Novel Low-Temperature Chemical Vapor Deposition of Hydrothermal Delignified Wood for Hydrophobic Property

 , , ,
, , ,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Dichlorodimethylsilane Vapor Deposition
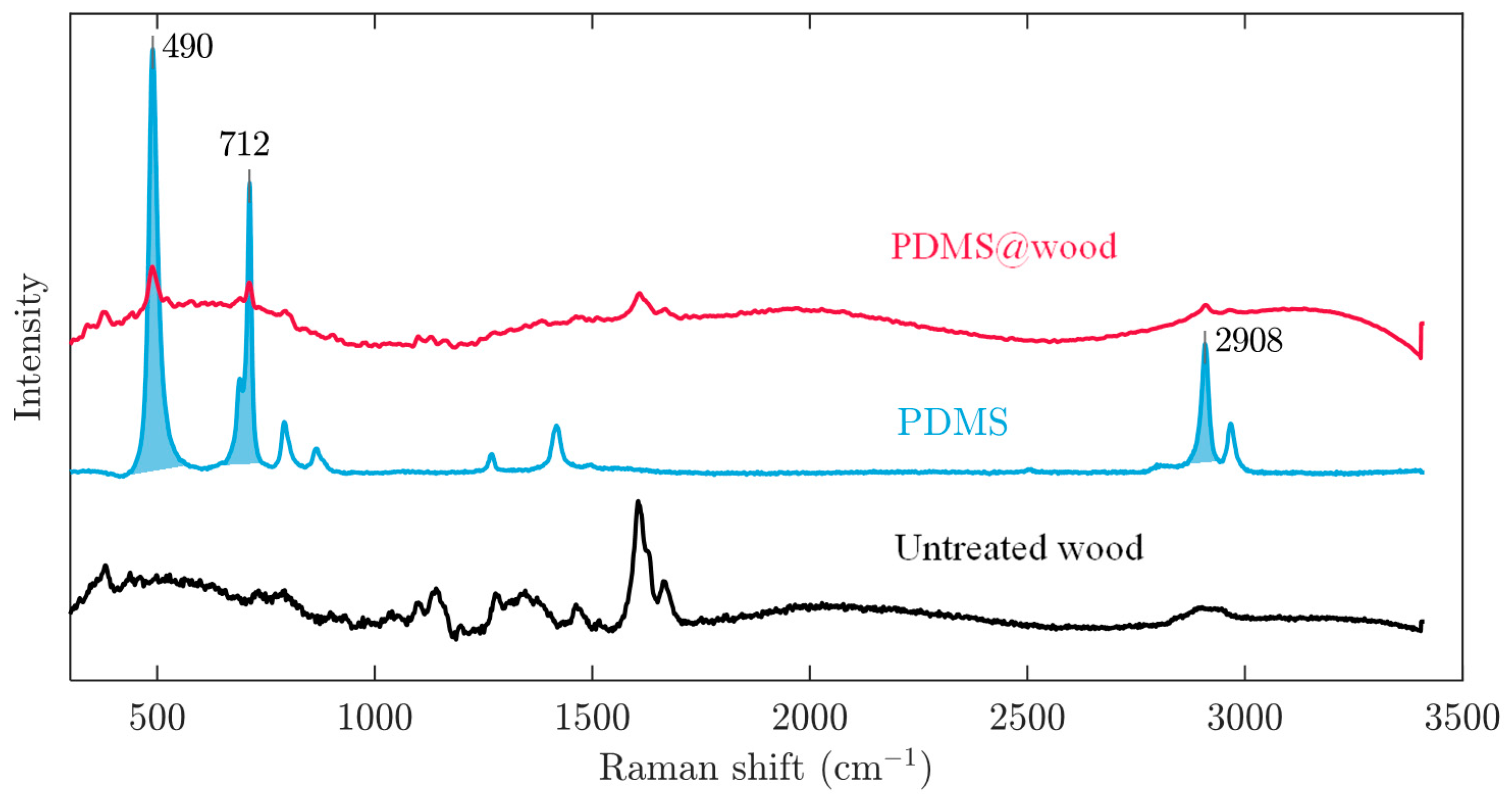
2.3. FT-IR and Raman Analysis
2.4. TG Analysis
2.5. Hydrophobicity Measurement
2.6. Surface Observation
2.7. Surface Abrasion Resistance Test
3. Results and Discussion
3.1. Surface Dichlorodimethylsilane Vapor Deposition
3.2. Microtopography
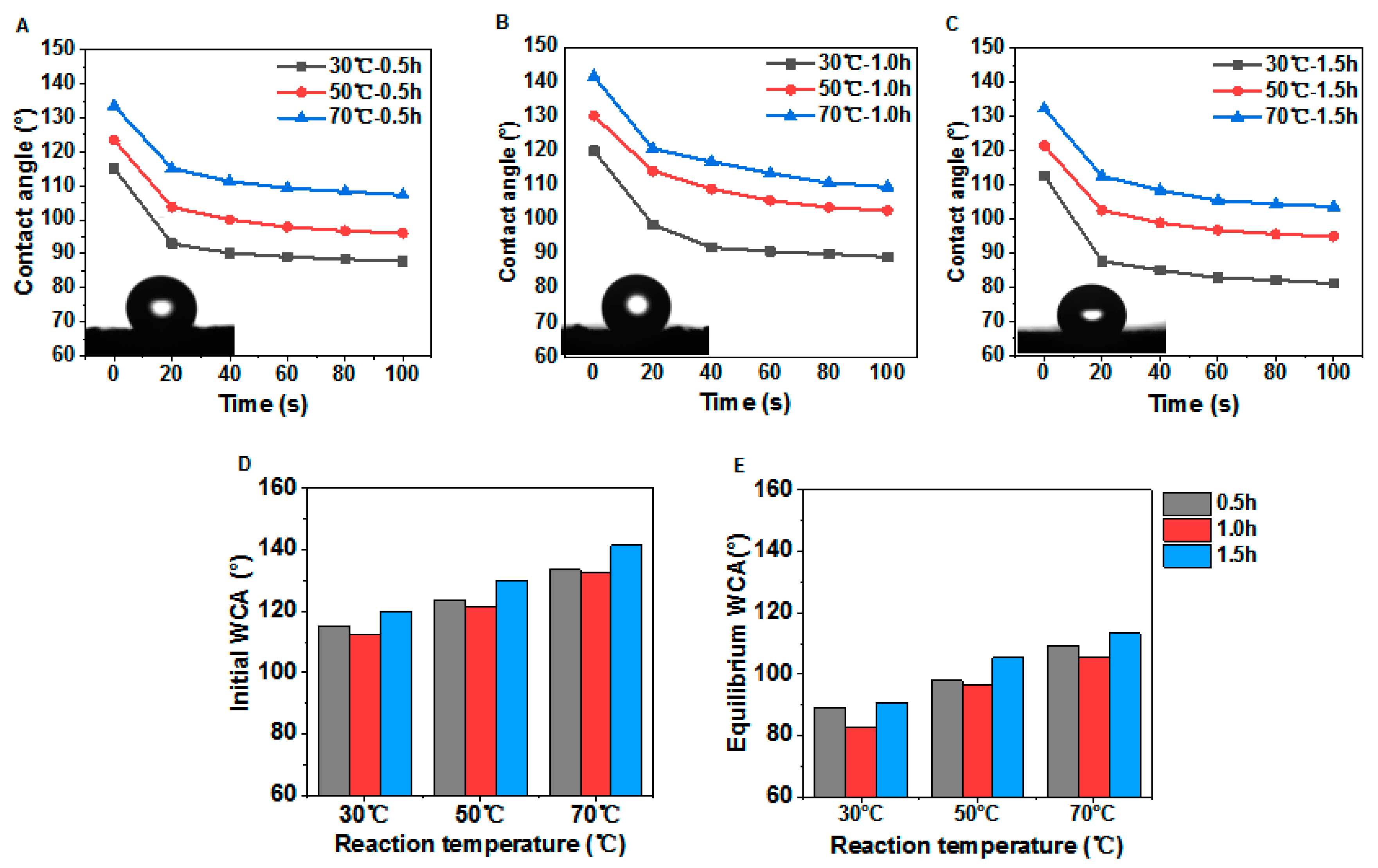
3.3. Effect of Dichlorodimethylsilane Vapor Deposition on the Surface Hydrophobicity of PDMS@wood
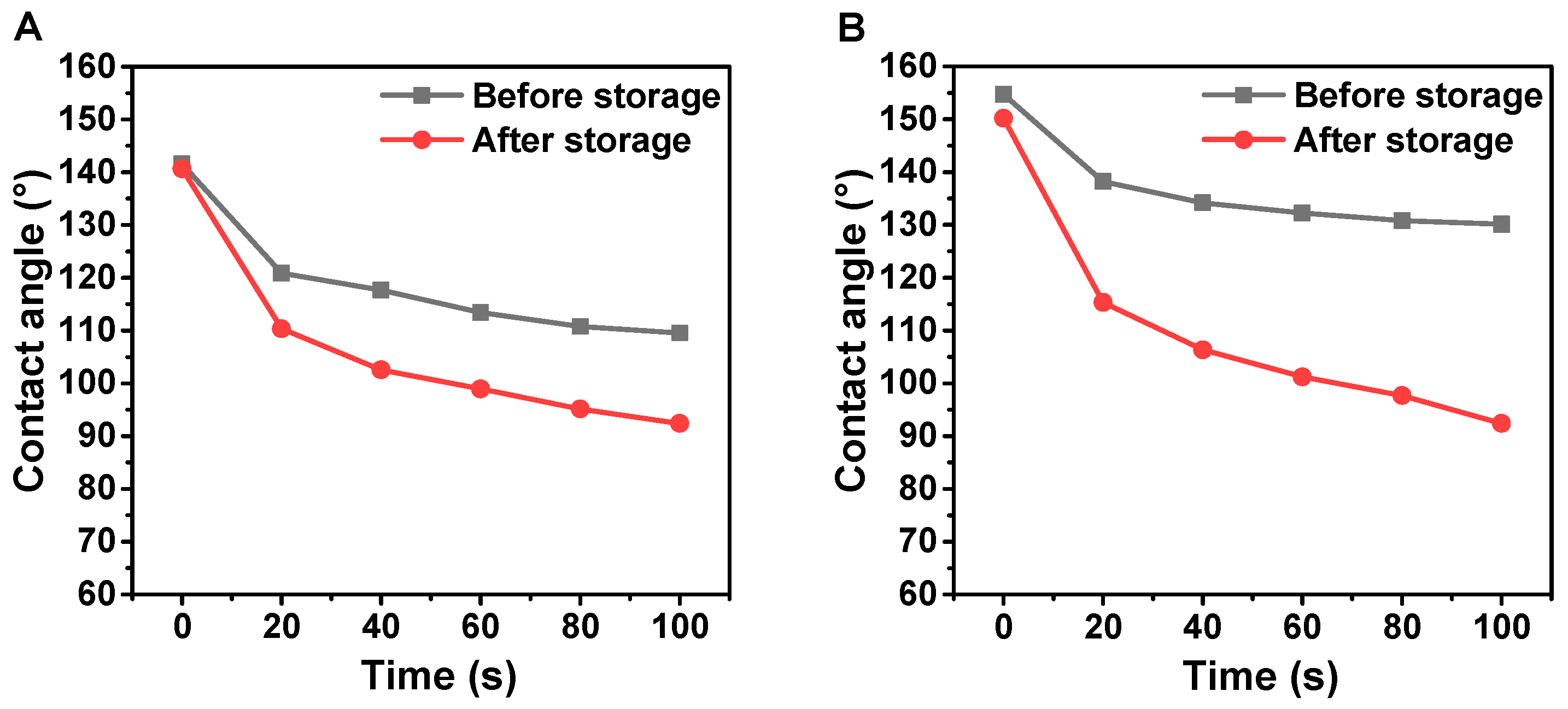
3.4. Investigation of the PDMS@wood after Long-Time Storage
3.5. Abrasion Resistance of the PDMS@wood
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Song, J.; Chen, C.; Zhu, S.; Zhu, M.; Dai, J.; Ray, U.; Li, Y.; Kuang, Y.; Li, Y.; Quispe, N.; et al. Processing bulk natural wood into a high-performance structural material. Nature 2018, 554, 224–228. [Google Scholar] [CrossRef]
- Jia, S.; Liu, M.; Wu, Y.; Luo, S.; Qing, Y.; Chen, H. Facile and scalable preparation of highly wear-resistance superhydrophobic surface on wood substrates using silica nanoparticles modified by VTES. Appl. Surf. Sci. 2016, 386, 115–124. [Google Scholar] [CrossRef]
- Popescu, C.-M.; Popescu, M.-C. A near infrared spectroscopic study of the structural modifications of lime (Tilia cordata Mill.) wood during hydro-thermal treatment. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2013, 115, 227–233. [Google Scholar] [CrossRef] [PubMed]
- Han, J.; Wang, S.; Zhu, S.; Huang, C.; Yue, Y.; Mei, C.; Xu, X.; Xia, C. Electrospun Core-Shell Nanofibrous Membranes with Nanocellulose-Stabilized Carbon Nanotubes for Use as High-Performance Flexible Supercapacitor Electrodes with Enhanced Water Resistance, Thermal Stability, and Mechanical Toughness. ACS Appl. Mater. Interfaces 2019, 11, 44624–44635. [Google Scholar] [CrossRef] [PubMed]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Xia, C.; Zhang, S.; Ren, H.; Shi, S.Q.; Zhang, H.; Cai, L.; Li, J. Scalable Fabrication of Natural-Fiber Reinforced Composites with Electromagnetic Interference Shielding Properties by Incorporating Powdered Activated Carbon. Materials 2016, 9, 10. [Google Scholar] [CrossRef] [PubMed]
- Jiang, S.; Chen, Y.; Duan, G.; Mei, C.; Greiner, A.; Agarwal, S. Electrospun nanofiber reinforced composites: A review. Polym. Chem. 2018, 9, 2685–2720. [Google Scholar] [CrossRef]
- He, Z.B.; Qian, J.; Qu, L.J.; Yan, N.; Yi, S.L. Effects of Tung oil treatment on wood hygroscopicity, dimensional stability and thermostability. Ind. Crop. Prod. 2019, 140. [Google Scholar] [CrossRef]
- Liu, Y.; Gu, H.; Jia, Y.; Liu, J.; Zhang, H.; Wang, R.; Zhang, B.; Zhang, H.; Zhang, Q. Design and preparation of biomimetic polydimethylsiloxane (PDMS) films with superhydrophobic, self-healing and drag reduction properties via replication of shark skin and SI-ATRP. Chem. Eng. J. 2019, 356, 318–328. [Google Scholar] [CrossRef]
- Wu, Y.J.; Xia, C.L.; Cai, L.P.; Garcia, A.C.; Shi, S.Q. Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]
- Shupe, T.; Piao, C.; Lucas, C. The termiticidal properties of superhydrophobic wood surfaces treated with ZnO nanorods. Eur. J. Wood Wood Prod. 2012, 70, 531–535. [Google Scholar] [CrossRef]
- Lu, X.; Hu, Y. Layer-by-layer Deposition of TiO2 Nanoparticles in the Wood Surface and its Superhydrophobic Performance. Bioresources 2016, 11, 4605–4620. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, Q. Recent research advances in manufacturing super hydrophobic membrane and applications. Polym. Mater. Sci. Eng. 2005, 21, 6–10. [Google Scholar] [CrossRef]
- Xie, L.; Tang, Z.; Jiang, L.; Breedveld, V.; Hess, D.W. Creation of superhydrophobic wood surfaces by plasma etching and thin-film deposition. Surf. Coat. Technol. 2015, 281, 125–132. [Google Scholar] [CrossRef]
- Hsieh, C.-T.; Chang, B.-S.; Lin, J.-Y. Improvement of water and oil repellency on wood substrates by using fluorinated silica nanocoating. Appl. Surf. Sci. 2011, 257, 7997–8002. [Google Scholar] [CrossRef]
- Zhao, Y.; Tang, Y.; Wang, X.; Lin, T. Superhydrophobic cotton fabric fabricated by electrostatic assembly of silica nanoparticles and its remarkable buoyancy. Appl. Surf. Sci. 2010, 256, 6736–6742. [Google Scholar] [CrossRef]
- Chang, H.; Tu, K.; Wang, X.; Liu, J. Facile Preparation of Stable Superhydrophobic Coatings on Wood Surfaces using Silica-Polymer Nanocomposites. Bioresources 2015, 10, 2585–2596. [Google Scholar] [CrossRef] [Green Version]
- Gao, L.; Lu, Y.; Zhan, X.; Li, J.; Sun, Q. A robust, anti-acid, and high-temperature-humidity-resistant superhydrophobic surface of wood based on a modified TiO2 film by fluoroalkyl silane. Surf. Coat. Technol. 2015, 262, 33–39. [Google Scholar] [CrossRef]
- Zimmermann, J.; Reifler, F.A.; Fortunato, G.; Gerhardt, L.-C.; Seeger, S. A Simple, One-Step Approach to Durable and Robust Superhydrophobic Textiles. Adv. Funct. Mater. 2008, 18, 3662–3669. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.F.; Lyu, S.Y.; Chen, Z.L.; Wang, S.Q. Preparation and characterization of dual-functional coatings of nanofibrillated cellulose and modified SrAl2O4: Eu, Dy phosphors. Surf. Coat. Technol. 2018, 349, 318–327. [Google Scholar] [CrossRef]
- Wu, Y.; Sun, M.; Wu, X.; Shi, T.; Chen, H.; Wang, H. Preparation of Nanocellulose Aerogel from the Poplar (Populus tomentosa) Catkin Fiber. Forests 2019, 10, 749. [Google Scholar] [CrossRef] [Green Version]
- Liang, L.; Fang, G.; Deng, Y.; Xiong, Z.; Wu, T. Determination of Moisture Content and Basic Density of Poplar Wood Chips under Various Moisture Conditions by Near-Infrared Spectroscopy. For. Sci. 2019, 65, 548–555. [Google Scholar] [CrossRef]
- Herbaut, M.; Zoghlami, A.; Paes, G. Dynamical assessment of fluorescent probes mobility in poplar cell walls reveals nanopores govern saccharification. Biotechnol. Biofuels 2018, 11. [Google Scholar] [CrossRef] [PubMed]
- Gamelas, J.A.F.; Salvador, A.; Hidalgo, J.; Ferreira, P.J.; Tejado, A. Unique Combination of Surface Energy and Lewis Acid-Base Characteristics of Superhydrophobic Cellulose Fibers. Langmuir 2017, 33, 927–935. [Google Scholar] [CrossRef] [PubMed]
- Xia, C.; Ren, H.; Shi, S.Q.; Zhang, H.; Cheng, J.; Cai, L.; Chen, K.; Tan, H.-S. Natural fiber composites with EMI shielding function fabricated using VARTM and Cu film magnetron sputtering. Appl. Surf. Sci. 2016, 362, 335–340. [Google Scholar] [CrossRef]
- Xia, C.; Wu, Y.; Qiu, Y.; Cai, L.; Smith, L.M.; Tu, M.; Zhao, W.; Shao, D.; Mei, C.; Nie, X.; et al. Processing high-performance woody materials by means of vacuum-assisted resin infusion technology. J. Clean. Prod. 2019, 241. [Google Scholar] [CrossRef]
- Maji, D.; Lahiri, S.K.; Das, S. Study of hydrophilicity and stability of chemically modified PDMS surface using piranha and KOH solution. Surf. Interface Anal. 2012, 44, 62–69. [Google Scholar] [CrossRef]
- Tuominen, M.; Teisala, H.; Haapanen, J.; Mäkelä, J.; Honkanen, M.; Vippola, M.; Bardage, S.; Wålinder, M.; Swerin, A. Superamphiphobic overhang structured coating on a biobased material. Appl. Surf. Sci. 2016, 389. [Google Scholar] [CrossRef]
- Chen, I.J.; Lindner, E. The stability of radio-frequency plasma-treated polydimethylsiloxane surfaces. Langmuir 2007, 23, 3118–3122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stankova, N.E.; Atanasov, P.A.; Nikov, R.G.; Nedyalkov, N.N.; Stoyanchov, T.R.; Armyanov, S.A. Optical properties of polydimethylsiloxane (PDMS) during nanosecond laser processing. Appl. Surf. Sci. 2016, 374, 96–103. [Google Scholar] [CrossRef]
- Sett, P.; Misra, T.; Chattopadhyay, S.; De, A.K.; Mallick, P.K. DFT calculation and Raman excitation profile studies of benzophenone molecule. Vib. Spectrosc. 2007, 44, 331–342. [Google Scholar] [CrossRef]
- Kant, M.B.; Shinde, S.D.; Bodas, D.; Patil, K.R.; Sathe, V.G.; Adhi, K.P.; Gosavi, S.W. Surface studies on benzophenone doped PDMS microstructures fabricated using KrF excimer laser direct write lithography. Appl. Surf. Sci. 2014, 314, 292–300. [Google Scholar] [CrossRef]
- Yang, R.; Cao, Q.; Liang, Y.; Hong, S.; Xia, C.; Wu, Y. Shiung Lam, S. High capacity oil absorbent wood prepared through eco-friendly deep eutectic solvent delignification. Chem. Eng. J. 2020, 126150. [Google Scholar] [CrossRef]
- Shen, D.K.; Gu, S.; Bridgwater, A.V. Study on the pyrolytic behaviour of xylan-based hemicellulose using TG-FTIR and Py-GC-FTIR. J. Anal. Appl. Pyrolysis 2010, 87, 199–206. [Google Scholar] [CrossRef] [Green Version]
- Yang, T.; Sang, S.; Zhao, X.; Zhang, Z.; Rao, H. Surface modification of TiO2 nanoparticles and preparation of TiO2/PDMS hybrid membrane materials. Polym. Compos. 2017, 38, 1541–1548. [Google Scholar] [CrossRef]
- Byrne, C.E.; Nagle, D.C. Carbonization of wood for advanced materials applications. Carbon 1997, 35, 259–266. [Google Scholar] [CrossRef]
- Camino, G.; Lomakin, S.M.; Lageard, M. Thermal polydimethylsiloxane degradation. Part 2. The degradation mechanisms. Polymer 2002, 43, 2011–2015. [Google Scholar] [CrossRef]
- Gonzalez-Rivera, J.; Iglio, R.; Barillaro, G.; Duce, C.; Tine, M.R. Structural and Thermoanalytical Characterization of 3D Porous PDMS Foam Materials: The Effect of Impurities Derived from a Sugar Templating Process. Polymers 2018, 10, 616. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Y.; Lee, T.R. Contact Angle and Wetting Properties. In Surface Science Techniques; Bracco, G., Holst, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 3–34. [Google Scholar] [CrossRef]
- Bormashenko, E.; Fedorets, A.A.; Frenkel, M.; Dombrovsky, L.A.; Nosonovsky, M. Clustering and self-organization in small-scale natural and artificial systems. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2020, 378, 20190443. [Google Scholar] [CrossRef]
- Zhu, Q.; Chu, Y.; Wang, Z.; Chen, N.; Lin, L.; Liu, F.; Pan, Q. Robust superhydrophobic polyurethane sponge as a highly reusable oil-absorption material. J. Mater. Chem. A 2013, 1, 5386–5393. [Google Scholar] [CrossRef]
- Chang, H.; Tu, K.; Wang, X.; Liu, J. Fabrication of mechanically durable superhydrophobic wood surfaces using polydimethylsiloxane and silica nanoparticles. RSC Adv. 2015, 5, 30647–30653. [Google Scholar] [CrossRef]














© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, R.; Liang, Y.; Hong, S.; Zuo, S.; Wu, Y.; Shi, J.; Cai, L.; Li, J.; Mao, H.; Ge, S.; et al. Novel Low-Temperature Chemical Vapor Deposition of Hydrothermal Delignified Wood for Hydrophobic Property. Polymers 2020, 12, 1757. https://doi.org/10.3390/polym12081757
Yang R, Liang Y, Hong S, Zuo S, Wu Y, Shi J, Cai L, Li J, Mao H, Ge S, et al. Novel Low-Temperature Chemical Vapor Deposition of Hydrothermal Delignified Wood for Hydrophobic Property. Polymers. 2020; 12(8):1757. https://doi.org/10.3390/polym12081757
Chicago/Turabian StyleYang, Rui, Yunyi Liang, Shu Hong, Shida Zuo, Yingji Wu, Jiangtao Shi, Liping Cai, Jianzhang Li, Haiyan Mao, Shengbo Ge, and et al. 2020. "Novel Low-Temperature Chemical Vapor Deposition of Hydrothermal Delignified Wood for Hydrophobic Property" Polymers 12, no. 8: 1757. https://doi.org/10.3390/polym12081757