Study of Shape Memory and Tensile Property of 3D Printed Sinusoidal Sample/Nylon Composite Focused on Various Thicknesses and Shape Memory Cycles


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Modeling of a Sinusoidal Pattern
2.3. 3D Printing Siusoidal Sample/Nylon composite with Various Thicknesses
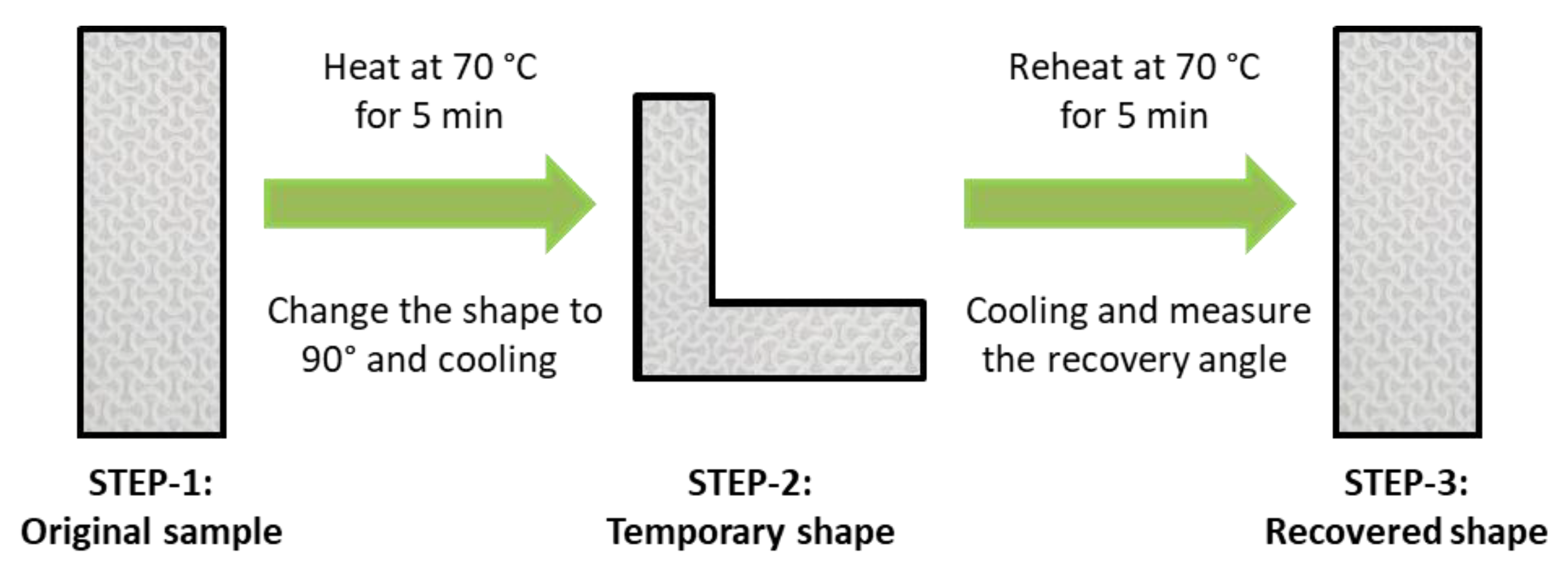
2.4. Heating-Cooling Process of 3D-Printed Sinusoidal Sample/Nylon Composite with Various Thicknesses
2.5. Characterization
2.5.1. Surface Morphology
2.5.2. Shape Memory Test
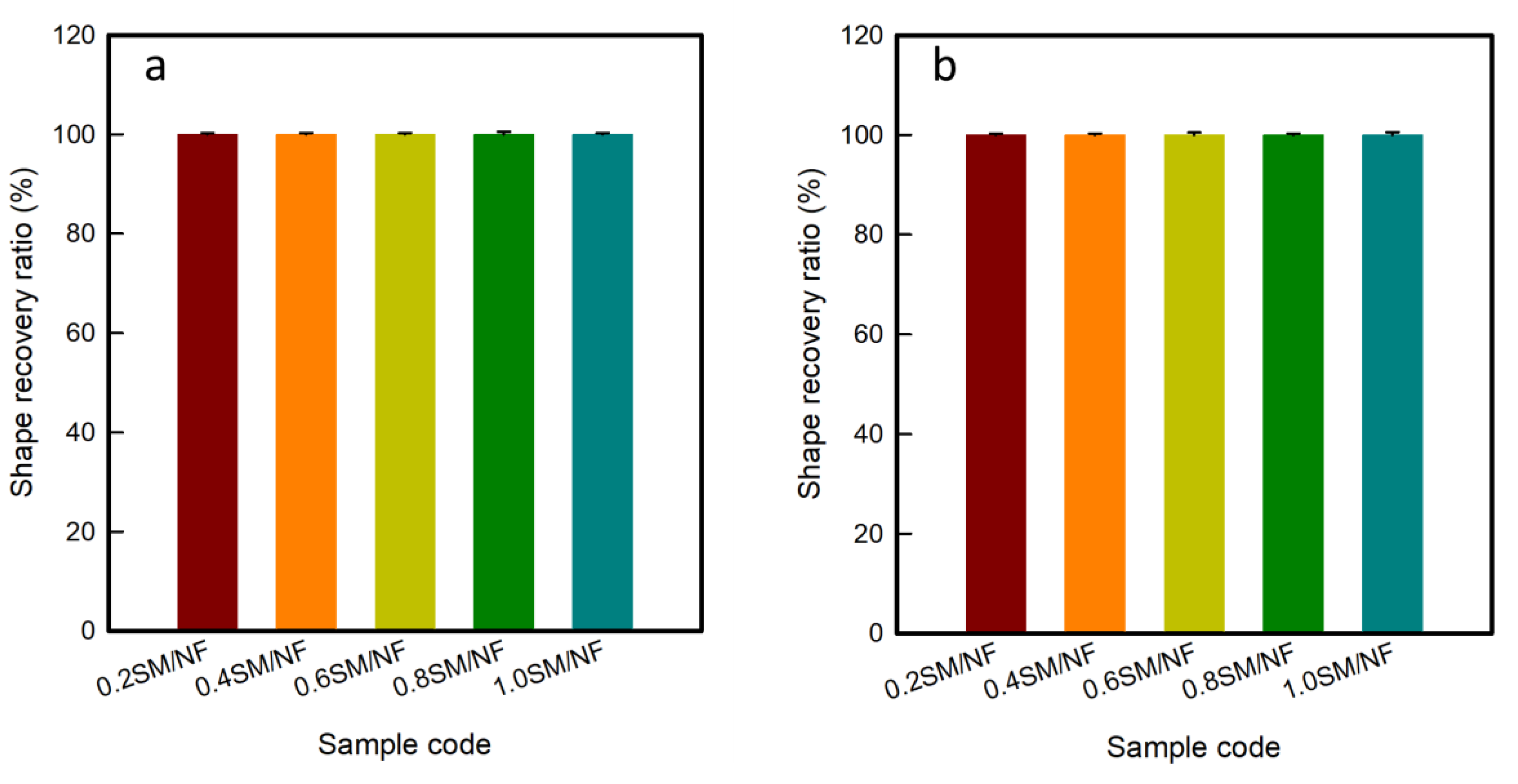
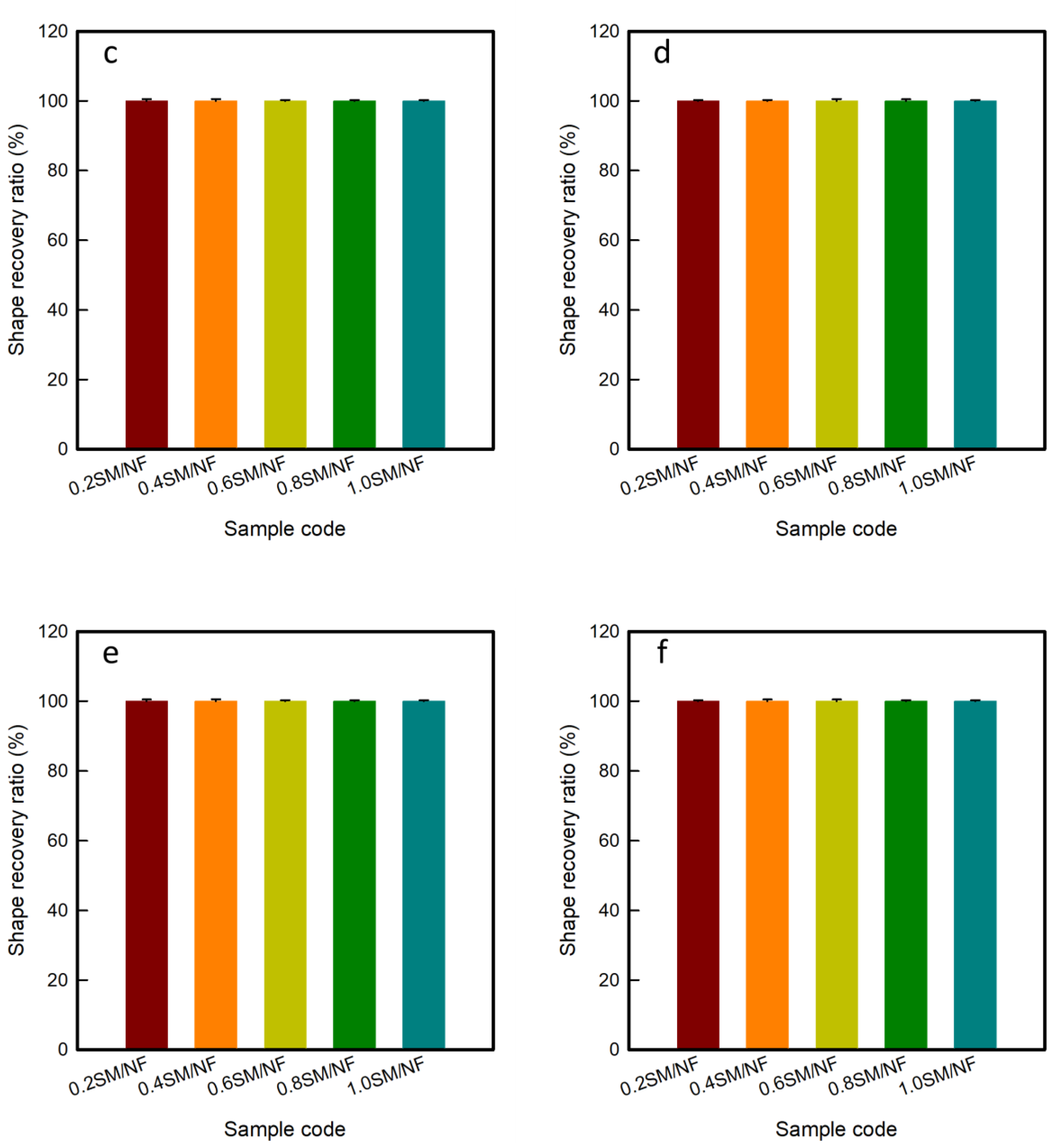
Shape Recovery Ratio
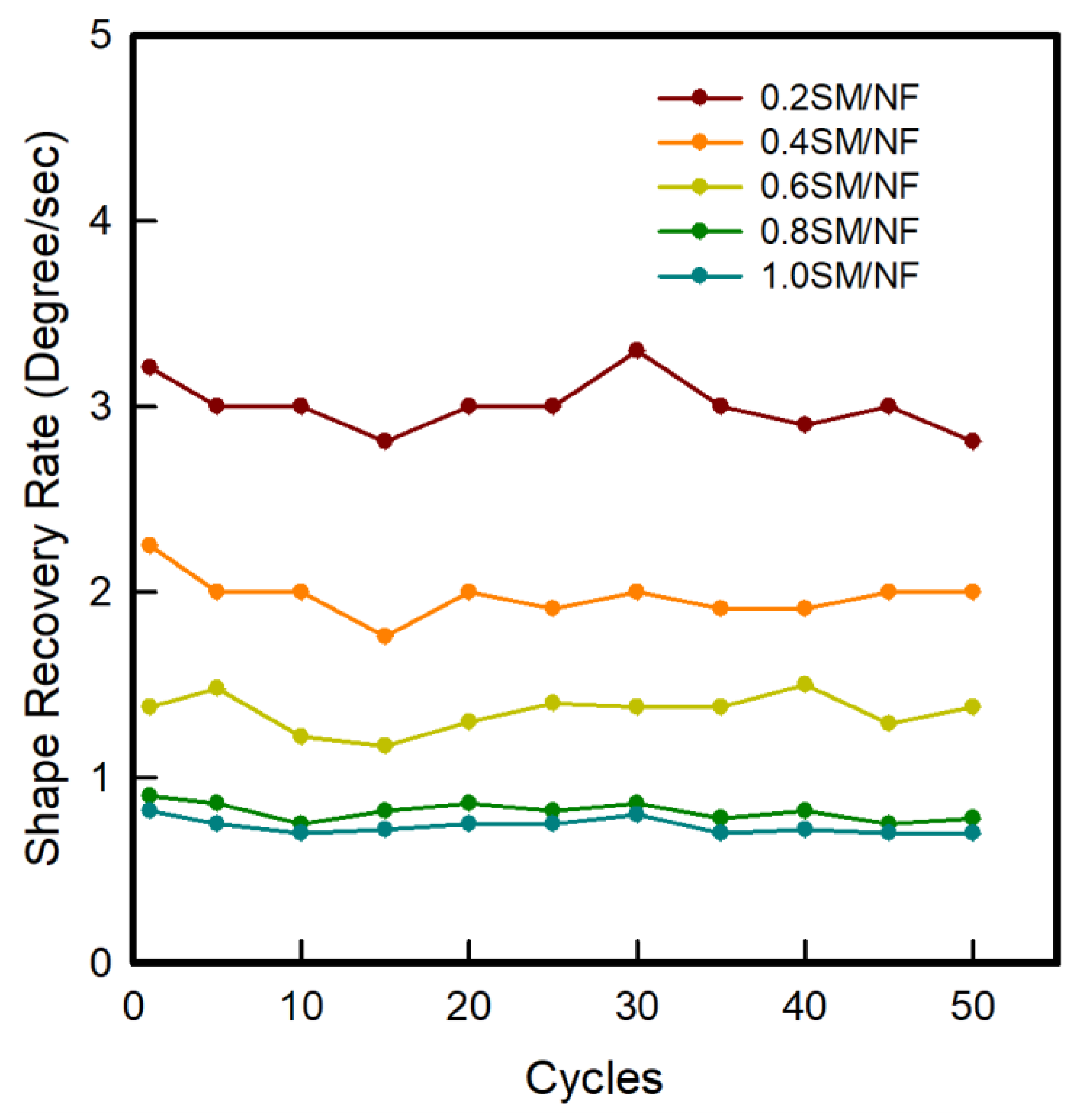
Shape Recovery Rate
Shape Recovery Angle and Time
Response Time and Thickness
2.5.3. Tensile Test
Tensile Behaviour
Tensile Property
3. Results and Discussion
3.1. Surface Morphology
3.2. Shape Memory Property
3.2.1. Shape Recovery Ratio
3.2.2. Shape Recovery Rate
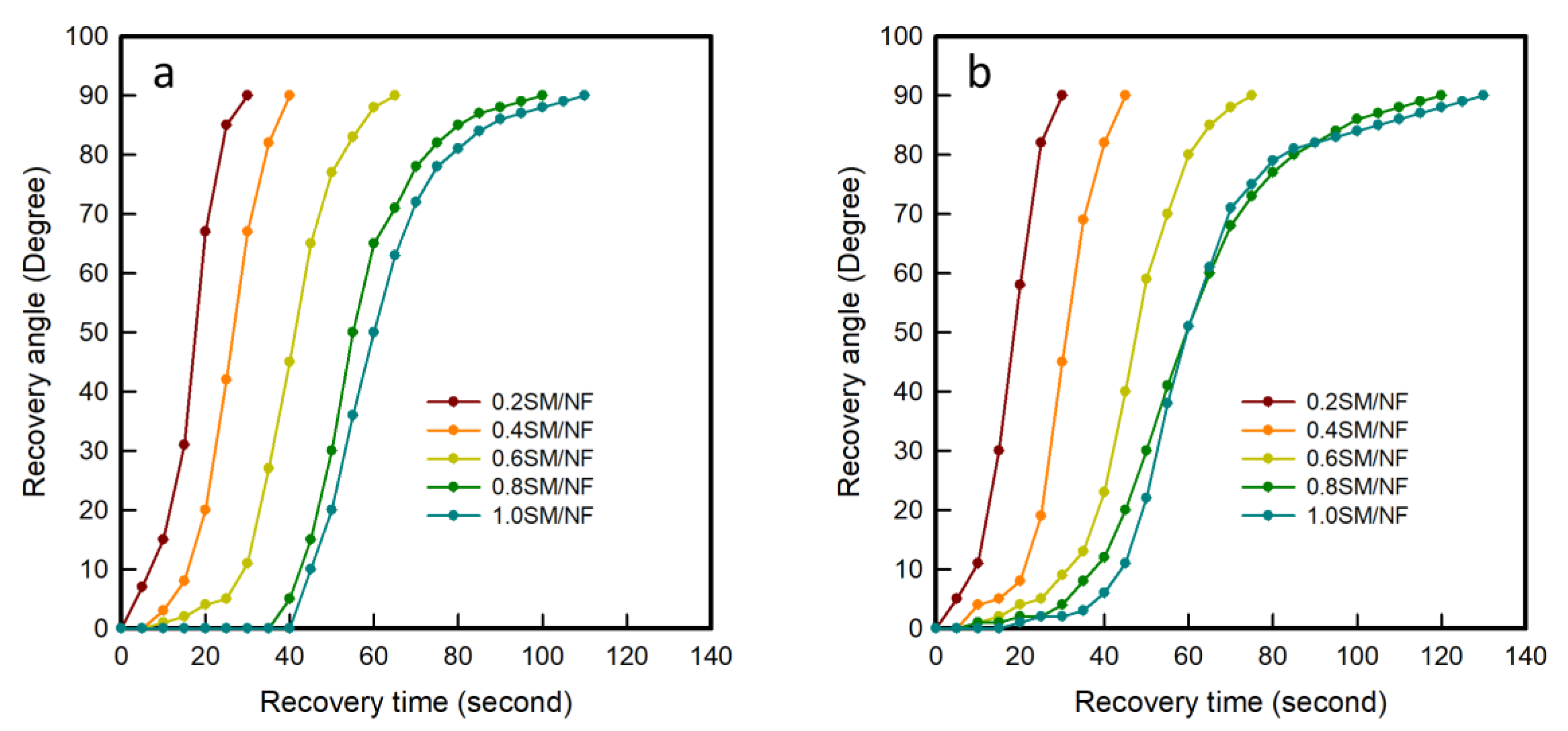
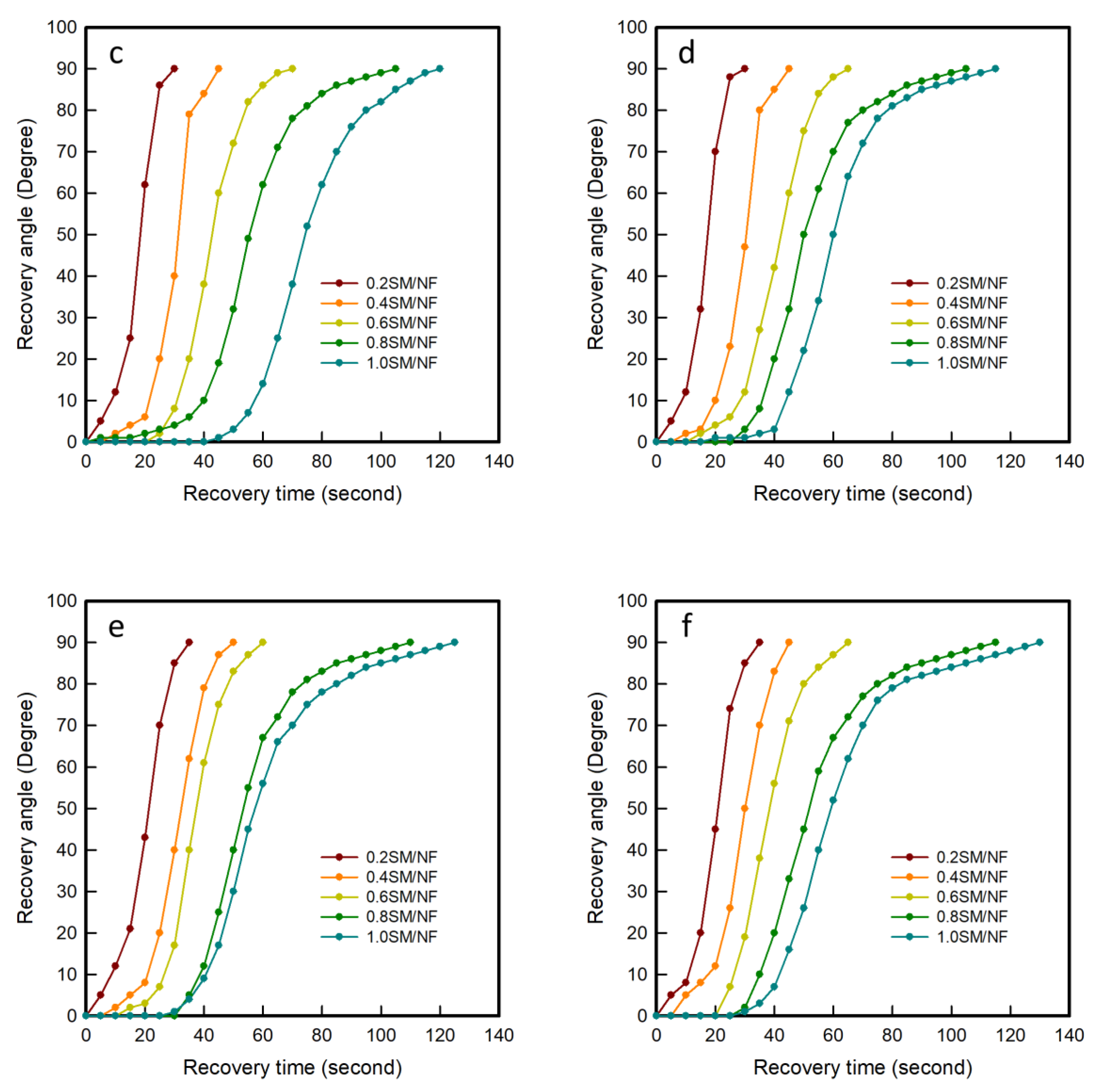
3.2.3. Shape Recovery Angle and Time
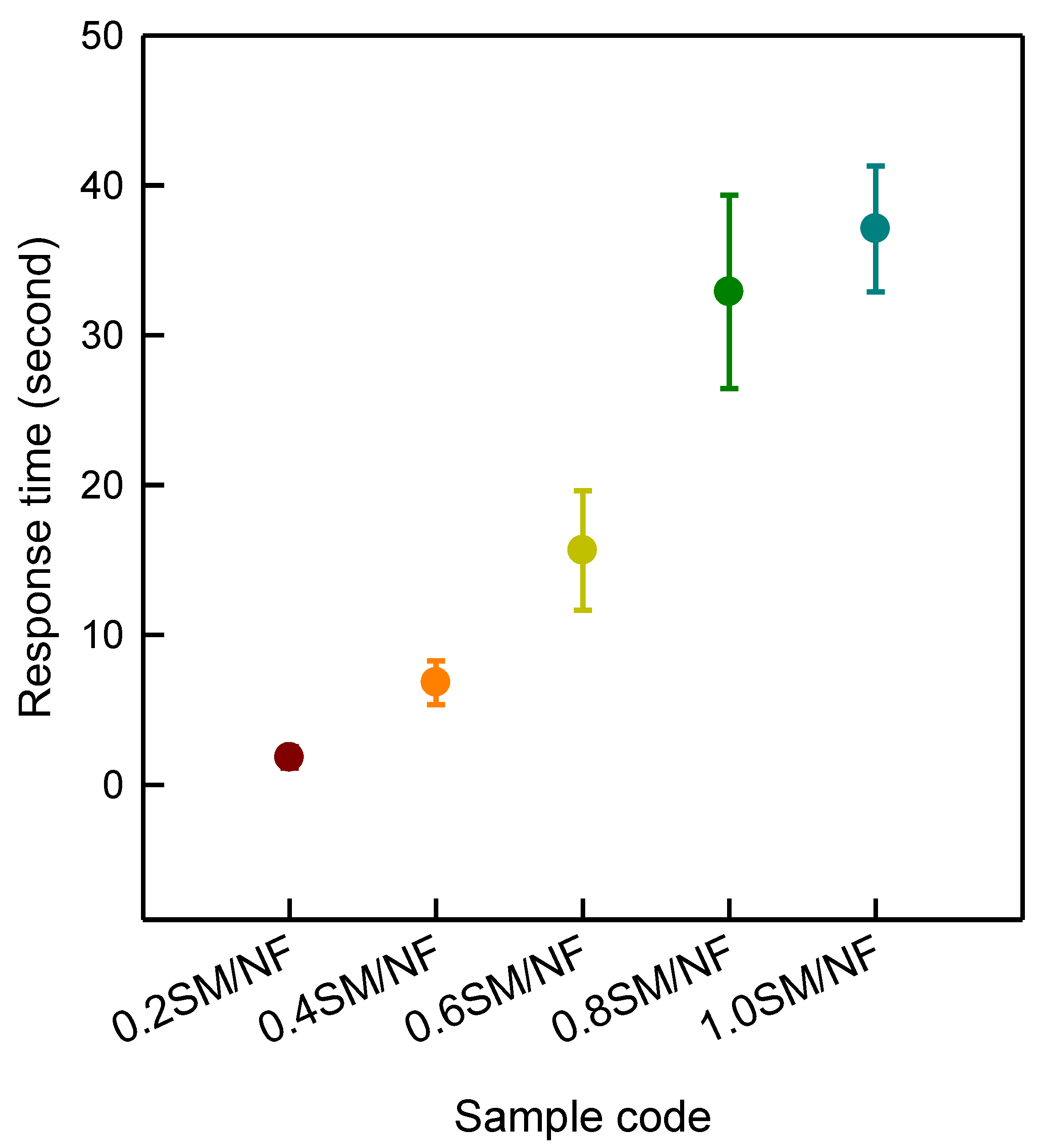
3.2.4. Response Time and Thickness
3.3. Tensile Property
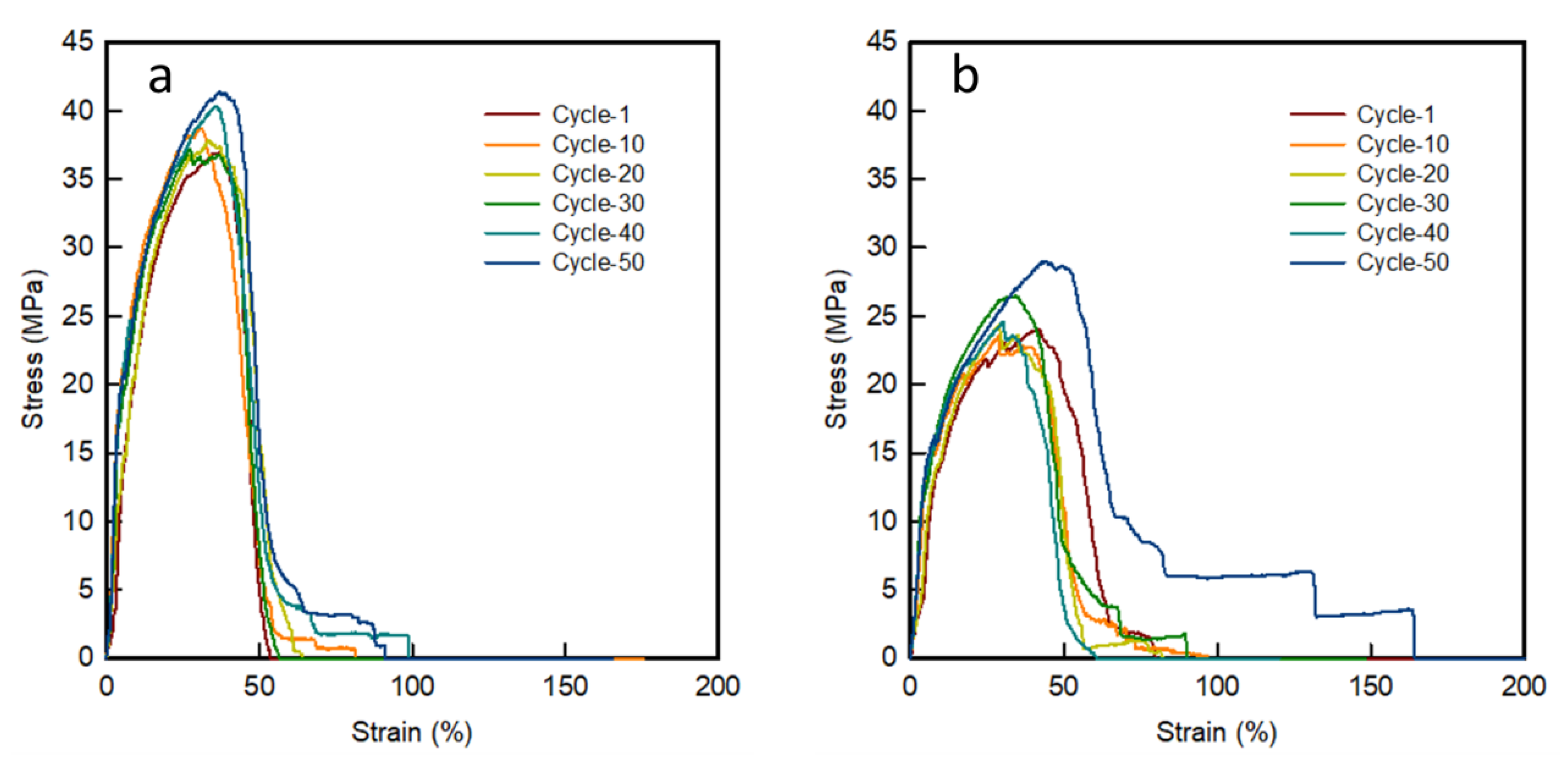
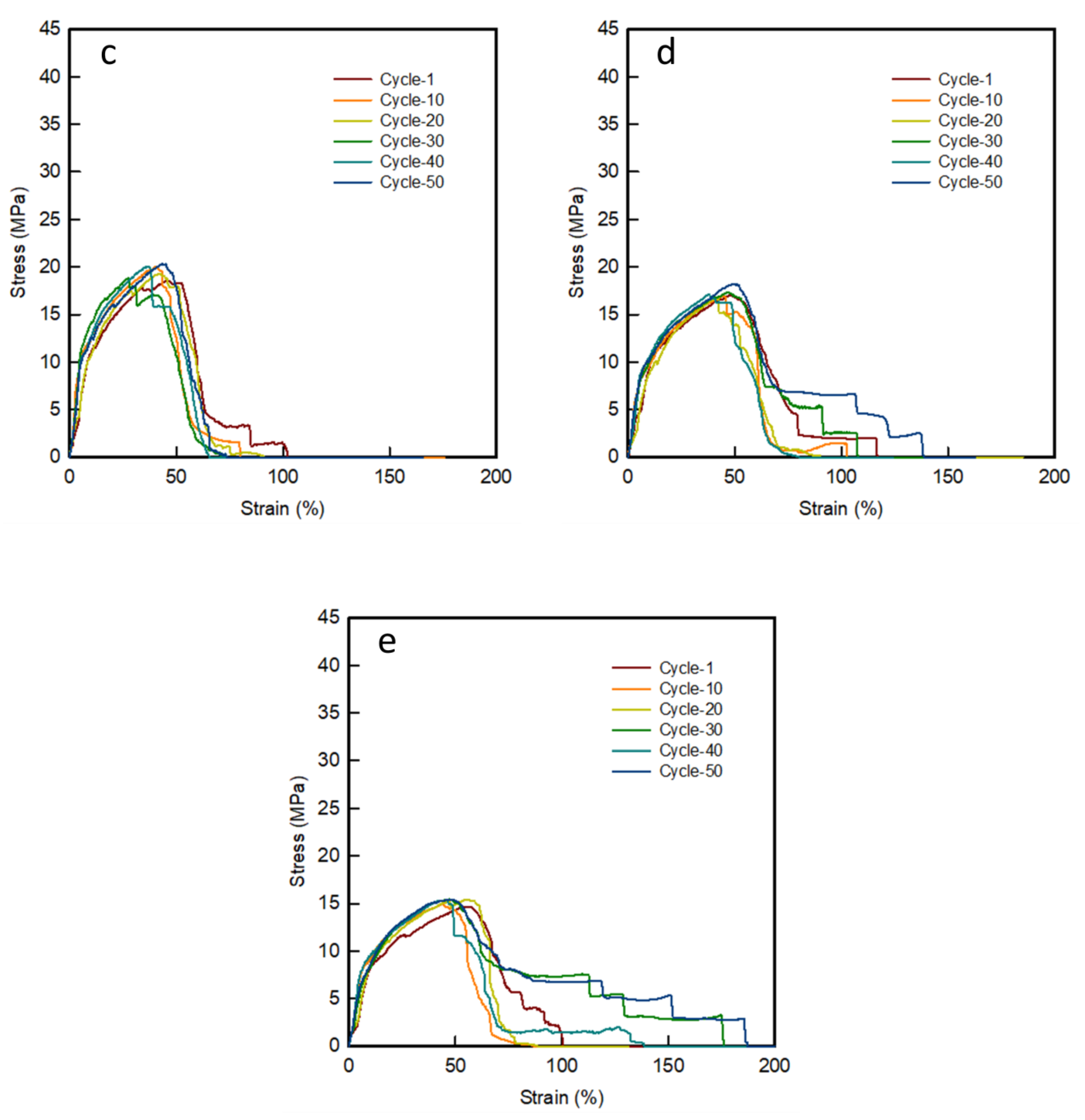
3.3.1. Tensile Behaviour
3.3.2. Tensile Property
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Thakur, S.; Hu, J. Polyurethane: A Shape Memory Polymer (SMP). In Aspects of Polyurethanes; Yilmaz, F., Ed.; IntechOpen: London, UK, 2017; pp. 53–71. [Google Scholar]
- Hu, J. Introduction. In Shape Memory Polymers and Textiles; Woodhead publishing limited: Cambridge, UK, 2007; pp. 1–27. [Google Scholar]
- Kumar, A. Polyurethane/Epoxy Interpenetrating Polymer Network. In Aspects of Polyurethanes; Yilmaz, F., Ed.; IntechOpen: London, UK, 2017; pp. 1–16. [Google Scholar]
- Fu, Y.Q.; Huang, W.M.; Luo, J.K.; Lu, H. Polyurethane shape-memory polymers for biomedical applications. In Shape Memory Polymers for Biomedical Applications; Yahia, L.H., Ed.; Woodhead publishing limited: Cambridge, UK, 2015; pp. 167–195. [Google Scholar]
- Strek, T.; Jopek, H.; Wojciechowski, K.W. The influence of large deformations on mechanical properties of sinusoidal ligament structures. Smart Mater. Struct. 2016, 25, 054002. [Google Scholar] [CrossRef]
- Saxena, K.K.; Das, R.; Calius, E.P. Three decades of auxetics research− materials with negative Poisson’s ratio: A review. Adv. Eng. Mater. 2016, 18, 1847–1870. [Google Scholar] [CrossRef]
- Valtas, A.; Sun, D. 3D printing for garments production: An exploratory study. J. Fashion Technol. Textile Eng. 2016, 4, 1000139. [Google Scholar] [CrossRef]
- Pei, E.; Shen, J.; Watling, J. Direct 3D printing of polymers onto textiles: Experimental studies and applications. Rapid Prototyp. J. 2015, 21, 556–571. [Google Scholar] [CrossRef] [Green Version]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Shin, D.G.; Kim, T.H.; Kim, D.E. Review of 4D printing materials and their properties. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 349–357. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, F.; Lan, X.; Leng, J.; Wu, A.S.; Bryson, T.M.; Cotton, C.; Gu, B.; Sun, B.; Chou, T.W. Shape memory behavior and recovery force of 4D printed textile functional composites. Compos. Sci. Technol. 2018, 160, 224–230. [Google Scholar] [CrossRef]
- Zarek, M.; Layani, M.; Eliazar, S.; Mansour, N.; Cooperstein, I.; Shukrun, E.; Szlar, A.; Cohn, D.; Magdassi, S. 4D printing shape memory polymers for dynamic jewellery and fashionwear. Virtual. Phys. Prototyp. 2016, 11, 263–270. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Y.; Wei, Y.; Li, Y. 3D printing of shape memory polymer for functional part fabrication. Int. J. Adv. Manuf. Tech. 2016, 84, 2079–2095. [Google Scholar] [CrossRef]
- Yang, H.; Leow, W.R.; Wang, T.; Wang, J.; Yu, J.; He, K.; Qi, D.; Wan, C.; Chen, X. 3D printed photoresponsive devices based on shape memory composites. Adv. Mater. 2017, 29, 1701627. [Google Scholar] [CrossRef]
- Schmelzeisen, D.; Koch, H.; Pastore, C.; Gries, T. 4D Textiles: Hybrid Textile Structures that Can Change Structural Form with Time by 3D Printin. In Narrow and Smart Textiles; Kyosev, Y., Mahltig, B., Anne, S.P., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 189–201. [Google Scholar]
- Monzon, M.D.; Paz, R.; Pei, E.; Ortega, F.; Suárez, L.A.; Ortega, Z.; Alemán, M.E.; Plucinski, T.; Clow, N. 4D printing: Processability and measurement of recovery force in shape memory polymers. Int. J. Adv. Manuf. Tech. 2017, 89, 1827–1836. [Google Scholar] [CrossRef] [Green Version]
- Raasch, J.; Ivey, M.; Aldrich, D.; Nobes, D.S.; Ayranci, C. Characterization of polyurethane shape memory polymer processed by material extrusion additive manufacturing. Addit. Manuf. 2015, 8, 132–141. [Google Scholar] [CrossRef]
- Wu, W.; Ye, W.; Wu, Z.; Geng, P.; Wang, Y.; Zhao, J. Influence of layer thickness, raster angle, deformation temperature and recovery temperature on the shape-memory effect of 3D-printed polylactic acid samples. Materials 2017, 10, 970. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Y.; Zhang, W.; Zhang, F.; Lan, X.; Leng, J.; Liu, S.; Jia, X.; Cotton, C.; Sun, B.; Gu, B.; et al. Shape memory behavior and recovery force of 4D printed laminated Miura-origami structures subjected to compressive loading. Compos. B Eng. 2018, 153, 233–242. [Google Scholar] [CrossRef]
- Teoh, J.E.M.; Zhao, Y.; An, J.; Chua, C.K.; Liu, Y. Multi-stage responsive 4D printed smart structure through varying geometric thickness of shape memory polymer. Smart Mater. Struct. 2017, 26, 125001. [Google Scholar] [CrossRef]
- Zhao, T.; Yu, R.; Li, X.; Cheng, B.; Zhang, Y.; Yang, X.; Zhao, X.; Zhao, Y.; Huang, W. 4D printing of shape memory polyurethane via stereolithography. Eur. Polym. 2018, 101, 120–126. [Google Scholar] [CrossRef]
- Kabir, S.; Kim, H.; Lee, S. Characterization of 3D Printed Auxetic Sinusoidal Patterns/Nylon Composite Fabrics. Fibers Polym. 2020, 21, 1372–1381. [Google Scholar] [CrossRef]
- Kabir, S.; Kim, H.; Lee, S. Physical Property of 3D Printed Sinusoidal Pattern Using Shape Memory TPU filament. Text. Res. J. 2020. [Google Scholar] [CrossRef]
- Rimdusit, S.; Lohwerathama, M.; Hemvichian, K.; Kasemsiri, P.; Dueramae, I. Shape memory polymers from benzoxazine-modified epoxy. Smart Mater. Struct. 2013, 22, 075033. [Google Scholar] [CrossRef]
- Liu, Y.; Han, C.; Tan, H.; Du, X. Thermal, Mechanical and Shape Memory Properties of Shape Memory Epoxy Resin. Mater. Sci. Eng. A 2010, 527, 2510–2514. [Google Scholar] [CrossRef]
- Yanagihara, Y.; Osaka, N.; Iimori, S.; Murayama, S.; Saito, H. Relationship between modulus and structure of annealed thermoplastic polyurethane. Mater. Today Commun. 2015, 2, 9–15. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | 3D-Printed Sinusoidal Pattern Thickness (mm) |
|---|---|
| 0.2 SM/NF | 0.2 |
| 0.4 SM/NF | 0.4 |
| 0.6 SM/NF | 0.6 |
| 0.8 SM/NF | 0.8 |
| 1.0 SM/NF | 1.0 |
| 0.2SM/NF | 0.4SM/NF | 0.6SM/NF | 0.8SM/NF | 1.0SM/NF | ||
|---|---|---|---|---|---|---|
| Cycle − 0 | Surface (×6.5) |  |  |  |  |  |
| Surface (×23.5) |  |  |  |  |  | |
| Cycle − 50 | Surface (×6.5) |  |  |  |  |  |
| Surface (×23.5) |  |  |  |  |  |
| Cycle-1 | Cycle-10 | Cycle-20 | Cycle-30 | Cycle-40 | Cycle-50 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Before Test | After Test | Before Test | After Test | Before Test | After Test | Before Test | After Test | Before Test | After Test | Before Test | After Test | |
| 0.2SM/NF |  |  |  |  |  |  |  |  |  |  |  |  |
| 0.4SM/NF |  |  |  |  |  |  |  |  |  |  |  |  |
| 0.6SM/NF |  |  |  |  |  |  |  |  |  |  |  |  |
| 0.8SM/NF |  |  |  |  |  |  |  |  |  |  |  |  |
| 1.0SM/NF |  |  |  |  |  |  |  |  |  |  |  |  |
| Sample Code | Cycle | Stress (MPa) | Strain (%) | Initial Modulus (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.2SM/NF | 1 | 37.0 | ± | 1.9 | 53.4 | ± | 8.7 | 107.2 | ± | 1.9 |
| 10 | 38.7 | ± | 0.8 | 81.6 | ± | 14.1 | 189.6 | ± | 0.6 | |
| 20 | 37.8 | ± | 1.1 | 64.1 | ± | 11.7 | 181.8 | ± | 1.1 | |
| 30 | 37.1 | ± | 0.4 | 56.4 | ± | 3.7 | 189.6 | ± | 0.6 | |
| 40 | 40.3 | ± | 2.0 | 98.8 | ± | 13.0 | 209.2 | ± | 1.2 | |
| 50 | 41.4 | ± | 1.8 | 91.0 | ± | 14.5 | 200.1 | ± | 1.9 | |
| 0.4SM/NF | 1 | 24.1 | ± | 1.0 | 79.8 | ± | 7.2 | 144.4 | ± | 1.0 |
| 10 | 23.5 | ± | 0.6 | 96.7 | ± | 14.6 | 176.5 | ± | 0.6 | |
| 20 | 24.4 | ± | 1.2 | 82.2 | ± | 8.5 | 151.4 | ± | 0.7 | |
| 30 | 26.5 | ± | 0.4 | 90.1 | ± | 0.6 | 188.3 | ± | 0.7 | |
| 40 | 24.6 | ± | 0.7 | 60.6 | ± | 5.0 | 180.4 | ± | 0.9 | |
| 50 | 29.0 | ± | 0.1 | 164.3 | ± | 0.7 | 192.2 | ± | 0.5 | |
| 0.6SM/NF | 1 | 18.6 | ± | 0.4 | 102.4 | ± | 10.1 | 98.1 | ± | 0.8 |
| 10 | 20.0 | ± | 0.6 | 80.0 | ± | 14.5 | 128.3 | ± | 0.7 | |
| 20 | 19.3 | ± | 0.9 | 90.9 | ± | 8.7 | 137.3 | ± | 0.8 | |
| 30 | 18.8 | ± | 0.9 | 71.0 | ± | 4.1 | 134.5 | ± | 0.4 | |
| 40 | 20.0 | ± | 0.6 | 65.4 | ± | 0.8 | 140.1 | ± | 0.3 | |
| 50 | 20.3 | ± | 0.1 | 73.6 | ± | 3.1 | 142.9 | ± | 0.5 | |
| 0.8SM/NF | 1 | 17.0 | ± | 0.1 | 116.9 | ± | 9.6 | 120.7 | ± | 0.5 |
| 10 | 16.9 | ± | 0.6 | 102.6 | ± | 12.6 | 117.7 | ± | 0.4 | |
| 20 | 16.7 | ± | 0.5 | 90.2 | ± | 9.5 | 114.6 | ± | 0.5 | |
| 30 | 17.3 | ± | 0.5 | 107.9 | ± | 13.8 | 114.6 | ± | 0.2 | |
| 40 | 17.1 | ± | 0.2 | 80.2 | ± | 6.1 | 111.1 | ± | 0.6 | |
| 50 | 18.2 | ± | 0.5 | 138.8 | ± | 11.3 | 126.4 | ± | 0.4 | |
| 1.0SM/NF | 1 | 14.7 | ± | 0.2 | 100.7 | ± | 14.1 | 99.9 | ± | 0.4 |
| 10 | 14.9 | ± | 0.3 | 86.9 | ± | 4.0 | 96.3 | ± | 0.3 | |
| 20 | 15.4 | ± | 0.4 | 88.7 | ± | 7.1 | 99.9 | ± | 0.2 | |
| 30 | 15.4 | ± | 0.1 | 176.2 | ± | 8.1 | 104.0 | ± | 0.5 | |
| 40 | 15.4 | ± | 0.2 | 138.7 | ± | 2.4 | 99.9 | ± | 0.5 | |
| 50 | 15.4 | ± | 0.3 | 187.2 | ± | 11.8 | 99.1 | ± | 0.2 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kabir, S.; Lee, S. Study of Shape Memory and Tensile Property of 3D Printed Sinusoidal Sample/Nylon Composite Focused on Various Thicknesses and Shape Memory Cycles. Polymers 2020, 12, 1600. https://doi.org/10.3390/polym12071600
Kabir S, Lee S. Study of Shape Memory and Tensile Property of 3D Printed Sinusoidal Sample/Nylon Composite Focused on Various Thicknesses and Shape Memory Cycles. Polymers. 2020; 12(7):1600. https://doi.org/10.3390/polym12071600
Chicago/Turabian StyleKabir, Shahbaj, and Sunhee Lee. 2020. "Study of Shape Memory and Tensile Property of 3D Printed Sinusoidal Sample/Nylon Composite Focused on Various Thicknesses and Shape Memory Cycles" Polymers 12, no. 7: 1600. https://doi.org/10.3390/polym12071600