Liquefaction of Peanut Shells with Cation Exchange Resin and Sulfuric Acid as Dual Catalyst for the Subsequent Synthesis of Rigid Polyurethane Foam

 ,
,  ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Liquefaction of Peanut Shells
2.3. RPU Foam Preparation
2.4. Characterization
3. Results and Discussion
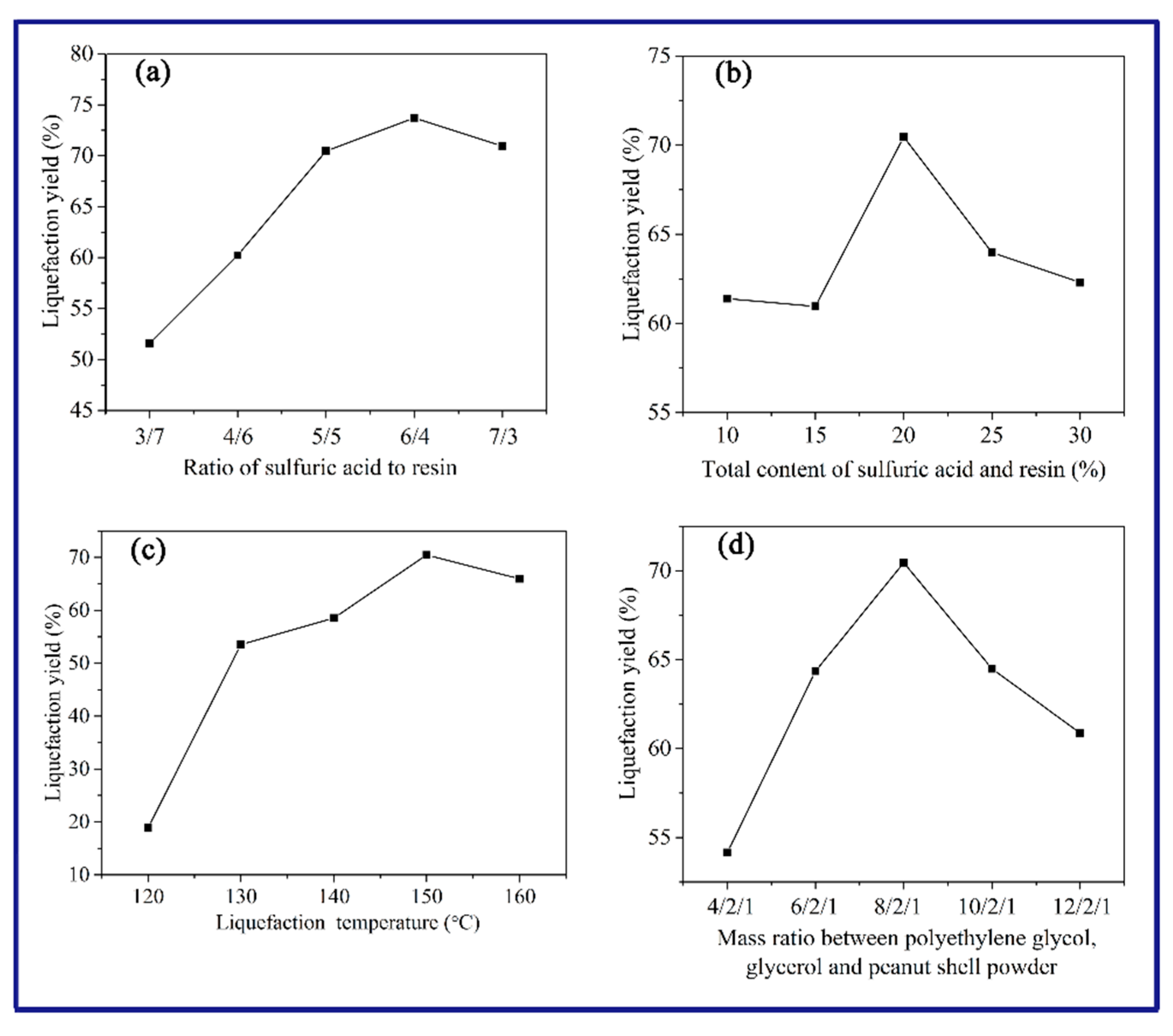
3.1. Optimization of Liquefaction Conditions
3.2. Properties of Liquefied Products
3.2.1. Hydroxyl Value and Viscosity Property
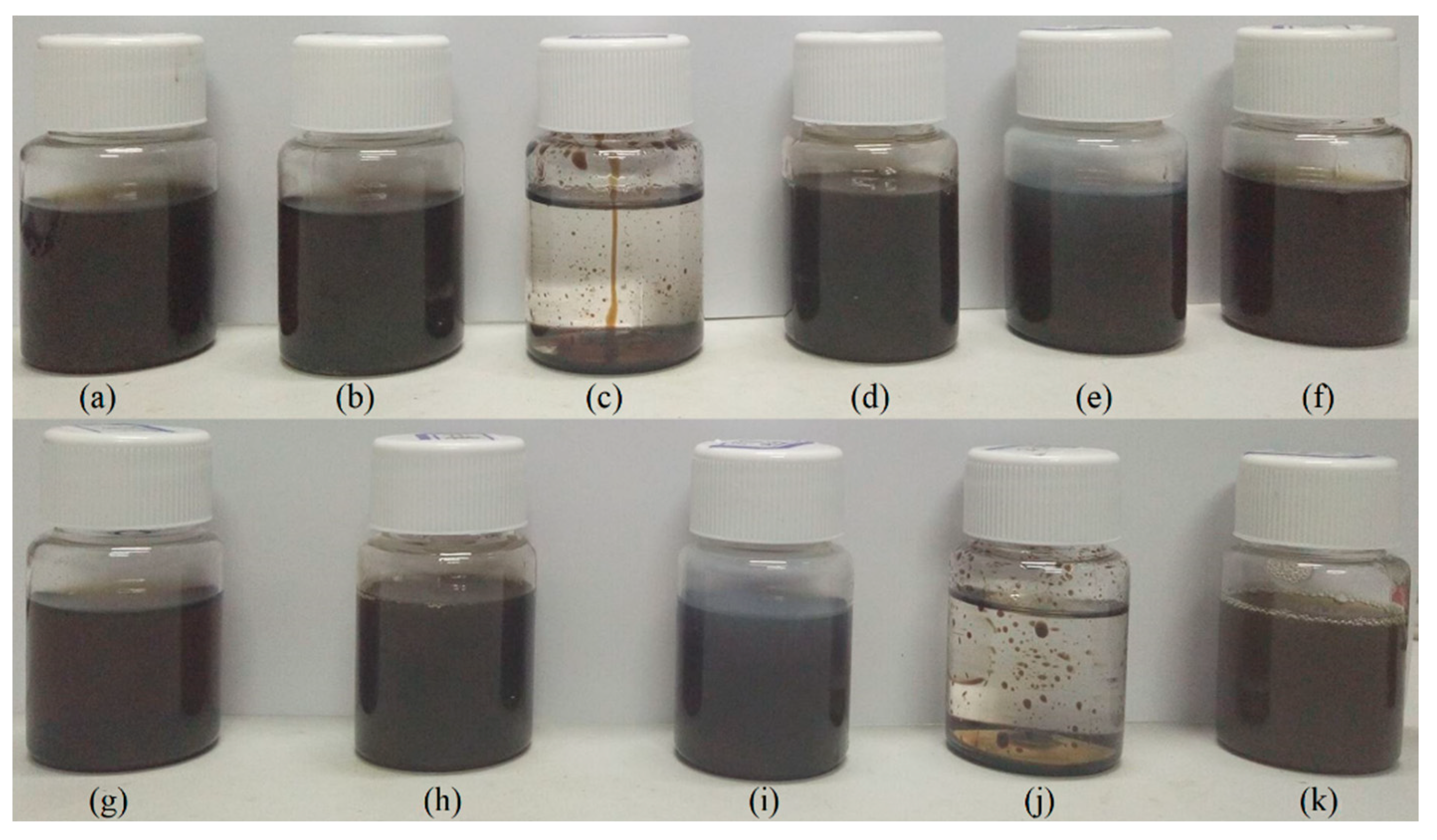
3.2.2. Solubility Tests
3.3. Properties of the Peanut Shells and Liquefaction Residue
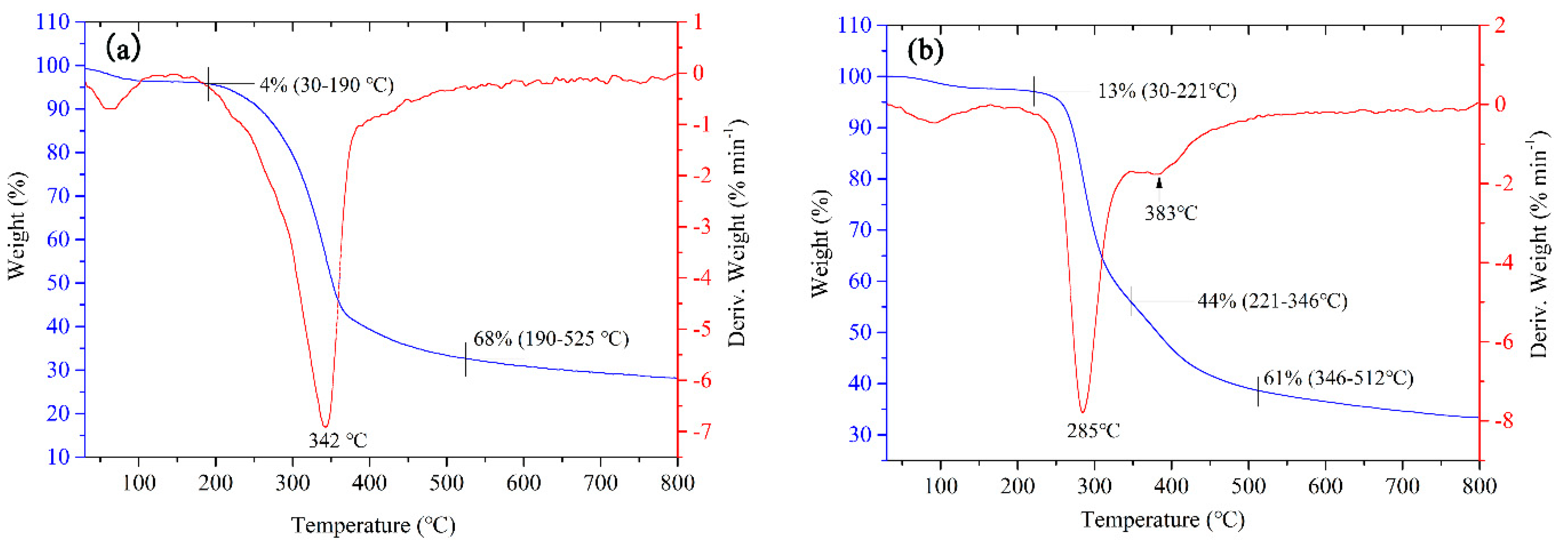
3.3.1. Thermal Behaviour
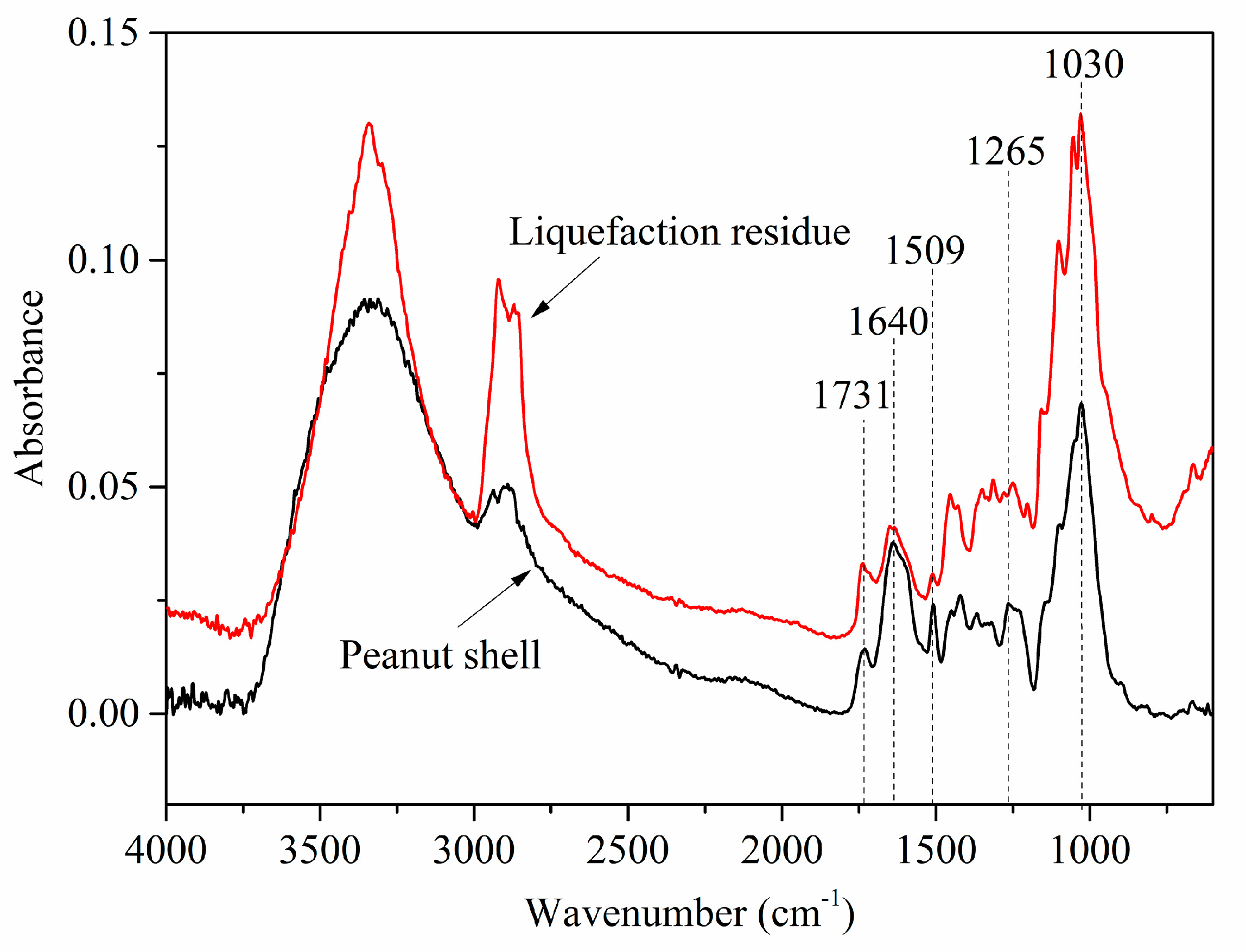
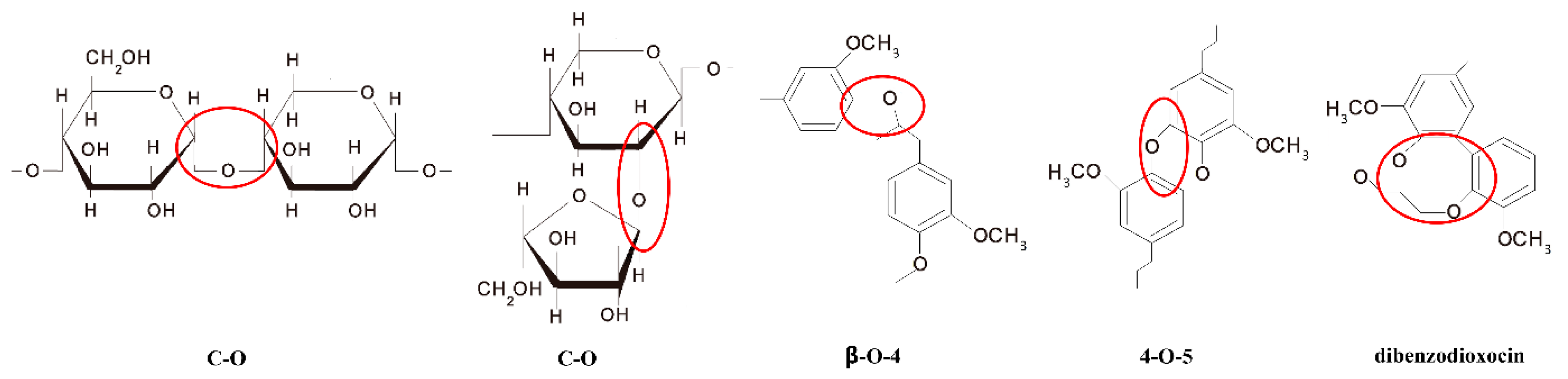
3.3.2. Functional Groups of the Peanut Shells and Liquefaction Residue
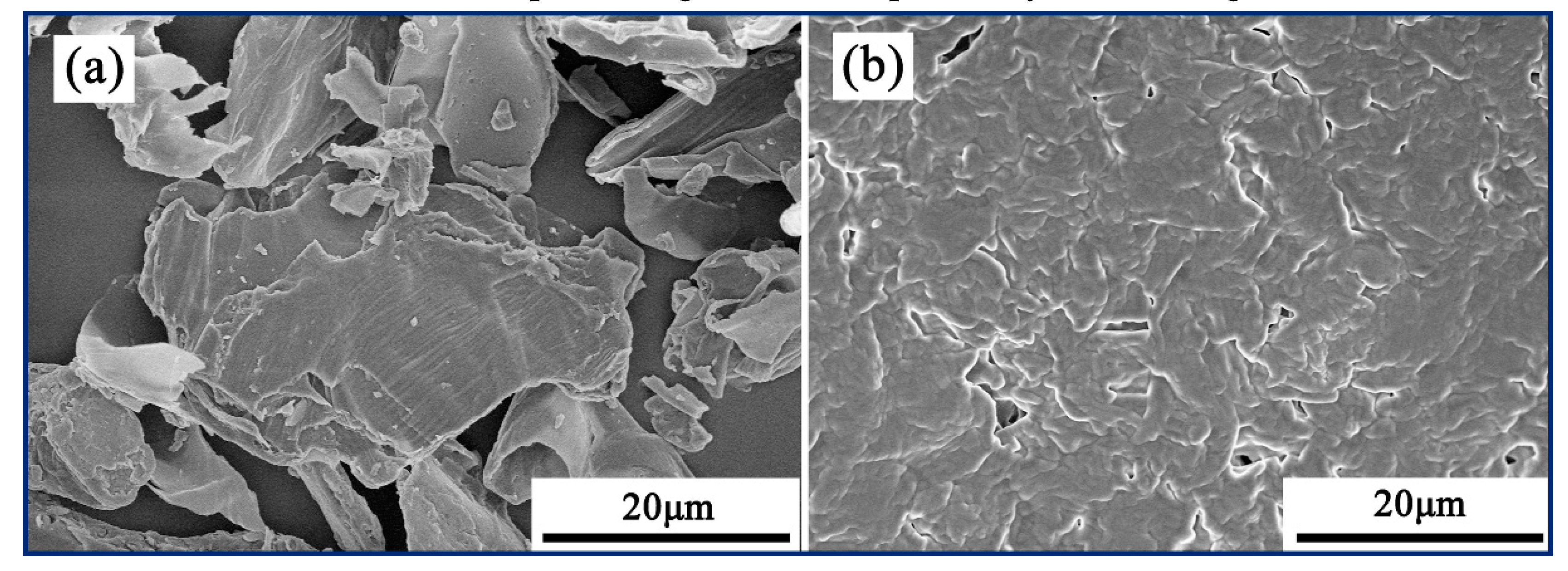
3.3.3. Morphology of the Peanut Shells and Liquefaction Residue
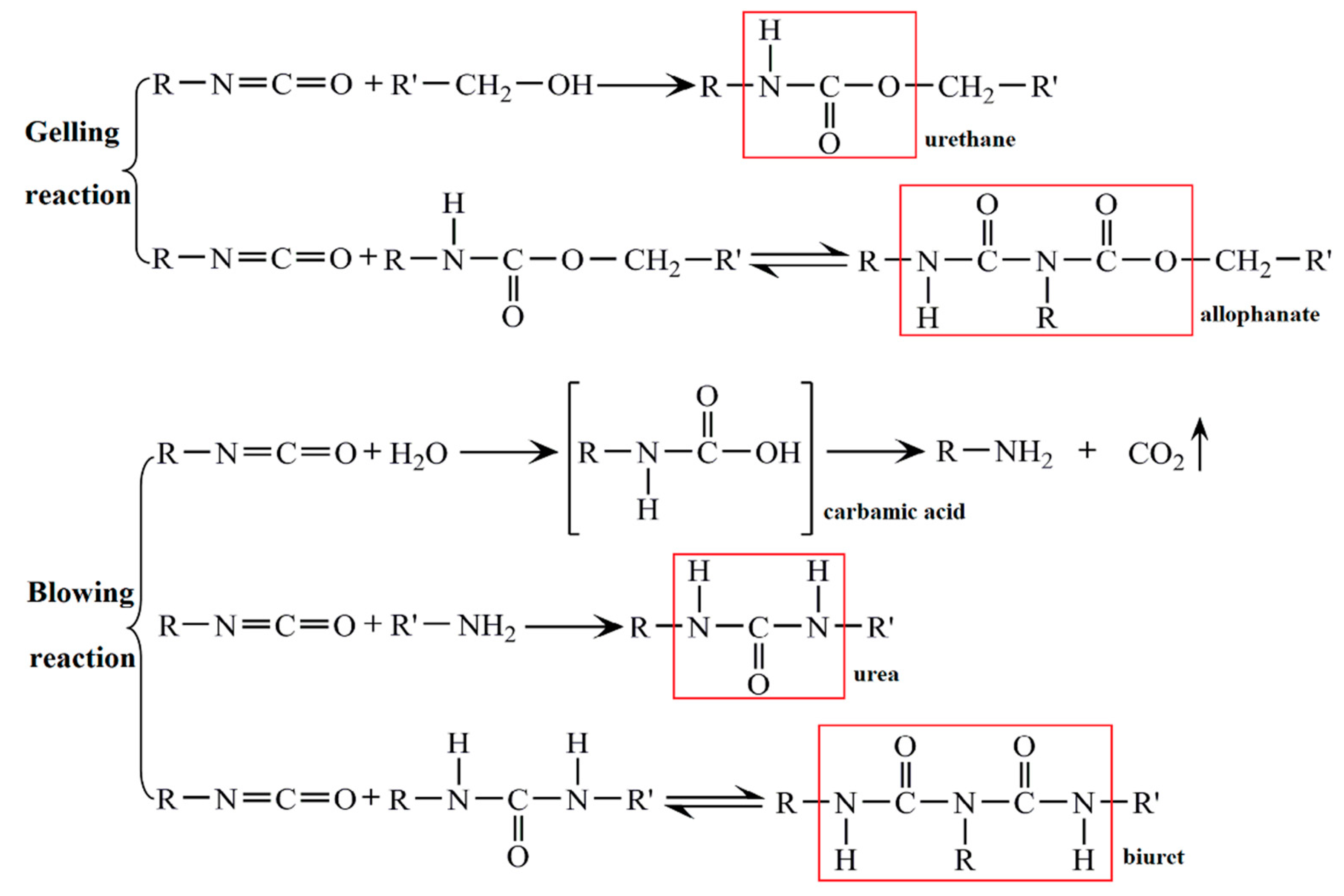
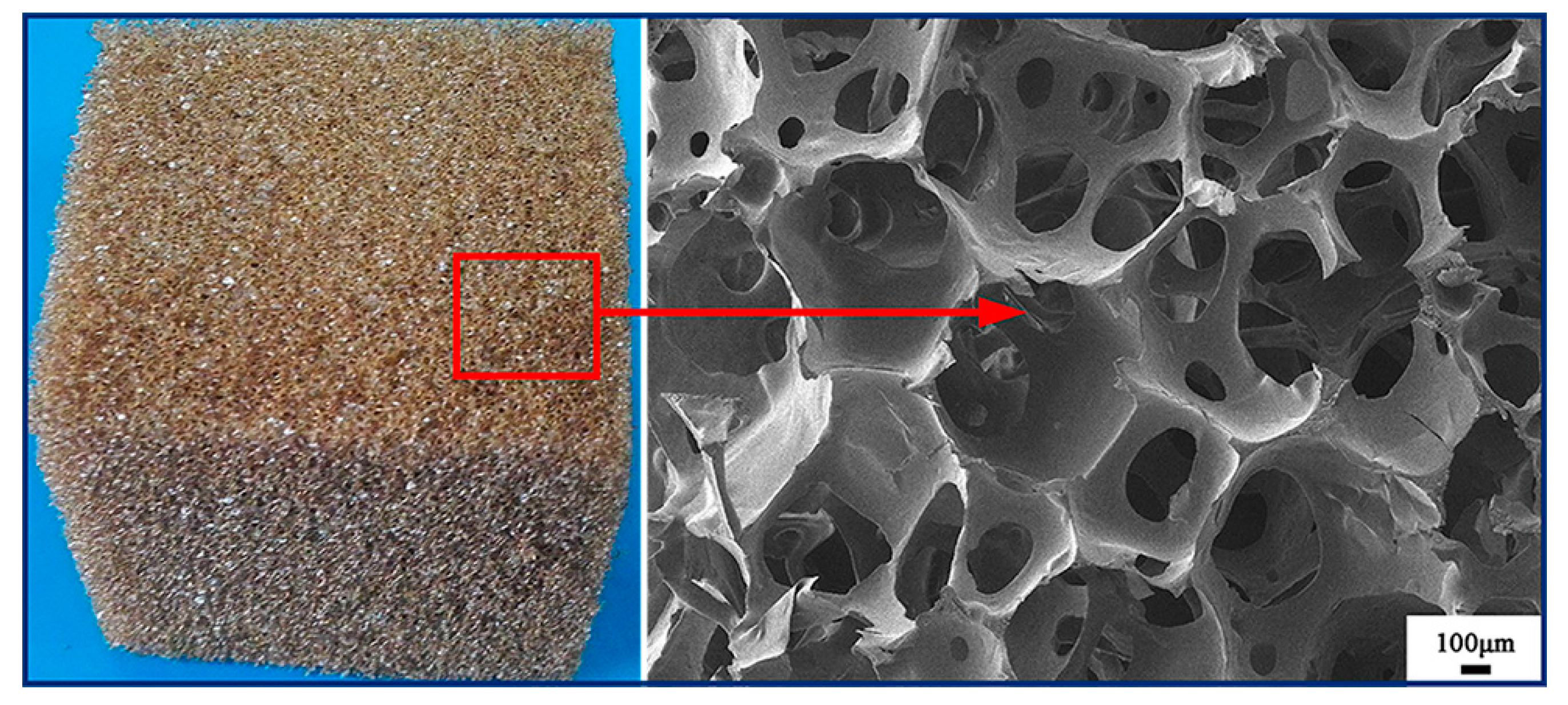
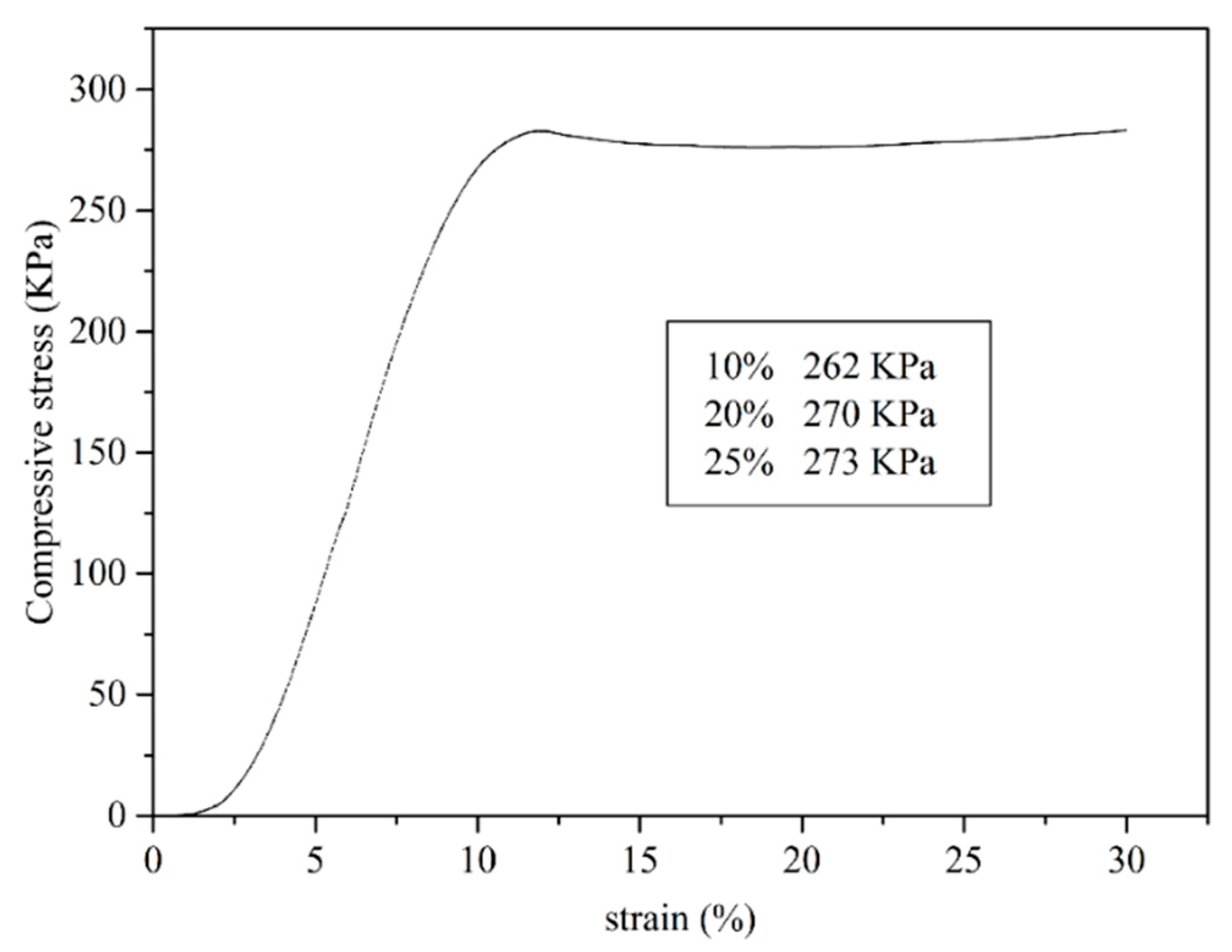
3.4. RPU Foam from Liquefied Products
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mahmood, N.; Yuan, Z.; Schmidt, J.; Tymchyshyn, M.; Xu, C. Hydrolytic liquefaction of hydrolysis lignin for the preparation of bio-based rigid polyurethane foam. Green Chem. 2016, 18, 2385–2398. [Google Scholar] [CrossRef]
- Cinelli, P.; Anguillesi, I.; Lazzeri, A. Green synthesis of flexible polyurethane foams from liquefied lignin. Eur. Polym. J. 2013, 49, 1174–1184. [Google Scholar] [CrossRef]
- Engels, H.W.; Pirkl, H.G.; Albers, R.; Albach, R.W.; Krause, J.; Hoffmann, A.; Casselmann, H.; Dormish, J. Polyurethanes: Versatile materials and sustainable problem solvers for today’s challenges. Angew. Chem. Int. Ed. 2013, 52, 9422–9441. [Google Scholar] [CrossRef]
- Tymchyshyn, M.; Xu, C. Liquefaction of biomass in hot compressed water for the production of phenolic compounds. Bioresour. Technol. 2010, 101, 2483–2490. [Google Scholar] [CrossRef]
- Rivera-Armenta, J.L.; Heinze, T.; Mendoza-Martínez, A.M. New polyurethane foams modified with cellulose derivatives. Eur. Polym. J. 2004, 40, 2803–2812. [Google Scholar] [CrossRef]
- Nadji, H.; Bruzzèse, C.; Belgacem, M.N.; Benaboura, A.; Gandini, A. Oxypropylation of lignins and preparation of rigid polyurethane foams from the ensuing polyols. Macromol. Mater. Eng. 2005, 290, 1009–1016. [Google Scholar] [CrossRef]
- Hu, S.; Wan, C.; Li, Y. Production and characterization of biopolyols and polyurethane foams from crude glycerol based liquefaction of soybean straw. Bioresour. Technol. 2012, 103, 227–233. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, L.; Li, D.; Yin, J.; Wu, S.; Mao, Z. Mechanical properties of polyurethane foams prepared from liquefied corn stover with PAPI. Bioresour. Technol. 2008, 99, 2265–2268. [Google Scholar] [CrossRef]
- Hu, S.; Li, Y. Polyols and polyurethane foams from base-catalyzed liquefaction of lignocellulosic biomass by crude glycerol: Effects of crude glycerol impurities. Ind. Crop. Prod. 2014, 57, 188–194. [Google Scholar] [CrossRef]
- D’Souza, J.; Camargo, R.; Yan, N. Polyurethane foams made from liquefied bark-based polyols. J. Appl. Polym. Sci. 2014, 131, 40599. [Google Scholar] [CrossRef]
- Hassan, E.M.; Shukry, N. Polyhydric alcohol liquefaction of some lignocellulosic agricultural residues. Ind. Crop. Prod. 2008, 27, 33–38. [Google Scholar] [CrossRef]
- Alma, M.H.; Basturk, M.A.; Digrak, M. New polyurethane-type rigid foams from liquified wood powders. J. Mater. Sci. Lett. 2003, 22, 1225–1228. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, J.; Hse, C.Y.; Shupe, T.F. Preparation of polyurethane foams using fractionated products in liquefied wood. J. Appl. Polym. Sci. 2014, 131, 2113–2124. [Google Scholar] [CrossRef]
- Kurimoto, Y.; Takeda, M.; Doi, S.; Tamura, Y.; Ono, H. Network structures and thermal properties of polyurethane films prepared from liquefied wood. Bioresour. Technol. 2001, 77, 33–40. [Google Scholar] [CrossRef]
- Izumo, K.; Fukushima, M. Influence of wood species on the properties of biopolyurethane prepared from liquefied wood with residue. J. Appl. Polym. Sci. 2010, 118, 2109–2115. [Google Scholar] [CrossRef]
- Kurimoto, Y.; Koizumi, A.; Doi, S.; Tamura, Y.; Ono, H. Wood species effects on the characteristics of liquefied wood and the properties of polyurethane films prepared from the liquefied wood. Biomass Bioenergy 2001, 21, 381–390. [Google Scholar] [CrossRef]
- Gao, L.L.; Liu, Y.H.; Lei, H.; Peng, H.; Ruan, R. Preparation of semirigid polyurethane foam with liquefied bamboo residues. J. Appl. Polym. Sci. 2010, 116, 1694–1699. [Google Scholar] [CrossRef]
- Sequeiros, A.; Serrano, L.; Briones, R.; Labidi, J. Lignin liquefaction under microwave heating. J. Appl. Polym. Sci. 2013, 130, 3292–3298. [Google Scholar] [CrossRef]
- Chen, K.; Hao, S.; Lyu, H.; Luo, G.; Zhang, S.; Chen, J. Ion exchange separation for recovery of monosaccharides, organic acids and phenolic compounds from hydrolysates of lignocellulosic biomass. Sep. Purif. Technol. 2017, 172, 100–106. [Google Scholar] [CrossRef]
- Chen, K.; Luo, G.; Lei, Z.; Zhang, Z.; Zhang, S.; Chen, J. Chromatographic separation of glucose, xylose and arabinose from lignocellulosic hydrolysates using cation exchange resin. Sep. Purif. Technol. 2018, 195, 288–294. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Q.; Wu, Y.; Zhang, H.; Cao, J.; Han, D. Effect of auxiliary blowing agents on properties of rigid polyurethane foams based on liquefied products from peanut shell. J. Appl. Polym. Sci. 2017, 134, 45582. [Google Scholar] [CrossRef]
- Wang, H.; Chen, H.Z. A novel method of utilizing the biomass resource: Rapid liquefaction of wheat straw and preparation of biodegradable polyurethane foam (PUF). Inst. Chem. Eng. 2007, 38, 95–102. [Google Scholar] [CrossRef]
- Ge, J.J.; Wu, R.; Deng, B.L.; Shi, X.H.; Wang, M.; Li, W. Studies on the biodegradable polyurethane materials based on bagasse (I) the liquefaction of bagasse and preparation of polyether ester polyol. Polym. Mater. Sci. Eng. 2003, 19, 194–198. [Google Scholar]
- Liu, Y.J. Chapter 2 polyether polyol. In Handbook of Raw Materials and Additives for Polyurethanes, 2nd ed.; Liu, Y.J., Ed.; Chemical Industry Press: Beijing, China, 2012; pp. 71–124. ISBN 9787122153623. [Google Scholar]
- Wang, G.; Li, W.; Li, B.; Chen, H. TG study on pyrolysis of biomass and its three components under syngas. Fuel 2008, 87, 552–558. [Google Scholar] [CrossRef]
- Malek, J.; Smrcka, V. The kinetic analysis of the crystallization processes in glasses. Thermochim. Acta 1991, 186, 153–169. [Google Scholar] [CrossRef]
- Reed, T.B.; Gaur, S. Atlas of thermal data of biomass and other fuels. Biomass Bioenergy 1994, 7, 143–145. [Google Scholar] [CrossRef]
- Ferdous, D.; Dalai, A.K.; Bej, S.K.; Thring, R.W. Pyrolysis of lignins: Experimental and kinetics studies. Energy Fuels 2002, 16, 1405–1412. [Google Scholar] [CrossRef]
- Fisher, T.; Hajaligol, M.; Waymack, B.; Kellogg, D. Pyrolysis behavior and kinetics of biomass derived materials. J. Anal. Appl. Pyrolysis 2003, 62, 331–349. [Google Scholar] [CrossRef]
- Yang, H.P.; Yan, R.; Chen, H.; Lee, D.H.; Liang, D.T.; Zheng, C. A study on the mechanism of palm oil wastes pyrolysis in a packed bed. Energy Fuel 2006, 20, 1321–1328. [Google Scholar] [CrossRef]
- Bilba, K.; Ouensanga, A. Fourier transform infrared spectroscopic study of thermal degradation of sugar cane bagasse. J. Anal. Appl. Pyrolysis 1996, 38, 61–73. [Google Scholar] [CrossRef]
- Schwanninger, M.; Rodrigues, J.C.; Pereira, H.; Hinterstoisser, B. Effects of short-time vibratory ball milling on the shape of FT-IR spectra of wood and cellulose. Vib. Spectrosc. 2004, 36, 23–40. [Google Scholar] [CrossRef]
- Souza, A.P.D.; Leite, D.C.C.; Pattathil, S.; Hahn, M.G.; Buckeridge, M.S. Composition and structure of sugarcane cell wall polysaccharides: Implications for second-generation bioethanol production. Bioenergy Res. 2012, 6, 564–579. [Google Scholar] [CrossRef]
- Pan, H.; Shupe, T.F.; Hse, C.Y. Characterization of liquefied wood residues from different liquefaction conditions. J. Appl. Polym. Sci. 2007, 105, 3739–3746. [Google Scholar] [CrossRef]
- Xu, J.M.; Jiang, J.C.; Hse, C.Y.; Shupe, T.E. Renewable chemical feedstocks from integrated liquefaction processing of lignocellulosic materials using microwave energy. Green Chem. 2012, 14, 2821–2830. [Google Scholar] [CrossRef]
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of transportation fuels from biomass: Chemistry, catalysts, and engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef]
- Chakar, F.S.; Ragauskas, A.J. Review of current and future softwood kraft lignin process chemistry. Ind. Crop. Prod. 2004, 20, 131–141. [Google Scholar] [CrossRef]
- Sharma, R.K.; Wooten, J.B.; Baliga, V.L. Characterization of chars from pyrolysis of lignin. Fuel 2004, 83, 1469–1482. [Google Scholar] [CrossRef]
- Radwan, A.M.; Kyotani, T.; Tomita, A. Characterization of coke deposited from cracking of benzene over USY zeolite catalyst. Appl. Catal. A 2000, 192, 43–50. [Google Scholar] [CrossRef]
- Mu, W.; Ben, H.; Ragauskas, A. Lignin pyrolysis components and upgrading—Technology review. Bioenergy Res. 2013, 6, 1183–1204. [Google Scholar] [CrossRef]
- Li, Y.; Ragauskas, A.J. Kraft lignin-based rigid polyurethane foam. J. Wood Chem. Technol. 2012, 32, 210–224. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Properties and Operating Conditions |
|---|---|
| Physical appearance | Dark brown, spherical particle |
| Ionic form as shipped | Hydrogen (≥98%) |
| Concentration of acid sites | ≥2.98 eq kg−1 |
| Moisture holding capacity | 51.0%–55.0% (H+ form) |
| Particle size | 0.58–0.75 mm |
| Fines content | <0.355 mm, 2.0% max |
| Surface area | 49 m2 g−1 |
| Average pore diameter | 19 nm |
| Maximum operating temperature | 170 °C |
| Solvents | Solubility |
|---|---|
| n-Hexane | Insoluble |
| Cyclohexane | Insoluble |
| Ethanol | Partly soluble |
| Glycerol | Partly soluble |
| Glycerol/ deionized water(v/v = 1/1) | Partly soluble |
| Tetrahydrofuran | Mostly soluble |
| Methanol/deionized water (v/v = 1/1) | Fully soluble |
| Deionized water | Fully soluble |
| Methanol | Fully soluble |
| Polyethylene glycol 400 | Fully soluble |
| Polyethylene glycol 2000 | Fully soluble |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Chen, W.; Qu, G.; Lin, X.; Han, D.; Yan, X.; Zhang, H. Liquefaction of Peanut Shells with Cation Exchange Resin and Sulfuric Acid as Dual Catalyst for the Subsequent Synthesis of Rigid Polyurethane Foam. Polymers 2019, 11, 993. https://doi.org/10.3390/polym11060993
Zhang Q, Chen W, Qu G, Lin X, Han D, Yan X, Zhang H. Liquefaction of Peanut Shells with Cation Exchange Resin and Sulfuric Acid as Dual Catalyst for the Subsequent Synthesis of Rigid Polyurethane Foam. Polymers. 2019; 11(6):993. https://doi.org/10.3390/polym11060993
Chicago/Turabian StyleZhang, Qinqin, Weisheng Chen, Guojuan Qu, Xiaoqi Lin, Dezhi Han, Xiaofei Yan, and Heng Zhang. 2019. "Liquefaction of Peanut Shells with Cation Exchange Resin and Sulfuric Acid as Dual Catalyst for the Subsequent Synthesis of Rigid Polyurethane Foam" Polymers 11, no. 6: 993. https://doi.org/10.3390/polym11060993