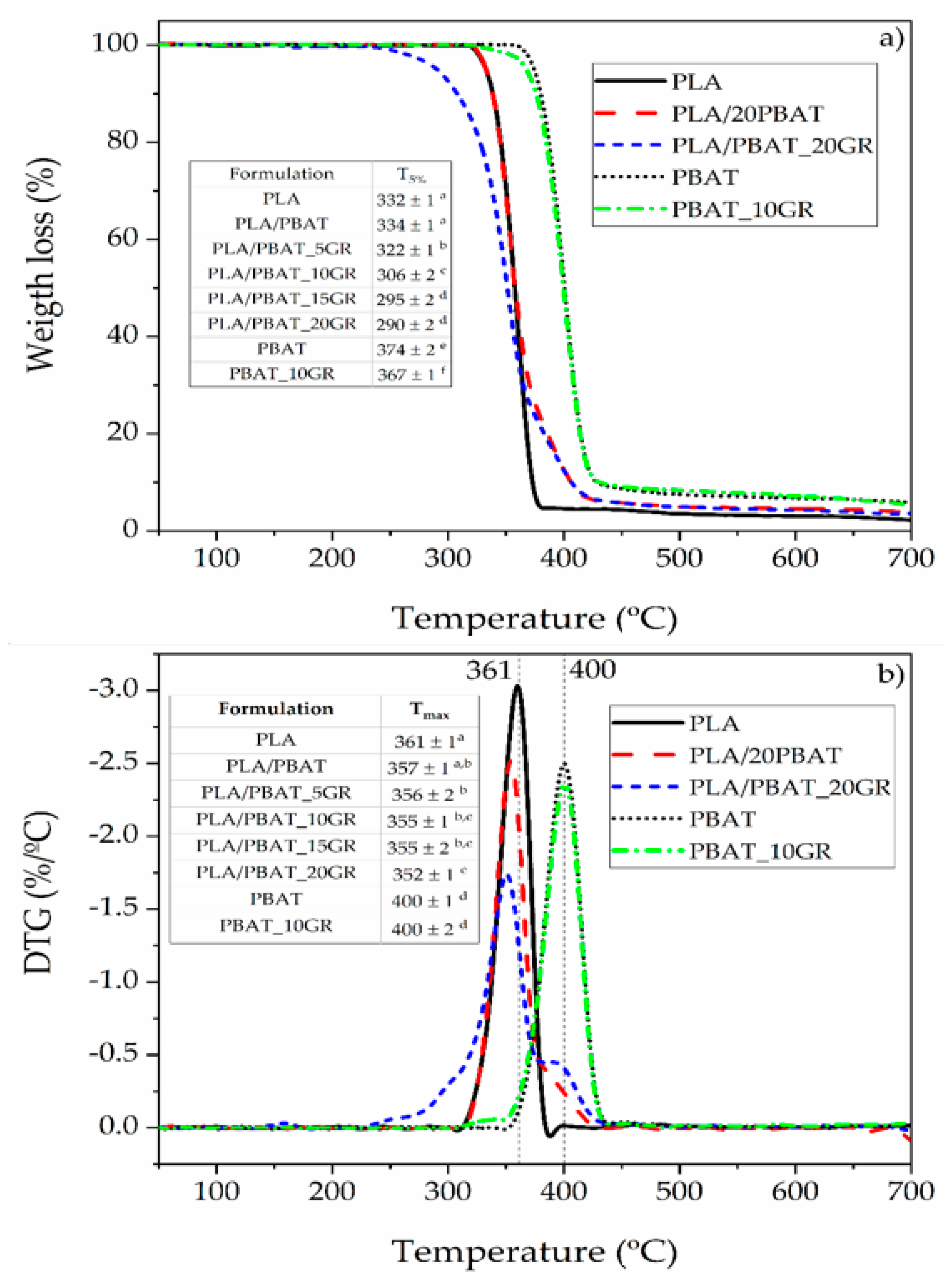
3.4. Thermal and Thermomechanical Properties of the PLA/PBAT/GR Formulations
3.5. Oxygen Permeability of Films of PLA/PBAT/GR Formulations
3.6. Wettability Performance of Films
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nova-Institut GmbH. Market Study and Database on Bio-Based Polymers in the World: Capacities, Production and Applications: Status Quo and Trends towards 2020. July 2013. Available online: http://bio-based.eu/top-downloads/ (accessed on 15 February 2021).
- Castro-Aguirre, E.; Iñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)—Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef] [Green Version]
- Arrieta, M.; Fortunati, E.; Dominici, F.; Rayón, E.; López, J.; Kenny, J.M. PLA-PHB/cellulose based films: Mechanical, barrier and disintegration properties. Polym. Degrad. Stab. 2014, 107, 139–149. [Google Scholar] [CrossRef]
- Siracusa, V.; Rocculi, P.; Romani, S.; Rosa, M.D. Biodegradable polymers for food packaging: A review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Aydin, E.; Planell, J.A.; Hasirci, V. Hydroxyapatite nanorod-reinforced biodegradable poly(l-lactic acid) composites for bone plate applications. J. Mater. Sci. Mater. Med. 2011, 22, 2413–2427. [Google Scholar] [CrossRef]
- Martinez, J.I.; Carrillo, L.Q.; Lascano, D.; Bou, S.F.; Vitoria, T.B. Effect of infill parameters on mechanical properties in additive manufacturing. DYNA Ing. E Ind. 2020, 95, 412–417. [Google Scholar] [CrossRef]
- Baig, G.A.; Carr, C.M. Surface and Structural Damage to PLA Fibres during Textile Pretreatments. Fibres Text. East. Eur. 2016, 24, 52–58. [Google Scholar] [CrossRef]
- Pawlak, F.; Aldas, M.; López-Martínez, J.; Samper, M.D. Effect of Different Compatibilizers on Injection-Molded Green Fiber-Reinforced Polymers Based on Poly(lactic acid)-Maleinized Linseed Oil System and Sheep Wool. Polymers 2019, 11, 1514. [Google Scholar] [CrossRef] [Green Version]
- Carrasco, M.F.A.; Rouault, N.J.; Azor, J.M.F.; Martínez, J.L.; Madrigal, M.D.S. A new bio-based fibre-reinforced polymer obtained from sheep wool short fibres and PLA. Green Mater. 2020, 8, 79–91. [Google Scholar] [CrossRef]
- Pawlak, F.; Aldas, M.; Parres, F.; López-Martínez, J.; Arrieta, M. Silane-Functionalized Sheep Wool Fibers from Dairy Industry Waste for the Development of Plasticized PLA Composites with Maleinized Linseed Oil for Injection-Molded Parts. Polymers 2020, 12, 2523. [Google Scholar] [CrossRef]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Samper, M.D.; Aldas, M.; López, J. On the Use of PLA-PHB Blends for Sustainable Food Packaging Applications. Materials 2017, 10, 1008. [Google Scholar] [CrossRef]
- Arrieta, M.; Fortunati, E.; Burgos, N.; Peltzer, M.; López, J.; Peponi, L. Nanocellulose-Based Polymeric Blends for Food Packaging Applications. In Multifunctional Polymeric Nanocomposites Based on Cellulosic Reinforcements; Elsevier BV: Amsterdam, The Netherlands, 2016; pp. 205–252. [Google Scholar]
- Ferri, J.M.; Fenollar, O.; Jorda-Vilaplana, A.; García-Sanoguera, D.; Balart, R. Effect of Miscibility on Mechanical and Thermal Properties of Poly (Lactic Acid)/Polycaprolactone Blends. Polym. Int. 2016, 65, 453–463. [Google Scholar] [CrossRef]
- Teixeira, E.D.M.; Curvelo, A.A.; Corrêa, A.C.; Marconcini, J.M.; Glenn, G.M.; Mattoso, L.H. Properties of thermoplastic starch from cassava bagasse and cassava starch and their blends with poly (lactic acid). Ind. Crop. Prod. 2012, 37, 61–68. [Google Scholar] [CrossRef]
- Elwathig, H.; You, W.; He, J.; Yu, M. Dynamic Mechanical Properties and Thermal Stability of Poly(Lactic Acid) and Poly(Butylene Succinate) Blends Composites. J. Fiber Bioeng. Inform. 2013, 6, 85–94. [Google Scholar]
- Xi, Y.; Huan, X.; Karin, O.; Minna, H. Poly(Lactide)-g-Poly(Butylene Succinate-Co-Adipate) with High Crystallization Capacity and Migration Resistance. Materials 2016, 9, 313. [Google Scholar] [CrossRef] [Green Version]
- Takayama, T.; Daigaku, Y.; Ito, H.; Takamori, H. Mechanical properties of bio-absorbable PLA/PGA fiber-reinforced composites. J. Mech. Sci. Technol. 2014, 28, 4151–4154. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Samper, M.D.; Lopez, J.; Jiménez, A. Combined Effect of Poly(hydroxybutyrate) and Plasticizers on Polylactic acid Properties for Film Intended for Food Packaging. J. Polym. Environ. 2014, 22, 460–470. [Google Scholar] [CrossRef]
- Muniyasamy, S.; Ofosu, O.; John, M.J.; Anandjiwala, R.D. Mineralization of Poly(lactic acid) (PLA), Poly(3-hydroxybutyrate-co-valerate) (PHBV) and PLA/PHBV Blend in Compost and Soil Environments. J. Renew. Mater. 2016, 4, 133–145. [Google Scholar] [CrossRef]
- Quero, E.; Müller, A.J.; Signori, F.; Coltelli, M.-B.; Bronco, S. Isothermal Cold-Crystallization of PLA/PBAT Blends With and Without the Addition of Acetyl Tributyl Citrate. Macromol. Chem. Phys. 2012, 213, 36–48. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Ferri, J.M.; Dominici, F.; Boronat, T.; Sánchez-Nacher, L.; Balart, R.; Torre, L. Manufacturing and compatibilization of PLA/PBAT binary blends by cottonseed oil-based derivatives. Express Polym. Lett. 2018, 12, 808–823. [Google Scholar] [CrossRef]
- Del Campo, A.; de Lucas-Gil, E.; Rubio-Marcos, F.; Arrieta, M.P.; Fernández-García, M.; Fernández, J.F.; Muñoz-Bonilla, A. Accelerated disintegration of compostable Ecovio polymer by using ZnO particles as filler. Polym. Degrad. Stab. 2021, 185, 109501. [Google Scholar] [CrossRef]
- Wang, X.; Peng, S.; Chen, H.; Yu, X.; Zhao, X. Mechanical properties, rheological behaviors, and phase morphologies of high-toughness PLA/PBAT blends by in-situ reactive compatibilization. Compos. Part B Eng. 2019, 173, 107028. [Google Scholar] [CrossRef]
- Arruda, L.C.; Magaton, M.; Bretas, R.E.S.; Ueki, M.M. Influence of chain extender on mechanical, thermal and morphological properties of blown films of PLA/PBAT blends. Polym. Test. 2015, 43, 27–37. [Google Scholar] [CrossRef]
- Wu, F.; Misra, M.; Mohanty, A.K. Super Toughened Poly(lactic acid)-Based Ternary Blends via Enhancing Interfacial Compatibility. ACS Omega 2019, 4, 1955–1968. [Google Scholar] [CrossRef] [PubMed]
- Lligadas, G.; Ronda, J.C.; Galià, M.; Cádiz, V. Renewable polymeric materials from vegetable oils: A perspective. Mater. Today 2013, 16, 337–343. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Garcia-Sanoguera, D.; Jordá-Vilaplana, A.; Sanchez-Nacher, L.; Balart, R. A New Biobased Plasticizer for Poly(Vinyl Chloride) Based on Epoxidized Cottonseed Oil. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Samper, M.D.; Garcia-Garcia, D.; Sanchez-Nacher, L.; Balart, R. Plasticization effect of epoxidized cottonseed oil (ECSO) on poly(lactic acid). Ind. Crop. Prod. 2017, 104, 278–286. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Arrieta, M.P.; López-Martínez, J.; Samper, M. Improvement of PLA film ductility by plasticization with epoxidized karanja oil. Polym. Degrad. Stab. 2020, 179, 109259. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Montanes, N.; Fenollar, O.; Balart, R. The effect of maleinized linseed oil as biobased plasticizer in poly(lactic acid)-based formulations. Polym. Int. 2017, 66, 882–891. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Garcia-Garcia, D.; Dominici, F.; Torre, L.; Sanchez-Nacher, L.; Balart, R. PLA films with improved flexibility properties by using maleinized cottonseed oil. Eur. Polym. J. 2017, 91, 248–259. [Google Scholar] [CrossRef]
- Bocqué, M.; Voirin, C.; Lapinte, V.; Caillol, S.; Robin, J.J. Petro-based and bio-based plasticizers: Chemical structures to plasticizing properties. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 11–33. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; De La Rosa-Ramírez, H.; López-Martínez, J.; Arrieta, M.P. Improvement of PBAT Processability and Mechanical Performance by Blending with Pine Resin Derivatives for Injection Moulding Rigid Packaging with Enhanced Hydrophobicity. Polymers 2020, 12, 2891. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; López-Martínez, J.; Ferrándiz, S. New Materials for 3D-Printing Based on Polycaprolactone with Gum Rosin and Beeswax as Additives. Polymers 2020, 12, 334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aldas, M.; Pavon, C.; López-Martínez, J.; Arrieta, M.P. Pine Resin Derivatives as Sustainable Additives to Improve the Mechanical and Thermal Properties of Injected Moulded Thermoplastic Starch. Appl. Sci. 2020, 10, 2561. [Google Scholar] [CrossRef] [Green Version]
- Arrieta, M.P.; Samper, M.D.; Jiménez-López, M.; Aldas, M.; Lopez, J. Combined effect of linseed oil and gum rosin as natural additives for PVC. Ind. Crop. Prod. 2017, 99, 196–204. [Google Scholar] [CrossRef]
- Aldas, M.; Ferri, J.M.; Lopez-Martinez, J.; Samper, M.D.; Arrieta, M.P. Effect of pine resin derivatives on the structural, thermal, and mechanical properties of Mater-Bi type bioplastic. J. Appl. Polym. Sci. 2020, 137, 48236. [Google Scholar] [CrossRef]
- Aldas, M.; Rayón, E.; López-Martínez, J.; Arrieta, M.P. A Deeper Microscopic Study of the Interaction between Gum Rosin Derivatives and a Mater-Bi Type Bioplastic. Polymers 2020, 12, 226. [Google Scholar] [CrossRef] [Green Version]
- Aldas, M.; Pavon, C.; Ferri, J.; Arrieta, M.; López-Martínez, J. Films Based on Mater-Bi® Compatibilized with Pine Resin Derivatives: Optical, Barrier, and Disintegration Properties. Polymers 2021, 13, 1506. [Google Scholar] [CrossRef] [PubMed]
- International Standards Organization. ISO 527-2. Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Standards Organization: Geneva, Switzerland, 2012. [Google Scholar]
- International Standards Organization. ISO 527-1:2012—Plastics—Determination of Tensile Properties—Part 1: General Principles; International Standards Organization: Geneva, Switzerland, 2012. [Google Scholar]
- International Standards Organization. ISO 178:2010—Plastics—Determination of Flexural Properties; International Standards Organization: Geneva, Switzerland, 2010. [Google Scholar]
- International Standards Organization. ISO 179-1:2010—Plastics—Determination of Charpy Impact Properties/ Part 1: Non-Instrumented Impact Test; International Standards Organization: Geneva, Switzerland, 2010. [Google Scholar]
- International Standards Organization. ISO 868:2003—Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness); International Standards Organization: Geneva, Switzerland, 2003. [Google Scholar]
- International Standards Organization. ISO 75-1:2013—Plastics—Determination of Temperature of Deflection under Load—Part 1: General Test Method; International Standards Organization: Geneva, Switzerland, 2013. [Google Scholar]
- International Standards Organization. ISO 306:2013—Plastics—Thermoplastic Materials—Determination of Vicat Softening Temperature (VST); International Standards Organization: Geneva, Switzerland, 2013. [Google Scholar]
- De La Rosa-Ramírez, H.; Aldas, M.; Ferri, J.M.; López-Martínez, J.; Samper, M.D. Modification of Poly (Lactic Acid) through the Incorporation of Gum Rosin and Gum Rosin Derivative: Mechanical Performance and Hydrophobicity. J. Appl. Polym. Sci. 2020, 137, 49346. [Google Scholar] [CrossRef]
- Turner, J.F.; Riga, A.; O’Connor, A.; Zhang, J.; Collis, J. Characterization of drawn and undrawn poly-L-lactide films by differential scanning calorimetry. J. Therm. Anal. Calorim. 2004, 75, 257–268. [Google Scholar] [CrossRef]
- Abdelwahab, M.A.; Taylor, S.; Misra, M.; Mohanty, A.K. Thermo-mechanical characterization of bioblends from polylactide and poly(butylene adipate-co-terephthalate) and lignin. Macromol. Mater. Eng. 2015, 300, 299–311. [Google Scholar] [CrossRef]
- Ubaldo Alarcón, A. Polimerización In Situ de Poliestireno de Alto Impacto En Presencia de Nanopartículas de Sílice y Micropartículas de Mg(OH)2 y Su Influencia Sobre La Cinética de Polimerización, La Morfología de Las Fase Elastomérica y La Retardancia a La Flama En Los Nan; Consejo Nacional de Ciencia y Tecnología: Mexico City, Mexico, 2017. [Google Scholar]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A.; Billon, N.; Combeaud, C. Effect of the simultaneous biaxial stretching on the structural and mechanical properties of PLA, PBAT and their blends at rubbery state. Eur. Polym. J. 2015, 68, 288–301. [Google Scholar] [CrossRef]
- Rahnama, M.; Oromiehie, A.; Ahmadi, S.; Ghasemi, I. Effect of different blend compositions on properties of low-density polyethylene/ethylene vinyl alcohol/clay toward high oxygen barrier nanocomposite films. Polym. Sci. Ser. A 2017, 59, 533–542. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Garrido, L.; Faba, S.; Guarda, A.; Galotto, M.J.; De Dicastillo, C.L. Cucumis metuliferus Fruit Extract Loaded Acetate Cellulose Coatings for Antioxidant Active Packaging. Polymers 2020, 12, 1248. [Google Scholar] [CrossRef]
- Iglesias-Montes, M.L.; Luzi, F.; Dominici, F.; Torre, L.; Manfredi, L.B.; Cyras, V.P.; Puglia, D. Migration and Degradation in Composting Environment of Active Polylactic Acid Bilayer Nanocomposites Films: Combined Role of Umbelliferone, Lignin and Cellulose Nanostructures. Polymers 2021, 13, 282. [Google Scholar] [CrossRef] [PubMed]
- Zolali, A.M.; Favis, B.D. Partial to complete wetting transitions in immiscible ternary blends with PLA: The influence of interfacial confinement. Soft Matter 2017, 13, 2844–2856. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | PLA wt.% | PBAT wt.% | GR phr |
|---|---|---|---|
| PLA | 100 | - | - |
| PLA/PBAT | 80 | 20 | - |
| PLA/PBAT_5GR | 80 | 20 | 5 |
| PLA/PBAT_10GR | 80 | 20 | 10 |
| PLA/PBAT_15GR | 80 | 20 | 15 |
| PLA/PBAT_20GR | 80 | 20 | 20 |
| PBAT | - | 100 | - |
| PBAT_10GR | - | 100 | 10 |
| Color Change | ||||
|---|---|---|---|---|
| Formulation | L* | a* | b* | YI |
| PLA | 41.2 ± 0.7 a | −1.3 ± 0.4 a | −2.7 ± 0.6 a | −12.3 ± 2.4 a |
| PLA/PBAT | 87.5 ± 0.3 b | −0.7 ± 0.1 b | 2.1 ± 0.3 b | 3.8 ± 0.6 b |
| PLA/PBAT_5GR | 86.2 ± 0.6 c | −1.7 ± 0.1 c | 8.0 ± 0.8 c | 14.5 ± 1.5 c |
| PLA/PBAT_10GR | 82.7 ± 0.9 d | −1.4 ± 0.1 a | 17.7 ± 1.8 d | 33.5 ± 3.4 d |
| PLA/PBAT_15GR | 82.4 ± 0.6 d | −0.9 ± 0.3 b | 20.7 ± 1.2 e | 39.1 ± 2.1 e |
| PLA/PBAT_20GR | 79.5 ± 0.8 e | −0.1 ± 0.2 d | 28.2 ± 1.1 f | 53.1 ± 2.1 f |
| PBAT | 83.7 ± 0.7 f | −0.6 ± 0.2 b | 6.3 ± 0.5 g | 12.5 ± 1.1 c |
| PBAT_10GR | 76.8 ± 0.5 g | 1.3 ± 0.3 e | 20.9 ± 0.7 e | 43.4 ± 1.4 g |
| Property | Tensile Strength (MPa) | Young’s Modulus (MPa) | Elongation at Break (%) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Charpy Impact Energy (KJ/m2) | Hardness (Shore D) | HDT Temperature (°C) | |
|---|---|---|---|---|---|---|---|---|---|
| Formulation | |||||||||
| PLA | 65.1 ± 1.7 a | 2100 ± 250 a | 6.4 ± 1.6 a | 108.8 ± 8.8 a | 3170 ± 150 a,b | * 34.6 ± 2.8 a | 77 ± 1 a | 58.0 ± 0.8 a | |
| PLA/PBAT | 50.5 ± 0.5 b | 1680 ± 200 b | 16.4 ± 1.2 b | 74.9 ± 8.6 b | 2720 ± 130 a | 5.1 ± 1.4 b | 71 ± 1 b | 57.8 ± 0.6 a | |
| PLA/PBAT _5GR | 47.3 ± 1.2 b | 1440 ± 200 b | 7.3 ± 1.4 a | 67.2 ± 0.8 b | 2510 ± 30 a | 8.3 ± 1.2 b,c | 72 ± 1 c | 56.6 ± 0.6 a,b | |
| PLA/PBAT _10GR | 41.9 ± 0.4 c | 1430 ± 100 b | 5.2 ± 0.8 a,c | 48.0 ± 7.8 c | 2530 ± 180 a | 9.3 ± 0.7 c | 71 ± 1 b | 55.2 ± 0.4 b,c | |
| PLA/PBAT _15GR | 38.8 ± 2.8 c | 1510 ± 90 b | 3.8 ± 0.4 c,d | 29.7 ± 1.1 d | 3400 ± 190 b | 10.3 ± 1.3 c | 74 ± 1 d | 54.8 ± 0.8 b,c | |
| PLA/PBAT _20GR | 35.8 ± 4.5 c | 1790 ± 220 a,b | 1.7 ±0.4 d | 28.3 ± 3.3 d | 3020 ± 180 a,b | 6.9 ± 0.3 b,c | 75 ± 1 d | 53.8 ± 0.8 c | |
| PBAT | 13.6 ± 1.4 d | 110 ± 40 c | 487 ± 70 e | 6.8 ± 0.5 e | 80 ± 10 c | No break | 41 ± 1 e | 36.8 ± 0.4 d | |
| PBAT_10GR | 14.9 ± 1.7 d | 80 ± 10 c | 720 ± 15 f | 7.2 ± 0.8 e | 60 ± 10 c | No break | 38 ± 1 f | 35.6 ± 0.2 d | |
| Formulation | TgPBAT * (°C) | TgPLA (°C) | TccPLA (°C) | ∆HccPLA (J/g) | TmPLA (°C) | ∆HmPLA (J/g) | Xc PLA (%) |
|---|---|---|---|---|---|---|---|
| PLA | - | 63.2 ± 1.2 a | 102.5 ± 0.8 a | 26.0 ± 1.5 a | 171.7 ± 0.9 a | −32.8 ± 1.3 a | 7.4 ± 0.9 a |
| PLA/PBAT | −33.5 ± 1.1 a | 62.3 ± 1.6 a,b | 100.8 ± 0.8 a | 23.9 ± 1.3 a | 170.3 ± 1.1 a | −30.5 ± 1.6 a,b | 8.9 ± 0.3 a,b |
| PLA/PBAT_5GR | −20.6 ± 0.5 b | 61.8 ± 1.3 a,b | 101.8 ± 1.5 a | 21.6 ± 1.5 b | 169.3 ± 1.3 a,b | −28.8 ± 1.9 b | 9.5 ± 0.8 a,b |
| PLA/PBAT_10GR | −21.3 ± 1.1 b,c | 60.9 ± 0.9 a,b,c | 107.4 ± 0.6 b | 23.9 ± 1.0 a,b | 167.5 ± 1.2 b,c | −31.7 ± 1.1 a | 11.6 ± 1.1 b |
| PLA/PBAT_15GR | −23.1 ± 0.9 c,d | 59.2 ± 0.5 b,c | 106.5 ± 1.3 b | 23.3 ± 0.6 a,b | 165.9 ± 0.8 c,d | −29.9 ± 0.9 a,b | 10.4 ± 0.7 a,b |
| PLA/PBAT_20GR | −24.2 ± 1.1 d | 57.9 ± 1.0 c | 106.0 ± 1.0 b | 25.1 ± 1.2 a | 163.9 ± 0.9 d | −30.0 ± 1.0 a,b | 8.2 ± 1.0 a,b |
| TmPBAT (°C) | ∆HmPBAT (J/g) | ||||||
| PBAT | −25.9 ± 0.7 d | − | − | − | 110.8 ± 0.9 e | −21.4 ± 0.8 c | |
| PBAT_10GR | −20.8 ± 0.7 b | − | − | − | 79.7 ± 1.2 f | −19.4 ± 1.2 c |
| Formulation | OTR*e (cm3·mm/m2/day) | Wettability (°) |
|---|---|---|
| PLA | 43.8 ± 2.2 a | 67.2 ± 2.1 a |
| PLA/PBAT | 75.2 ± 0.7 b | 77.6 ± 1.6 b |
| PLA/PBAT_5GR | 60.5 ± 3.7 c,d,e | 74.4 ± 2.6 c |
| PLA/PBAT_10GR | 49.1 ± 1.7 a,d | 74.5 ± 1.4 c |
| PLA/PBAT_15GR | 53.4 ± 2.6 c,d | 69.5 ± 4.3 d |
| PLA/PBAT_20GR | 57.6 ± 1.0 d | 67.1 ± 3.1 a |
| PBAT | 79.2 ± 1.9 b | 74.1 ± 3.0 c |
| PBAT_10GR | 66.0 ± 4.2 e | 82.2 ± 2.9 e |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldas, M.; Ferri, J.M.; Motoc, D.L.; Peponi, L.; Arrieta, M.P.; López-Martínez, J. Gum Rosin as a Size Control Agent of Poly(Butylene Adipate-Co-Terephthalate) (PBAT) Domains to Increase the Toughness of Packaging Formulations Based on Polylactic Acid (PLA). Polymers 2021, 13, 1913. https://doi.org/10.3390/polym13121913
Aldas M, Ferri JM, Motoc DL, Peponi L, Arrieta MP, López-Martínez J. Gum Rosin as a Size Control Agent of Poly(Butylene Adipate-Co-Terephthalate) (PBAT) Domains to Increase the Toughness of Packaging Formulations Based on Polylactic Acid (PLA). Polymers. 2021; 13(12):1913. https://doi.org/10.3390/polym13121913
Chicago/Turabian StyleAldas, Miguel, José Miguel Ferri, Dana Luca Motoc, Laura Peponi, Marina Patricia Arrieta, and Juan López-Martínez. 2021. "Gum Rosin as a Size Control Agent of Poly(Butylene Adipate-Co-Terephthalate) (PBAT) Domains to Increase the Toughness of Packaging Formulations Based on Polylactic Acid (PLA)" Polymers 13, no. 12: 1913. https://doi.org/10.3390/polym13121913