Degradation Behavior In Vitro of Carbon Nanotubes (CNTs)/Poly(lactic acid) (PLA) Composite Suture

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of CNTs/PLA Sutures
2.2.1. CNTs Modification
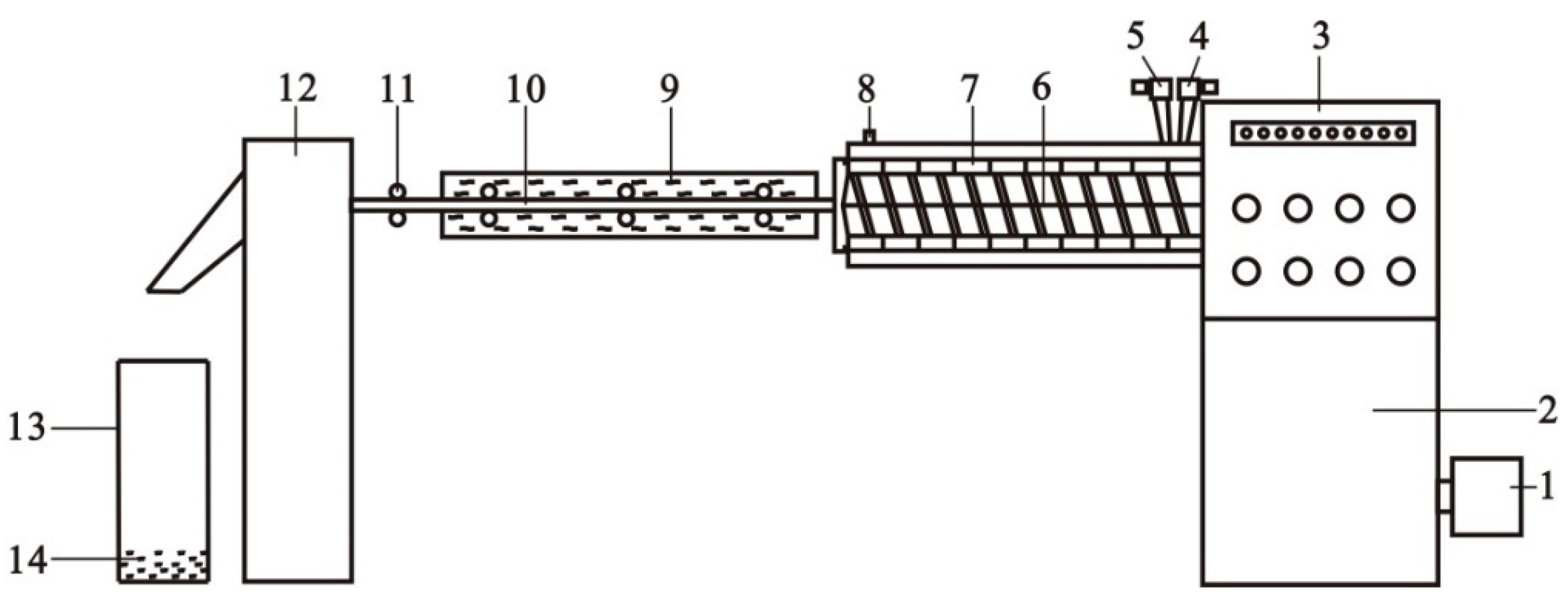
2.2.2. Preparation of CNTs/PLA Master Batches
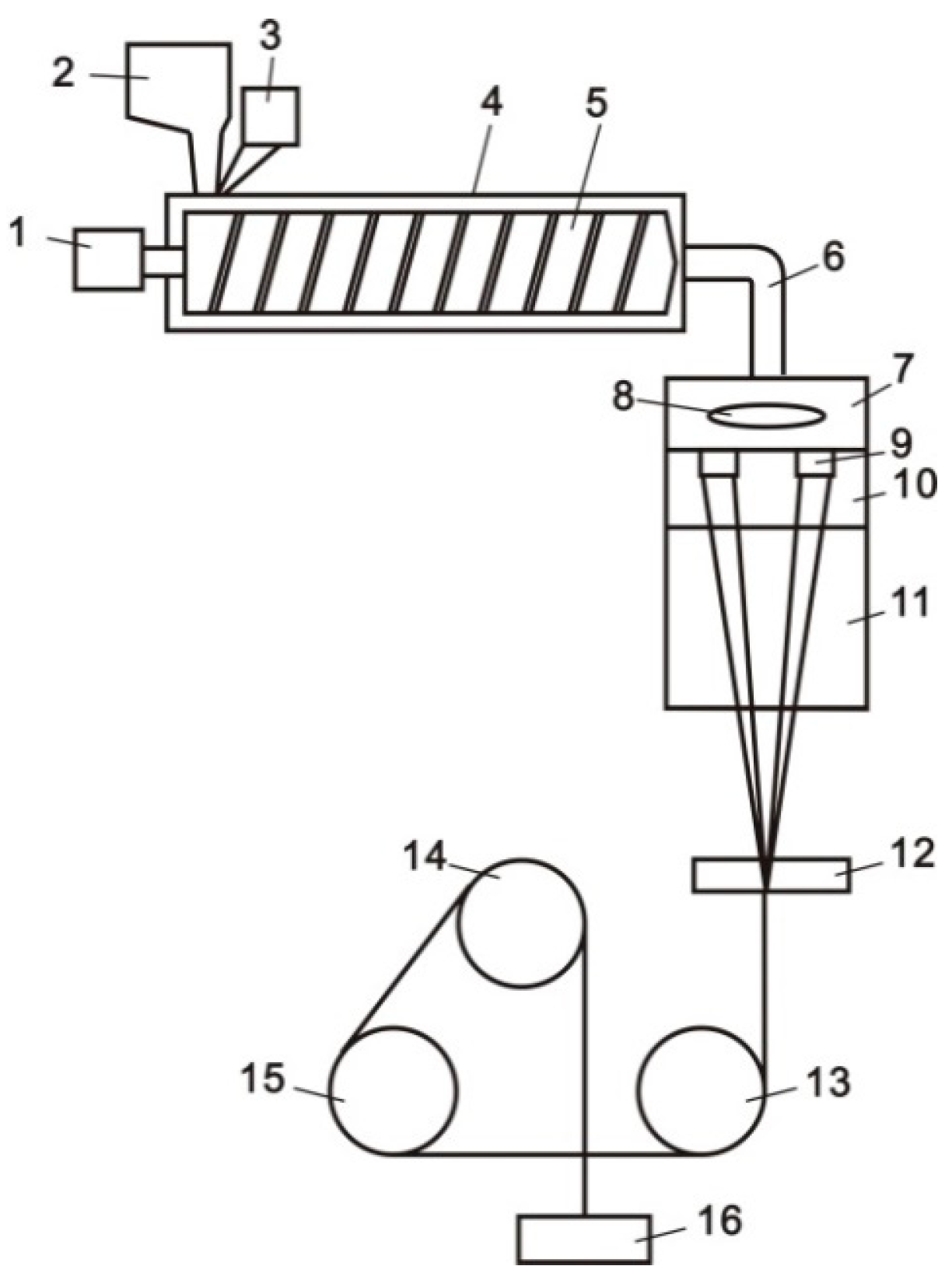
2.2.3. Melt Spinning of CNTs/PLA Composite Filaments
2.2.4. Twisting, Heating Setting, Sterilizing of CNTs/PLA Filaments
2.3. In vitro Degradation of CNTs/PLA Sutures
2.4. Differential Scanning Calorimetry (DSC)
2.5. Scanning Electron Microscope (SEM)
2.6. Fourier Transform Infrared Spectroscopy (FT-IR)
2.7. Mechanical Properties of CNTs/PLA Sutures
2.8. Mass Loss of CNTs/PLA Sutures
3. Results and Discussion
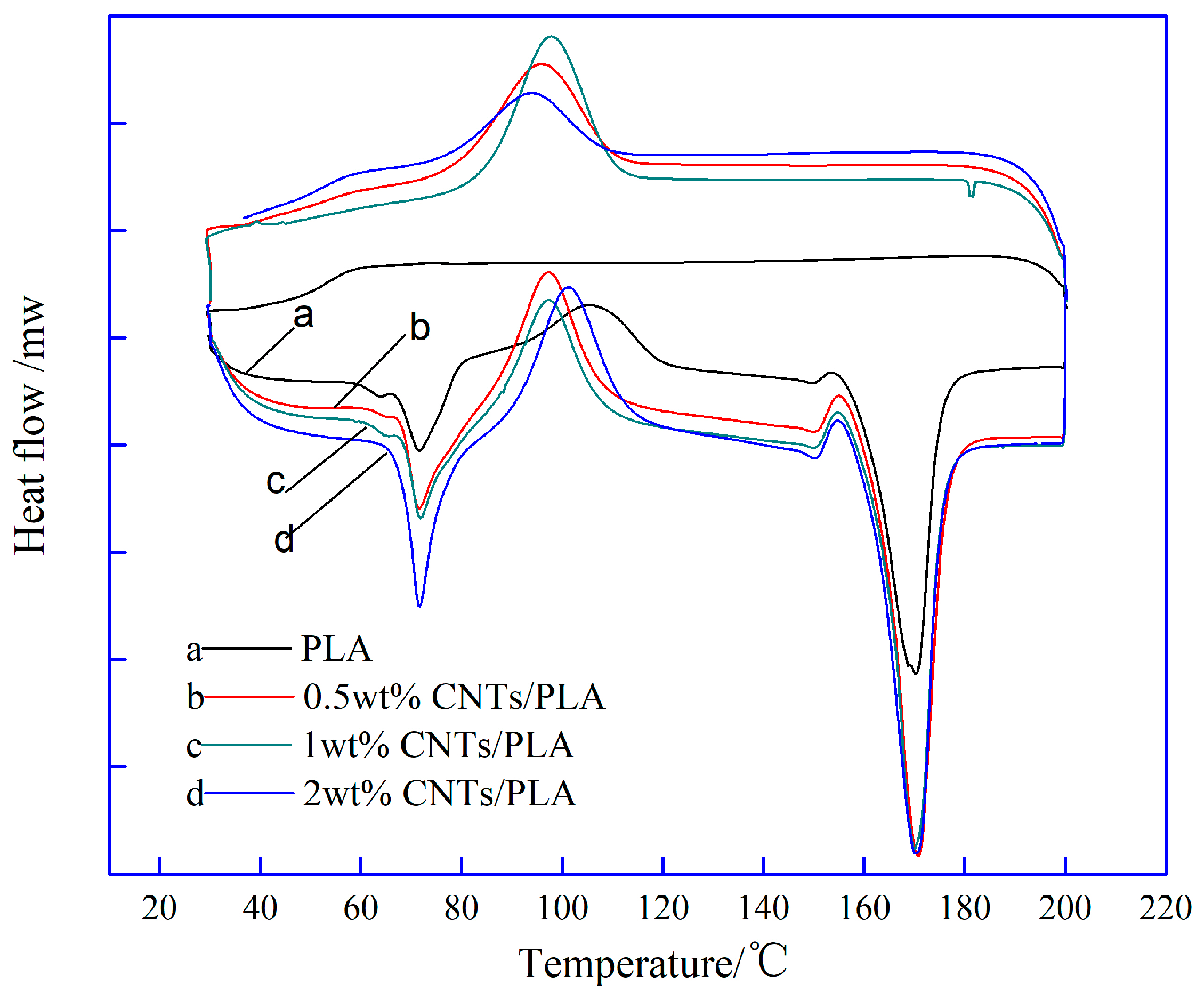
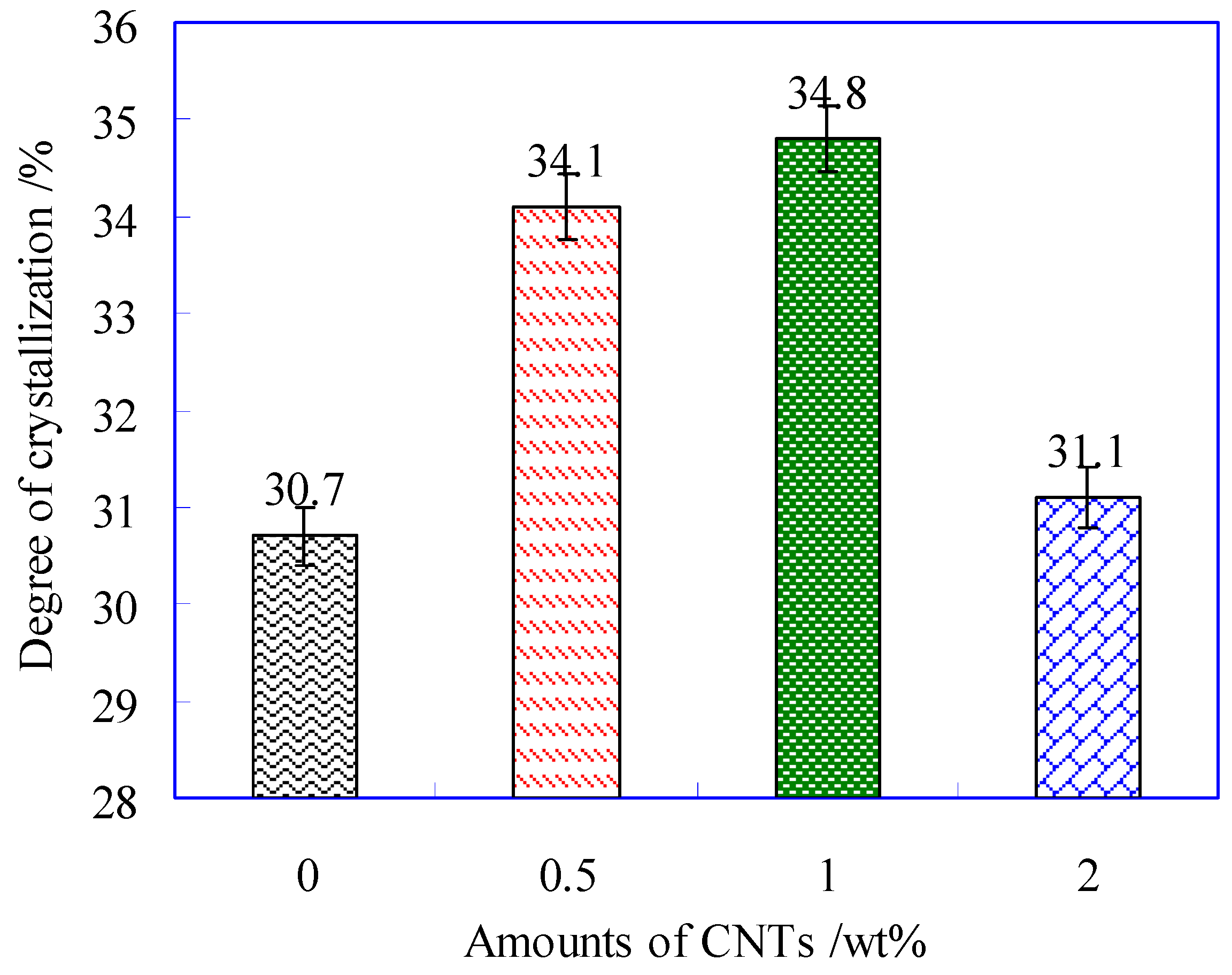
3.1. The Crystallization Structure of CNTs/PLA Suture
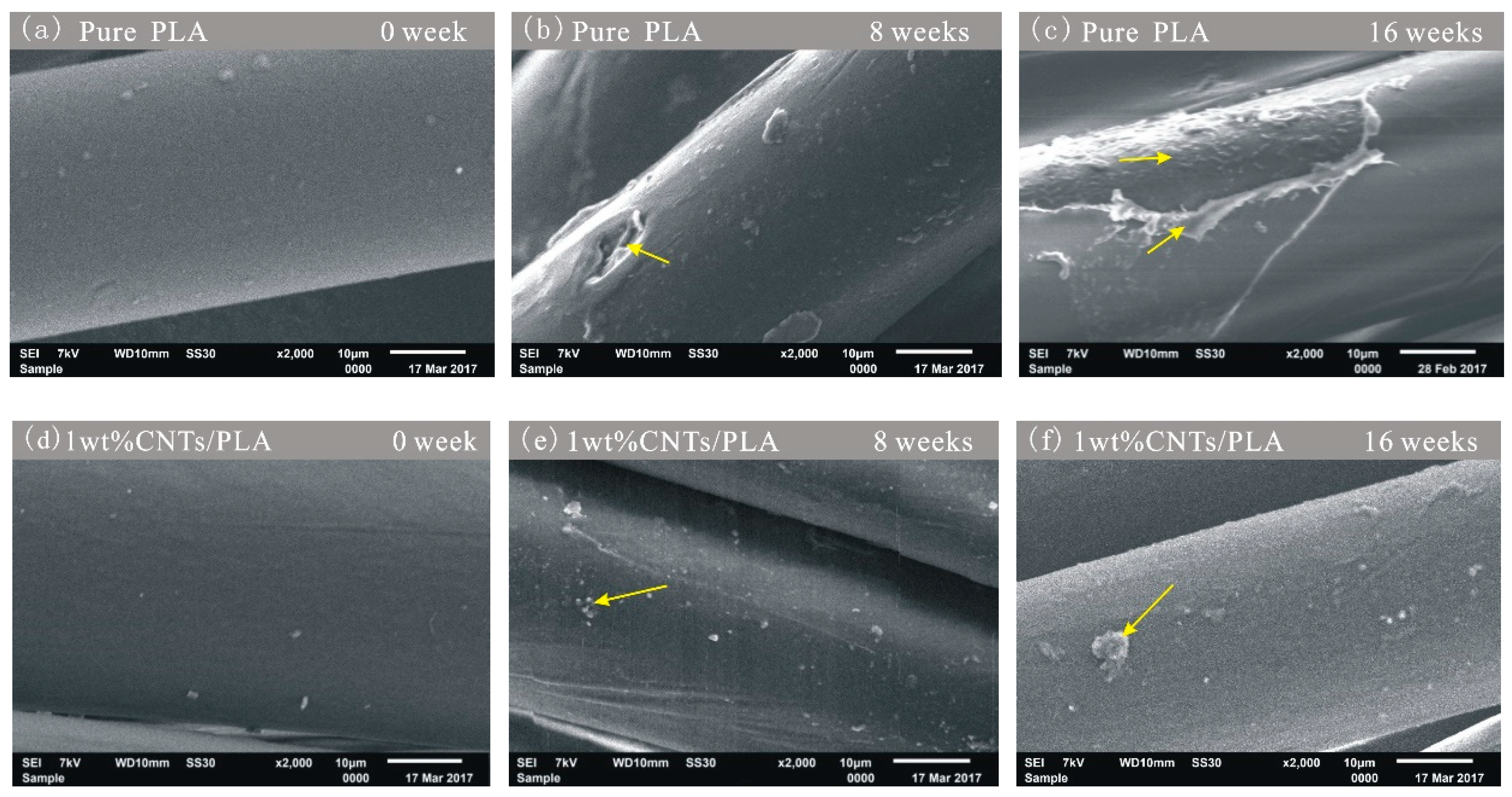
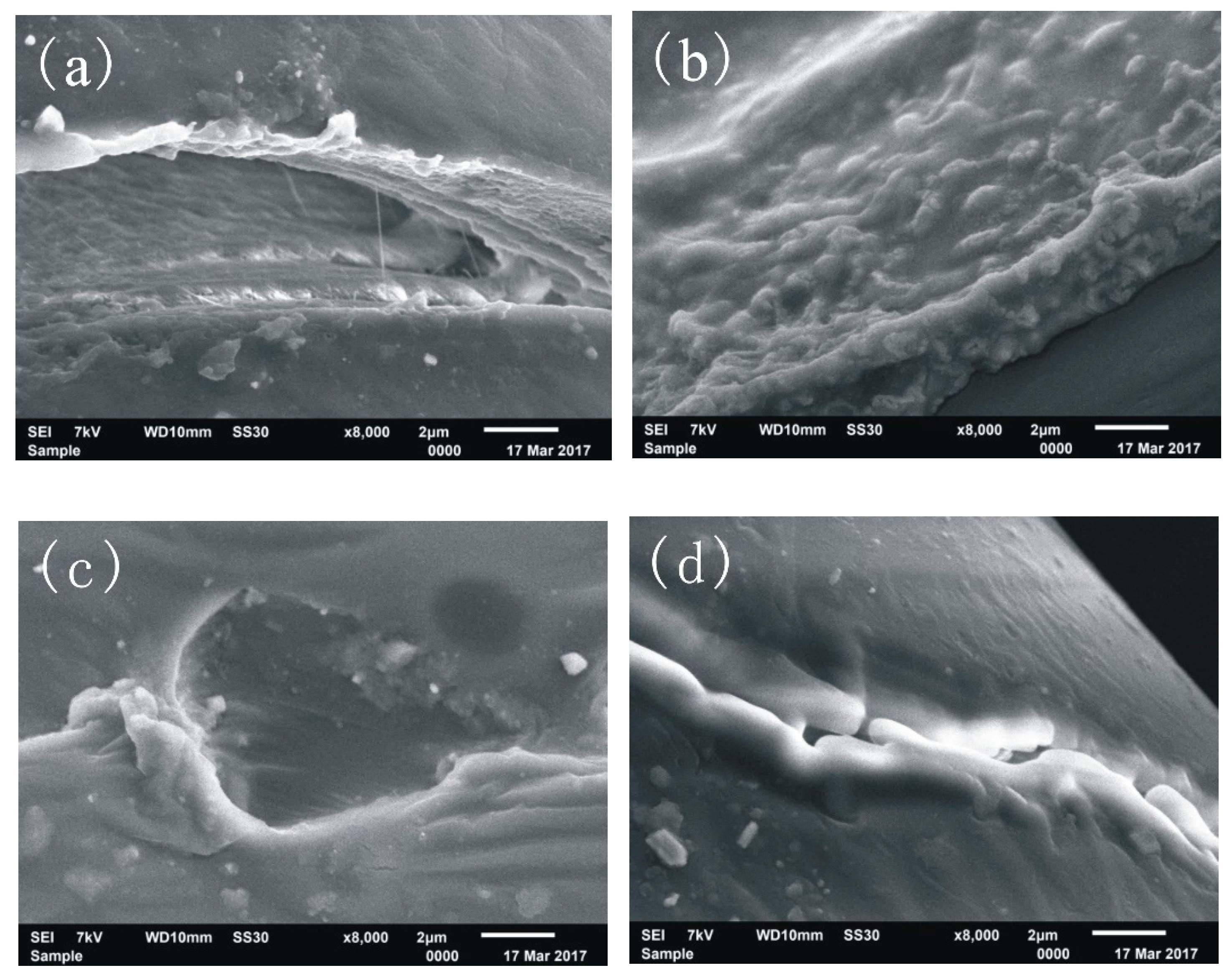
3.2. The Surface Morphology of CNTs/PLA Sutures during Degradation
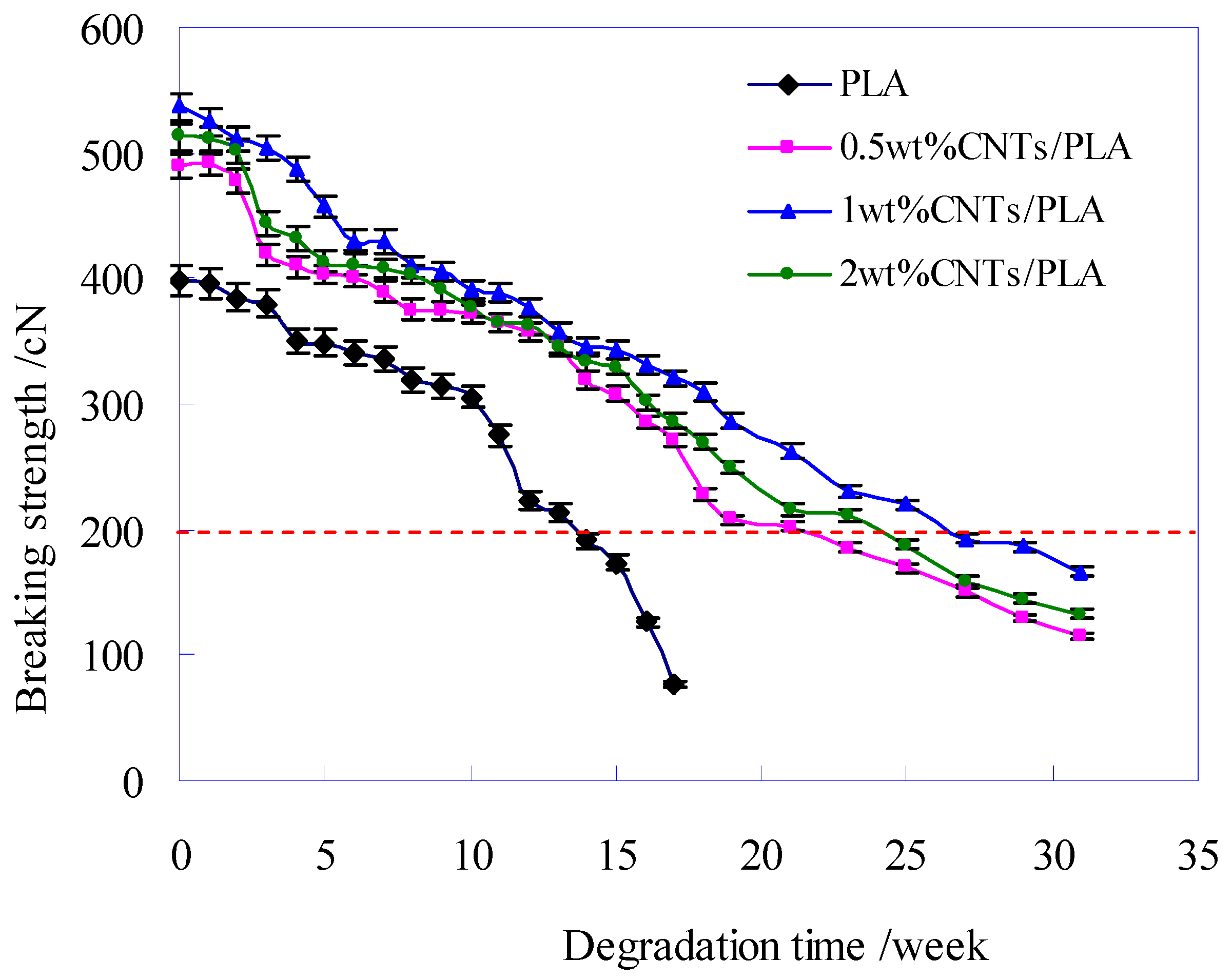
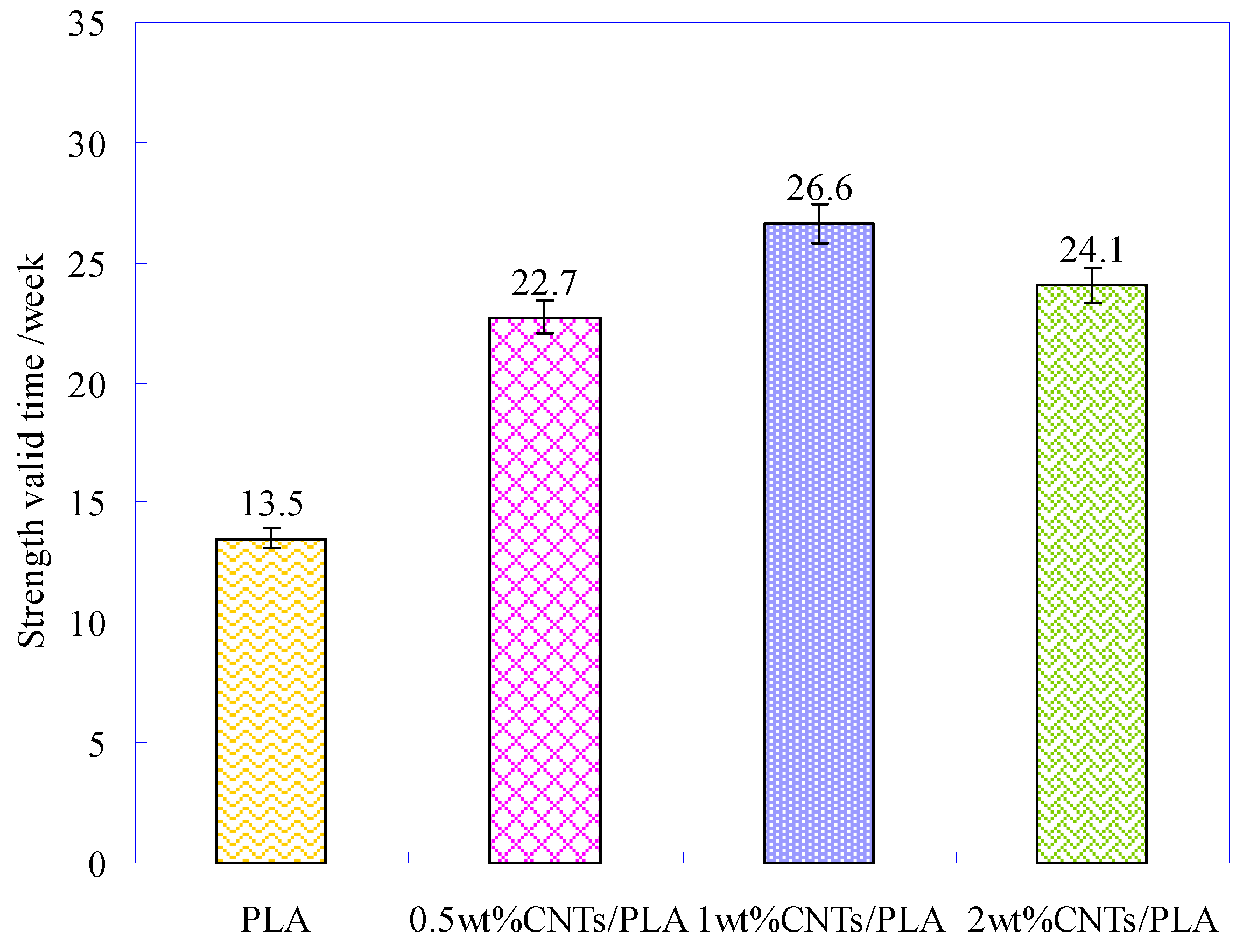
3.3. The Breaking Strength of CNTs/PLA Sutures during Degradation
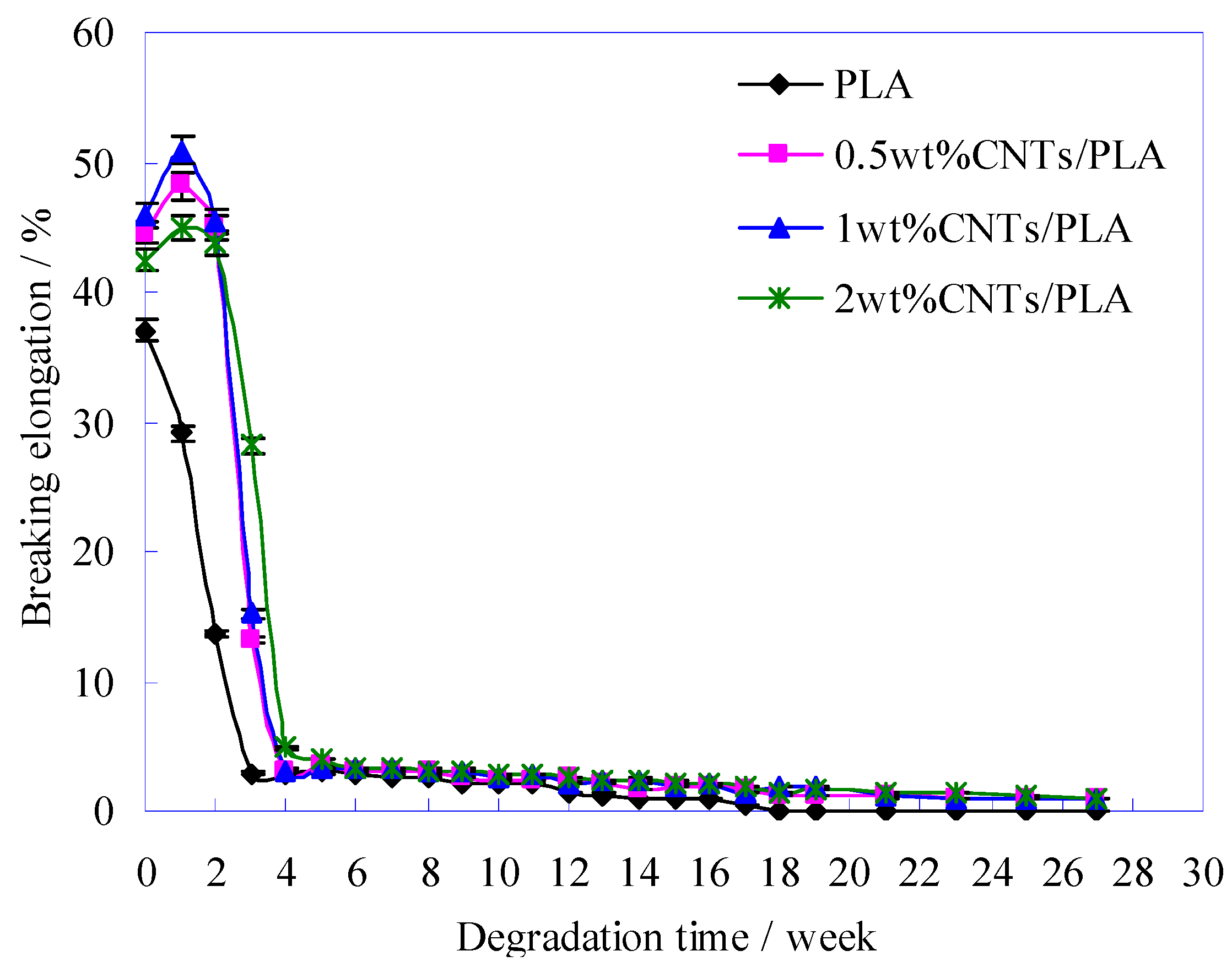
3.4. The Breaking Elongation of CNTs/PLA Sutures during Degradation
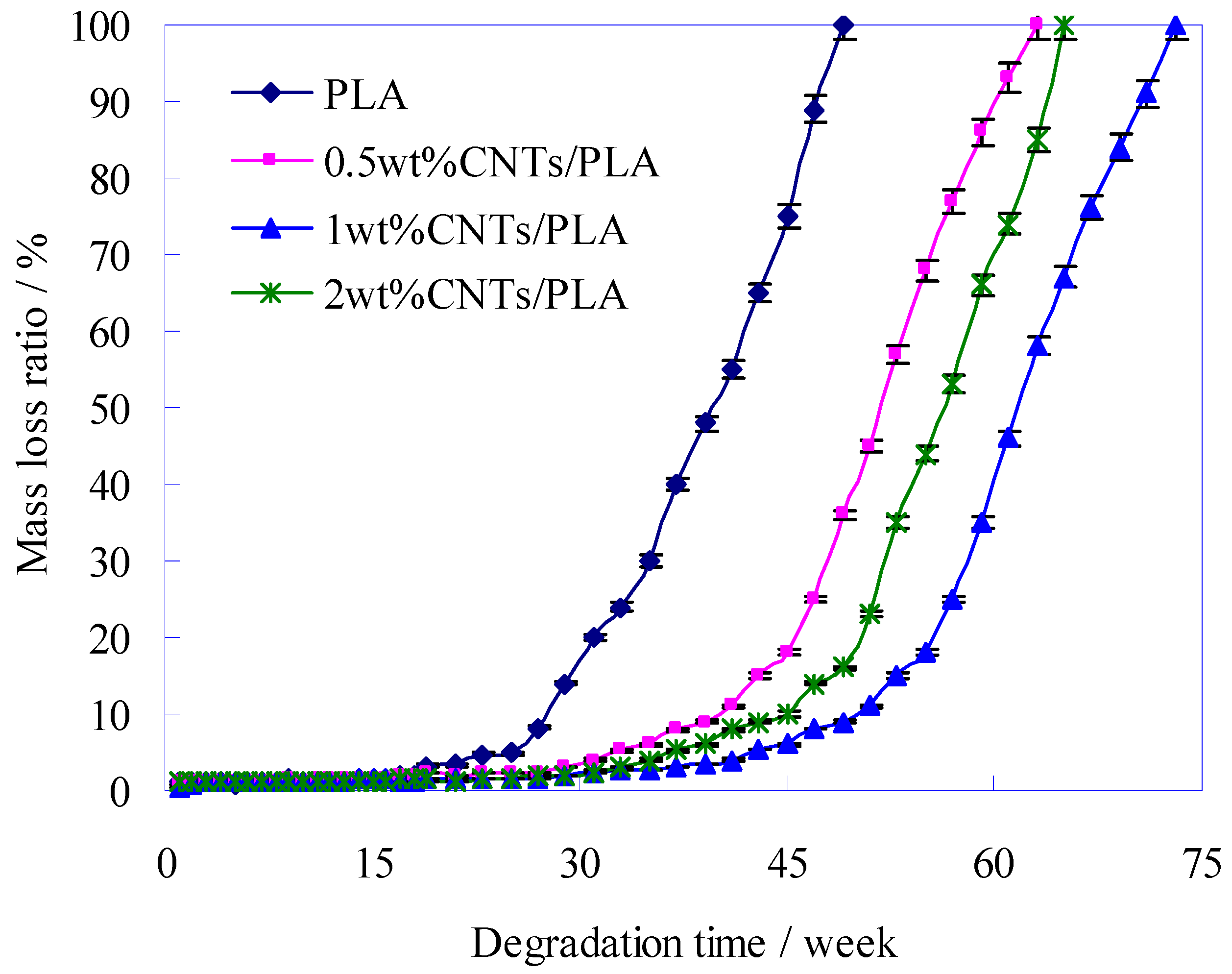
3.5. The Mass Change of PLA Sutures during Degradation
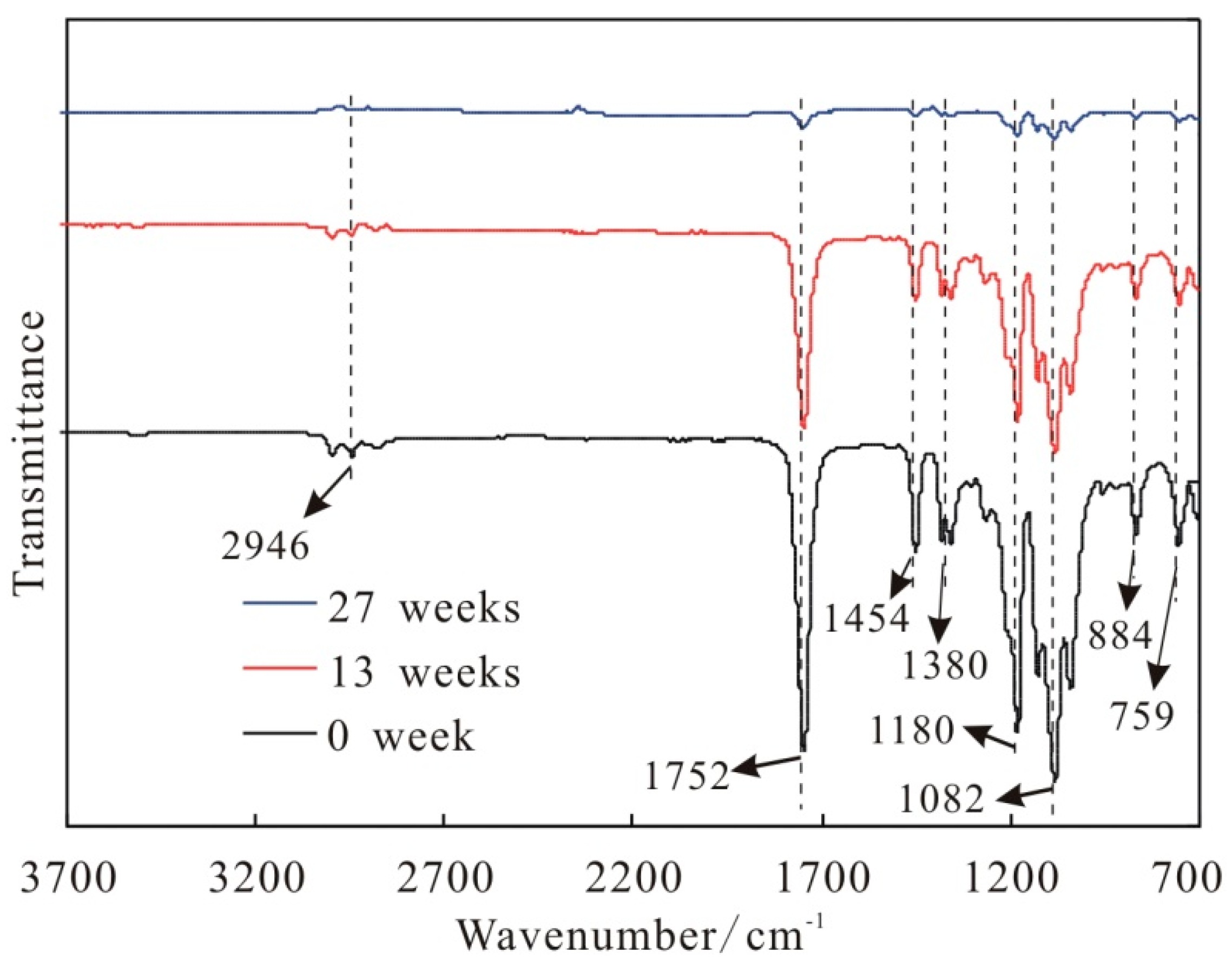
3.6. The Chemical Structure of PLA Sutures during Degradation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chang, H.; Luo, J.; Gulgunje, P.V.; Kumar, S. Structural and functional fibers. Annu. Rev. Mater. Res. 2017, 47, 331–359. [Google Scholar] [CrossRef]
- Ren, Y.; Xu, L.; Wang, C.; Wang, X.; Ding, Z.; Chen, Y. Effect of dielectric barrier discharge treatment on surface nanostructure and wettability of polylactic acid (PLA) nonwoven fabrics. Appl. Surf. Sci. 2017, 426, 612–621. [Google Scholar] [CrossRef]
- Ding, W.D.; Jahani, D.; Chang, E.; Alemdar, A.; Park, C.B.; Sain, M. Development of PLA/cellulosic fiber composite foams using injection molding: Crystallization and foaming behaviors. Compos. Part A Appl. Sci. Manuf. 2016, 83, 130–139. [Google Scholar] [CrossRef]
- Güleçyüz, M.F.; Mazur, A.; Schröder, C.; Braun, C.; Ficklscherer, A.; Roβbach, B.P.; Müller, P.E.; Pietschmann, M.F. Influence of temperature on the biomechanical stability of titanium, peek, poly-l-lactic acid, and β-tricalcium phosphate poly-l-lactic acid suture anchors tested on human humeri in vitro in a wet environment. J. Arthrosc. Relat. Surg. 2015, 31, 1134–1141. [Google Scholar] [CrossRef] [PubMed]
- Huh, B.K.; Kim, B.H.; Kim, S.N.; Park, C.G.; Lee, S.H.; Kim, K.R.; Heo, C.Y.; Choy, Y.B. Surgical suture braided with a diclofenac-loaded strand of poly(lactic-co-glycolic acid) for local, sustained pain mitigation. Mater. Sci. Eng. C 2017, 79, 209–215. [Google Scholar] [CrossRef] [PubMed]
- Dong, Y.; Ghataura, A.; Takagi, H.; Haroosh, H.J.; Nakagaito, A.N.; Lau, K.T. Polylactic acid (PLA) biocomposites reinforced with coir fibres: Evaluation of mechanical performance and multifunctional properties. Compos. Part A Appl. Sci. Manuf. 2014, 63, 76–84. [Google Scholar] [CrossRef] [Green Version]
- Schrumpf, M.A.; Lee, A.T.; Weiland, A.J. Foreign-body reaction and osteolysis induced by an intraosseous poly-l-lactic acid suture anchor in the wrist: Case report. J. Hand Surg. 2011, 36, 1769–1773. [Google Scholar] [CrossRef]
- Lou, C.W.; Yao, C.H.; Chen, Y.S.; Hsieh, T.C.; Lin, J.H.; Hsing, W.H. Manufacturing and properties of PLA absorbable surgical suture. Text. Res. J. 2008, 78, 958–965. [Google Scholar] [CrossRef]
- Meyer, D.C.; Mayer, J.; Weber, U.; Mueller, A.; Koch, P.P.; Gerber, C. Ultrasonically implanted PLA suture anchors are stable in osteopenic bone. Clin. Orthop. Relat. Res. 2006, 442, 143–148. [Google Scholar] [CrossRef]
- Smitherman, L. Faith, health and healing in african american life. JAMA 2009, 301, 794. [Google Scholar] [CrossRef]
- Cole, O. Healing time. Manuf. Bus Technol. 2006, 24, 24–26. [Google Scholar]
- Parirokh, M.; Asgary, S.; Eghbal, M.J. The effect of different suture removal time intervals on surgical wound healing. Iran Endod. J. 2006, 1, 81–86. [Google Scholar] [PubMed]
- Ma, W.; Zhou, Y.; Mao, H.; Xu, R.; Shrestha, A.; Li, F.; Lorance, A.; Yang, Q.; Zhang, Y.; Jiang, T.; et al. Healing time of incision infection after hepatobiliary surgery treated by needle-free incision suture closure. World J. Gastroenterol. 2014, 20, 15815–15819. [Google Scholar] [CrossRef] [PubMed]
- Turalija, M.; Bischof, S.; Budimir, A.; Gaan, S. Antimicrobial PLA films from environment friendly additives. Compos. Part B 2016, 102, 94–99. [Google Scholar] [CrossRef]
- Vieira, A.C.; Medeiros, R.; Guedes, R.M.; Marques, A.T.; Tita, V. Visco-elastic-plastic properties of suture fibers made of PLA-PCL. Mater. Sci. Forum 2013, 730–732, 56–61. [Google Scholar] [CrossRef]
- Toncheva, A.; Mincheva, R.; Kancheva, M.; Manolova, N.; Rashkov, I.; Dubois, P.; Markova, N. Antibacterial PLA/PEG electrospun fibers: Comparative study between grafting and blending PEG. Eur. Polym. J. 2016, 75, 223–233. [Google Scholar] [CrossRef]
- You, Y.; Youk, J.H.; Lee, S.W.; Min, B.M.; Lee, S.J.; Park, W.H. Preparation of porous ultrafine PGA fibers via selective dissolution of electrospun PGA/PLA blend fibers. Mater. Lett. 2006, 60, 757–760. [Google Scholar] [CrossRef]
- Mohapatra, A.K.; Mohanty, S.; Nayak, S.K. Effect of PEG on PLA/PEG blend and its nanocomposites: A study of thermo-mechanical and morphological characterization. Polym. Compos. 2014, 35, 283–293. [Google Scholar] [CrossRef]
- Scaffaro, R.; Lopresti, F.; Botta, L. PLA based biocomposites reinforced with posidonia oceanica leaves. Compos. Part B 2018, 139, 1–11. [Google Scholar] [CrossRef]
- Wu, G.H.; Liu, S.Q.; Jia, H.S.; Dai, J.M. Preparation and properties of heat resistant polylactic acid (PLA)/nano-SiO2 composite filament. J. Wuhan Univ. Technol. 2016, 31, 164–171. [Google Scholar] [CrossRef]
- Min, M.; Chen, X.; Yu, W.; Huang, H.; Ma, H.; Shi, J.; Liu, Y.; Wang, L.; Wang, L. Preparation and properties of fishery polylactic acid fiber modified by nano-montmorillonite. Mar. Fish China 2014, 36, 557–563. [Google Scholar]
- Benyathiar, P.; Selke, S.; Auras, R. The effect of gamma and electron beam irradiation on the biodegradability of PLA films. J. Polym. Environ. 2016, 24, 230–240. [Google Scholar] [CrossRef]
- Zhang, L.; Zuo, D.; Yi, C.; Zou, H. Study on surface modification of poly(lactic acid) fiber grafted with polyvinylpyrrolidone. J. Text. Res. China 2015, 36, 13–17. [Google Scholar]
- Fraczek-Szczypta, A.; Stodolak-Zych, E.; Jurdziak, S.; Blazewicz, M. Polymer nanocomposite scaffolds modified with carbon nanotubes for tissue regeneration. Mater. Sci. Forum 2012, 714, 245–253. [Google Scholar] [CrossRef]
- Wang, S.; Shen, L.; Zhang, W.; Tong, Y. Preparation and mechanical properties of chitosan/carbon nanotubes composites. Biomacromolecules 2005, 6, 3067–3072. [Google Scholar] [CrossRef]
- Cheng, W.D.; Ren, C.H.; Gu, X.H.; Wu, Z.J.; Xing, X.Q.; Mo, G.; Chen, Z.J.; Wu, Z.H. Microstructural changes of graphene/PLA/PBC nanofibers by electrospinning during tensile tests. Chin. Phys. Lett. 2017, 34, 036101. [Google Scholar] [CrossRef]
- Saffar, K.P.; Sudak, L.J.; Federico, S. A biomechanical evaluation of CNT-grown bone. J. Biomed. Mater. Res. A 2016, 104, 465–475. [Google Scholar] [CrossRef]
- Pinto, V.C.; Costa-Almeida, R.; Rodrigues, I.; Guardao, L.; Soares, R.; Guedes, R.M. Exploring the in vitro and in vivo compatibility of PLA, PLA/GNP and PLA/CNT-COOH biodegradable nanocomposites: Prospects for tendon and ligament applications. J. Biomed. Mater. Res. A 2017, 105, 2182–2190. [Google Scholar] [CrossRef]
- Kharaziha, M.; Shin, S.R.; Nikkhah, M.; Topkaya, S.N.; Masoumi, N.; Annabi, N.; Dokmeci, M.R.; Khademhosseini, A. Tough and flexible CNT-polymeric hybrid scaffolds for engineering cardiac constructs. Biomaterials 2014, 35, 7346–7354. [Google Scholar] [CrossRef]
- Liu, S.Q.; Wu, G.H.; Yu, J.J.; Chen, X.G.; Guo, J.H.; Zhang, X.F.; Wang, P.; Yin, X.L. Surface modification of basalt fiber (BF) for improving compatibilities between BF and poly lactic acid (PLA) matrix. Compos. Interface 2019, 26, 275–290. [Google Scholar] [CrossRef]
- Picher-Martel, G.P.; Levy, A.; Hubert, P. Compression moulding of carbon/PEEK randomly-oriented strands composites: A 2D finite element model to predict the squeeze flow behaviour. Compos. Part A Appl. Sci. Manuf. 2016, 81, 69–77. [Google Scholar] [CrossRef]
- Zhou, H.W.; Mishnaevsky, L.; Yi, H.Y.; Liu, Y.Q.; Hu, X.; Warrier, A.; Dai, G.M. Carbon fiber/carbon nanotube reinforced hierarchical composites: Effect of CNT distribution on shearing strength. Compos. Part B 2016, 88, 201–211. [Google Scholar] [CrossRef]
- Liu, S.Q.; Wu, G.H.; Xiao, Y.C. Multi-interfaces investigation on the PLA composites toughened by modified MWCNTs. Compos. Interface 2017, 24, 743–759. [Google Scholar] [CrossRef]
- Liu, S.Q.; Wu, G.H.; Xiao, Y.C.; Guo, H.X.; Shao, F.J. Crystallization behavior and mechanical properties of poly(lactic acid) complex fiber toughened by carbon nanotube nanocapsules. Text. Res. J. 2018, 88, 1616–1627. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, J.; Dai, N.; Qin, P.; Attar, H.; Zhang, L. Corrosion behaviour of selective laser melted Ti-TiB biocomposite in simulated body fluid. Electrochim. Acta 2017, 232, 89–97. [Google Scholar] [CrossRef]
- Chan, C. A study on the corrosion fatigue behaviour of laser-welded shape memory NiTi wires in a simulated body fluid. Surf. Coat. Technol. 2017, 320, 574–578. [Google Scholar] [CrossRef] [Green Version]
- Wu, G.H.; Liu, S.Q.; Wu, X.Y.; Ding, X.M. Influence of MWCNTs modified by silane coupling agent KH570 on the properties and structure of MWCNTs/PLA composite film. J. Polym. Res. 2016, 23, 1–8. [Google Scholar] [CrossRef]
- Robinson, J.R.; Frank, E.G.; Hunter, A.J.; Jermin, P.J.; Gill, H.S. The strength of transosseous medial meniscal root repair using a simple suture technique is dependent on suture material and position. Am. J. Sport Med. 2018, 46, 924–932. [Google Scholar] [CrossRef]
- Johnson, P.C.; Roberts, A.D.; Hire, J.M.; Mueller, T.L. The effect of instrumentation on suture tensile strength and knot pullout strength of common suture materials. J. Surg. Educ. 2016, 73, 162–165. [Google Scholar] [CrossRef]
- Wu, G.H.; Liu, S.Q.; Wu, X.Y.; Ding, X.M. Core-shell structure of carbon nanotube nanocapsules reinforced poly(lactic acid) composites. J. Appl. Polym. Sci. 2017, 134, 44919. [Google Scholar] [CrossRef]
- Wu, G.H.; Liu, S.Q.; Wu, X.Y.; Ding, X.M. The effect of carbon nanotubes-grafted lactide on the mechanical and thermal properties of poly (lactic acid) biocomposites. J. Reinf. Plast Comp. 2017, 36, 655–666. [Google Scholar] [CrossRef]
- Asvar, Z.; Mirzaei, E.; Azarpira, N.; Geramizadeh, B.; Fadaie, M. Evaluation of electrospinning parameters on the tensile strength and suture retention strength of polycaprolactone nanofibrous scaffolds through surface response methodology. J. Mech. Behav. Biomed. 2017, 75, 369–378. [Google Scholar] [CrossRef] [PubMed]
- Gülecyüz, M.; Bortolotti, H.; Pietschmann, M.; Ficklscherer, A.; Niethammer, T.; Roßbach, B.; Müller, P. Primary stability of rotator cuff repair: Can more suture materials yield more strength? Int. Orthop. 2016, 40, 989–997. [Google Scholar] [CrossRef] [PubMed]
- Chaparro, F.J.; Matusicky, M.E.; Allen, M.J.; Lannutti, J.J. Biomimetic microstructural reorganization during suture retention strength evaluation of electrospun vascular scaffolds. J. Biomed. Mater. Res. B 2016, 104, 1525–1534. [Google Scholar] [CrossRef] [PubMed]
- Ribba, L.; Goyanes, S. Improving PLA ductility using only 0.05% of CNTs and 0.25% of an azo-dye. Mater. Lett. 2016, 182, 94–97. [Google Scholar] [CrossRef]
- Urquijo, J.; Aranburu, N.; Dagréou, S.; Guerrica-Echevarría, G.; Eguiazábal, J.I. CNT-induced morphology and its effect on properties in PLA/PBAT-based nanocomposites. Eur. Polym. J. 2017, 93, 545–555. [Google Scholar] [CrossRef]
- Kim, S.; Zare, Y.; Garmabi, H.; Rhee, K.Y. Variations of tunneling properties in poly (lactic acid) (PLA)/poly (ethylene oxide) (PEO)/carbon nanotubes (CNT) nanocomposites during hydrolytic degradation. Sens. Actuat. A Phys. 2018, 274, 28–36. [Google Scholar] [CrossRef]
- Spiridon, I.; Darie, R.N.; Kangas, H. Influence of fiber modifications on PLA/fiber composites. behavior to accelerated weathering. Compos. Part B 2016, 92, 19–27. [Google Scholar] [CrossRef]
- Iñiguez-Franco, F.; Auras, R.; Burgess, G.; Holmes, D.; Fang, X.; Rubino, M.; Herlinda, S. Concurrent solvent induced crystallization and hydrolytic degradation of PLA by water-ethanol solutions. Polymer 2016, 99, 315–323. [Google Scholar] [CrossRef] [Green Version]
- Kucharczyk, P.; Pavelková, A.; Stloukal, P.; Sedlarík, V. Degradation behaviour of PLA-based polyesterurethanes under abiotic and biotic environments. Polym. Degrad. Stabil. 2016, 129, 222–230. [Google Scholar] [CrossRef] [Green Version]
- Piemonte, V.; Gironi, F. Kinetics of Hydrolytic Degradation of PLA. J. Polym. Environ. 2013, 21, 313–318. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wound Type | Healing Time/Weeks |
|---|---|
| Appendsicitis | 2–6 |
| Hysteroma | 8–11 |
| Intestine | 10–12 |
| Intestinal polyp | 12–15 |
| Intervertebral disc herniation | 12–16 |
| Anorectal disease | 15–18 |
| Tendon | 17–20 |
| Cesarean | 20–24 |
| Osteorrhaphy | >40 |
| Technical Parameters | Value |
|---|---|
| Zone 1 temperature/°C | 180 |
| Zone 2 temperature/°C | 190 |
| Zone 3 temperature/°C | 192 |
| Zone 4 temperature/°C | 197 |
| Elbow pipe temperature/°C | 192 |
| Spinning box temperature/°C | 200 |
| First hot roller temperature/°C | 75 |
| Second hot roller temperature/°C | 80 |
| Third hot roller temperature/°C | 83 |
| Annealing temperature/°C | 65 |
| Screw pressure/MPa | 10.65 |
| Melt temperature/°C | 185 |
| Screw frenquency/Hz | 20.7 |
| Metering pump frequency/Hz | 60 |
| First hot roller frequency/Hz | 23.3 |
| Second hot roller frequency/Hz | 28 |
| Third hot roller frequency/Hz | 64 |
| Winding frequency/Hz | 100 |
| Items | Fitting Regression Equations | Degree of Fitting (R2) |
|---|---|---|
| Pure PLA suture | y = −0.9955x2 − 0.4807x + 389.2 | 0.985 |
| 0.5 wt% CNTs/PLA suture | y = −12.476x + 483.16 | 0.9755 |
| 1 wt% CNTs/PLA suture | y = −12.146x + 523.54 | 0.9899 |
| 2 wt% CNTs/PLA suture | y = −12.463x + 500.3 | 0.9855 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Wu, G.; Chen, X.; Zhang, X.; Yu, J.; Liu, M.; Zhang, Y.; Wang, P. Degradation Behavior In Vitro of Carbon Nanotubes (CNTs)/Poly(lactic acid) (PLA) Composite Suture. Polymers 2019, 11, 1015. https://doi.org/10.3390/polym11061015
Liu S, Wu G, Chen X, Zhang X, Yu J, Liu M, Zhang Y, Wang P. Degradation Behavior In Vitro of Carbon Nanotubes (CNTs)/Poly(lactic acid) (PLA) Composite Suture. Polymers. 2019; 11(6):1015. https://doi.org/10.3390/polym11061015
Chicago/Turabian StyleLiu, Shuqiang, Gaihong Wu, Xiaogang Chen, Xiaofang Zhang, Juanjuan Yu, Mingfang Liu, Yao Zhang, and Peng Wang. 2019. "Degradation Behavior In Vitro of Carbon Nanotubes (CNTs)/Poly(lactic acid) (PLA) Composite Suture" Polymers 11, no. 6: 1015. https://doi.org/10.3390/polym11061015