Synthetized Potato Starch—A New Eco Sizing Agent for Cotton Yarns



Abstract
:1. Introduction
1.1. Sizing Process
1.2. Sizing Agents
2. Materials and Methods
2.1. Yarns
2.2. Sizing Agents
2.3. Sizing on the Laboratory Sizing Machine
- Thread tension in the entry into the size box: 42 cN
- Size temperature: 85 °C
- Sizing speed: 3 m/min
- Pressure on the last pair of size paste squeezing rollers: 1.5 N/cm2
- Drying temperature: 110–130 °C
- Exit moisture: 5.5%.
2.4. Tested Parameters, Devices and Standards
- Determination of average values of molecular weights and the distribution of copolymer molar weights (Mn, Mw, Mz, D) was conducted by gel permeable chromatograph GPC Agilent 1100 Series, Agilent Technologies, Santa Clara, CA, USA, using a differential refractometer (RID detector) of 1200 Series, Agilent Technologies, USA, as a detector. Mn represents the number average molecular weight calculated from the number of macromolecules of the polymer, while Mw represents weight average molecular weight calculated on the basis mass of these macromolecules. Mz is z-average molecular weight that also depends on the size and weight of molecules. For polymers characterization it is essential to determine the polydispersity index D and to define the degree of polymer inequalities. Dispersion is a measure of molecular weight distribution or the degree of polymerization, which is for uniform polymer D = 1.
- Breaking force and elongation at break of the yarn tested on a Textechno tensile tester, model Statimat M (Textechno H. Stein GmbH & Co. KG, Moenchengladbach, Germany), according to standard ISO 2062.
- Unevenness testing carried out on a Keisokki Evenness Tester Model 80, type B (Keisokki Kogyo Co. Ltd., Amagasaki, Japan) according to ISO 16549. The criteria selected for yarn testing are: recording thick places of the yarn over 50% of the average thickness, recording thin places of the yarn under 50% of the average yarn thickness and recording yarn slubs (neps, knots) of the yarn over 200% of the average yarn thickness.
- Yarn hairiness tested on a Zweigle G 565 (Uster Technologies AG, Uster, Switzerland) instrument for yarn hairiness testing according to standard ASTM D 5674-01.
- Yarn twist was determined using a MesdanLab Twist Tester (Mesdan, Salo, Italy) according standard ISO 17202.
- Abrasion resistance of the yarn was measured on a Zweigle G551 yarn abrasion tester Desizing was conducted using ultrasound and washing off process. Ultrasound desizing process was performed in a Ultrasonic Laboratory Reactor URS 1000 (AlliedSignal ELAC Nautik GmbH, Kiel, Germany), with the frequency of applied ultrasound oscillations of 40 kHz, using 150 W, at 60 °C for 30 min. Washing off process was performed using washing machine Ahiba Linitest (Datacolor, Lawrenceville, GA, USA), by washing agent Lavan NH, Textilcolor AG, Sevelen, Switzerland (2 g/L concentration), at 60 °C for 30 min, followed by abundant water wash and air drying.
- The FTIR analysis of samples—potassium bromide technique, spectrophotometer BOMEM Hartmann & Braun MB-Series (ABB group, Zurich, Switzerland) in the range of wavelengths 4000–400 cm−1 was conducted.
- HPLC (high pressure liquid chromatography) method was used to investigate the residual amounts of the unreacted monomer in the copolymer. Tests were carried out on the device Agilent Series 1100 HPLC with a diode-array detector, DAD 1200 Series (Agilent Technologies, Santa Clara, CA, USA). The detection wave length is 205 nm. The ZORBAX Eclipse XDB-C18 column, 4.6 × 250 mm, 5 μm was used. The effluent is methanol, the flow rate is 1 mL/min, the column is thermostated at 25 °C, the injected volume is 20 μL. Monomer standards were prepared by single weighing of the sample with diluted methanol.
- Scanning Electron Microscopy (SEM) was performed on a JEOL JSM–6610 LV microscope (JEOL Ltd., Tokyo, Japan).
- Size pick-up (D) on the yarn was determined using the mass technique according to the equation:where: m1—yarn mass after sizing (g); m0—yarn mass before sizing (g);
- Apparent viscosity on the rotational viscometer “Visco Basic Plus” (Fungilab S.A., Barcelona, Spain). The spindle speed of the viscometer is 60°/min, time: 15 min to 40 °C, 20 min to 60 °C and 30 min to 85 °C.
- Viscosity stability (Vs) according to the equation [38]:where: V—apparent viscosity of size, Vmax and Vmin—maximum and minimum of the measured viscosity over a period of 7 h.
- Statistical analysis was performed using OriginPro software 9.3. (OriginLab Corporation, Northampton, MA, USA) Anova: Analysis of Multiple Linear Regression (Multiple Regression), linear linkage of key variables and their predictors, Levene test, Scheffe test, F-test, t-test and determination coefficient R were methods used for statistical analysis of tested results.
3. Results and Discussion
3.1. Size Modification
- –
- yield of starch hydrolysis (Ysh):
- –
- graft yield (Yg):
- –
- grafting percentage (Pg):
- –
- percentage of graft efficacy (Pge):
- –
- conversion of monomer to polymer (Cmp):where: W1—mass of hydrolysed starch, W0—mass of natural screed, W2—mass of grafted starch (gravimetric method), W3—mass of used monomer, W4—mass of residual monomer.
3.2. Rheological Properties of Copolymers
3.3. Testing of Sized Yarn
3.3.1. Size Pick-Up
3.3.2. Breaking Strength and Elongation at Break
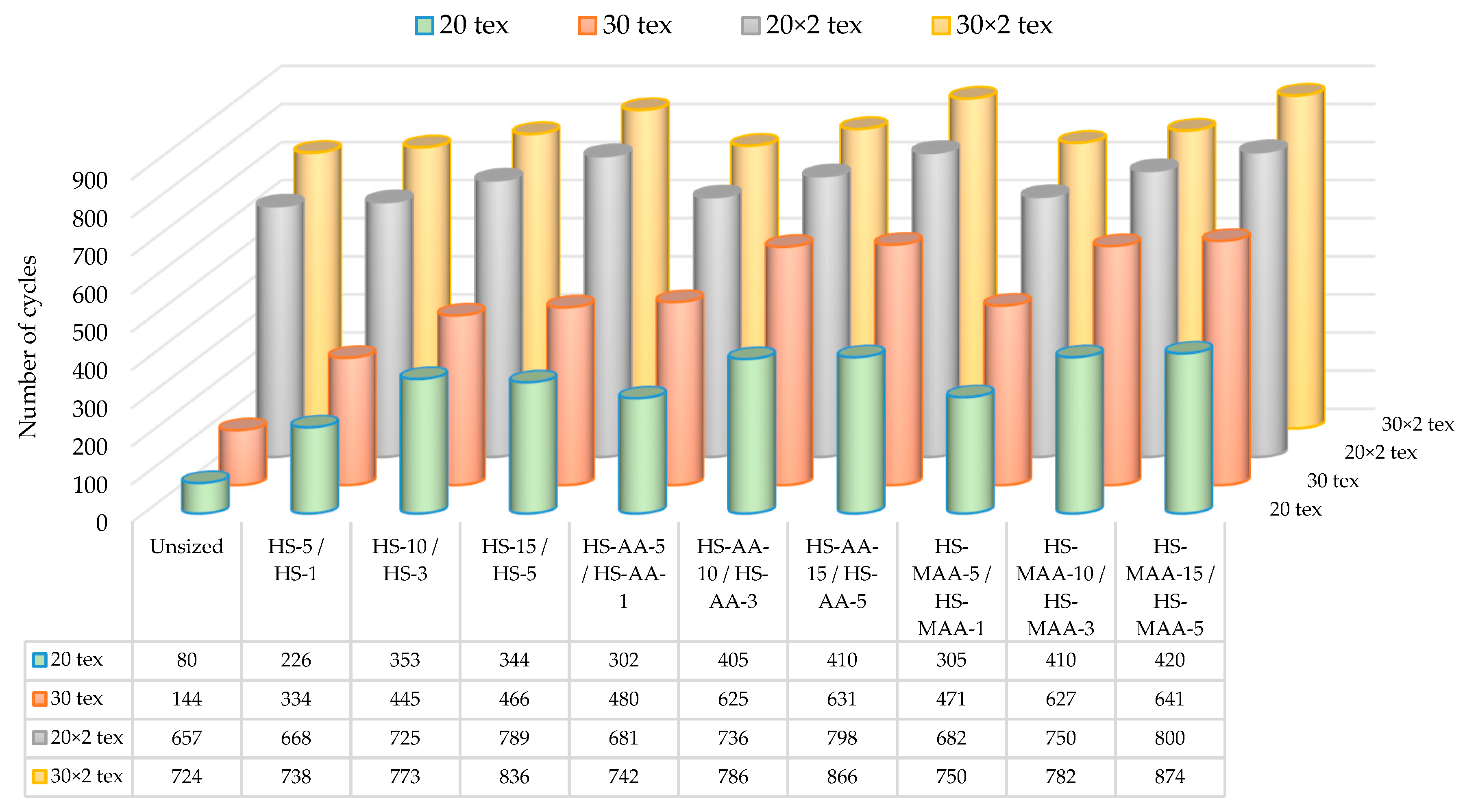
3.3.3. Yarn Abrasion
3.3.4. Yarn Hairiness
3.4. Degree of Desizing
3.5. Statistical Analysis of Individual Research Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Maatoug, S.; Ladhari, N.; Sakli, F. Evaluation of the weavability of sized cotton warps. Autex Res. J. 2007, 8, 239–244. [Google Scholar]
- Stegmaier, T.; Wunderlich, W.; Hager, T.; Siddique, A.B.; Sarsour, J.; Planck, H. Chitosan—A sizing agent in fabric production—Development and ecological evaluation. Clean 2008, 36, 279–286. [Google Scholar] [CrossRef]
- Abdel-Mohdy, F.; Abdel-Mohdy, F. Improving the sizeability of some sizing materials based on starch composites. Pigment Resin Technol. 1998, 27, 180–186. [Google Scholar] [CrossRef]
- Down, J. Textiles Technology to GCSE; Oxford University Press: Oxford, UK, 1999. [Google Scholar]
- Kovačević, S.; Dimitrovski, K.; Orešković, V. Optimization of size pick–up on yarn. In Proceedings of the 2nd International Textile, Clothing & Desing Conference—Magic World of Textiles, Dubrovnik, Croatia, 3–6 October 2004. [Google Scholar]
- Zhu, Z.; Cao, S. Modifications to Improve the Adhesion of Crosslinked Starch Sizes to Fiber Substrates. Text. Res. J. 2004, 74, 253–258. [Google Scholar] [CrossRef]
- Clarkson, C.; March, J.; Palmer, J. GCSE Textiles Technology for OCR; Heinemann Educational Publishers: Portsmouth, VA, USA, 2002. [Google Scholar]
- Kovačević, S.; Schwarz, I.; Brnada, S. Analysis of Size Pick-up and Mechanical and Surface Properties of Multicolored Warps. Text. Res. J. 2008, 78, 158–167. [Google Scholar] [CrossRef]
- Behera, B.K.; Joshi, V.K. Effect of sizing on weavability of dref yarns. Autex Res. J. 2006, 6, 142–147. [Google Scholar]
- Kovačević, S.; Grancarić, A.M.; Stipančić, M. Determination of the Size Coat. Fibres Text. East. Eur. 2002, 10, 63–67. [Google Scholar]
- Goswami, B.C.; Anandjiwala, R.D.; Hall, D. Textile Sizing; Taylor & Francis: Abingdon/London, UK, 2005. [Google Scholar]
- Nisbet, H. Theory of Sizing; Read Books: Vancouver, BC, Canada, 2010. [Google Scholar]
- Bertoft, E. Understanding Starch Structure: Recent Progress. Agronomy 2017, 7, 56. [Google Scholar] [CrossRef]
- Miles, M.J.; Morris, V.J.; Orford, P.D.; Ring, S.G. The Roles of Amylose and Amylopectin in the Gelation and Retrogradation of Starch. Carbohydr. Res. 1985, 135, 271–281. [Google Scholar] [CrossRef]
- Ismail, H.; Irani, M.; Ahmad, Z. Starch-Based Hydrogels: Present Status and Applications. Int. J. Polym. Mater. 2013, 62, 411–420. [Google Scholar] [CrossRef]
- Jenkins, P.J.; Donald, A.M. The effect of acid hydrolysis on native starch granule structure. Starch/Stärke 1997, 49, 262–267. [Google Scholar] [CrossRef]
- Sandhu, K.S.; Kaur, M.; Singh, N.; Lim, S.-T. A comparison of native and oxidized normal and waxy corn starches: Physicochemical, thermal, morphological and pasting properties. LWT 2008, 41, 1000–1010. [Google Scholar] [CrossRef]
- Hebeish, A.; Aly, A.A.; El-Shafei, A.M.; Zaghloul, S.; El-Shafei, A.M.; El-Shafei, A.M. Innovative Starch Derivatives as Textile Auxiliaries for Application in Sizing, Finishing and Flocculation. Starch/Stärke 2008, 60, 97–109. [Google Scholar] [CrossRef]
- Hottle, T.A.; Bilec, M.M.; Landis, A.E. Sustainability assessments of bio-based polymers. Degrad. Stab. 2013, 98, 1898–1907. [Google Scholar] [CrossRef]
- Mostafa, K.M.; Morsy, M.S. Tailoring a New Sizing Agent via Structural Modification of Pregelled Starch Molecules Part 1: Carboxymethylation and Grafting. Starch/Stärke 2004, 56, 254–261. [Google Scholar] [CrossRef]
- Kovačević, S.; Penava, Ž. Impact of sizing on physico–mehanical properties of yarn. Fibres Text. East. Eur. 2004, 12, 32–36. [Google Scholar]
- Ashdown, S.P. Sizing in Clothing: Developing Effective Sizing Systems for Ready-To-Wear Clothing; Textile Institute, Woodhead Publishing in Association with The Textile Institute: Manchester, UK, 2007. [Google Scholar]
- Zhu, Z.; Xiong, Z. Effect of starch/sio2 nanoparticle blends on the adhesion of starch to fibers for warp sizing. AATCC Rev. 2008, 8, 6. [Google Scholar]
- Wang, Y.-J.; Truong, V.-D.; Wang, L. Structures and rheological properties of corn starch as affected by acid hydrolysis. Carbohydr. Polym. 2003, 52, 327–333. [Google Scholar] [CrossRef]
- Sun, S.; Yu, H.; Williams, T.; Hicks, R.F.; Qiu, Y. Eco-friendly sizing technology of cotton yarns with He/O2 atmospheric pressure plasma treatment and green sizing recipes. Text. Res. J. 2013, 83, 2177–2190. [Google Scholar] [CrossRef]
- Wulfhorst, B.; Gries, T.; Veit, D. Textile Technology; Hanser Publisher: Munchen, Germany, 2006. [Google Scholar]
- Schwarz, I.G.; Kovačević, S.; Dimitrovski, K. Comparative analysis of the standard and pre-wet sizing process. Fibres Text. East. Eur. 2011, 19, 131–137. [Google Scholar]
- Messenger, J.; Wilson, H. Textiles Technology; Heinemann Educational Publishers: Portsmouth, VA, USA, 2003. [Google Scholar]
- El-Hamshary, H.; Al-Sigeny, S.; Ali, M.M. Synthesis and biological study of some amino acid functionalized starch-graft-polyacrylamide. Carbohydr. Polym. 2006, 64, 282–286. [Google Scholar] [CrossRef]
- Aravindakshan, P.; Kumar, V.G. Effect of grafting with acrylic monomers on the viscosity, gelatinization temperature, and granule swelling characteristics of starch. J. Appl. Sci. 2002, 84, 528–534. [Google Scholar] [CrossRef]
- Athawale, V.D.; Rathi, S.C. Graft Polymerization: Starch as a Model Substrate. J. Macromol. Sci. C 1999, 39, 445–480. [Google Scholar] [CrossRef]
- Bayazeed, A.; Elzairy, M.R.; Hebeish, A. Synthesis and application of new thickeners Part I: Preparation of poly(acrylic acid)—Starch graft copolymer. Starch/Stärke 1989, 41, 233–236. [Google Scholar] [CrossRef]
- FakhruL-Razi, A.; Qudsieh, I.Y.M.; Yunus, W.M.Z.W.; Ahmad, M.B.; Rahman, M.Z.A.; FakhruL-Razi, A. Graft copolymerization of methyl methacrylate onto sago starch using ceric ammonium nitrate and potassium persulfate as redox initiator systems. J. Appl. Sci. 2001, 82, 1375–1381. [Google Scholar] [CrossRef]
- Fares, M.M.; El-faqeeh, A.S.; Osman, M.E. Graft copolymerization onto starch. I. Synthesis and optimization of starch grafted with N-tert-butylacrylamide copolymer and its hydrogels. J. Polym. Res. 2003, 10, 119–125. [Google Scholar] [CrossRef]
- Lutfor, M.R.; Sidik, S.; Haron, J.; Rahman, M.Z.A.; Ahmad, M.; Rahman, M.L. Modification of sago starch by graft copolymerization. Effect of reaction conditions on grafting parameters. Int. J. Polym. Mater. Polym. Biomater. 2003, 52, 189–201. [Google Scholar] [CrossRef]
- Sangramsingh, N.M.; Patra, B.N.; Singh, B.C.; Patra, C.M. Graft copolymerization of methyl methacrylate onto starch using a Ce(IV)-glucose initiator system. J. Appl. Polym. Sci. 2004, 91, 981–990. [Google Scholar] [CrossRef]
- Doba, T.; Rodehed, C.; Rånby, B. Mechanism of graft co-polymerization onto polysaccharides initiated by metal ion oxidation reactions of model compounds for starch and cellulose. Macromolecules 1984, 17, 2512–2519. [Google Scholar] [CrossRef]
- Chen, L.; Reddy, N.; Yang, Y. Remediation of environmental pollution by substituting poly(vinyl alcohol) with biodegradable warp size from wheat gluten. Environ. Sci. Technol. 2013, 47, 4505–4511. [Google Scholar] [CrossRef]
- Nguyen, T.Q.; Kausch, H.H. Molecular Weight Distribution and Mechanical Properties. Polym. Sci. Technol. Ser. 1999, 3, 143–150. [Google Scholar]
- Guttman, C.M.; Wallace, W.E. MALDI Mass Spectrometry for the Quantitative Determination of Polymer Molecular Mass Distribution. In Maldi Mass Spectrometry for Synthetic Polymer Analysis; Wiley: Hoboken, NJ, USA, 2009; pp. 187–204. [Google Scholar]
- Lanthong, P.; Nuisin, R.; Kiatkamjornwong, S. Graft copolymerization, characterization, and degradation of cassava starch-g-acrylamide/itaconic acid superabsorbents. Carbohydr. Polym. 2006, 66, 229–245. [Google Scholar] [CrossRef]
- Biswas, A.; Willet, J.L.; Gordon, S.H.; Finkenstadt, V.L.; Cheng, H.N. Complexation and blending of starch, poly(acrylic acid), and poly(N-vinyl pyrrolidone). Carbohydr. Polym. 2006, 65, 397–403. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, M.; Jin, E. Effect of an allyl pretreatment of starch on the grafting efficiency and properties of allyl starch-g-poly(acrylic acid). J. Appl. Sci. 2009, 112, 2822–2829. [Google Scholar] [CrossRef]
- Li, D.; Han, B.; Liu, Z. Grafting of 2-Hydroxyethyl Methacrylate onto Isotactic Poly(propylene) Using Supercritical CO2 as a Solvent and Swelling Agent. Macromol. Chem. Phys. 2001, 202, 2187–2194. [Google Scholar] [CrossRef]
- Rahman, L.; Silong, S.b.; Yunus, W.M.Z.W.; Rahman, M.Z.A. Graft Copolymerization of methyl acrylate onto sago starch using ceric ammonium nitrate as an initiator. J. Appl. Polym. Sci. 2000, 76, 516–523. [Google Scholar] [CrossRef]
- Panic, V.V.; Madzarevic, Z.P.; Volkov-Husovic, T.; Velickovic, S.J. Poly(methacrylic acid) based hydrogels as sorbents for removal of cationic dye basic yellow 28: Kinetics, equilibrium study and image analysis. Chem. Eng. J. 2013, 217, 192–204. [Google Scholar] [CrossRef]
- Đorđević, S. Synthesis of Starch-Based Derivatives and Their Application in Processes of Yarn Sizing. Ph.D. Dissertation, University of Niš, Laskovac, Serbia, 2014. [Google Scholar]
- Kittipongpatana, O.S.; Kittipongpatana, N. Physicochemical, in vitro digestibility and functional properties of carboxymethyl rice starch cross-linked with epichlorohydrin. Food Chem. 2013, 141, 1438–1444. [Google Scholar] [CrossRef]
- Utrilla-Coello, R.G.; Hernández-Jaimes, C.; Carrillo-Navas, H.; González, F.; Rodríguez, E.; Bello-Pérez, L.A.; Vernon-Carter, E.J.; Alvarez-Ramirez, J. Acid hydrolysis of native corn starch: Morphology, crystallinity, rheological and thermal properties. Carbohydr. Polym. 2014, 103, 596–602. [Google Scholar] [CrossRef]
- Roy, N.; Saha, N.; Kitano, T.; Sáha, P. Biodegradation of PVP–CMC hydrogel film: A useful food packaging material. Carbohydr. Polym. 2012, 89, 346–353. [Google Scholar] [CrossRef]
- Natkański, P.; Kuśtrowski, P.; Białas, A.; Piwowarska, Z.; Michalik, M. Thermal stability of montmorillonite polyacrylamide and polyacrylate nanocomposites and adsorption of Fe(III) ions. Appl. Clay Sci. 2013, 75–76, 153–157. [Google Scholar] [CrossRef]
- Tsukada, M.; Khan, M.M.R.; Miura, T.; Postle, R.; Sakaguchi, A. Mechanical performance of wool fabrics grafted with methacrylamide and 2-hydroxyethyl methacrylate by the Kawabata evaluation system for fabric method. Text. Res. J. 2013, 83, 1242–1250. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, S.; Zhou, D.; Zhang, Y.; Wang, X.; Yang, R. Biodegradable polyvinyl alcohol nanocomposites made from rice straw fibrils: Mechanical and thermal properties. J. Compos. Mater. 2013, 47, 1449–1459. [Google Scholar] [CrossRef]
- Shen, D.; Xue, M.; Zhang, L.; Liu, H.; Gao, L.; Cui, Y. Preparation and characterization of oxidized sesbania gum and evaluation of its warp sizing performance for fine cotton yarns. Polym. Degrad. Stab. 2011, 96, 2181–2188. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Copolymer Designation | Meaning of Designations | Graft Schemes |
|---|---|---|
| HS | Hydrolyzed starch | - |
| HS-AA-AIBN | Hydrolyzed starch grafted with acrylic acid, initiator azobisisobutyronitrile |  |
| HS-AA-KPS | Hydrolyzed starch grafted with acrylic acid, initiator potassium persulfate | |
| HS-AA-BPO | Hydrolyzed starch grafted with acrylic acid, initiator benzoyl peroxide | |
| HS-MAA-AIBN | Hydrolyzed starch grafted with methacrylic acid, initiator azobisisobutyronitrile |  |
| HS-MAA-KPS | Hydrolyzed starch grafted with methacrylic acid, initiator potassium persulfate | |
| HS-MAA-BPO | Hydrolyzed starch grafted with methacrylic acid, initiator benzoyl peroxide |
| Sample | Elution Time 1.6–4.2 min | Elution Time 4.3–6.5 min | ||||||
|---|---|---|---|---|---|---|---|---|
| Mn | Mw | Mz | D | Mn | Mw | Mz | D | |
| HS-AA-AIBN | 1.40 × 106 | 1.98 × 106 | 2.73 × 106 | 1.41 | 2.89 × 103 | 3.64 × 103 | 5.71 × 103 | 1.26 |
| HS-AA-BPO | 1.33 × 106 | 2.01 × 106 | 2.88 × 106 | 1.50 | 2.85 × 103 | 3.47 × 103 | 5.56 × 103 | 1.22 |
| HS-AA-KPS | 1.06 × 106 | 1.77 × 106 | 2.72 × 106 | 1.67 | 2.52 × 103 | 3.35 × 103 | 5.50 × 103 | 1.33 |
| HS | 7.40 × 105 | 1.32 × 106 | 2.53 × 106 | 1.77 | 1.59 × 103 | 3.34 × 103 | 5.49 × 103 | 2.10 |
| HS-MAA-AIBN | 7.81 × 105 | 2.16 × 106 | 3.81 × 106 | 2,76 | 1.76 × 103 | 3.44 × 103 | 5.74 × 103 | 1.95 |
| HS-MAA-BPO | 7.59 × 105 | 1.40 × 106 | 2.89 × 106 | 1.84 | 1.73 × 103 | 3.40 × 103 | 5.70 × 103 | 1.96 |
| HS-MAA-KPS | 9.14 × 105 | 1.54 × 106 | 2.69 × 106 | 1.69 | 2.03 × 103 | 3.53 × 103 | 5.54 × 103 | 1.74 |
| HS | 7.44 × 105 | 1.32 × 106 | 2.53 × 106 | 1.77 | 1.59 × 103 | 3.34 × 103 | 5.49 × 103 | 2.10 |
| Samples | Ysh (%) | Yg (%) | Pg (%) | Pge (%) | Cmp (%) | |
|---|---|---|---|---|---|---|
| Hydrolyzed starch | HS | 84.62 | - | - | - | - |
 | ||||||
| Copolymer of acrylic acid and potato starch | HS-AK-BP | - | 87.50 | 27.27 | 60.98 | 98.40 |
| HS-AK-AIBN | - | 86.25 a | 25.45 a | 56.68 a | 98.80 b | |
| HS-AK-KPS | - | 86.88 b | 26.36 b | 59.06 b | 98.20 b | |
 | ||||||
| Copolymer of methacrylic acid and potato starch | HS-MK-BP | - | 87.50 a | 27.27 a | 60.98 a | 98.40 b |
| HS-MK-AIBN | - | 89.38 | 30.00 | 67.21 | 98.20 | |
| HS-MK-KPS | - | 88.75 a | 29.09 b | 64.78 a | 98.80 b | |
 | ||||||
| Type of Sample | HPLC Chromatogram | RV (min) | PP (mAU⋅s) | VP (nRIU) | |
|---|---|---|---|---|---|
| Copolymer of acrylic acid and potato starch | HS-AA-AIBN |  | 5.219 | 464,623.0 | 21,420.0 |
| HS-AA-KPS | 5.180 | 524,846.4 | 20,374.0 | ||
| HS-AA-BPO | 5.174 | 253,251.5 | 9413.4 | ||
| Hydrolyzed potato starch | HS | 5.151 | 611,369.3 | 15,321.5 | |
| Hydrolyzed potato starch | HS |  | 5.081 | 557,399.9 | 17,076.9 |
| Copolymer of methacrylic acid and potato starch | HS-MAA-AIBN | 5.077 | 459,107.5 | 12,664.9 | |
| HS-MAA-BP | 5.078 | 490,271.6 | 14,286.1 | ||
| HS-MAA-KPS | 5.151 | 611,369.3 | 15,321.5 | ||
| Starch Designation (Single/Plied Yarn) | Viscosity, η (mPa·s) | |||||
|---|---|---|---|---|---|---|
| Single Yarn | Ply Yarn | |||||
| Temperature (°C) | ||||||
| 40 | 60 | 85 | 40 | 60 | 85 | |
| HS-5/HS-1 | 38.8 | 57.1 | 53.9 | 11.5 | 16.3 | 14.9 |
| HS-10/HS-3 | 46.2 | 65.2 | 61.9 | 22.6 | 37.1 | 35.5 |
| HS-15/HS-5 | 53.6 | 71.8 | 70.2 | 38.8 | 57.1 | 53.9 |
| HS-AA-5/HS-AA-1 | 41.2 | 59.5 | 55.5 | 12.4 | 18.1 | 16.5 |
| HS-AA-10/HS-AA-3 | 53.2 | 61.1 | 60.9 | 24.5 | 37.9 | 36.1 |
| HS-AA-15/HS-AA-5 | 63.5 | 69.3 | 68.6 | 41.2 | 59.5 | 55.5 |
| HS-MAA-5/HS-MAA-1 | 41.0 | 58.1 | 52.3 | 12.5 | 17.5 | 17.0 |
| HS-MAA-10/HS-MAA-3 | 52.9 | 63.4 | 60.1 | 24.4 | 37.3 | 36.6 |
| HS-MAA-15/HS-MAA-5 | 63.2 | 70.1 | 68.4 | 41.0 | 58.1 | 52.3 |
| Starch Designation (Single/Plied Yarn) | Size Pick-Up (%) | |||
|---|---|---|---|---|
| Single Yarn | Ply Yarn | |||
| 20 tex | 30 tex | 20 × 2 tex | 30 × 2 tex | |
| HS-5/HS-1 | 4.0 | 4.9 | 0.9 | 1.1 |
| HS-10/HS-3 | 7.8 | 8.9 | 2.2 | 2.6 |
| HS-15/HS-5 | 13.8 | 15.6 | 4.0 | 4.2 |
| HS-AA-5/HS-AA-1 | 5.0 | 6.4 | 1.2 | 1.4 |
| HS-AA-10/HS-AA-3 | 9.1 | 10.5 | 3.2 | 3.6 |
| HS-AA-15/HS-AA-5 | 16.1 | 18.2 | 5.3 | 6.7 |
| HS-MAA-5/HS-MAA-1 | 4.8 | 6.2 | 1.0 | 1.2 |
| HS-MAA-10/HS-MAA-3 | 8,8 | 10.3 | 2.8 | 3.0 |
| HS-MAA-15/HS-MAA-5 | 14.8 | 17.0 | 4.9 | 6.5 |
| Starch Designation | Yarn Fineness | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 tex | 30 tex | 20 × 2 tex | 30 × 2 tex | |||||||||||||
| F20 (cN) | CV (%) | Ɛ20 (%) | CV (%) | F30 (cN) | CV (%) | Ɛ30 (%) | CV (%) | F20 × 2 (cN) | CV (%) | Ɛ20 × 2 (%) | CV (%) | F20 × 2 (cN) | CV (%) | Ɛ30 × 2 (%) | CV (%) | |
| Before sizing | 330 | 8.1 | 4.1 | 9.1 | 459 | 7.4 | 5.4 | 7.1 | 650 | 4.4 | 6.3 | 6.8 | 824 | 5.3 | 5.1 | 5.5 |
| HS-5/HS-1 | 349 | 9.2 | 2.9 | 8.8 | 478 | 6.6 | 3.8 | 6.5 | 665 | 4.8 | 5.5 | 7.5 | 835 | 4.5 | 4.6 | 6.2 |
| HS-10/HS-3 | 410 | 8.2 | 2.8 | 7.5 | 546 | 6.1 | 3.7 | 6.3 | 675 | 2.8 | 5.4 | 8.3 | 852 | 4.4 | 4.5 | 7.3 |
| HS-15/HS-5 | 445 | 7.8 | 2.7 | 7.9 | 574 | 7.2 | 3.5 | 5.5 | 688 | 5.2 | 5.3 | 9.6 | 877 | 3.5 | 4.3 | 5.8 |
| HS-AA-5/ HS-AA-1 | 380 | 7.7 | 3.2 | 8.5 | 490 | 7.8 | 4.2 | 7.4 | 670 | 3.9 | 6.0 | 4.5 | 840 | 3.7 | 4.6 | 5.8 |
| HS-AA-10/ HS-AA-3 | 438 | 7.5 | 3.2 | 8.2 | 560 | 7.9 | 4.1 | 7.6 | 682 | 3.1 | 5.7 | 6.9 | 840 | 3.9 | 4.4 | 6.5 |
| HS-AA-15/ HS-AA-5 | 452 | 7.3 | 3.0 | 7.9 | 591 | 7.9 | 4.1 | 7.8 | 698 | 6.0 | 5.7 | 5.7 | 882 | 5.3 | 4.2 | 6.0 |
| HS-MAA-5/ HS-MAA-1 | 380 | 8.6 | 3.4 | 8.5 | 495 | 8.5 | 4.4 | 8.0 | 674 | 5.7 | 6.0 | 8.9 | 840 | 6.4 | 4.9 | 9.6 |
| HS-MAA-10/ HS-MAA-3 | 441 | 8.3 | 3.4 | 7.8 | 582 | 8.3 | 4.4 | 8.1 | 685 | 4.2 | 6.0 | 9.5 | 857 | 4.5 | 4.8 | 7.5 |
| HS-MAA-15/ HS-MAA-5 | 460 | 8.1 | 3.3 | 7.9 | 595 | 8.0 | 4.2 | 8.9 | 699 | 5.3 | 5.7 | 9.9 | 900 | 5.7 | 4.5 | 8.9 |
| Recipe Designation | Degree of Yarn Desizing: Using Washing/Ultrasound (%) | |||
|---|---|---|---|---|
| 20 tex | 30 tex | 20 × 2 tex | 30 × 2 tex | |
| HS-5/HS-1 | 80/90 | 70/78 | 85/90 | 75/83 |
| HS-10/HS-3 | 75/85 | 66/74 | 80/85 | 70/76 |
| HS-15/HS-5 | 72/82 | 65/72 | 77/83 | 65/70 |
| HS-AA-5/HS-AA-1 | 91/94 | 90/94 | 90/95 | 90/95 |
| HS-AA-10/HS-AA-3 | 90/93 | 88/90 | 89/94 | 88/91 |
| HS-AA-15/HS-AA-5 | 84/89 | 81/84 | 85/90 | 82/86 |
| HS-MAA-5/HS-MAA-1 | 90/96 | 91/97 | 91/96 | 92/97 |
| HS-MAA-10/HS-MAA-3 | 89/93 | 91/95 | 89/94 | 90/94 |
| HS-MAA-15/HS-MAA-5 | 85/89 | 87/91 | 85/90 | 88/92 |
| Parameter | Standard | Units | Analysis Result | Limit Value |
|---|---|---|---|---|
| Appearance/color | EN ISO 7887:2001 | - | murky | clear/colorless |
| Temperature | °C | 60 | 30 | |
| pH | ISO 10523:1998 | - | 8 | 6.5–9 |
| Residue after evaporation | ISO 3696 | mg/L | 250 | - |
| COD | ISO 6060:1994 | mg/L O2 | 8,484 (natural starch: 10,000–20,000) | 200 |
| BOD5 | EN 1899-1:2009 | mg/L O2 | 3812 (natural starch: 5000–10,000) | 30 |
| BOD5/COD | - | - | 0.45 | <0.2 non-biodegradable 0.2–0.5 partially biodegradable >0.5 biodegradable |
| Model Parameters | Value | Standard Error | t-Value | Prob > |t| | 95% LCL | 95% UCL |
|---|---|---|---|---|---|---|
| Intercept | 770.73 | 61.34 | 12.56 | 1.58 × 10−14 | 646.19 | 895.26 |
| Number of twists | −0.55 | 0.055 | −10.05 | 7.43 × 10−12 | −0.67 | −0.44 |
| Yarn count | 2.40 | 0.97 | 2.47 | 0.01828 | 0.43 | 4.38 |
| Size pick-up (20 tex) | 8.11 | 0.72 | 11.21 | 3.93 × 10−13 | 6.64 | 9.58 |
| Hairiness (2 mm) | 0.0067 | 0.0020 | 3.30 | 0.0022 | 0.0026 | 0.0108 |
| Parameters | Yarn Strength |
|---|---|
| Number of Points | 40 |
| Degrees of Freedom | 35 |
| Residual Sum of Squares | 10,274.24 |
| R Value | 0.995 |
| R-Square (COD) | 0.991 |
| Adj. R-Square | 0.9899 |
| Root-MSE (SD) | 17.133 |
| DF | Sum of Squares | Mean Square | F Value | Prob > F | |
|---|---|---|---|---|---|
| Model | 4 | 1.12 × 106 | 280,753.03 | 956.41 | 0 |
| Error | 35 | 10,274.25 | 293.55 | ||
| Total | 39 | 1.13 × 106 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kovačević, S.; Schwarz, I.; Đorđević, S.; Đorđević, D. Synthetized Potato Starch—A New Eco Sizing Agent for Cotton Yarns. Polymers 2019, 11, 908. https://doi.org/10.3390/polym11050908
Kovačević S, Schwarz I, Đorđević S, Đorđević D. Synthetized Potato Starch—A New Eco Sizing Agent for Cotton Yarns. Polymers. 2019; 11(5):908. https://doi.org/10.3390/polym11050908
Chicago/Turabian StyleKovačević, Stana, Ivana Schwarz, Suzana Đorđević, and Dragan Đorđević. 2019. "Synthetized Potato Starch—A New Eco Sizing Agent for Cotton Yarns" Polymers 11, no. 5: 908. https://doi.org/10.3390/polym11050908