Cucumis metuliferus Fruit Extract Loaded Acetate Cellulose Coatings for Antioxidant Active Packaging

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
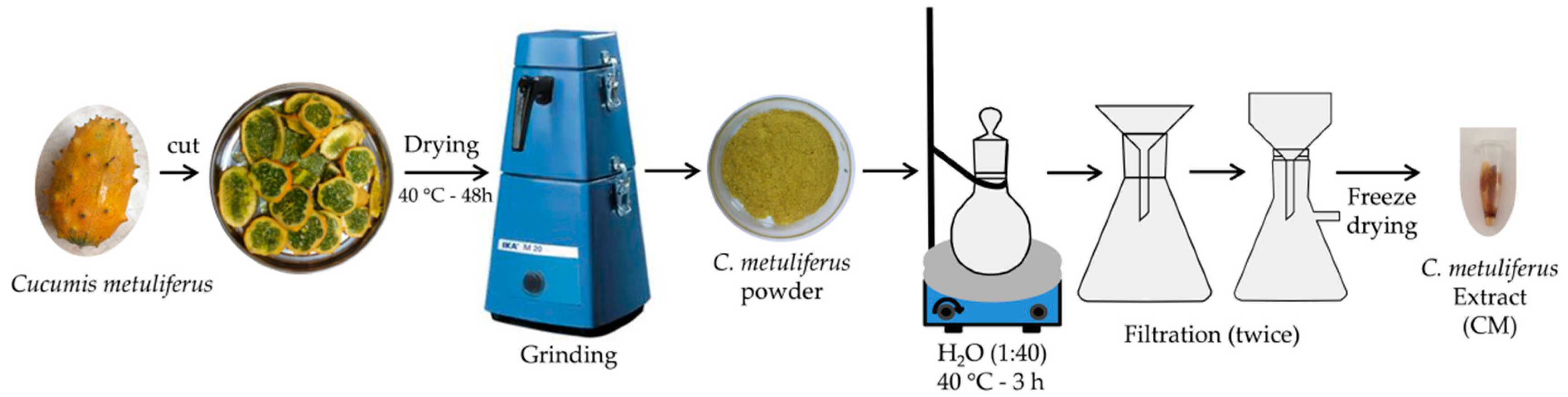
2.2.1. Cucumis metuliferus Extraction Optimization
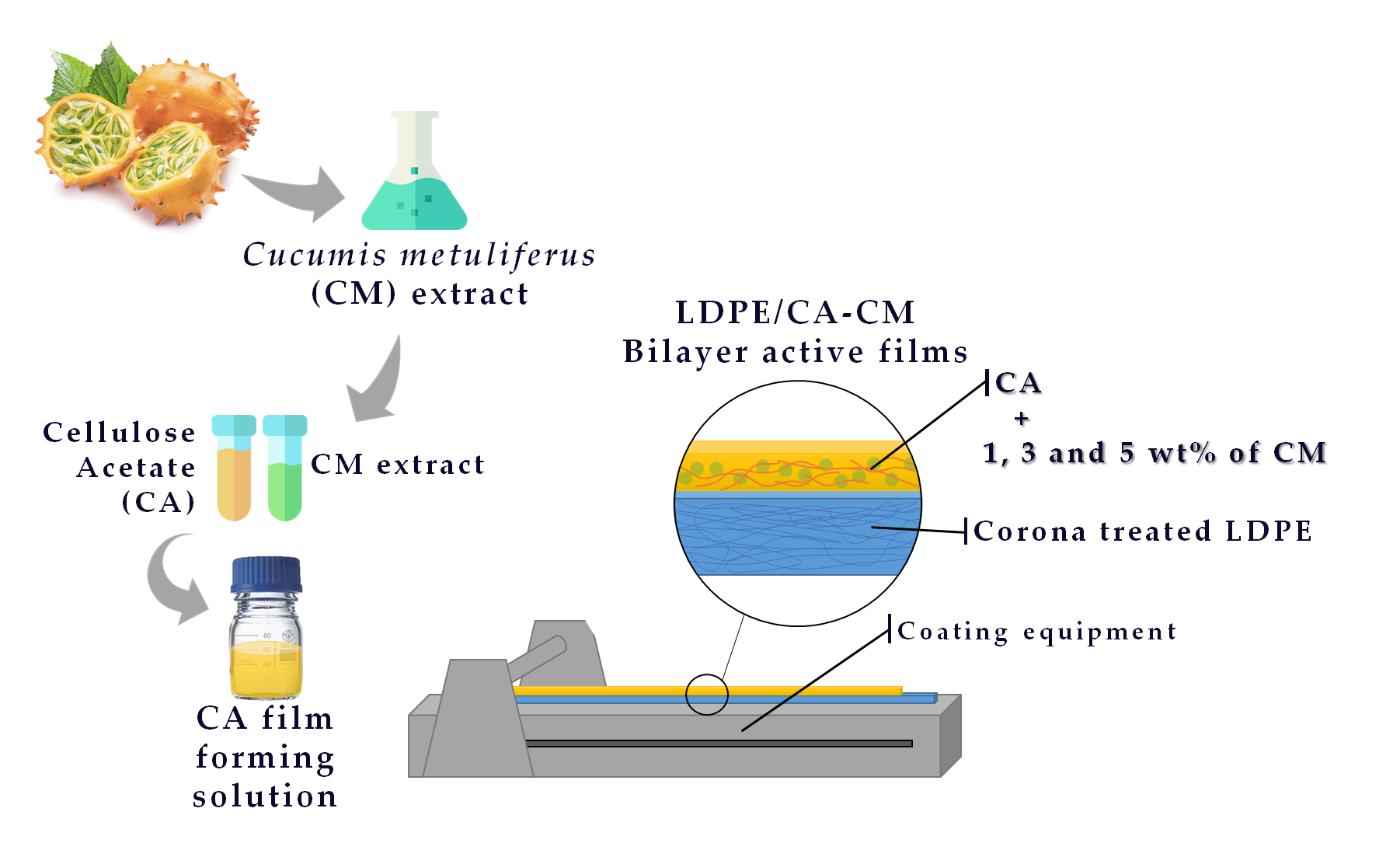
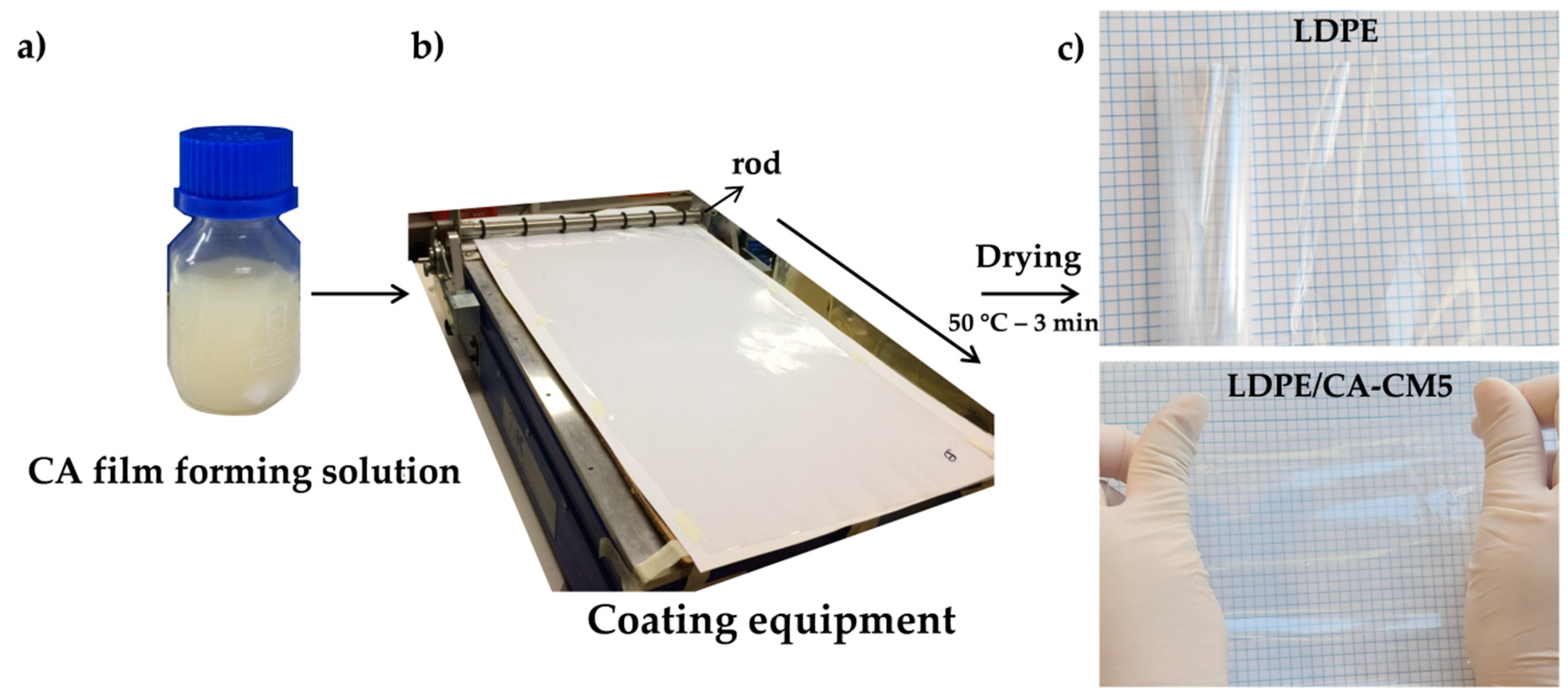
2.2.2. Preparation of Cucumis metuliferus-Loaded Cellulose Acetate-Coated LDPE Films
2.2.3. Film Characterization
Characterization of Cucumis metuliferus-Loaded Cellulose Acetate-Coated LDPE Films
3. Results and Discussion
3.1. Antioxidant Activity of Fruit Extracts
3.2. Coating Process for Bilayer Film Forming
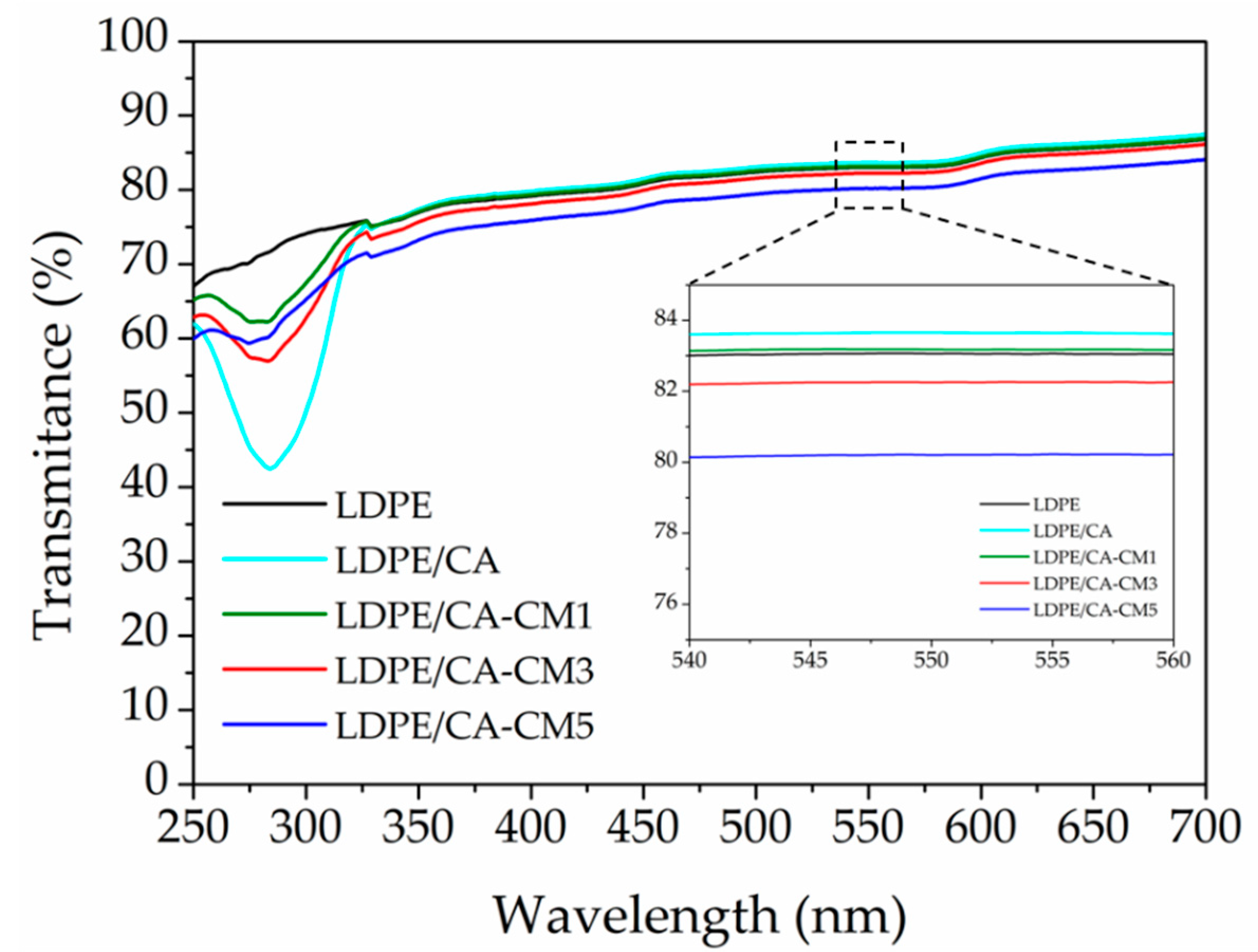
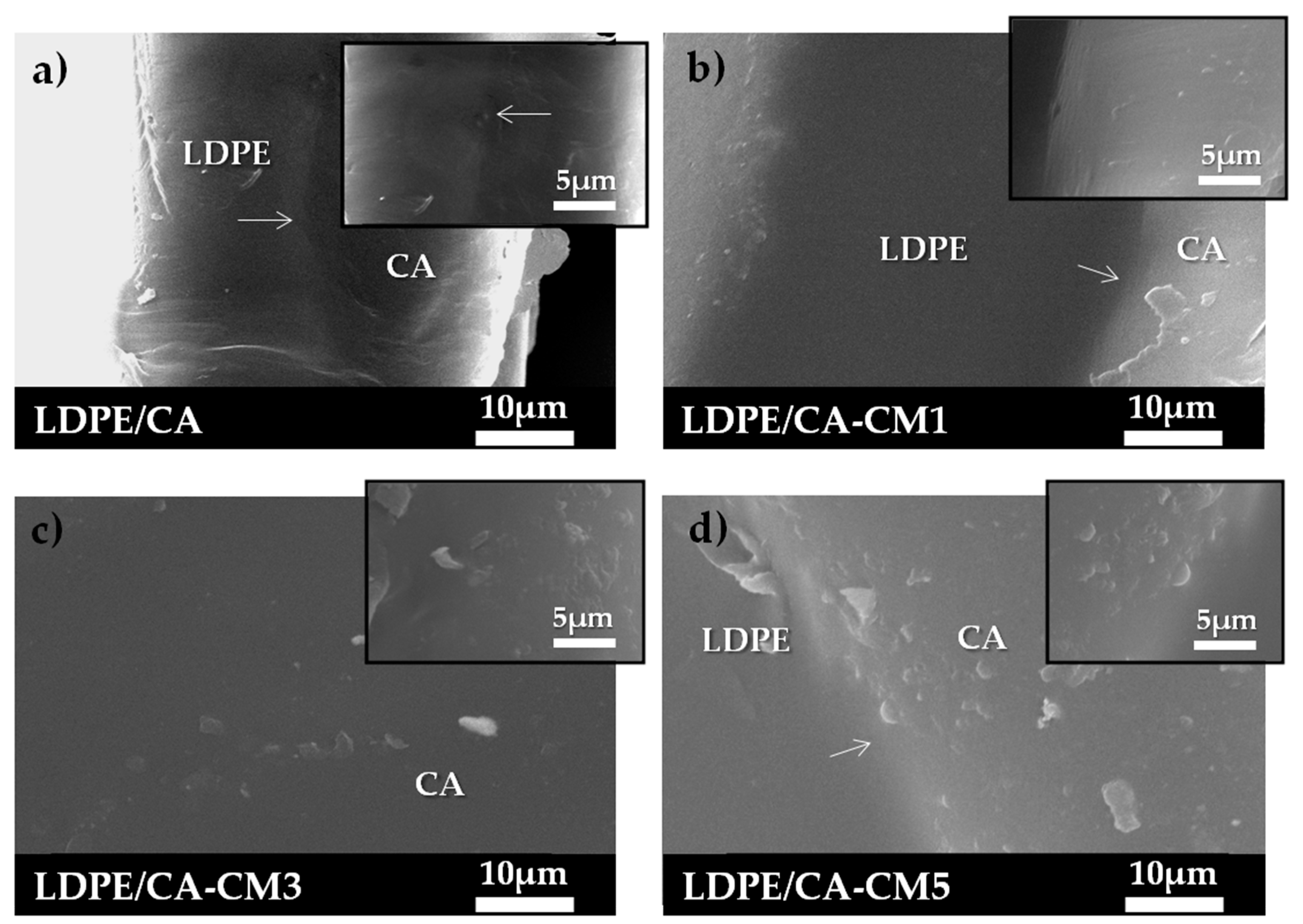
3.3. Optical and Morphological Properties
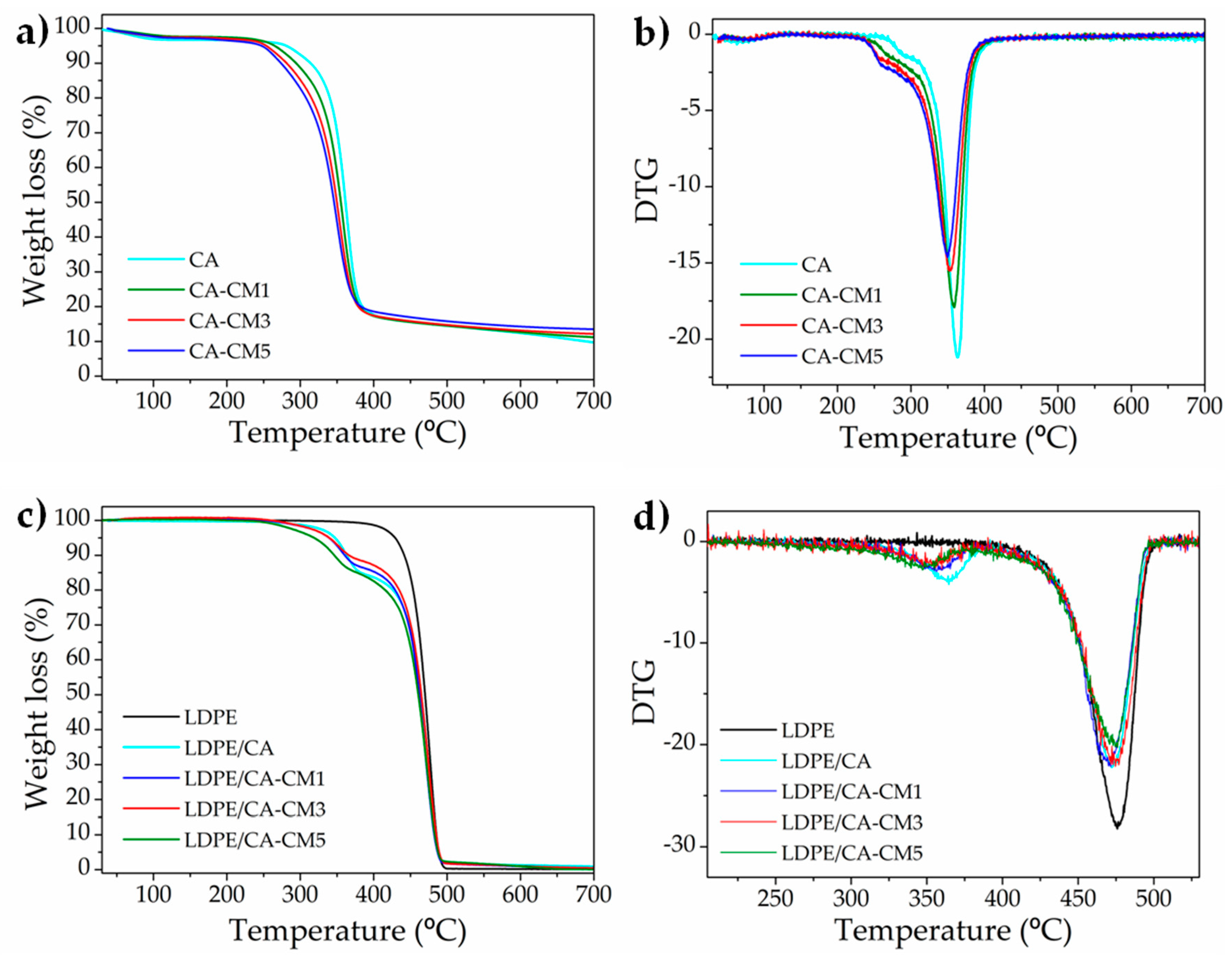
3.4. Thermal Properties
3.5. Mechanical and Oxygen Barrier Properties
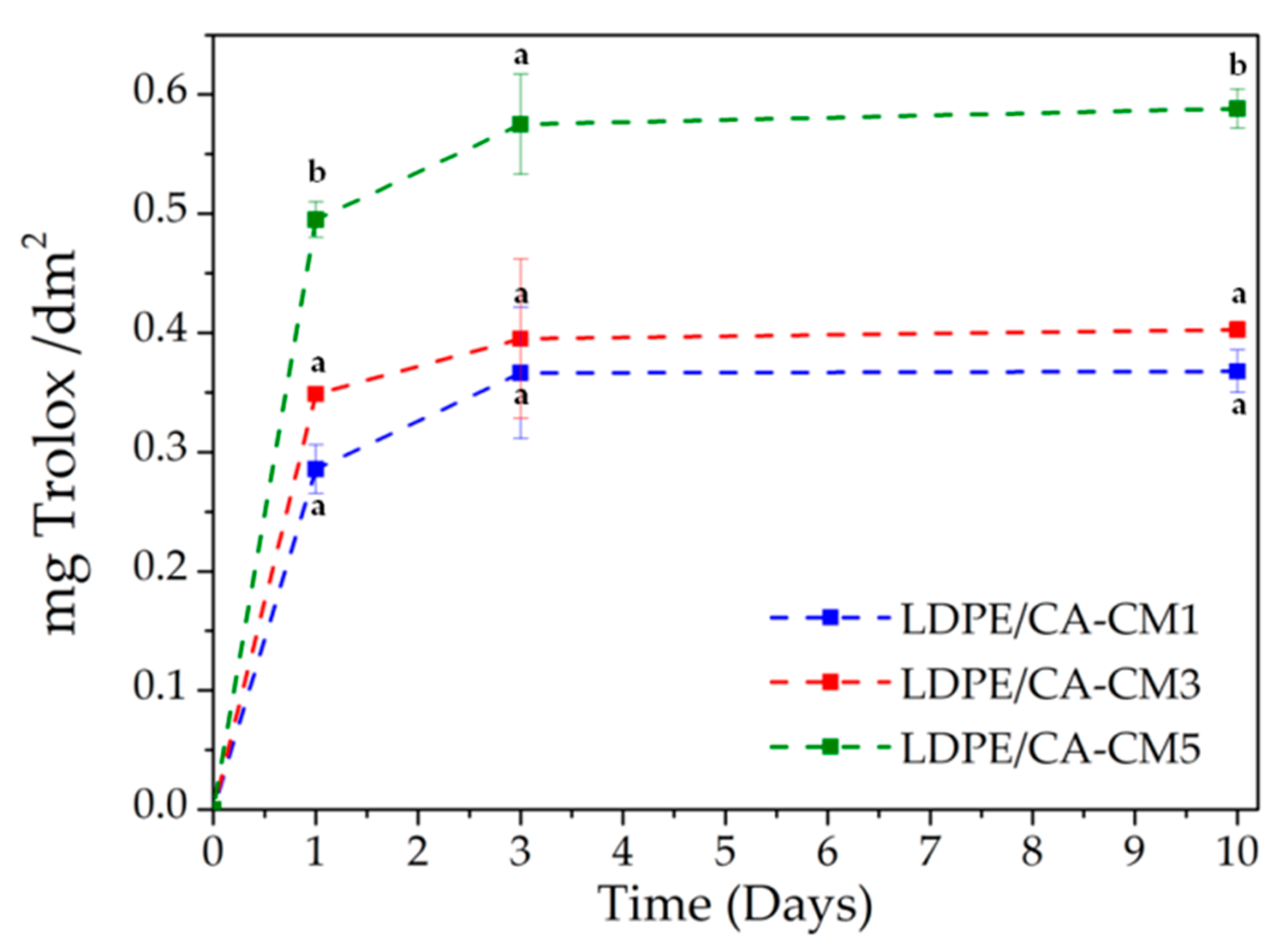
3.6. Antioxidant Activity of Active Bilayer Systems
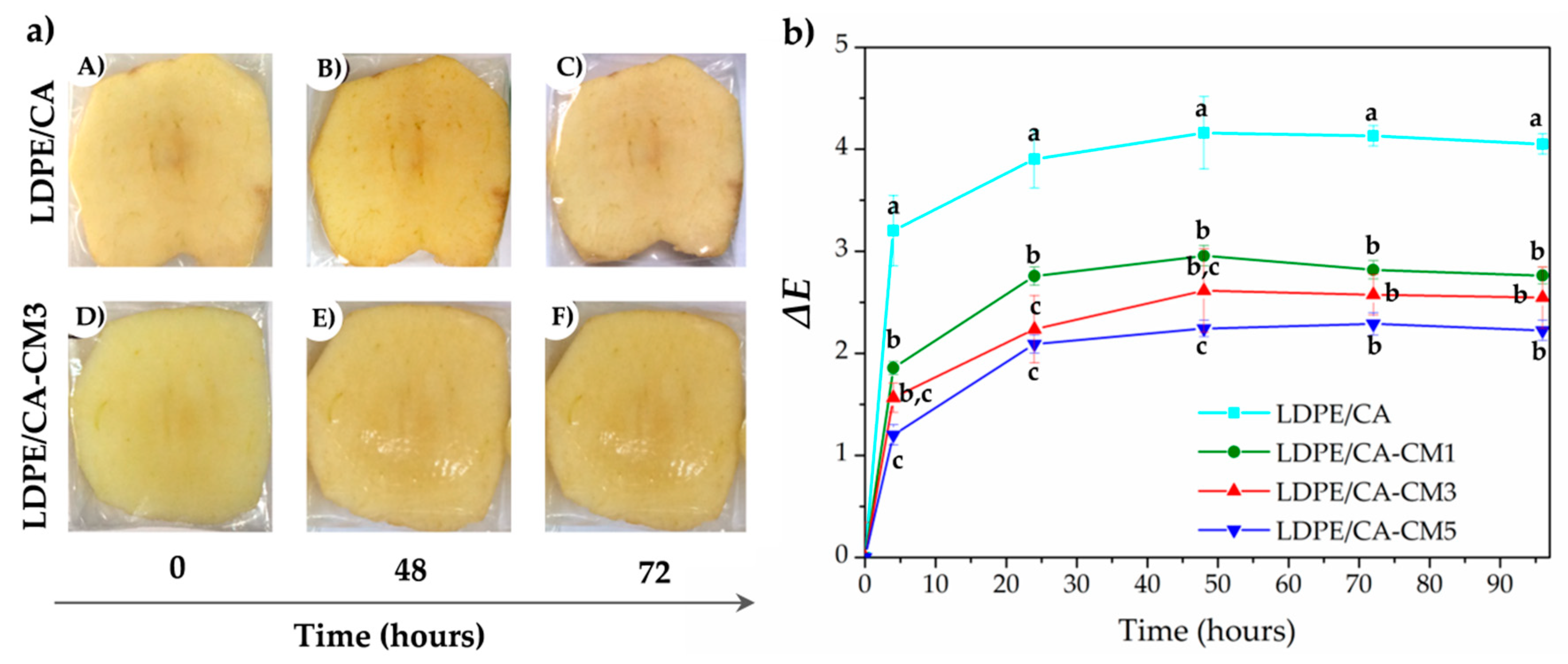
3.7. Anti-Browning Effect on Packaged Fresh-Cut Apple
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Arrieta, M.P.; Samper, M.D.; Aldas, M.; López-Martínez, J. On the Use of PLA-PHB Blends for Sustainable Food Packaging Applications. Materials 2017, 10, 1008. [Google Scholar] [CrossRef] [PubMed]
- Luzi, F.; Torre, L.; Kenny, J.M.; Puglia, D. Bio- and Fossil-Based Polymeric Blends and Nanocomposites for Packaging: Structure–Property Relationship. Materials 2019, 12, 471. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Moraes, A.C.M.; Andrade, P.F.; Faria, A.F.; Simões, M.B.; Salomão, F.C.C.S.; Barros, E.B.; Gonçalves, M.D.C.; Alves, O.L. Fabrication of transparent and ultraviolet shielding composite films based on graphene oxide and cellulose acetate. Carbohydr. Polym. 2015, 123, 217–227. [Google Scholar] [CrossRef] [PubMed]
- Arrieta, M.P.; Fortunati, E.; Burgos, N.; Peltzer, M.; López, J.; Peponi, L. Nanocellulose-Based Polymeric Blends for Food Packaging Applications. In Multifunctional Polymeric Nanocomposites Based on Cellulosic Reinforcements; Puglia, D., Fortunati, E., Kenny, J.M., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 205–252. [Google Scholar]
- Rodríguez, F.; Cortés, L.A.; Guarda, A.; Galotto, M.J.; Bruna, J.E. Characterization of cetylpyridinium bromide-modified montmorillonite incorporated cellulose acetate nanocomposite films. J. Mater. Sci. 2015, 50, 3772–3780. [Google Scholar] [CrossRef]
- Rodríguez, F.; Galotto, M.J.; Guarda, A.; Bruna, J.E. Modification of cellulose acetate films using nanofillers based on organoclays. J. Food Eng. 2012, 110, 262–268. [Google Scholar] [CrossRef]
- Wu, L.; Liu, M. Preparation and characterization of cellulose acetate-coated compound fertilizer with controlled-release and water-retention. Polym. Adv. Technol. 2008, 19, 785–792. [Google Scholar] [CrossRef]
- Ghorani, B.; Russell, S.J.; Goswami, P. Controlled Morphology and Mechanical Characterisation of Electrospun Cellulose Acetate Fibre Webs. Int. J. Polym. Sci. 2013, 2013, 256161. [Google Scholar] [CrossRef]
- Rodríguez, F.; Abarca, R.L.; Bruna, J.E.; Moya, P.E.; Galotto, M.J.; Guarda, A.; Padula, M. Effect of organoclay and preparation method on properties of antimicrobial cellulose acetate films. Polym. Compos. 2018, 40, 2311–2319. [Google Scholar] [CrossRef]
- De Dicastillo, C.L.; Navarro, R.; Guarda, A.; Galotto, M.J. Development of Biocomposites with Antioxidant Activity Based on Red Onion Extract and Acetate Cellulose. Antioxidants 2015, 4, 533–547. [Google Scholar] [CrossRef] [Green Version]
- Assis, R.Q.; Rios, P.D.; Rios, A.D.O.; Olivera, F.C. Biodegradable packaging of cellulose acetate incorporated with norbixin, lycopene or zeaxanthin. Ind. Crops Prod. 2020, 147, 112212. [Google Scholar] [CrossRef]
- Gómez-Estaca, J.; De Dicastillo, C.L.; Hernández-Muñoz, P.; Catalá, R.; Gavara, R. Advances in antioxidant active food packaging. Trends Food Sci. Technol. 2014, 35, 42–51. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Peltzer, M.; López-Martínez, J.; Garrigós, M.C.; Valente, A.J.M.; Jiménez, A. Functional properties of sodium and calcium caseinate antimicrobial active films containing carvacrol. J. Food Eng. 2014, 121, 94–101. [Google Scholar] [CrossRef] [Green Version]
- Arrieta, M.P.; García, A.D.; López, D.; Fiori, S.; Peponi, L. Antioxidant Bilayers Based on PHBV and Plasticized Electrospun PLA-PHB Fibers Encapsulating Catechin. Nanomaterials 2019, 9, 346. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Del-Valle, V.; Hernández-Muñoz, P.; Guarda, A.; Galotto, M. Development of a cactus-mucilage edible coating (Opuntia ficus indica) and its application to extend strawberry (Fragaria ananassa) shelf-life. Food Chem. 2005, 91, 751–756. [Google Scholar] [CrossRef]
- De Dicastillo, C.L.; Ares-Pernas, A.; López, M.D.M.C.; López-Vilariño, J.; Rodríguez, M.V.G. Enhancing the Release of the Antioxidant Tocopherol from Polypropylene Films by Incorporating the Natural Plasticizers Lecithin, Olive Oil, or Sunflower Oil. J. Agric. Food Chem. 2013, 61, 11848–11857. [Google Scholar] [CrossRef] [PubMed]
- Joaquin, H.-F.; Rayón, E.; López-Martínez, J.; Arrieta, M.P. Enhancing the Thermal Stability of Polypropylene by Blending with Low Amounts of Natural Antioxidants. Macromol. Mater. Eng. 2019, 304. [Google Scholar] [CrossRef]
- Peltzer, M.; Jiménez, A.; Matisová-Rychlá, L.; Rychlý, J. Use of isothermal and nonisothermal chemiluminescence measurements for comparison of stabilizing efficiency of hydroxytyrosol (3,4-dihydroxy-phenylethanol), α-tocopherol and irganox®1076 in polypropylene. J. Appl. Polym. Sci. 2011, 121, 3393–3399. [Google Scholar] [CrossRef]
- Torres, A.; Romero, J.; Macan, A.; Guarda, A.; Galotto, M.J. Near critical and supercritical impregnation and kinetic release of thymol in LLDPE films used for food packaging. J. Supercrit. Fluids 2014, 85, 41–48. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Sessini, V.; Peponi, L. Biodegradable poly(ester-urethane) incorporated with catechin with shape memory and antioxidant activity for food packaging. Eur. Polym. J. 2017, 94, 111–124. [Google Scholar] [CrossRef]
- Cano, A.; Andres, M.; Chiralt, A.; González-Martínez, C. Use of tannins to enhance the functional properties of protein based films. Food Hydrocoll. 2020, 100, 105443. [Google Scholar] [CrossRef]
- Sessini, V.; Arrieta, M.P.; Fernández-Torres, A.; Peponi, L. Humidity-activated shape memory effect on plasticized starch-based biomaterials. Carbohydr. Polym. 2018, 179, 93–99. [Google Scholar] [CrossRef] [PubMed]
- Arrieta, M.P.; Peponi, L.; López, D.; Fernández-García, M. Recovery of yerba mate (Ilex paraguariensis) residue for the development of PLA-based bionanocomposite films. Ind. Crops Prod. 2018, 111, 317–328. [Google Scholar] [CrossRef]
- Farris, S.; Piergiovanni, L. Emerging coating technologies for food and beverage packaging materials. In Emerging Food Packaging Technologies; Elsevier: Amsterdam, The Netherlands, 2012; pp. 274–302. [Google Scholar] [CrossRef]
- Rovera, C.; Ghaani, M.; Farris, S. Nano-inspired oxygen barrier coatings for food packaging applications: An overview. Trends Food Sci. Technol. 2020, 97, 210–220. [Google Scholar] [CrossRef]
- Panrong, T.; Karbowiak, T.; Harnkarnsujarit, N. Effects of acetylated and octenyl-succinated starch on properties and release of green tea compounded starch/LLDPE blend films. J. Food Eng. 2020, 284, 110057. [Google Scholar] [CrossRef]
- Ayuso, C.F.; Agüero, A.A.; Hernández, J.A.P.; Santoyo, A.B.; Gómez, E.G. High Oxygen Barrier Polyethylene Films. Polym. Polym. Compos. 2017, 25, 571–582. [Google Scholar] [CrossRef]
- Datta, D.; Halder, G. Blending of phthalated starch and surface functionalized rice husk extracted nanosilica with LDPE towards developing an efficient packaging substitute. Environ. Sci. Pollut. Res. 2019, 27, 1533–1557. [Google Scholar] [CrossRef] [PubMed]
- Ol’khov, A.A.; Iordanskii, A.L.; Zaikov, G.E.; Shibryaeva, L.S.; Litwinov, I.A.; Vlasov, S.V. Morphological features of poly(3-hydroxybutyrate)/low density polyethylene blends. Int. J. Polym. Mater. Polym. Biomater. 2000, 47, 457–468. [Google Scholar] [CrossRef]
- Paul, D.R.; Robeson, L. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef] [Green Version]
- Rojas, A.; Torres, A.; Martínez, F.; Salazar, L.; Villegas, C.; Galotto, M.J.; Guarda, A.; Romero, J. Assessment of kinetic release of thymol from LDPE nanocomposites obtained by supercritical impregnation: Effect of depressurization rate and nanoclay content. Eur. Polym. J. 2017, 93, 294–306. [Google Scholar] [CrossRef]
- Hauser, C.; Peñaloza, A.; Guarda, A.; Galotto, M.J.; Bruna, J.E.; Rodríguez, F. Development of an Active Packaging Film Based on a Methylcellulose Coating Containing Murta (Ugni molinae Turcz) Leaf Extract. Food Bioprocess Technol. 2015, 9, 298–307. [Google Scholar] [CrossRef]
- Lasprilla-Botero, J.; Torres-Giner, S.; Pardo-Figuerez, M.; Alvarez-Lainez, M.; Lagaron, J.M. Superhydrophobic Bilayer Coating Based on Annealed Electrospun Ultrathin Poly(ε-caprolactone) Fibers and Electrosprayed Nanostructured Silica Microparticles for Easy Emptying Packaging Applications. Coatings 2018, 8, 173. [Google Scholar] [CrossRef] [Green Version]
- Quiles-Carrillo, L.; Montanes, N.; Lagaron, J.M.; Balart, R.; Torres-Giner, S. Bioactive Multilayer Polylactide Films with Controlled Release Capacity of Gallic Acid Accomplished by Incorporating Electrospun Nanostructured Coatings and Interlayers. Appl. Sci. 2019, 9, 533. [Google Scholar] [CrossRef] [Green Version]
- Schmid, M.; Dallmann, K.; Bugnicourt, E.; Cordoni, D.; Wild, F.; Lazzeri, A.; Noller, K. Properties of Whey-Protein-Coated Films and Laminates as Novel Recyclable Food Packaging Materials with Excellent Barrier Properties. Int. J. Polym. Sci. 2012, 2012, 562381. [Google Scholar] [CrossRef] [Green Version]
- Motlhanka, D. Free radical scavenging activity of selected medicinal plants of Eastern Botswana. Pak. J. Boil. Sci. 2008, 11, 805–808. [Google Scholar] [CrossRef] [PubMed]
- Usman, J.; Sodipo, O.; Kwaghe, A.; Sandabe, U. Uses of cucumis metuliferus: A review. Cancer Biol. 2015, 5, 24. [Google Scholar]
- Matsusaka, Y.; Kawabata, J. Evaluation of Antioxidant Capacity of Non-Edible Parts of Some Selected Tropical Fruits. Food Sci. Technol. Res. 2010, 16, 467–472. [Google Scholar] [CrossRef] [Green Version]
- Morton, J.F. The horned cucumber, alias “kiwano” (Cucumis metuliferus, cucurbitaceae). Econ. Bot. 1987, 41, 325–327. [Google Scholar]
- Ferrara, L. A fruit to discover: Cucumis metuliferus E.Mey Ex Naudin(Kiwano). Clin. Nutr. Metab. 2018, 1, 1–2. [Google Scholar] [CrossRef]
- Fombuena, V.; Balart, J.; Boronat, T.; Sánchez, L.; Garcia-Sanoguera, D. Improving mechanical performance of thermoplastic adhesion joints by atmospheric plasma. Mater. Des. 2013, 47, 49–56. [Google Scholar] [CrossRef]
- Ferrarezi, M.M.F.; Rodrigues, G.V.; Felisberti, M.I.; Gonçalves, M.D.C. Investigation of cellulose acetate viscoelastic properties in different solvents and microstructure. Eur. Polym. J. 2013, 49, 2730–2737. [Google Scholar] [CrossRef]
- Arrieta, M.P.; De Dicastillo, C.L.; Garrido, L.; Roa, K.; Galotto, M.J. Electrospun PVA fibers loaded with antioxidant fillers extracted from Durvillaea antarctica algae and their effect on plasticized PLA bionanocomposites. Eur. Polym. J. 2018, 103, 145–157. [Google Scholar] [CrossRef]
- Prior, R.L.; Wu, X.; Schaich, K. Standardized Methods for the Determination of Antioxidant Capacity and Phenolics in Foods and Dietary Supplements. J. Agric. Food Chem. 2005, 53, 4290–4302. [Google Scholar] [CrossRef] [PubMed]
- De Dicastillo, C.L.; Jordá, M.; Catalá, R.; Gavara, R.; Hernández-Muñoz, P. Development of Active Polyvinyl Alcohol/β-Cyclodextrin Composites to Scavenge Undesirable Food Components. J. Agric. Food Chem. 2011, 59, 11026–11033. [Google Scholar] [CrossRef] [PubMed]
- European Commission. No. 10/2011 of 14 January 2011. On Plastic Materials and Articles Intended to Come into Contact with Food; European Commission: Brussels, Belgium, 2011. [Google Scholar]
- De Dicastillo, C.L.; Rodríguez, F.; Guarda, A.; Galotto, M.J. Antioxidant films based on cross-linked methyl cellulose and native Chilean berry for food packaging applications. Carbohydr. Polym. 2016, 136, 1052–1060. [Google Scholar] [CrossRef] [PubMed]
- Rivero-Pérez, M.D.; Muñiz, P.; González-Sanjosé, M.L. Antioxidant Profile of Red Wines Evaluated by Total Antioxidant Capacity, Scavenger Activity, and Biomarkers of Oxidative Stress Methodologies. J. Agric. Food Chem. 2007, 55, 5476–5483. [Google Scholar] [CrossRef] [PubMed]
- Sadou, H.; Sabo, H.; Saadou, M.; Leger, C.-L.; Alma, M.M. Chemical Content of The Seeds And Physico-Chemical Characteristic of The Seed Oils from Citrullus Colocynthis, Coccinia Grandis, Cucumis Metuliferus and Cucumis Prophetarum of Niger. Bull. Chem. Soc. Ethiop. 2007, 21, 323–330. [Google Scholar] [CrossRef] [Green Version]
- De Dicastillo, C.L.; Bustos, F.; Valenzuela, X.; López-Carballo, G.; Vilariño, J.M.; Galotto, M.J. Chilean berry Ugni molinae Turcz. fruit and leaves extracts with interesting antioxidant, antimicrobial and tyrosinase inhibitory properties. Food Res. Int. 2017, 102, 119–128. [Google Scholar] [CrossRef]
- De Dicastillo, C.L.; López-Carballo, G.; Gavara, R.; Galet, V.M.; Guarda, A.; Galotto, M.J. Improving polyphenolic thermal stability of Aristotelia Chilensis fruit extract by encapsulation within electrospun cyclodextrin capsules. J. Food Process. Preserv. 2019, 43, e14044. [Google Scholar] [CrossRef]
- Sendra, J.M.; Sentandreu, E.; Navarro, J.L. Kinetic Model for the Antiradical Activity of the Isolatedp-Catechol Group in Flavanone Type Structures Using the Free Stable Radical 2,2-Diphenyl-1-picrylhydrazyl as the Antiradical Probe. J. Agric. Food Chem. 2007, 55, 5512–5522. [Google Scholar] [CrossRef]
- Nguyen, T.P.N.; Yun, E.-T.; Kim, I.-C.; Kwon, Y.-N. Preparation of cellulose triacetate/cellulose acetate (CTA/CA)-based membranes for forward osmosis. J. Membr. Sci. 2013, 433, 49–59. [Google Scholar] [CrossRef]
- Kagliwal, L.; Patil, S.C.; Pol, A.S.; Singhal, R.S.; Patravale, V. Separation of bioactives from seabuckthorn seeds by supercritical carbon dioxide extraction methodology through solubility parameter approach. Sep. Purif. Technol. 2011, 80, 533–540. [Google Scholar] [CrossRef]
- Laredj-Bourezg, F.; Bolzinger, M.-A.; Pelletier, J.; Valour, J.-P.; Rovère, M.-R.; Smatti, B.; Chevalier, Y. Skin delivery by block copolymer nanoparticles (block copolymer micelles). Int. J. Pharm. 2015, 496, 1034–1046. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Hsieh, Y.-L. Ultrafine fibrous cellulose membranes from electrospinning of cellulose acetate. J. Polym. Sci. Part B Polym. Phys. 2002, 40, 2119–2129. [Google Scholar] [CrossRef]
- Bercea, M.; Ioan, C.; Ioan, S.; Simionescu, B.; Simionescu, C. Ultrahigh molecular weight polymers in dilute solutions. Prog. Polym. Sci. 1999, 24, 379–424. [Google Scholar] [CrossRef]
- Necula, A.M.; Olaru, N.; Olaru, L.; Ioan, S. Influence of the Substitution Degree on the Dilute Solution Properties of Cellulose Acetate. J. Macromol. Sci. Part B 2008, 47, 913–928. [Google Scholar] [CrossRef]
- Johnston, H.K.; Sourirajan, S. Viscosity–temperature relationships for cellulose acetate–acetone solutions. J. Appl. Polym. Sci. 1973, 17, 3717–3726. [Google Scholar] [CrossRef]
- Bruna, J.; Peñaloza, A.; Guarda, A.; Rodríguez, F.; Galotto, M. Development of MtCu2+/LDPE nanocomposites with antimicrobial activity for potential use in food packaging. Appl. Clay Sci. 2012, 58, 79–87. [Google Scholar] [CrossRef]
- Sogut, E.; Seydim, A.C.; Seydim, A.C. Development of Chitosan and Polycaprolactone based active bilayer films enhanced with nanocellulose and grape seed extract. Carbohydr. Polym. 2018, 195, 180–188. [Google Scholar] [CrossRef]
- Gemili, S.; Yemenicioğlu, A.; Altınkaya, S.A.; Altinkaya, S.A. Development of cellulose acetate based antimicrobial food packaging materials for controlled release of lysozyme. J. Food Eng. 2009, 90, 453–462. [Google Scholar] [CrossRef] [Green Version]
- Junior, A.R.D.O.; Ferrarezi, M.M.F.; Yoshida, I.V.P.; Gonçalves, M.D.C. Cellulose acetate/polysilsesquioxane composites: Thermal properties and morphological characterization by electron spectroscopy imaging. J. Appl. Polym. Sci. 2011, 123, 2027–2035. [Google Scholar] [CrossRef]
- Rayón, E.; Ferrándiz, S.; Rico, M.I.; Martínez, J.L.; Arrieta, M.P. Microstructure, Mechanical, and Thermogravimetric Characterization of Cellulosic By-Products Obtained from Biomass Seeds. Int. J. Food Prop. 2014, 18, 1211–1222. [Google Scholar] [CrossRef] [Green Version]
- Shin, G.H.; Lee, Y.H.; Lee, J.S.; Kim, Y.S.; Choi, W.S.; Park, H.J. Preparation of Plastic and Biopolymer Multilayer Films by Plasma Source Ion Implantation. J. Agric. Food Chem. 2002, 50, 4608–4614. [Google Scholar] [CrossRef] [PubMed]
- Farris, S.; Introzzi, L.; Piergiovanni, L. Evaluation of a bio-coating as a solution to improve barrier, friction and optical properties of plastic films. Packag. Technol. Sci. 2009, 22, 69–83. [Google Scholar] [CrossRef] [Green Version]
- Lagaron, J.; Nunez, E.; Onishi, H. Novel evoh compound with enhanced moisture resistance for high oxygen barrier packaging. In 18th Iapri World Packaging Conference; DEStech Publications, Inc.: Lancaster, PA, USA, 2012; pp. 225–228. [Google Scholar]
- Tian, F.; Decker, E.A.; Goddard, J.M. Controlling lipid oxidation of food by active packaging technologies. Food Funct. 2013, 4, 669. [Google Scholar] [CrossRef] [PubMed]
- Gemili, S.; Yemenicioğlu, A.; Altinkaya, S.A. Development of antioxidant food packaging materials with controlled release properties. J. Food Eng. 2010, 96, 325–332. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez, F.; Torres, A.; Peñaloza, Á.; Sepulveda, H.; Galotto, M.J.; Guarda, A.; Bruna, J. Development of an antimicrobial material based on a nanocomposite cellulose acetate film for active food packaging. Food Addit. Contam. Part A 2014, 31, 342–353. [Google Scholar] [CrossRef]
- Putnik, P.; Kovačević, D.B.; Herceg, K.; Levaj, B. Influence of antibrowning solutions, air exposure, and ultrasound on color changes in fresh-cut apples during storage. J. Food Process. Preserv. 2017, 41, e13288. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C. metuliferus Extract | PC (mg GAE/100g Fruit) | FRAP (mg Trolox/100g Fruit) | ABTS (mg Trolox/100g Fruit) |
|---|---|---|---|
| H2O | 89.0 ± 5.1 a | 238.6 ± 8.6 a | 8.0 ± 0.2 a |
| EtOH | 47.2 ± 7.3 b | 161.3 ± 2.0 b | 9.6 ± 0.8 a |
| EtOH 50% | 101.5 ± 1.9 a | 241.1 ± 3.2 a | 9.0 ± 0.1 a |
| Formulations | Thickness (µm) | L | a* | b* | ∆E |
|---|---|---|---|---|---|
| LDPE | 50 ± 2 | 98.7 ± 0.1 a | −0.03 ± 0.02 a,b | 2.02 ± 0.03 a | - a |
| LDPE/CA | 55 ± 3 | 98.6 ± 0.1 a | −0.02 ± 0.01 a,b | 2.05 ± 0.06 a | 0.05 ± 0.03 a,b |
| LDPE/CA-CM1 | 60 ± 1 | 98.8 ± 0.3 a | −0.01 ± 0.02 a | 2.04 ± 0.06 a | 0.10 ± 0.10 b |
| LDPE/CA-CM3 | 60 ± 4 | 98.5 ± 0.2 a | −0.04 ± 0.02 a | 2.09 ± 0.03 a | 0.18 ± 0.09 a,b, |
| LDPE/CA-CM5 | 63 ± 3 | 98.5 ± 0.1 a | −0.06 ± 0.01 b | 2.19 ± 0.02 b | 0.27 ± 0.03 b |
| Formulations | T0 (°C) | TmaxCA(°C) | TmaxLDPE (°C) | Residue at 700 °C (%) |
|---|---|---|---|---|
| CA | 281 | 364 | - | 9.7 |
| CA-CM1 | 265 | 360 | - | 11.2 |
| CA-CM3 | 254 | 353 | - | 12.2 |
| CA-CM5 | 247 | 351 | - | 13.5 |
| LDPE | 429 | - | 476 | 0.1 |
| LDPE/CA | 347 | 363 | 474 | 0.9 |
| LDPE/CA-CM1 | 340 | 356 | 474 | 0.4 |
| LDPE/CA-CM3 | 339 | 355 | 474 | 0.5 |
| LDPE/CA-CM5 | 319 | 355 | 474 | 0.1 |
| Formulations | Tensile Strength (MPa) | Elongation at Break (%) | OTR*e (cm3 mm/m2 day) |
|---|---|---|---|
| LDPE | 8.5 ± 1.5 a | 455 ± 35 a | 237.7 |
| LDPE/CA | 9.7 ± 2.4 a | 480 ± 45 a | 170.7 |
| LDPE/CA-CM1 | 9.5 ± 0.2 a | 455 ± 10 a | 164.2 |
| LDPE/CA-CM3 | 8.1 ± 3.1 a | 420 ± 35 a | 171.6 |
| LDPE/CA-CM5 | 8.7 ± 1.0 a | 475 ± 70 a | 193.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arrieta, M.P.; Garrido, L.; Faba, S.; Guarda, A.; Galotto, M.J.; López de Dicastillo, C. Cucumis metuliferus Fruit Extract Loaded Acetate Cellulose Coatings for Antioxidant Active Packaging. Polymers 2020, 12, 1248. https://doi.org/10.3390/polym12061248
Arrieta MP, Garrido L, Faba S, Guarda A, Galotto MJ, López de Dicastillo C. Cucumis metuliferus Fruit Extract Loaded Acetate Cellulose Coatings for Antioxidant Active Packaging. Polymers. 2020; 12(6):1248. https://doi.org/10.3390/polym12061248
Chicago/Turabian StyleArrieta, Marina Patricia, Luan Garrido, Simón Faba, Abel Guarda, María José Galotto, and Carol López de Dicastillo. 2020. "Cucumis metuliferus Fruit Extract Loaded Acetate Cellulose Coatings for Antioxidant Active Packaging" Polymers 12, no. 6: 1248. https://doi.org/10.3390/polym12061248