
Thermo-Mechanical and Delamination Properties in Drilling GFRP Composites by Various Drill Angles


Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation and Characterization
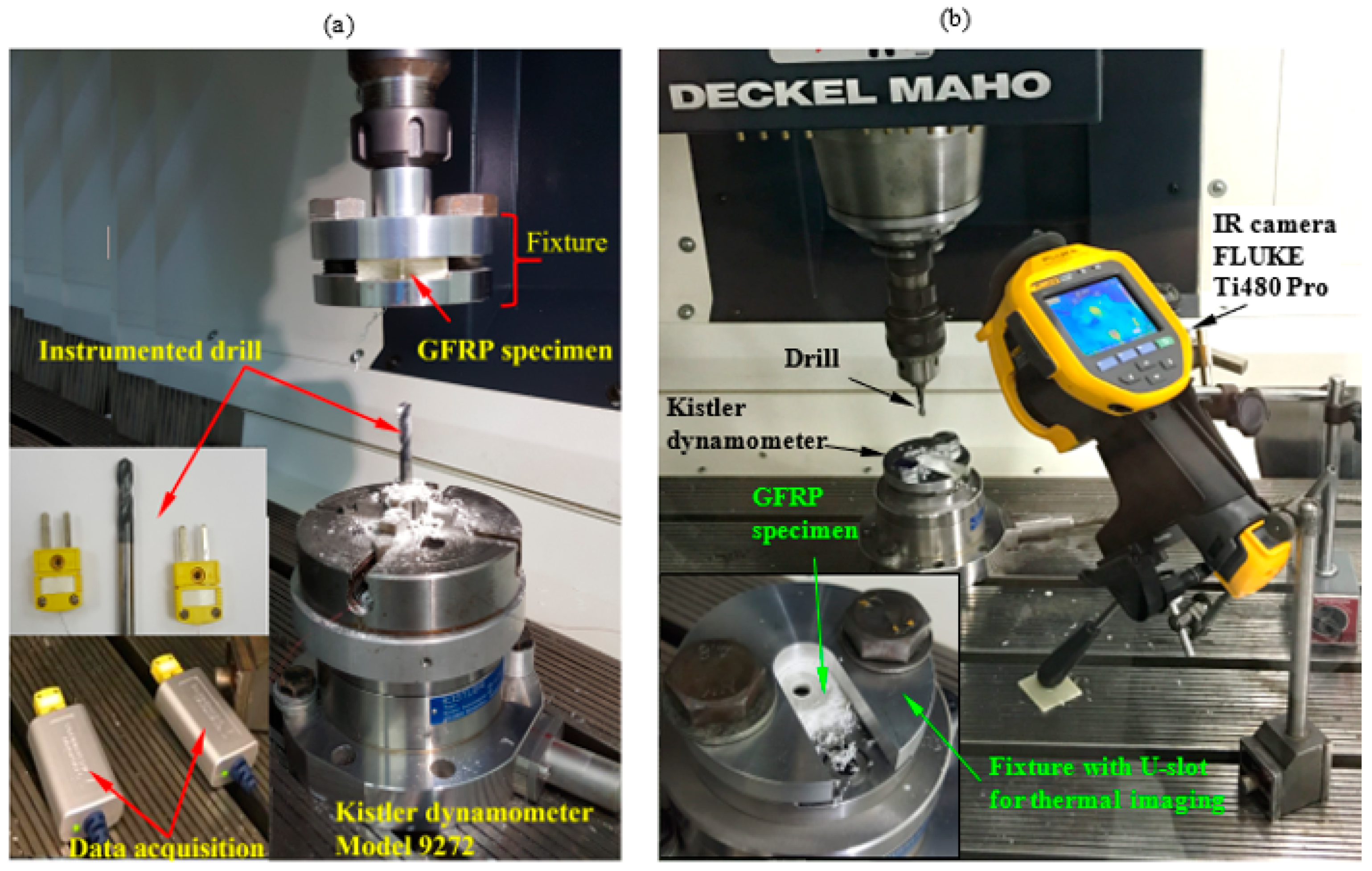
2.2. Experimental Procedure
2.3. Evolution of Delamination
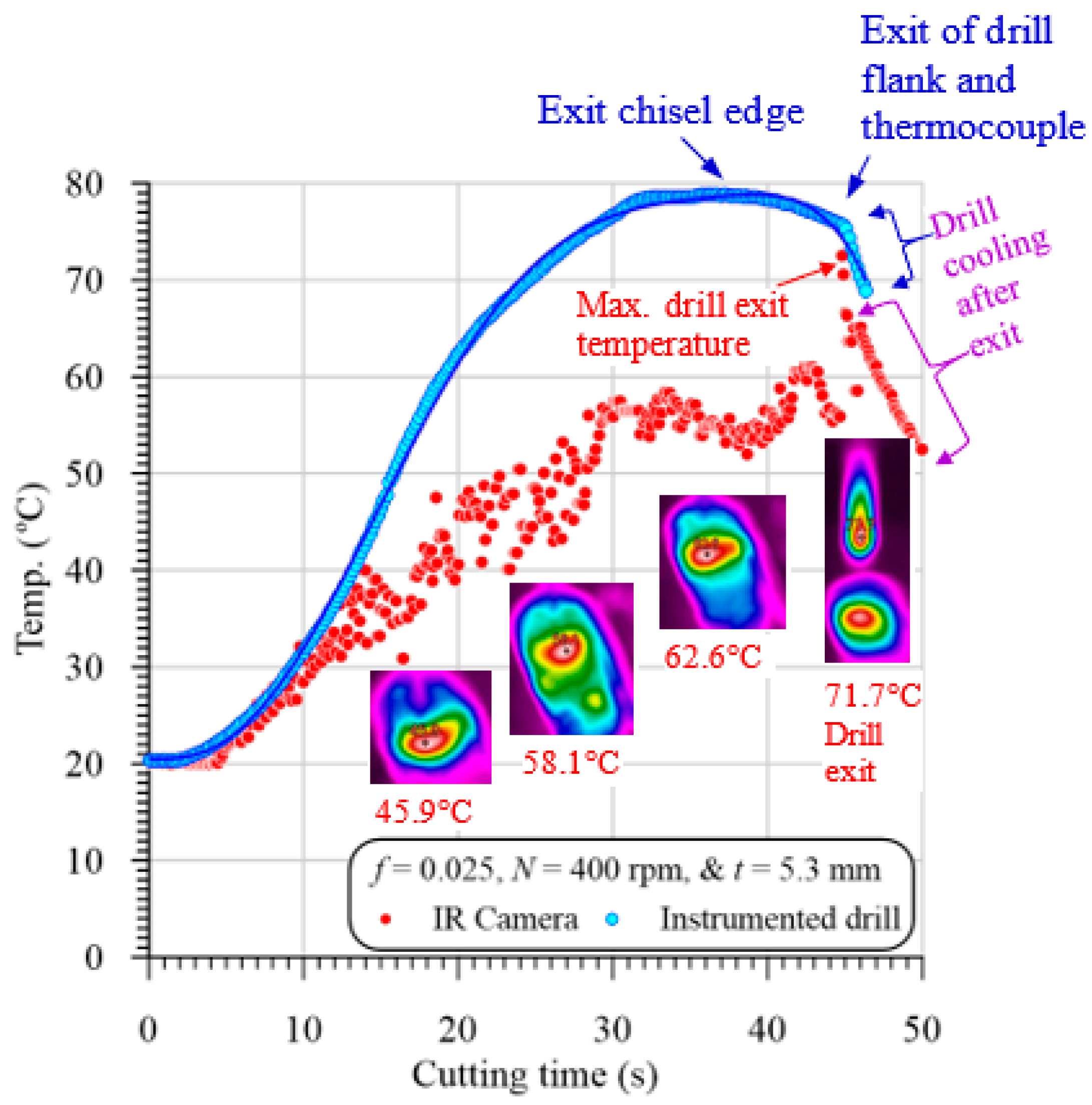
3. Evolution of Temperature
- The difference is increased with the specimen thickness, where the drill takes a long time during the exit out of the specimen, and thus loses more heat compared to the thinner one.
- For the same specimen thickness, the difference between the measured temperatures by the two methods is decreased with the increasing feed values, because of the decreasing cutting time, and thus decreasing the measuring time between the two methods.
- In some cases, the hot chips were dropped out of the drill flutes and dispersed on the specimen surface, and thus the measured temperature cannot be calibrated.
4. Mechanical Results
4.1. Evolution of Thrust Force
4.2. Evolution of Torque
4.3. Machining Responses vs. Machining Time
5. Statistical Analysis
5.1. Statistical Results
5.2. Optimization of Delamination Factor
6. Conclusions
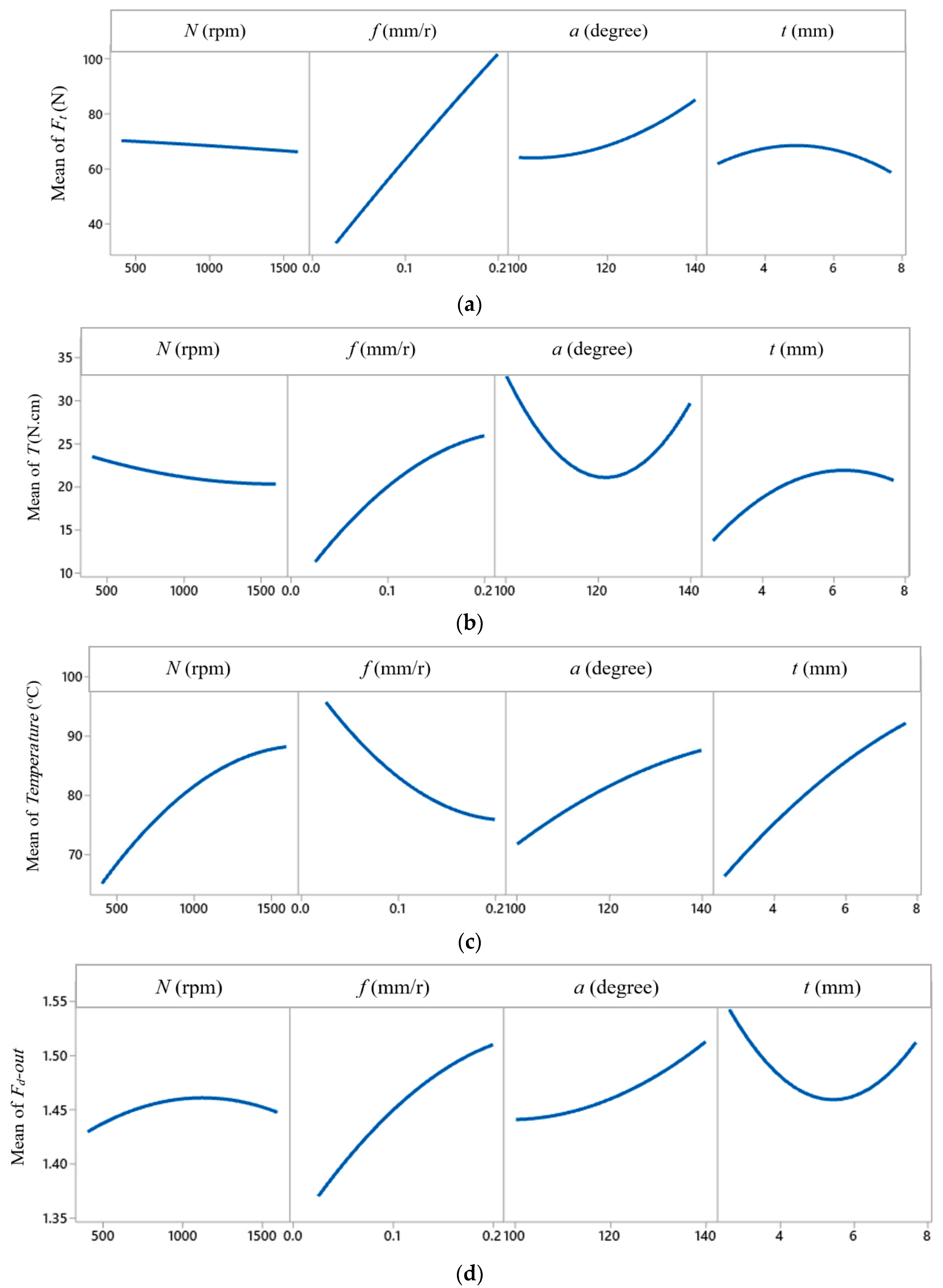
- By increasing the feed of drilling and fixing the other parameters, the thrust force increased significantly. Therefore, the thrust force can be presented as a proportional function of feed.
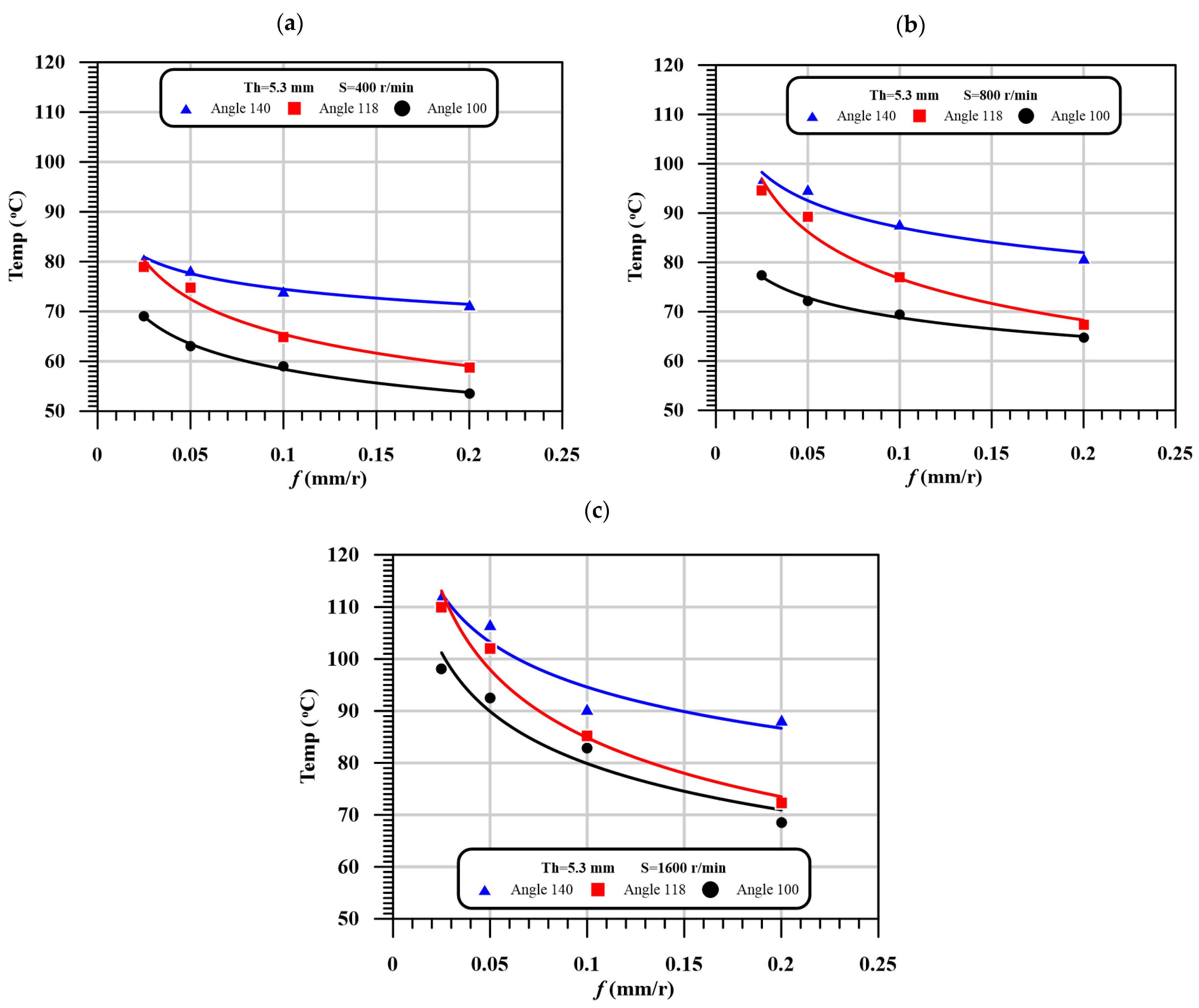
- The temperature of the HAZ was sharply decreased as it moved away from the hole edge as a result of the lower thermal conductivity of the GFRP composite laminates.
- By comparing the influence of speed vs. feed on the thrust force, it is found that the speed effect is more trivial with respect to the feed.
- It is observed that the point angle has a significant effect on the critical thrust force, especially for higher feed and speed.
- By increasing the point angle of the drill, the push−out delamination increased significantly by increasing the feed.
- The thrust force and delamination have the same behaviors rather than the temperature with the variation of drilling time, which assure that the delamination is dependent proportionally on the thrust force and inversely with the temperature that may lead to the softening.
- Accordingly, all machining parameters have a significant effect on the measured temperature, the largest contribution is of the laminate thickness (33.14%), followed by speed and feed (29.00% and 15.10%, respectively), ended by the lowest contribution of the drill point angle (11.85%).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abhishek, K.; Datta, S.; Mahapatra, S.S. Multi-objective optimization in drilling of CFRP (polyester) composites: Application of a fuzzy embedded harmony search (HS) algorithm. Measurement 2016, 77, 222–239. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Othman, R. Low-velocity impact of woven CFRE composites under different temperature levels. Int. J. Impact Eng. 2017, 108, 191–204. [Google Scholar] [CrossRef]
- Reisgen, U.; Schiebahn, A.; Lotte, J.; Hopmann, C.; Schneider, D.; Neuhaus, J. Innovative joining technology for the production of hybrid components from FRP and metals. J. Mater. Process. Technol. 2020, 282. [Google Scholar] [CrossRef]
- Bayraktar, Ş.; Turgut, Y. Determination of delamination in drilling of carbon fiber reinforced carbon matrix composites/Al 6013-T651 stacks. Measurement 2020, 154. [Google Scholar] [CrossRef]
- Masoud, F.; Sapuan, S.M.; Mohd Ariffin, M.K.A.; Nukman, Y.; Bayraktar, E. Cutting processes of natural fiber-reinforced polymer composites. Polymers 2020, 12, 1332. [Google Scholar] [CrossRef] [PubMed]
- Rawat, S.; Attia, H. Wear mechanisms and tool life management of WC–Co drills during dry high-speed drilling of woven carbon fibre composites. Wear 2009, 267, 1022–1030. [Google Scholar] [CrossRef]
- Palanikumar, K. Experimental investigation and optimisation in drilling of GFRP composites. Measurement 2011, 44, 2138–2148. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K. Application of the central composite design in optimization of machining parameters in drilling hybrid metal matrix composites. Measurement 2013, 46, 1470–1481. [Google Scholar] [CrossRef]
- Nasir, A.A.; Azmi, A.I.; Khalil, A.N.M. Measurement and optimisation of residual tensile strength and delamination damage of drilled flax fibre reinforced composites. Measurement 2015, 75, 298–307. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Keran, A.A. Drilling analysis of thin woven glass-fiber reinforced epoxy composites. J. Mater. Process. Technol. 2017, 249, 415–425. [Google Scholar] [CrossRef]
- Ramesh, B.; Elayaperumal, A.; Satishkumar, S.; Kumar, A. Drilling of pultruded and liquid composite moulded glass/epoxy thick composites: Experimental and statistical investigation. Measurement 2018, 114, 109–121. [Google Scholar] [CrossRef]
- Qiu, X.; Li, P.; Li, C.; Niu, Q.; Chen, A.; Ouyang, P.; Ko, T.J. Study on chisel edge drilling behavior and step drill structure on delamination in drilling CFRP. Compos. Struc. 2018, 203, 404–413. [Google Scholar] [CrossRef]
- Fu, R.; Jia, Z.; Wang, F.; Jin, Y.; Sun, D.; Yang, L.; Cheng, D. Drill-exit temperature characteristics in drilling of UD and MD CFRP composites based on infrared thermography. Int. J. Mach. Tools Manuf. 2018, 135, 24–37. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L. Heat effect on the material removal in the machining of fibre-reinforced polymer composites. Int. J. Mach. Tools Manuf. 2019, 140, 1–11. [Google Scholar] [CrossRef]
- Giasin, K.; Gorey, G.; Byrne, C.; Sinke, J.; Brousseau, E. Effect of machining parameters and cutting tool coating on hole quality in dry drilling of fibre metal laminates. Compos. Struc. 2019, 212, 159–174. [Google Scholar] [CrossRef]
- Formisano, A.; Papa, I.; Lopresto, V.; Langella, A. Influence of the manufacturing technology on impact and flexural properties of GF/PP commingled twill fabric laminates. J. Mater. Process. Technol. 2019, 274. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Chen, M.; El Mansori, M.; Davim, J.P. On the analysis of temperatures, surface morphologies and tool wear in drilling CFRP/Ti6Al4V stacks under different cutting sequence strategies. Compos. Struc. 2020, 234. [Google Scholar] [CrossRef]
- Jia, Z.Y.; Zhang, C.; Wang, F.J.; Fu, R.; Chen, C. Multi-margin drill structure for improving hole quality and dimensional consistency in drilling Ti/CFRP stacks. J. Mater. Process. Technol. 2020, 276. [Google Scholar] [CrossRef]
- Jia, Z.; Chen, C.; Wang, F.; Zhang, C. Analytical study of delamination damage and delamination-free drilling method of CFRP composite. J. Mater. Process. Technol. 2020, 282. [Google Scholar] [CrossRef]
- Erturk, A.T.; Vatansever, F.; Yarar, E.; Guven, E.A.; Sinmazcelik, T. Effects of cutting temperature and process optimization in drilling of GFRP composites. J. Compos. Mater. 2020. [Google Scholar] [CrossRef]
- Galińska, A. Mechanical joining of fibre reinforced polymer composites to metals—A review. Part I: Bolted joining. Polymers 2020, 12, 2252. [Google Scholar] [CrossRef]
- Rahmé, P.; Moussa, P.; Lachaud, F.; Landon, Y. Effect of adding a woven glass ply at the exit of the hole of CFRP laminates on delamination during drilling. Compos. Part A Appl. Sci. Manuf. 2020, 129. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Abd-Elwahed, M.S.; Ahmed, K.I.; Najjar, I.; Melaibari, A.; Eltaher, M.A. Analysis of the machinability of GFRE composites in drilling processes. Steel Compos. Struct. 2020, 36, 417–426. [Google Scholar] [CrossRef]
- Sobri, A.S.; Whitehead, D.; Mohamed, M.; Mohamed, J.J.; Mohamad Amini, M.H.; Hermawan, A.; Norizan, M.N. Augmentation of the delamination factor in drilling of carbon fibre-reinforced polymer composites (CFRP). Polymers 2020, 12, 2461. [Google Scholar] [CrossRef] [PubMed]
- Pei, C.; Guo, P.; Zhu, J.H. Orthogonal experimental analysis and mechanism study on electrochemical catalytic treatment of carbon fiber-reinforced plastics assisted by phosphotungstic acid. Polymers 2020, 12, 1866. [Google Scholar] [CrossRef]
- Li, W.Q.; Pei, C.; Zhu, Y.; Zhu, J.H. Effect of chopped carbon fiber on interfacial behaviors of ICCP-SS system. Constr. Build. Mater. 2021, 275. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, F.; Wang, Q.; Zhao, X. Novel fiber fracture criteria for revealing forming mechanisms of burrs and cracking at hole-exit in drilling Carbon Fiber Reinforced Plastic. J. Mater. Process. Technol. 2021, 289. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, F.; Wang, X.; Li, Y.; Wang, Q. Optimized selection of process parameters based on reasonable control of axial force and hole-exit temperature in drilling of CFRP. Int. J. Adv. Manuf. Technol. 2020, 110, 797–812. [Google Scholar] [CrossRef]
- Bai, Y.; Jia, Z.Y.; Fu, R.; Hao, J.X.; Wang, F.J. Mechanical model for predicting thrust force with tool wear effects in drilling of unidirectional CFRP. Compos. Struct. 2021. [Google Scholar] [CrossRef]
- Wang, F.J.; Zhao, M.; Fu, R.; Yan, J.B.; Qiu, S.; Hao, J.X. Novel chip-breaking structure of step drill for drilling damage reduction on CFRP/Al stack. J. Mater. Process. Technol. 2021, 291. [Google Scholar] [CrossRef]
- Grilo, T.J.; Paulo, R.M.F.; Silva, C.R.M.; Davim, J.P. Experimental delamination analyses of CFRPs using different drill geometries. Compos. Part B Eng. 2013, 45, 1344–1350. [Google Scholar] [CrossRef]
- Ismail, S.O.; Dhakal, H.N.; Dimla, E.; Popov, I. Recent advances in twist drill design for composite machining: A critical review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2527–2542. [Google Scholar] [CrossRef] [Green Version]
- Geng, D.; Liu, Y.; Shao, Z.; Lu, Z.; Cai, J.; Li, X.; Zhang, D. Delamination formation, evaluation and suppression during drilling of composite laminates: A review. Compos. Struct. 2019, 216, 168–186. [Google Scholar] [CrossRef]
- Gaitonde, V.; Karnik, S.R.; Rubio, J.C.; Correia, A.E.; Abrao, A.M.; Davim, J.P. Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites. J. Mater. Process. Technol. 2008, 203, 431–438. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Gonçalves, D.J.; Tavares, J.M.R.; de Albuquerque, V.H.C.; Vieira, A.A.; Marques, A.T. Drilling tool geometry evaluation for reinforced composite laminates. Compos. Struct. 2010, 92, 1545–1550. [Google Scholar] [CrossRef] [Green Version]
- Kilickap, E. Optimization of cutting parameters on delamination based on Taguchi method during drilling of GFRP composite. Exp. Syst. Appl. 2010, 37, 6116–6122. [Google Scholar] [CrossRef]
- Ismail, S.O.; Ojo, S.O.; Dhakal, H.N. Thermo-mechanical modelling of FRP cross-ply composite laminates drilling: Delamination damage analysis. Compos. Part B Eng. 2017, 108, 45–52. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Álvarez, A.; Díaz-Álvarez, J.; Santiuste, C.; Miguélez, M.H. Experimental and numerical analysis of the influence of drill point angle when drilling biocomposites. Compos. Struct. 2019, 209, 700–709. [Google Scholar] [CrossRef]
- Arrospide, E.; Bikandi, I.; Larrañaga, I.; Cearsolo, X.; Zubia, J.; Durana, G. Harnessing deep-hole drilling to fabricate air-structured polymer optical fibres. Polymers 2019, 11, 1739. [Google Scholar] [CrossRef] [Green Version]
- Qiu, X.; Li, P.; Li, C.; Niu, Q.; Chen, A.; Ouyang, P.; Ko, T.J. New compound drill bit for damage reduction in drilling CFRP. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 6, 75–87. [Google Scholar] [CrossRef]
- Liu, S.; Yang, T.; Liu, C.; Jin, Y.; Sun, D.; Shen, Y. Mechanistic force modelling in drilling of AFRP composite considering the chisel edge extrusion. Int. J. Adv. Manuf. Technol. 2020, 109, 33–44. [Google Scholar] [CrossRef]
- Shu, L.; Li, S.; Fang, Z.; Kizaki, T.; Kimura, K.; Arai, G.; Sugita, N. Study on dedicated drill bit design for carbon fiber reinforced polymer drilling with improved cutting mechanism. Compos. Part A Appl. Sci. Manuf. 2021, 142. [Google Scholar] [CrossRef]
- Khashaba, U.A. Delamination in drilling GFR-thermoset composites. Compos. Struct. 2004, 63, 313–327. [Google Scholar] [CrossRef]
- Qi, Z.; Zhang, K.; Li, Y.; Liu, S.; Cheng, H. Critical thrust force predicting modeling for delamination-free drilling of metal-FRP stacks. Compos. Struct. 2014, 107, 604–609. [Google Scholar] [CrossRef]
- Eneyew, E.D.; Ramulu, M. Experimental study of surface quality and damage when drilling unidirectional CFRP composites. J. Mater. Res. Technol. 2014, 3, 354–362. [Google Scholar] [CrossRef] [Green Version]
- Nasir, A.A.A.; Azmi, A.I.; Lih, T.C.; Majid, M.S.A. Critical thrust force and critical feed rate in drilling flax fibre composites: A comparative study of various thrust force models. Compos. Part B Eng. 2019, 165, 222–232. [Google Scholar] [CrossRef]
- Heisel, U.; Pfeifroth, T. Influence of point angle on drill hole quality and machining forces when drilling CFRP. Proc. Cir. 2012, 1, 471–476. [Google Scholar] [CrossRef] [Green Version]
- Khashaba, U.A.; El-Sonbaty, I.A.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part I–Effect of machining parameters. Compos. Part A Appl. Sci. Manuf. 2010, 41, 391–400. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Sonbaty, I.A.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part II–Effect of drill wear. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1130–1137. [Google Scholar] [CrossRef]
- Agwa, M.A.; Megahed, A.A. New nonlinear regression modeling and multi-objective optimization of cutting parameters in drilling of GFRE composites to minimize delamination. Polym. Test. 2019, 75, 192–204. [Google Scholar] [CrossRef]
- Jariwala, H.; Jain, P.; Maisuriya, V. Experimental and statistical analysis of strength of glass fiber reinforced polymer composite for different fiber architecture. Polym. Compos. 2020. [Google Scholar] [CrossRef]
- Kumar, J.; Verma, R.K.; Debnath, K. A new approach to control the delamination and thrust force during drilling of polymer nanocomposites reinforced by graphene oxide/carbon fiber. Compos. Struct. 2020, 253. [Google Scholar] [CrossRef]
- Di Benedetto, R.M.; Botelho, E.C.; Janotti, A.; Junior, A.A.; Gomes, G.F. Development of an artificial neural network for predicting energy absorption capability of thermoplastic commingled composites. Compos. Struct. 2021. [Google Scholar] [CrossRef]
- Abdelwahed, M.S.; El-Baz, M.A.; El-Midany, T.T. A proposed performance prediction approach for manufacturing process using ANNs. World Acad. Sci. Eng. Technol. 2012, 6, 778–783. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Dimension | Standard Deviation |
|---|---|---|---|
| Poisson’s ratio (υ12 = υ21) | 0.295 | — | 0.015 |
| Young’s modulus (E11 = E22) | 16.05 | GPa | 0.116 |
| Tensile Strength | 203.86 | MPa | 4.215 |
| Material Grade | ISO Code | WC | Co | Grain Size (µm) | Density (g/cm3) | Hardness (HRA) | Transverse Rupture Strength (MPa) | KIC (MPa·m1/2) |
|---|---|---|---|---|---|---|---|---|
| K200 | K20~K40 | 90% | 10% | 0.5~0.8 | 14.4 | 91.3 | 3920 | 10.5 |
| D (mm) | Flute Length (mm) | Overall Length (mm) | Helix Angle | Rake Angle | Clearance Angle | Point Angles | Chisel Edge Length (mm) |
|---|---|---|---|---|---|---|---|
| 6 | 28 | 66 | 30° | 30° | 12° | 100°/118°/140° | 0.3 |
| Factors | Unit | ||||
|---|---|---|---|---|---|
| Spindle speed, N | rpm | 400 (7.5 m/min) | 800 (15 m/min) | 1600 (30 m/min) | – |
| Feed, f | mm/r | 0.025 | 0.05 | 0.1 | 0.2 |
| Thickness of sample, t | mm | 2.6 | 5.3 | 7.7 | – |
| Point angle | deg | 100° | 118° | 140° | – |
| Speed rpm | Feed (mm/r) | Th = 2.6 mm | Th = 5.3 mm | Th = 7.7 mm | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | ||
| 400 | 0.025 | 1.39 | 1.40 | 1.51 | 1.38 | 1.38 | 1.39 | 1.41 | 1.40 | 1.42 |
| 0.05 | 1.42 | 1.44 | 1.56 | 1.39 | 1.40 | 1.42 | 1.44 | 1.42 | 1.47 | |
| 0.1 | 1.45 | 1.47 | 1.58 | 1.39 | 1.40 | 1.46 | 1.50 | 1.47 | 1.51 | |
| 0.2 | 1.49 | 1.53 | 1.62 | 1.43 | 1.43 | 1.50 | 1.57 | 1.55 | 1.59 | |
| 800 | 0.025 | 1.42 | 1.45 | 1.55 | 1.39 | 1.41 | 1.42 | 1.39 | 1.40 | 1.42 |
| 0.05 | 1.49 | 1.50 | 1.58 | 1.41 | 1.42 | 1.46 | 1.42 | 1.42 | 1.46 | |
| 0.1 | 1.49 | 1.53 | 1.62 | 1.44 | 1.45 | 1.47 | 1.47 | 1.46 | 1.55 | |
| 0.2 | 1.58 | 1.58 | 1.68 | 1.45 | 1.46 | 1.48 | 1.54 | 1.52 | 1.62 | |
| 1600 | 0.025 | 1.35 | 1.36 | 1.48 | 1.32 | 1.34 | 1.34 | 1.37 | 1.45 | 1.44 |
| 0.05 | 1.41 | 1.43 | 1.53 | 1.40 | 1.41 | 1.44 | 1.40 | 1.47 | 1.49 | |
| 0.1 | 1.48 | 1.50 | 1.59 | 1.43 | 1.43 | 1.44 | 1.43 | 1.51 | 1.57 | |
| 0.2 | 1.60 | 1.65 | 1.65 | 1.50 | 1.51 | 1.53 | 1.52 | 1.57 | 1.63 | |
| Speed rpm | Feed (mm/r) | Th = 2.6 mm | Th = 5.3 mm | Th = 7.7 mm | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | ||
| 400 | 0.025 | 50.98 | 64.00 | 68.61 | 69.09 | 78.89 | 80.55 | 72.82 | 83.10 | 87.69 |
| 0.05 | 49.17 | 60.66 | 63.92 | 63.06 | 74.77 | 78.33 | 62.70 | 79.97 | 85.82 | |
| 0.1 | 46.24 | 57.20 | 59.27 | 59.02 | 64.89 | 74.15 | 58.79 | 70.62 | 82.60 | |
| 0.2 | 45.88 | 50.78 | 58.38 | 53.53 | 58.79 | 71.42 | 53.95 | 65.54 | 78.19 | |
| 800 | 0.025 | 59.78 | 76.74 | 78.45 | 77.35 | 94.60 | 96.45 | 92.03 | 103.30 | 104.25 |
| 0.05 | 57.16 | 72.37 | 75.82 | 72.17 | 89.20 | 94.82 | 85.33 | 96.67 | 99.35 | |
| 0.1 | 56.11 | 67.86 | 73.78 | 69.40 | 76.99 | 87.78 | 78.19 | 85.43 | 93.02 | |
| 0.2 | 55.57 | 58.19 | 71.91 | 64.80 | 67.37 | 80.91 | 69.44 | 75.71 | 80.41 | |
| 1600 | 0.025 | 64.79 | 81.17 | 83.89 | 98.06 | 109.91 | 111.89 | 120.00 | 127.84 | 129.38 |
| 0.05 | 59.06 | 74.81 | 81.73 | 92.54 | 102.07 | 106.73 | 108.37 | 116.55 | 125.70 | |
| 0.1 | 58.39 | 67.08 | 78.76 | 82.92 | 85.18 | 90.37 | 95.00 | 101.57 | 110.73 | |
| 0.2 | 56.17 | 60.46 | 77.33 | 68.57 | 72.31 | 88.38 | 80.00 | 86.45 | 95.09 | |
| Speed rpm | Feed (mm/r) | Th = 2.6 mm | Th = 5.3 mm | Th = 7.7 mm | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | ||
| 400 | 0.025 | 29.94 | 30.47 | 30.99 | 33.56 | 35.32 | 44.25 | 31.68 | 27.31 | 31.46 |
| 0.05 | 38.01 | 40.72 | 47.04 | 44.20 | 46.33 | 57.55 | 41.47 | 36.60 | 43.94 | |
| 0.1 | 54.26 | 56.20 | 74.24 | 65.02 | 65.74 | 82.81 | 59.35 | 53.05 | 62.48 | |
| 0.2 | 83.70 | 95.72 | 126.12 | 93.03 | 105.74 | 124.93 | 88.01 | 85.34 | 108.74 | |
| 800 | 0.025 | 29.46 | 35.32 | 30.99 | 30.44 | 34.20 | 41.01 | 30.98 | 30.41 | 27.59 |
| 0.05 | 34.66 | 46.33 | 47.04 | 40.34 | 44.00 | 52.19 | 42.95 | 40.62 | 43.65 | |
| 0.1 | 52.07 | 65.74 | 74.24 | 58.93 | 62.26 | 79.46 | 60.07 | 60.39 | 69.49 | |
| 0.2 | 79.06 | 105.74 | 126.12 | 89.91 | 94.92 | 135.25 | 89.28 | 94.74 | 119.79 | |
| 1600 | 0.025 | 26.54 | 26.59 | 30.49 | 29.28 | 30.41 | 39.37 | 27.88 | 24.52 | 25.49 |
| 0.05 | 35.01 | 34.58 | 45.95 | 40.18 | 40.62 | 53.07 | 37.72 | 32.60 | 36.88 | |
| 0.1 | 47.09 | 51.09 | 76.42 | 54.46 | 60.39 | 86.41 | 50.11 | 49.18 | 56.28 | |
| 0.2 | 77.51 | 90.65 | 126.50 | 85.73 | 94.74 | 132.55 | 81.50 | 82.28 | 110.53 | |
| Speed rpm | Feed (mm/r) | Th = 2.6 mm | Th = 5.3 mm | Th = 7.7 mm | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | Angle 100° | Angle 118° | Angle 140° | ||
| 400 | 0.025 | 17.76 | 9.27 | 16.53 | 26.10 | 14.91 | 23.90 | 22.75 | 13.91 | 11.03 |
| 0.05 | 21.70 | 11.04 | 18.63 | 29.08 | 16.75 | 26.93 | 28.81 | 16.74 | 15.06 | |
| 0.1 | 26.33 | 14.97 | 22.38 | 33.39 | 22.64 | 30.11 | 35.07 | 21.22 | 23.96 | |
| 0.2 | 30.04 | 20.11 | 28.22 | 41.19 | 28.62 | 35.39 | 43.74 | 27.11 | 37.79 | |
| 800 | 0.025 | 16.13 | 7.89 | 13.20 | 24.74 | 12.50 | 20.54 | 21.09 | 11.30 | 18.49 |
| 0.05 | 20.35 | 10.43 | 14.99 | 27.34 | 14.35 | 25.01 | 25.12 | 14.51 | 21.24 | |
| 0.1 | 24.33 | 14.13 | 22.74 | 31.85 | 20.48 | 29.61 | 33.17 | 19.37 | 30.10 | |
| 0.2 | 28.58 | 19.11 | 27.42 | 39.69 | 25.67 | 35.05 | 41.56 | 24.83 | 37.16 | |
| 1600 | 0.025 | 14.83 | 7.25 | 12.70 | 22.08 | 10.35 | 19.91 | 19.91 | 10.11 | 15.00 |
| 0.05 | 19.19 | 9.26 | 15.45 | 25.06 | 13.87 | 23.67 | 24.21 | 12.98 | 18.36 | |
| 0.1 | 23.10 | 12.70 | 22.13 | 31.45 | 17.58 | 28.72 | 30.22 | 17.95 | 29.80 | |
| 0.2 | 27.10 | 19.06 | 24.62 | 37.07 | 24.66 | 33.74 | 39.64 | 23.13 | 35.12 | |
| Source of Variation | DF | Ft | p-Value | T (N·cm) | p-Value | Temp | p-Value | Fd-Out | p-Value |
|---|---|---|---|---|---|---|---|---|---|
| N (rpm) | 2 | 0.38% | 0.040 | 2.51% | 0.000 | 29.00% | 0.000 | 1.45% | 0.018 |
| f (mm/r) | 3 | 84.63% | 0.000 | 44.93% | 0.000 | 15.10% | 0.000 | 45.95% | 0.000 |
| a (degree) | 2 | 7.37% | 0.000 | 33.77% | 0.000 | 11.85% | 0.000 | 15.47% | 0.000 |
| t (mm) | 2 | 1.94% | 0.000 | 15.47% | 0.000 | 33.14% | 0.000 | 20.10% | 0.000 |
| Error | 28 | 5.68% | 3.32% | 10.91% | 17.03% | ||||
| Total | 35 | 100.00% | 100.00% | 100% | 100.00% |
| Coeff. | Coeff. Value of Y Response | Coeff. | Coeff. Value of Y Response | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Ft | T | Temp. | Fd-Out | Ft | T | Temp. | Fd-Out | ||
| B0 | 190.8965 | 364.478 | −95.7782 | 1.856842 | B44 | −1.25229 | −0.5976 | −0.35499 | 0.010372 |
| B1 | −0.01098 | −0.00722 | 0.041555 | 6.37 × 10−5 | B12 | 0.001026 | 0.000562 | −0.06571 | 0.000341 |
| B2 | −155.18 | 126.3083 | −108.724 | 0.93023 | B13 | 8.22 × 10−5 | 1.1 × 10−5 | −6.2 × 10−5 | 2.31 × 10−7 |
| B3 | −3.51025 | −6.14827 | 1.652451 | −0.0071 | B14 | −0.00027 | −0.00023 | 0.003847 | 8.56 × 10−7 |
| B4 | 20.15451 | 7.70022 | 9.057626 | −0.07763 | B23 | 4.875427 | −0.01647 | 0.23058 | 0.00114 |
| B11 | −5.2 × 10−7 | 2.19 × 10−6 | −1.4 × 10−5 | −6 × 10−8 | B24 | −0.99698 | 6.337143 | −17.8264 | −0.0036 |
| B22 | −144.372 | −328.04 | 557.2154 | −2.61701 | B34 | −0.06242 | −0.00542 | −0.01807 | −0.0003 |
| B33 | 0.015528 | 0.025368 | −0.00469 | 4.2 × 10−5 | R2 | 0.9851 | 0.9795 | 0.9689 | 0.8663 |
| N (rpm) | f (mm/r) | a (Degree) | t (mm) | Status | Fd-Out Exp. | Fd-Out Pred. | Fd-Out Error (%) |
|---|---|---|---|---|---|---|---|
| 1600 | 0.025 | 100 | 5.3 | Optimal | 1.3215 | 1.3200 | 0.114 |
| 800 | 0.05 | 118 | 2.6 | Random | 1.4977 | 1.4763 | 1.424 |
| 400 | 0.2 | 140 | 7.7 | Random | 1.5936 | 1.5485 | 2.829 |
| 400 | 0.05 | 140 | 2.6 | Random | 1.5572 | 1.5291 | 1.806 |
| 800 | 0.025 | 100 | 5.3 | Random | 1.3940 | 1.3544 | 2.842 |
| 400 | 0.2 | 100 | 5.3 | Random | 1.4257 | 1.4433 | 1.232 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khashaba, U.A.; Abd-Elwahed, M.S.; Eltaher, M.A.; Najjar, I.; Melaibari, A.; Ahmed, K.I. Thermo-Mechanical and Delamination Properties in Drilling GFRP Composites by Various Drill Angles. Polymers 2021, 13, 1884. https://doi.org/10.3390/polym13111884
Khashaba UA, Abd-Elwahed MS, Eltaher MA, Najjar I, Melaibari A, Ahmed KI. Thermo-Mechanical and Delamination Properties in Drilling GFRP Composites by Various Drill Angles. Polymers. 2021; 13(11):1884. https://doi.org/10.3390/polym13111884
Chicago/Turabian StyleKhashaba, Usama A., Mohamed S. Abd-Elwahed, Mohamed A. Eltaher, Ismail Najjar, Ammar Melaibari, and Khaled I. Ahmed. 2021. "Thermo-Mechanical and Delamination Properties in Drilling GFRP Composites by Various Drill Angles" Polymers 13, no. 11: 1884. https://doi.org/10.3390/polym13111884