Influence of Composition and Plasma Power on Properties of Film from Biodegradable Polymer Blends

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Blends Preparation
2.3. Films Preparation
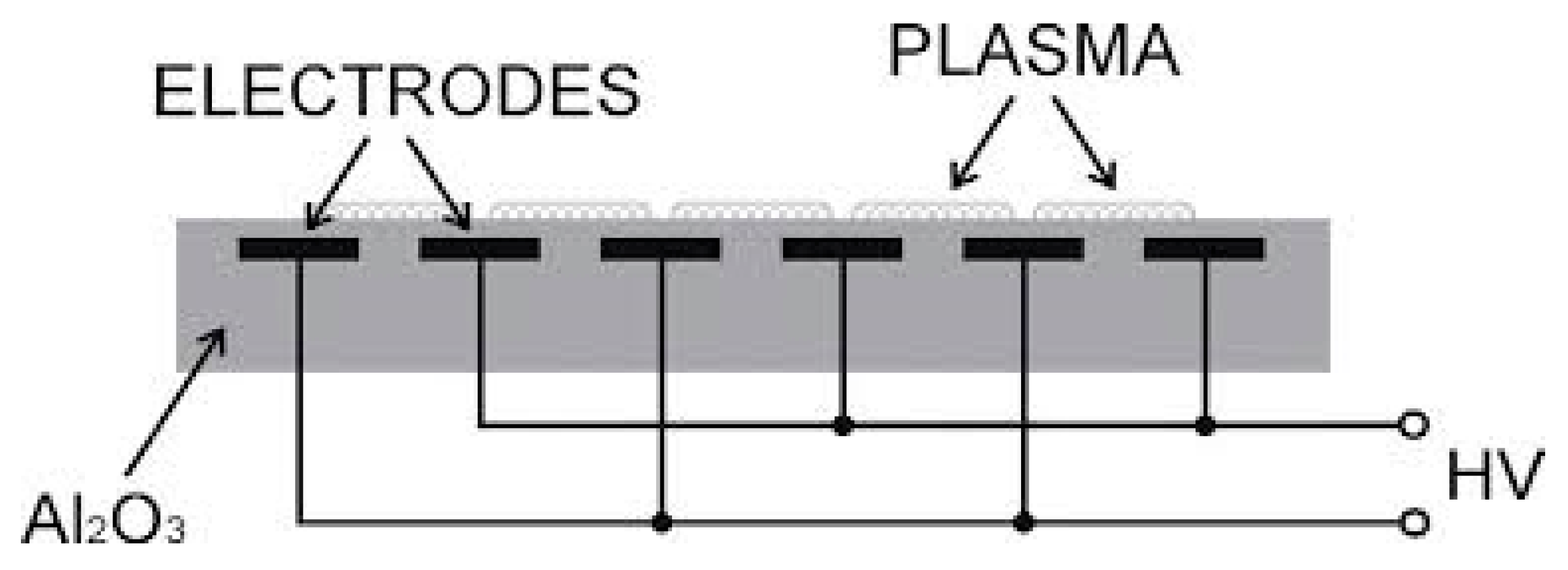
2.4. DCSBD (Diffuse Coplanar Surface Barrier Discharge)
2.5. Atomic Force Microscopy (AFM)
2.6. Surface Energy
2.7. Design of Experiment
Changing Factors
3. Results and Discussion
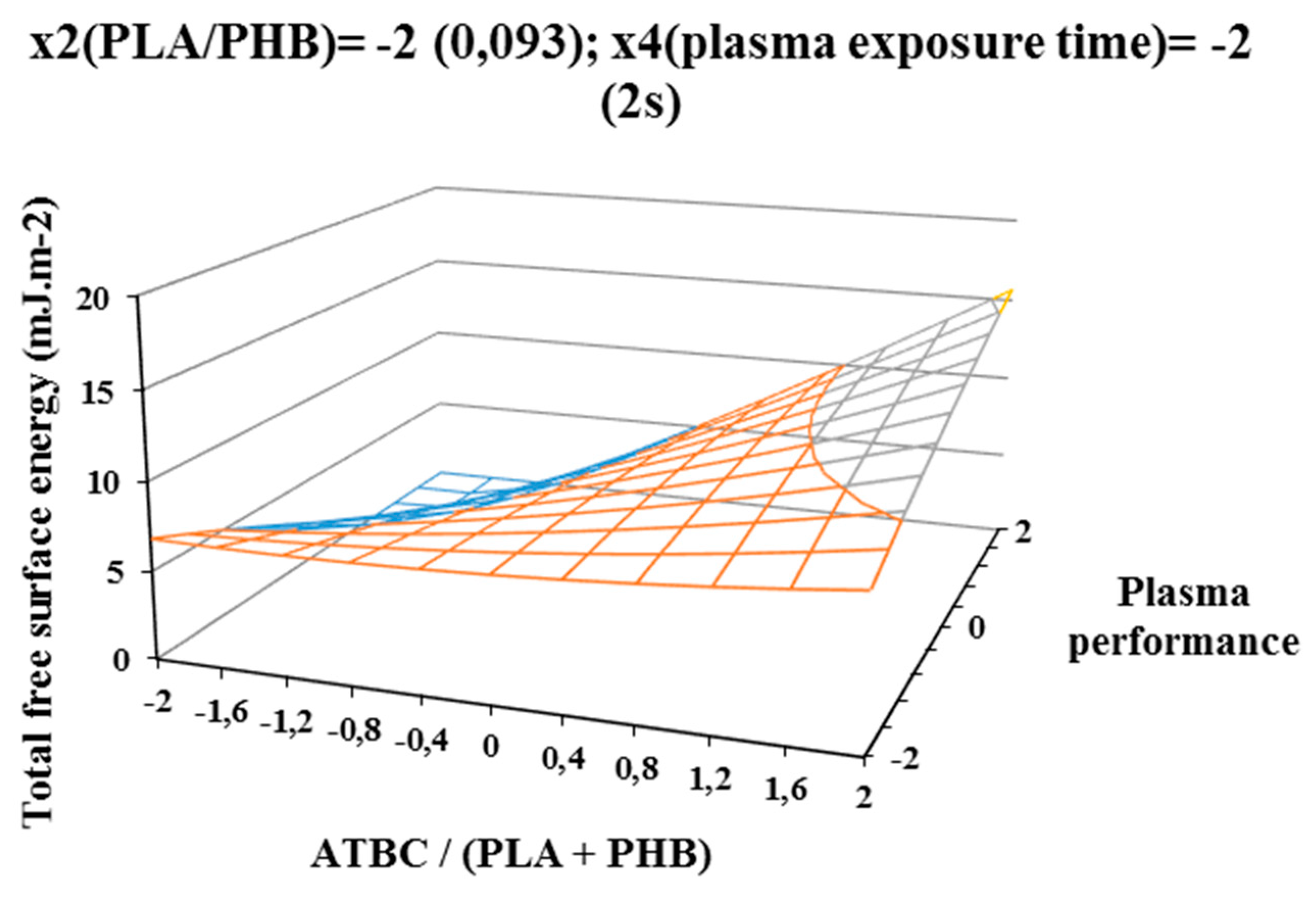
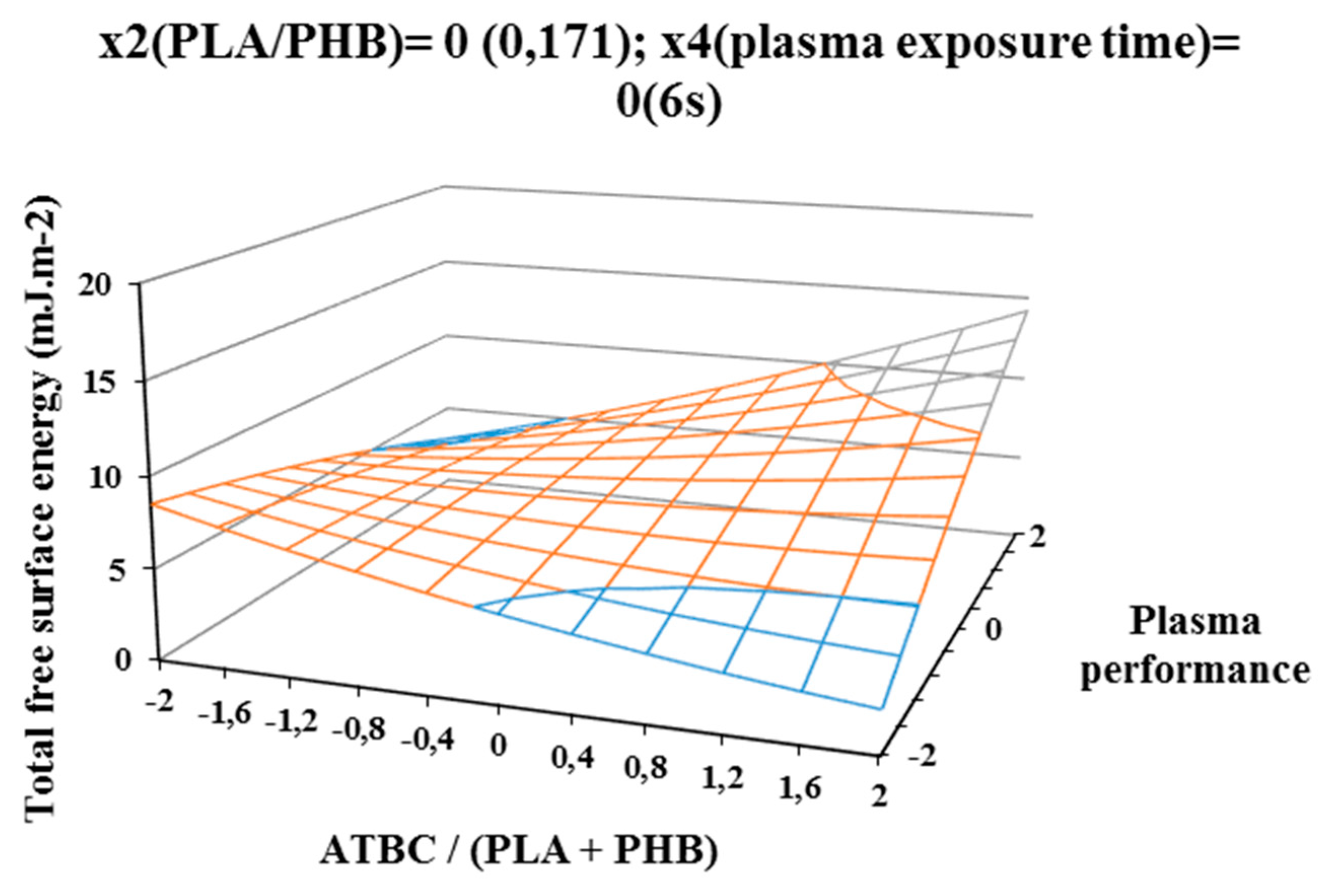
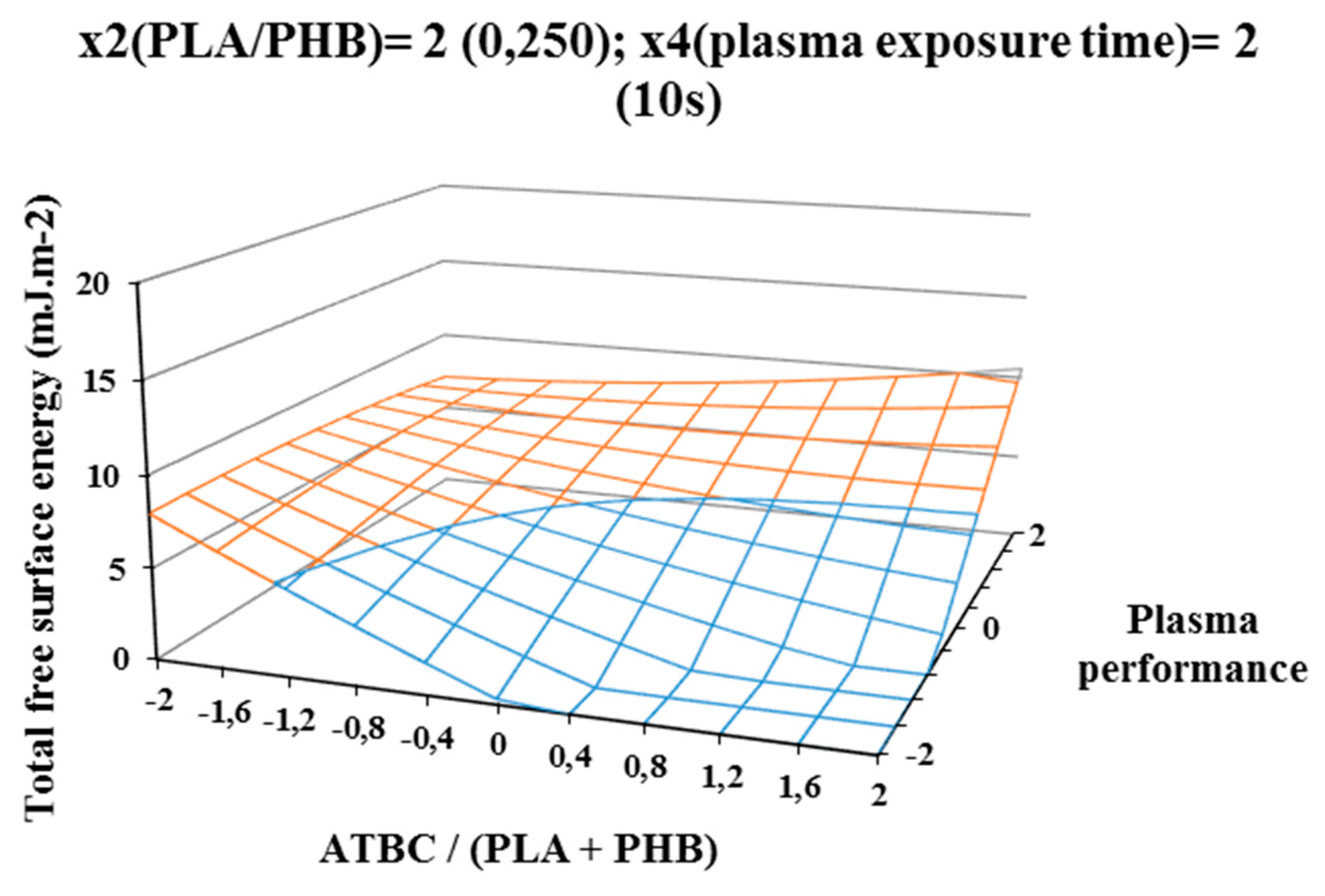
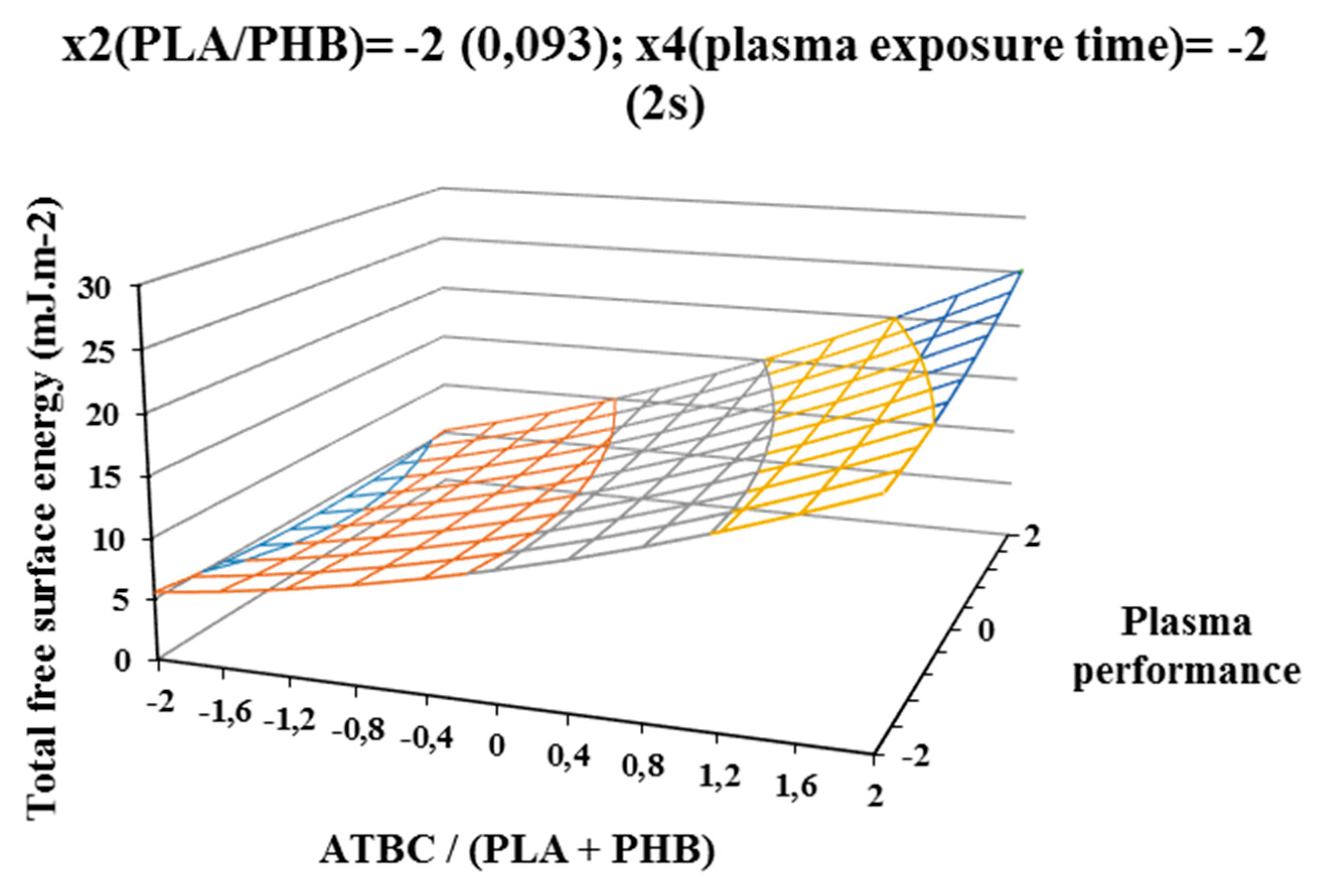
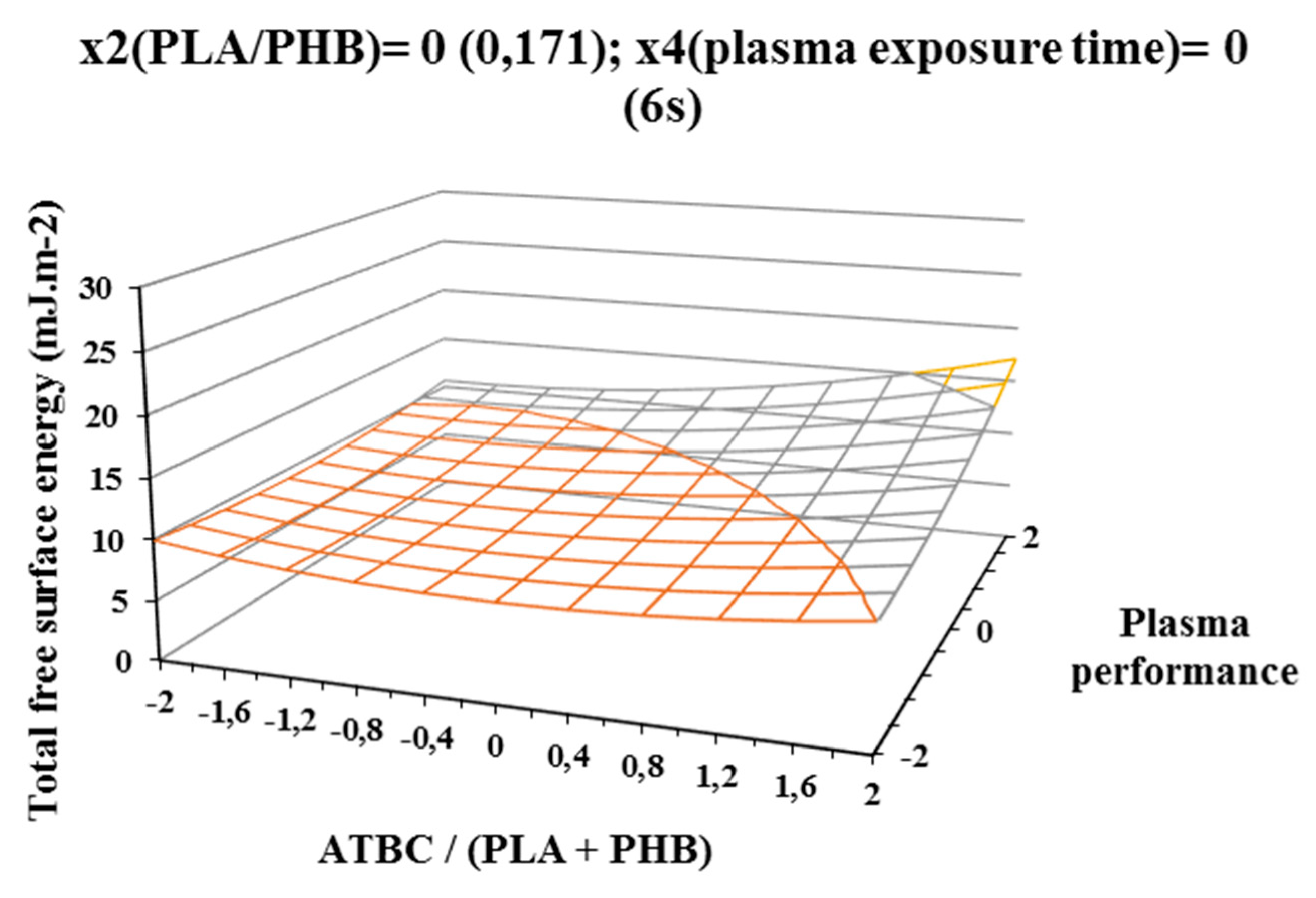
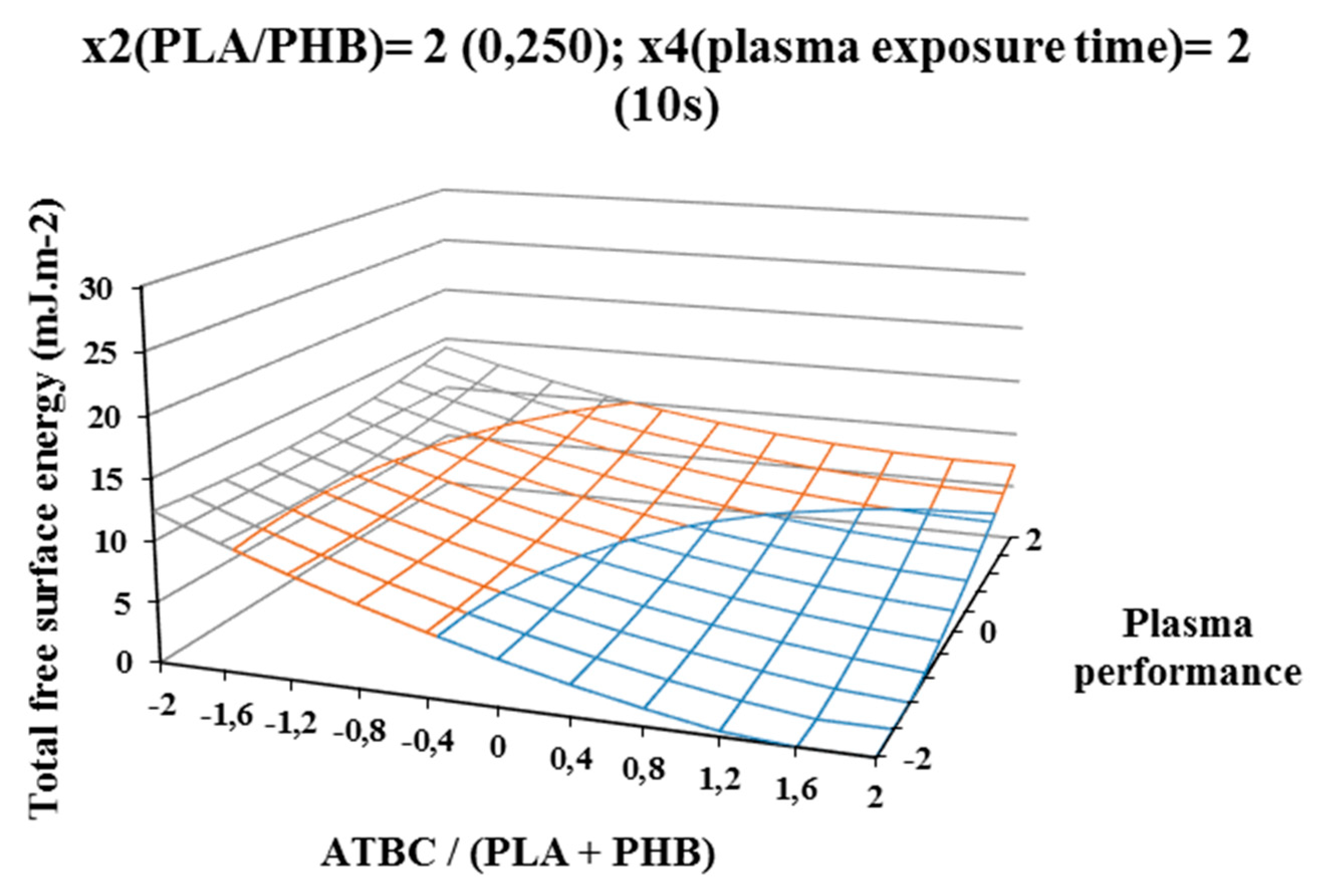
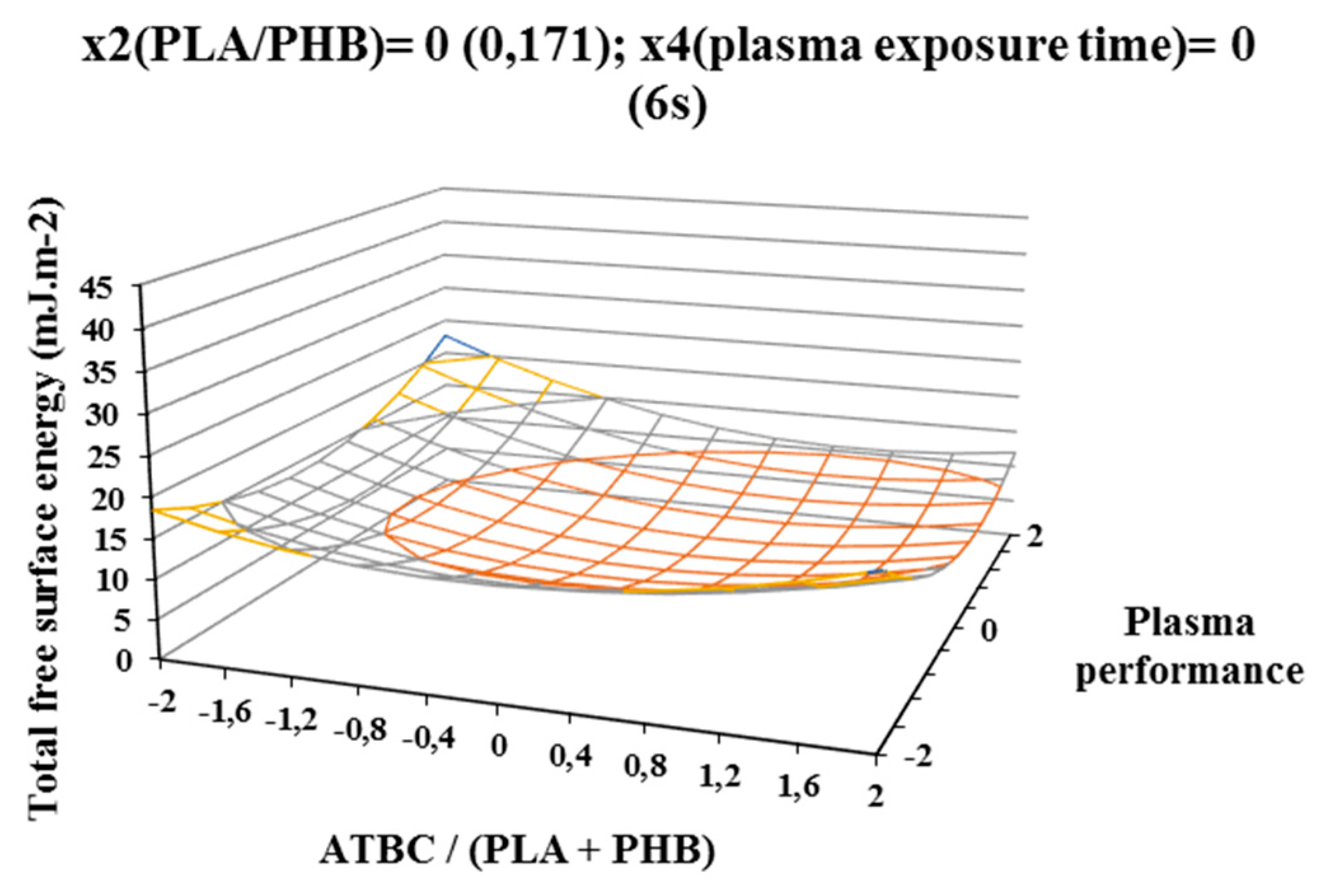
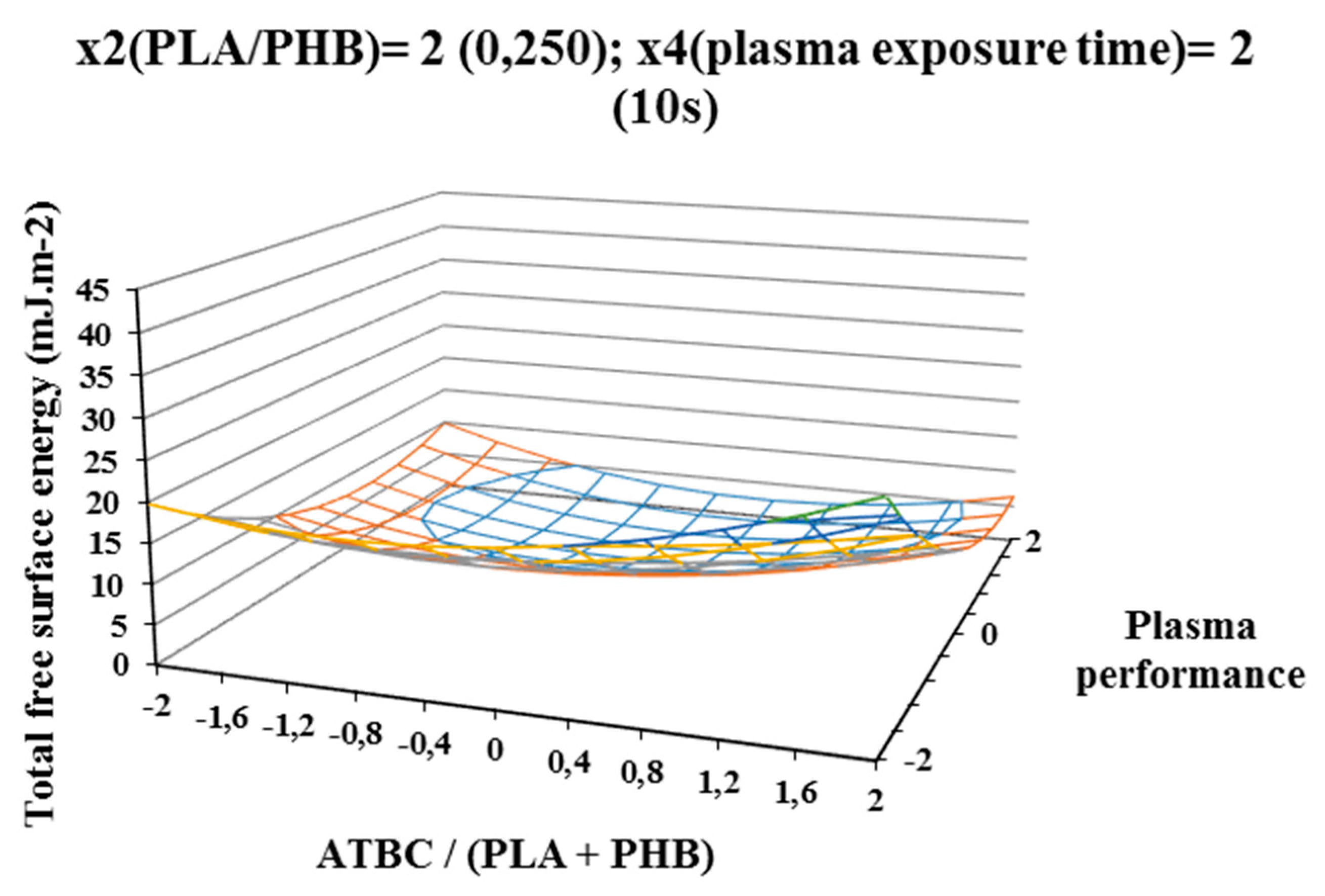
3.1. Total Free Surface Energy
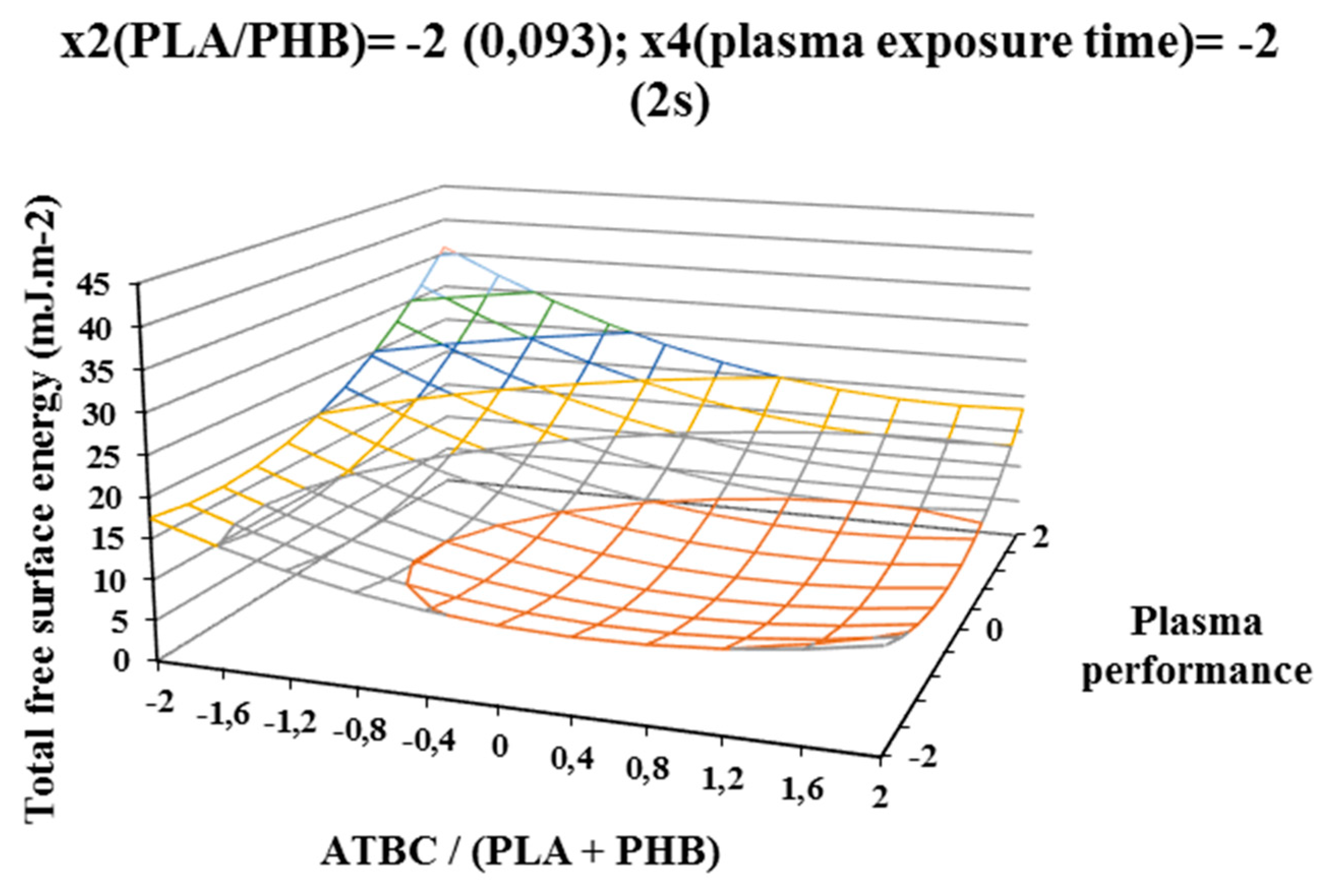
3.2. Total Free Surface Energy Evaluated after 5 h of Plasma Treatment
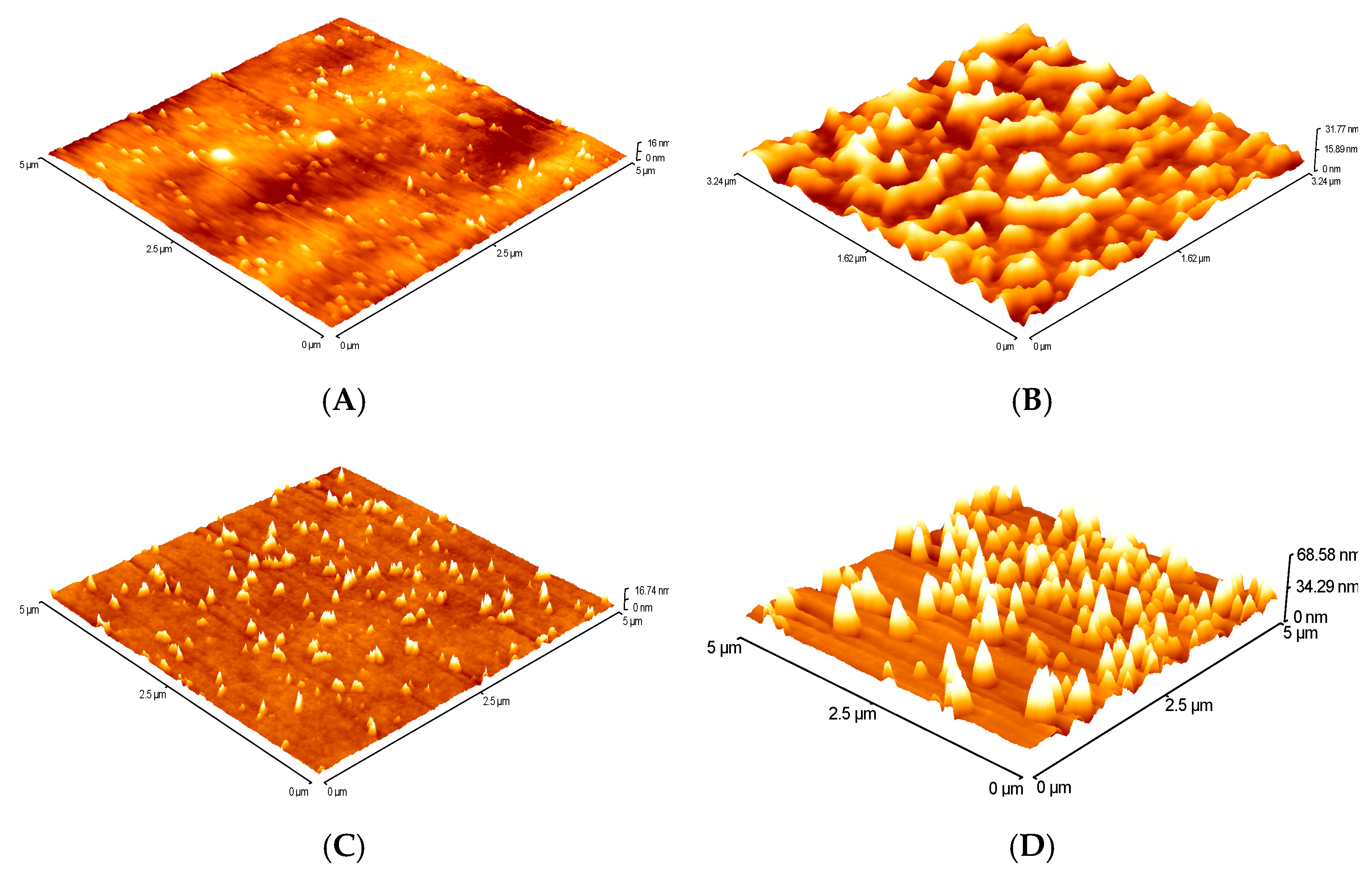
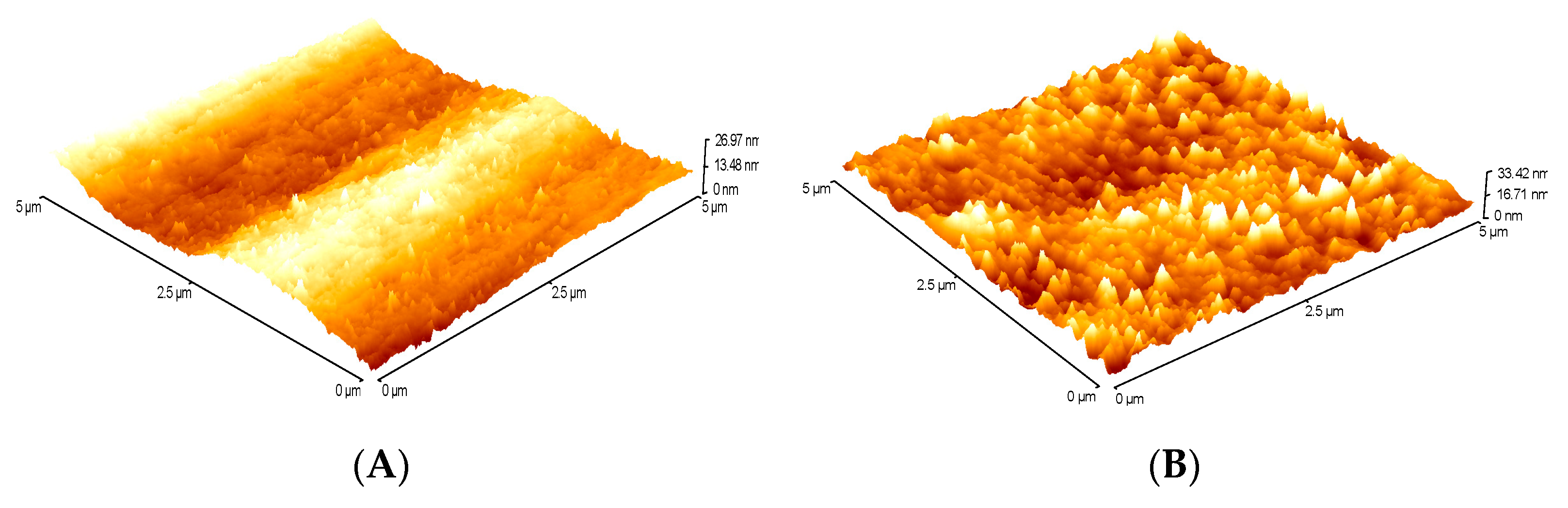
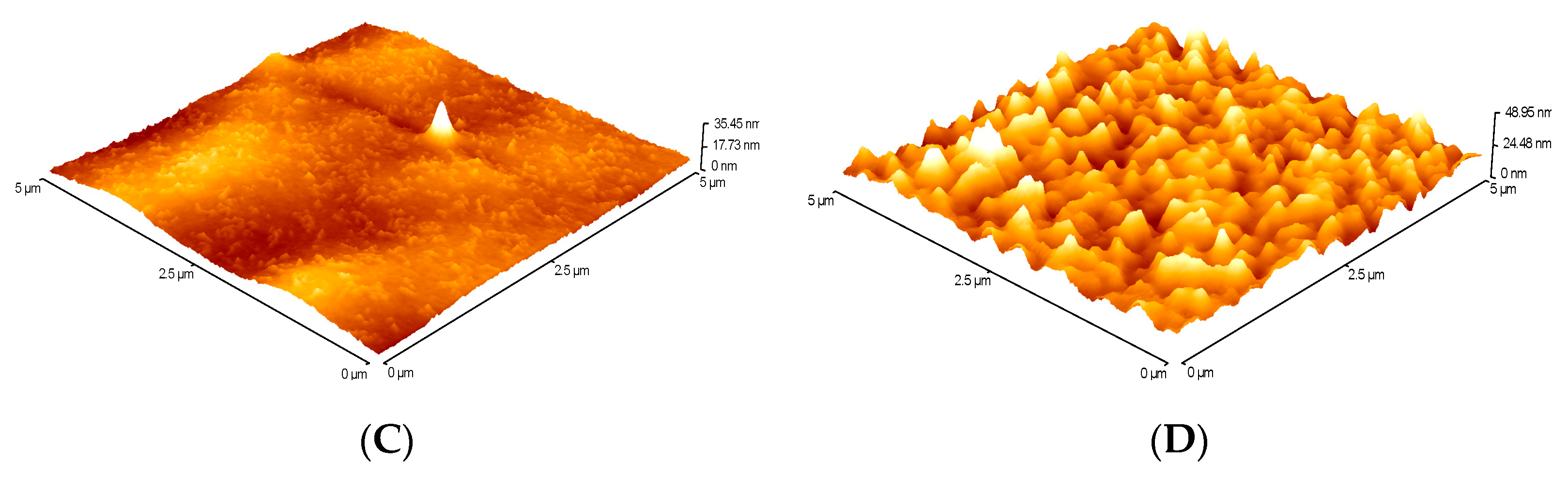
AFM
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Auras, R.; Lim, L.T.; Selke, S.; Tsuji, H. Poly (Lactic Acid): Synthesis, Structures, Properties, Processing, and Application; John Wiley & Sons, Inc: New Jersey, NJ, USA, 2010; ISBN 978-0-470-29366-9. [Google Scholar]
- Burgos, N.; Tolaguera, D.; Fiori, S.; Jiménez, A. Synthesis and characterization of lactic acid oligomers: Evaluation of performance as poly (lactic acid) plasticizers. J. Polym. Environ. 2014, 22, 227–235. [Google Scholar] [CrossRef] [Green Version]
- Cava, D.; Giménez, E.; Gavara, R.; Lagaron, J.M. Comparative performance and barrier properties of biodegradable thermoplastics and nanobiocomposites versus PET for food packaging applications. J. Plast. Film Sheeting 2006, 22, 265. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.G.; An, E.Y.; Lee, J.B.; Park, J.C.; Shin, J.W.; Kim, G.K. Enhanced cell affinity of poly(d,l-lactic-co-glycolic acid) (50/50) by plasma treatment with β-(1 → 3) (1 → 6)-glucan. Surf. Coat. Technol. 2007, 201, 5128. [Google Scholar] [CrossRef]
- Okada, M. Chemical syntheses of biodegradable polymers. Prog. Polym. Sci. 2002, 27, 87. [Google Scholar] [CrossRef]
- Ogaki, R.; Green, F.; Li, S.; Vert, M.; Alexander, M.R.; Gilmore, I.S.; Davies, M.C. G-SIMS of biodegradable homo-polyesters. Appl. Surf. Sci. 2006, 252, 6797–6800. [Google Scholar] [CrossRef]
- Sasatsu, M.; Onishi, H.; Machida, Y. In vitro and in vivo characterization of nanoparticles made of MeO-PEG amine/PLA block copolymer and PLA. Int. J. Pharm. 2006, 317, 167–174. [Google Scholar] [CrossRef]
- Morent, R.; De Geiter, N.; Desmet, T.; Dubruel, P.; Leys, C. Plasma Surface Modification of Biodegradable Polymers: A Review. Plasma Process. Polym. 2011, 8, 171–190. [Google Scholar] [CrossRef]
- Androsch, R. Surface structure of folded-chain crystals of poly(R-3-hydroxybutyrate) of different chain length. Polymer 2008, 49, 4673–4679. [Google Scholar] [CrossRef]
- Dawes, E.A.; Senior, P.J. The role and regulation of energy reserve polymers in micro-organisms. Adv. Microb. Physiol. 1973, 10, 135–266. [Google Scholar]
- De Köning, G.J.M.; Lemstra, P.J. Crystallization phenomena in bacterial poly [(R)-3-hydroxybutyrate]: 2 Embrittlement and rejuvenation. Polymer 1993, 34, 4089–4094. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.G.; Hsu, H.W.; Ye, M.T. Thermal properties and applications of low molecular weight polyhydroxybutyrate. J. Therm. Anal. Calorim. 2013, 111, 1243–1250. [Google Scholar] [CrossRef]
- Innocentini-Mei, L.H.; Bartoli, J.R.; Baltieri, R.C. Mechanical and thermal properties of poly (3-hydroxybutyrate) blends with starch and starch derivatives. Macromol. Symp. 2003, 197, 77–88. [Google Scholar] [CrossRef]
- El-Hadi, A.; Schnabel, R.; Straube, E.; Müller, G.; Hennin, S. Correlation between degree of crystallinity, morphology, glass temperature, mechanical properties and biodegradation of poly (3-hydroxyalkanoate) phas and their blends. Polym. Test. 2002, 21, 665–674. [Google Scholar] [CrossRef]
- Erceg, M.; Kovačić, T.; Klarić, I. Thermal degradation of poly (3-hydroxybutyrate) plasticized with acetyl tributyl citrate. Polym. Degrad. Stab. 2005, 90, 313–318. [Google Scholar] [CrossRef]
- Hirotsu, T.; Masuda, T.; Matumura, Y.; Takahashi, M. Surface Effects of Plasma Treatments on Some Biodegradable Polymers. J. Sci. Technol. 1997, 10, 123. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, P.; Pinheiro, P.; Nascente, P.; Ferreira, J.; Duek, R. Plasma surface treatments of poly(L-lactid acid (PLLA) and poly(hydroxybityrate-co-hydroxyvalerate) (PHBV). Mater. Sci. Eng. C 2009, 29, 806–813. [Google Scholar] [CrossRef]
- Obradovic, M.; Kostic, M.; Dojčinovic, B.; Kuraica, M. Deposition of silver onto BDB and DCSBD plasma treated nonwoven polypropylene. Surf. Coat. Technol. 2012, 206, 5006–5011. [Google Scholar]
- Skacelová, D.; Danilov, V.; Schäfer, J.; Quade, A.; Sťahel, P. Room temperature plasma oxidation in DCSBD: A new method for preparation of silicon dioxide films at atmospheric pressure. Mater. Sci. Eng. B 2013, 178, 651–655. [Google Scholar] [CrossRef]
- Petlin, G.D.; Tverdokhlebov, S.I.; Anissimov, Y.G. The stability and repeatability are also significant advantages of this approach over other surface modification techniques including wet chemistry and graft polymerization methods. Plasma treatment as an efficient tool for controlled drug release from polymeric materials: A review. J. Control. Release 2017, 266, 57–74. [Google Scholar]
- Dhanumalayan, E.; Trimukhe, A.M.; Deshmukh, R.R.; Joshi, M. Disparity in hydrophobic nature of polymer blend modified by K2Ti6O13 as a function of air plasma treatment. Prog. Org. Coat. 2017, 111, 8–14. [Google Scholar]
- Shepa, I.; Mudra, E.; Pavlinak, E.; Antal, V.; Bednarcik, J.; Miklovic, O.; Kovalcikova, A.; Dusza, J. Surface plasma treatment of the electro spun TiO2/PVP composite fibres in different atmospheres. Appl. Surf. Sci. 2020, 523, 146381. [Google Scholar] [CrossRef]
- Talviste, R.; Galmiz, O.; Stupavská, M.; Tučeková, Z.; Kaarna, K.; Kováčik, D. Effect of DCSBD plasma treatment on surface properties of thermally modified wood. Surf. Interfaces 2019, 16, 8–14. [Google Scholar] [CrossRef]
- Černák, M.; Černáková, L.; Hudec, I.; Kováčik, D.; Zahoranová, A. Diffuse Coplanar Surface Barrier Discharge and its applications for in-line processing of low-added-value materials. Eur. Phys. J. Appl. Phys. 2009, 47, 22806–22811. [Google Scholar] [CrossRef] [Green Version]
- Heidemann, H.M.; Dotto, M.E.R.; Laurindo, J.B.; Carciofi, B.A.M.; Costa, C. Cold plasma treatment to improve the adhesion of cassava starch films onto PCL and PLA surface. Coll. Surf. A Physicochem. Eng. Aspects 2019, 580, 123739. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R.C. Estimation of the Surface Free Energy of Polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- McNeill, I.C.; Leiper, H. Degradation studies of some polyesters and polycarbonates—2. polylactide: Degradation under isothermal conditions, thermal degradation mechanism and photolysis of the polymer. Polym. Degrad. Stab. 1985, 11, 309–326. [Google Scholar] [CrossRef]
- Janorkar, V.A.; Metters, T.A.; Hirt, E.D. Degradadtion of Poly(L-Lactide) Films Under Ultraviolet induced Photografting and Sterilization Conditions. Appl. Polym. Sci. 2007. [Google Scholar] [CrossRef]
- Rabek, J.F. Polymer Photodegradation; Springer: London, UK, 1995; ISBN 0412584808. [Google Scholar]
- Yang, J.; Bei, J.; Wang, S. Enhanced cell affinity of poly (D, L-lactide) by combining plasma treatment with collagen anchorage. Biomaterials 2002, 23, 2607–2614. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Factor | −2 | −1 | 0 | 1 | 2 |
|---|---|---|---|---|---|---|
| x1 | ATBC/(PLA+PHB) | 0.111 | 0.145 | 0.180 | 0.215 | 0.250 |
| x2 | PHB/PLA | 0.093 | 0.132 | 0.171 | 0.210 | 0.250 |
| x3 | Plasma power | 300 | 325 | 350 | 375 | 400 |
| x4 | Plasma time | 2 | 4 | 6 | 8 | 10 |
| a | b | c | |||||||||
| Coefficients | sb | bk | Coefficients | sb | bk | Coefficients | sb | bk | |||
| b0= | 6.750 | 0.878 | 2148 | b0= | 8.913 | 1.219 | 2984 | b0= | 6.031 | 1.121 | 2743 |
| b1= | 0.641 | 0.474 | 1160 | b1= | 0.813 | 0.659 | 1611 | b1= | −1.085 | 0.605 | 1482 |
| b2= | −0.218 | b2= | −0.254 | b2= | −0.006 | ||||||
| b3= | 0.785 | b3= | 0.973 | b3= | −0.526 | ||||||
| b4= | −0.277 | b4= | −1.161 | b4= | −1.179 | ||||||
| b11= | 0.158 | 0.434 | 1063 | b11= | 0.466 | 0.603 | 1476 | b11= | 1.364 | 0.555 | 1357 |
| b22= | 0.249 | b22= | 0.298 | b22= | 0.794 | ||||||
| b33= | −0.099 | b33= | 0.289 | b33= | 1.722 | ||||||
| b44= | −0.328 | b44= | −0.286 | b44= | −0.086 | ||||||
| b12= | −0.908 | 0.581 | 1421 | b12= | −1.654 | 0.807 | 1974 | b12= | 0.356 | 0.742 | 1815 |
| b13= | 1.094 | b13= | 0.400 | b13= | −0.790 | ||||||
| b14= | −0.078 | b14= | −0.037 | b14= | 0.533 | ||||||
| b23= | 0.747 | b23= | 0.094 | b23= | −1.806 | ||||||
| b24= | −0.199 | b24= | −0.259 | b24= | −0.645 | ||||||
| b34= | −0.150 | b34= | 0.034 | b34= | 0.031 | ||||||
| Value | Critical value | Value | Critical value | Value | Critical value | ||||||
| F1 | 1.282 | 4.534 | F1 | 1.740 | 4.534 | F1 | 1.939 | 4.534 | |||
| F2 | 0.907 | 4.060 | F2 | 0.587 | 4.060 | F2 | 2.421 | 4.060 | |||
| FLF | 2.680 | 4.060 | FLF | 3.558 | 4.060 | FLF | 3.585 | 4.060 | |||
| sLF+/- | 3.801 | sLF+/- | 6.086 | sLF+/- | 5.617 | ||||||
| sE+/- | 2.322 | sE+/- | 3.226 | sE+/- | 2.966 | ||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Omaníková, L.; Bočkaj, J.; Černák, M.; Plavec, R.; Feranc, J.; Jurkovič, P. Influence of Composition and Plasma Power on Properties of Film from Biodegradable Polymer Blends. Polymers 2020, 12, 1592. https://doi.org/10.3390/polym12071592
Omaníková L, Bočkaj J, Černák M, Plavec R, Feranc J, Jurkovič P. Influence of Composition and Plasma Power on Properties of Film from Biodegradable Polymer Blends. Polymers. 2020; 12(7):1592. https://doi.org/10.3390/polym12071592
Chicago/Turabian StyleOmaníková, Leona, Ján Bočkaj, Mirko Černák, Roderik Plavec, Jozef Feranc, and Patrik Jurkovič. 2020. "Influence of Composition and Plasma Power on Properties of Film from Biodegradable Polymer Blends" Polymers 12, no. 7: 1592. https://doi.org/10.3390/polym12071592