Preparation and Properties of Carbon Fiber/Carbon Nanotube Wet-Laid Composites


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
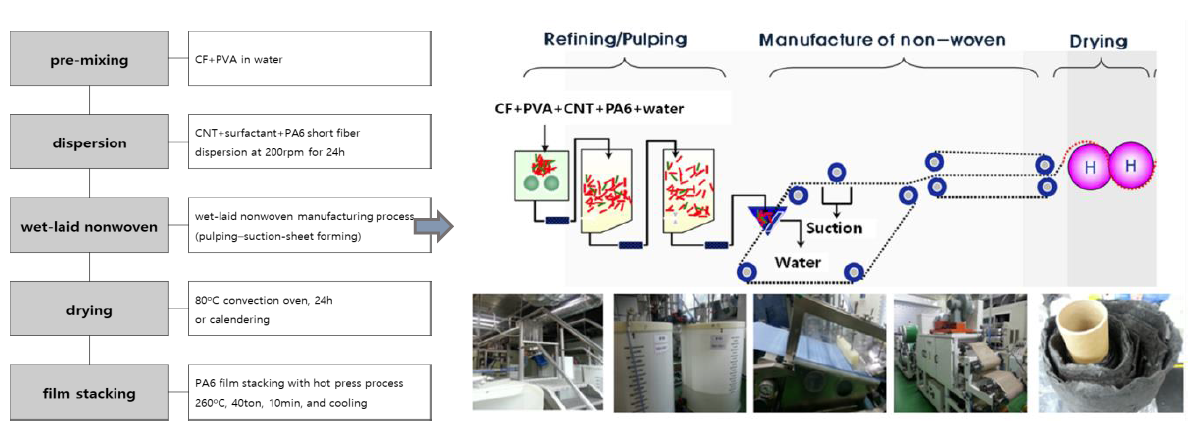
2.2. Fabrication of CNT–CF-Nonwoven
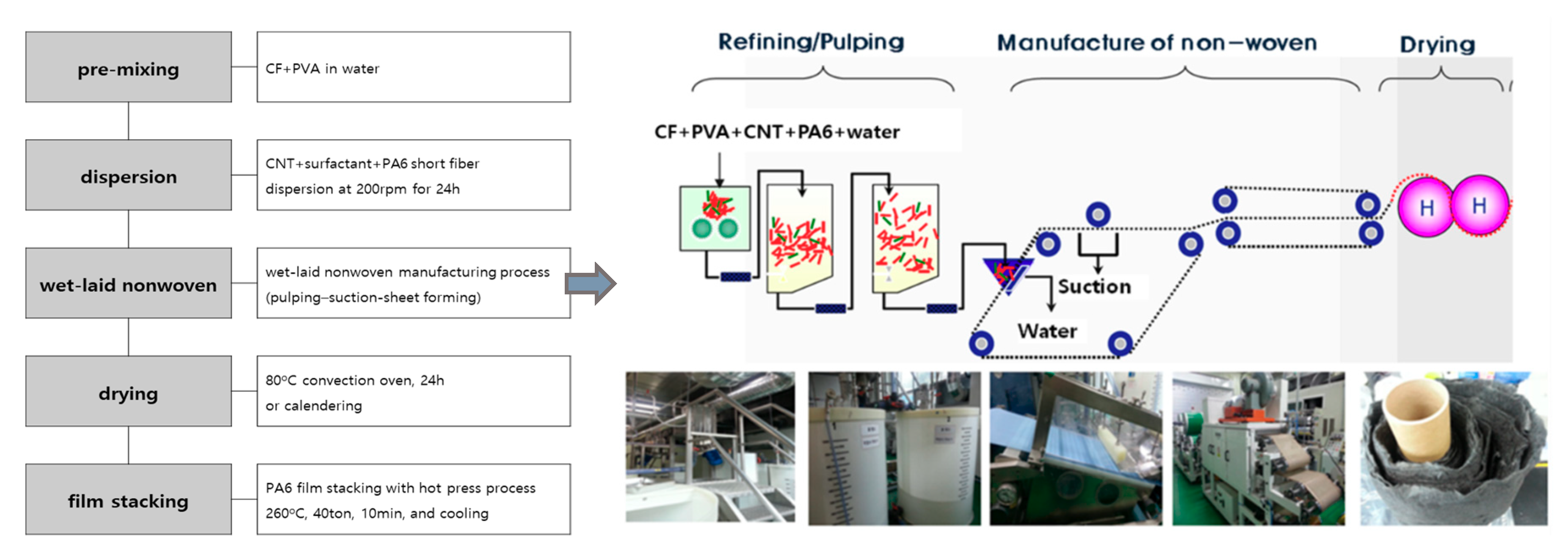
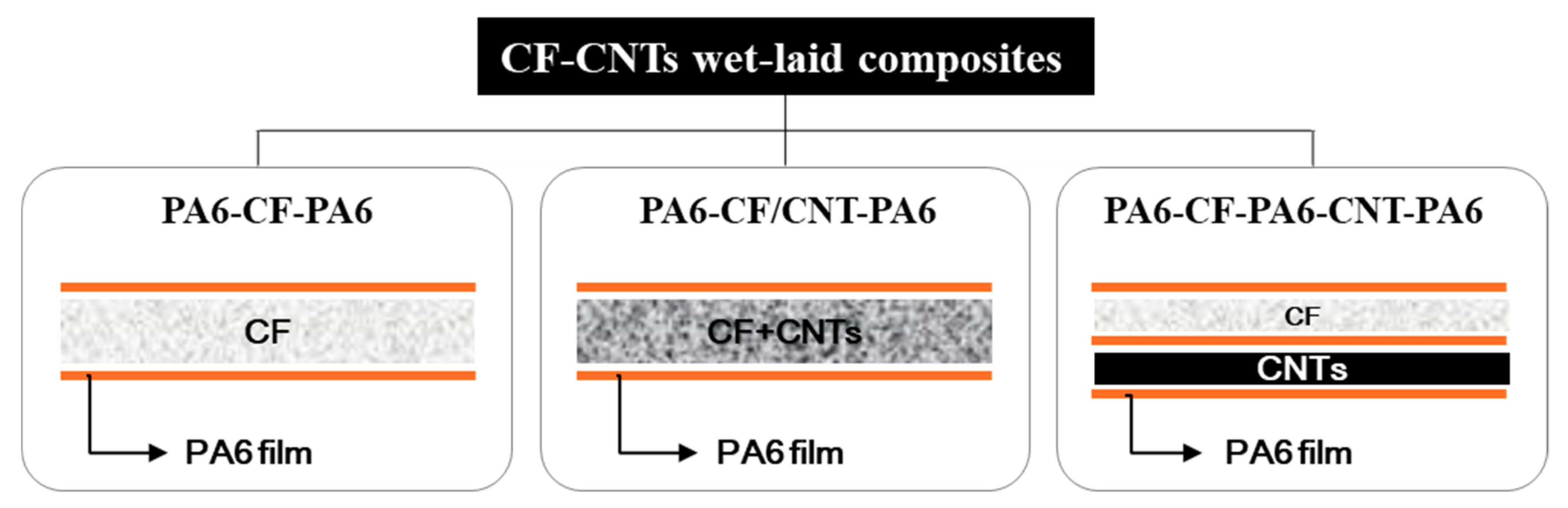
2.3. Film Stacking by Hot Press Molding
2.4. Characterization
3. Results
3.1. Analysis of the Structure of the CNT–CF-Nonwoven Composites
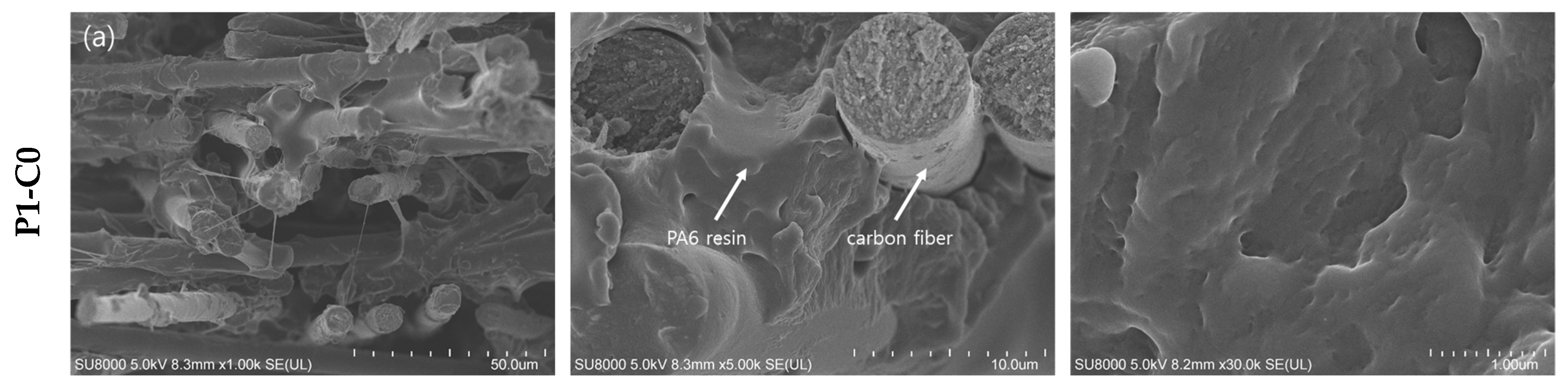
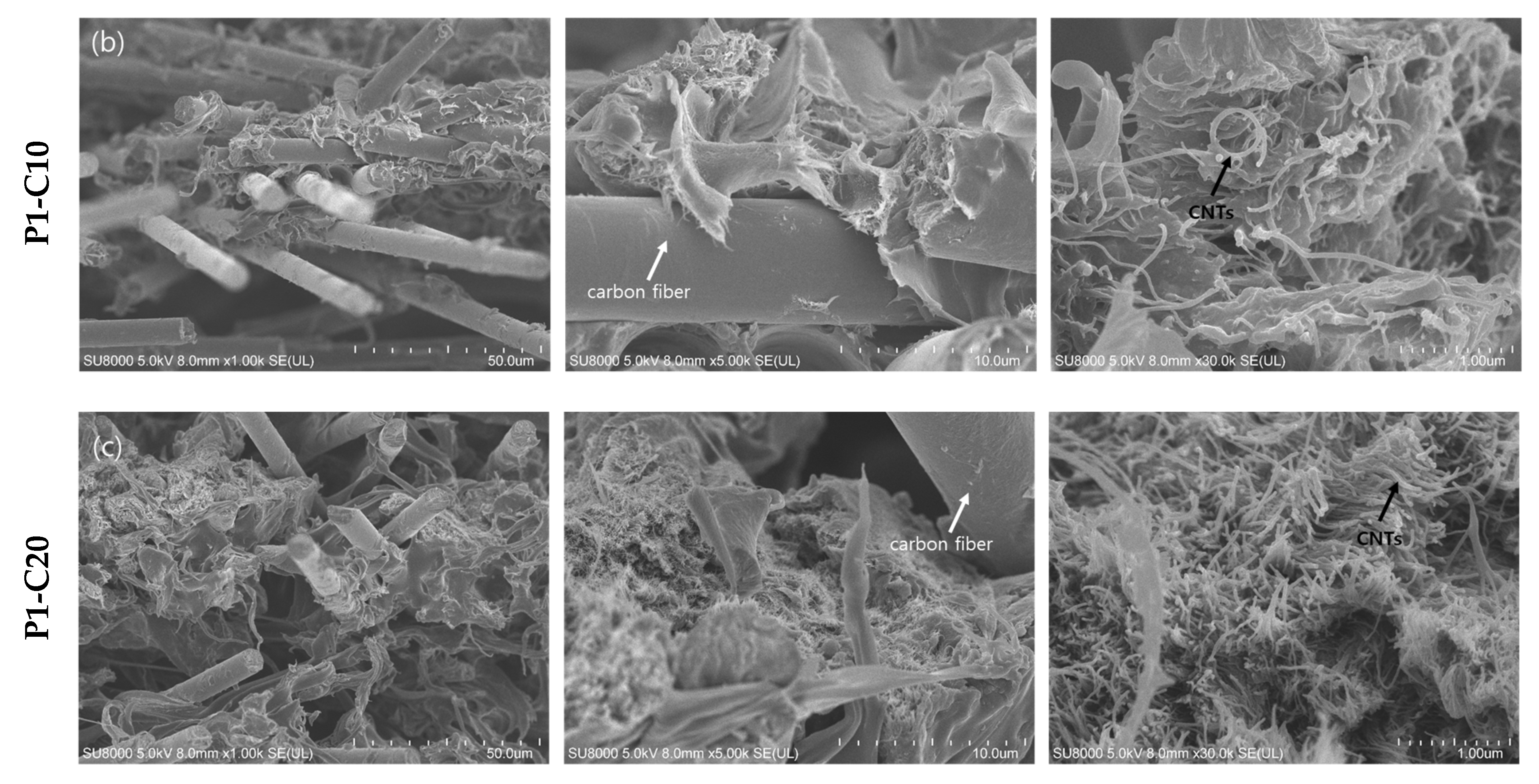
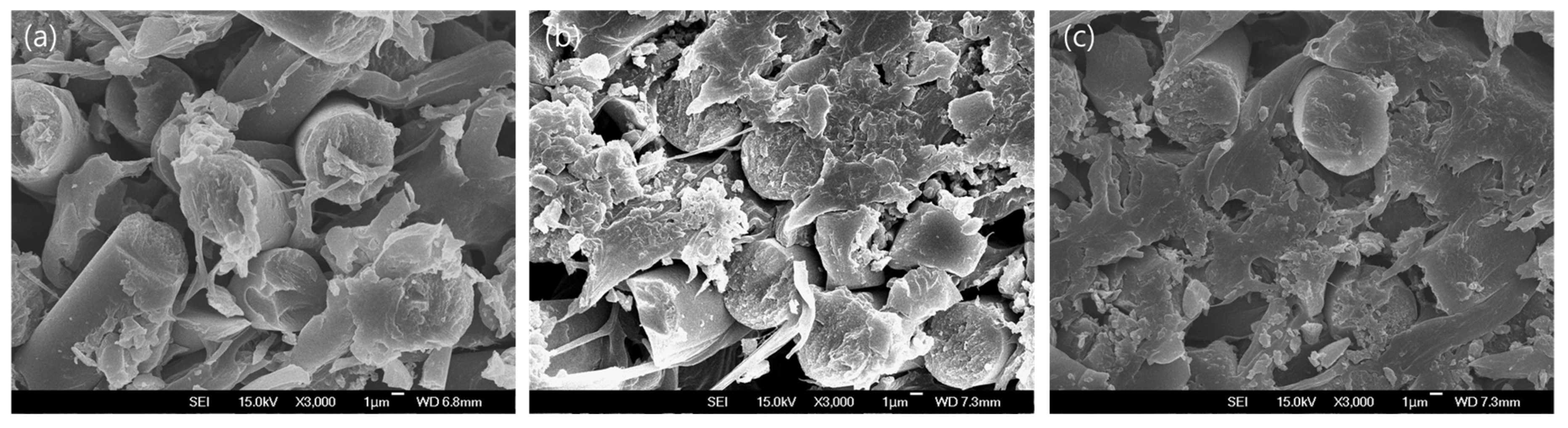
3.2. Morphology of CNT–CF-Nonwoven Composites According to the PA6 and CNT Contencts
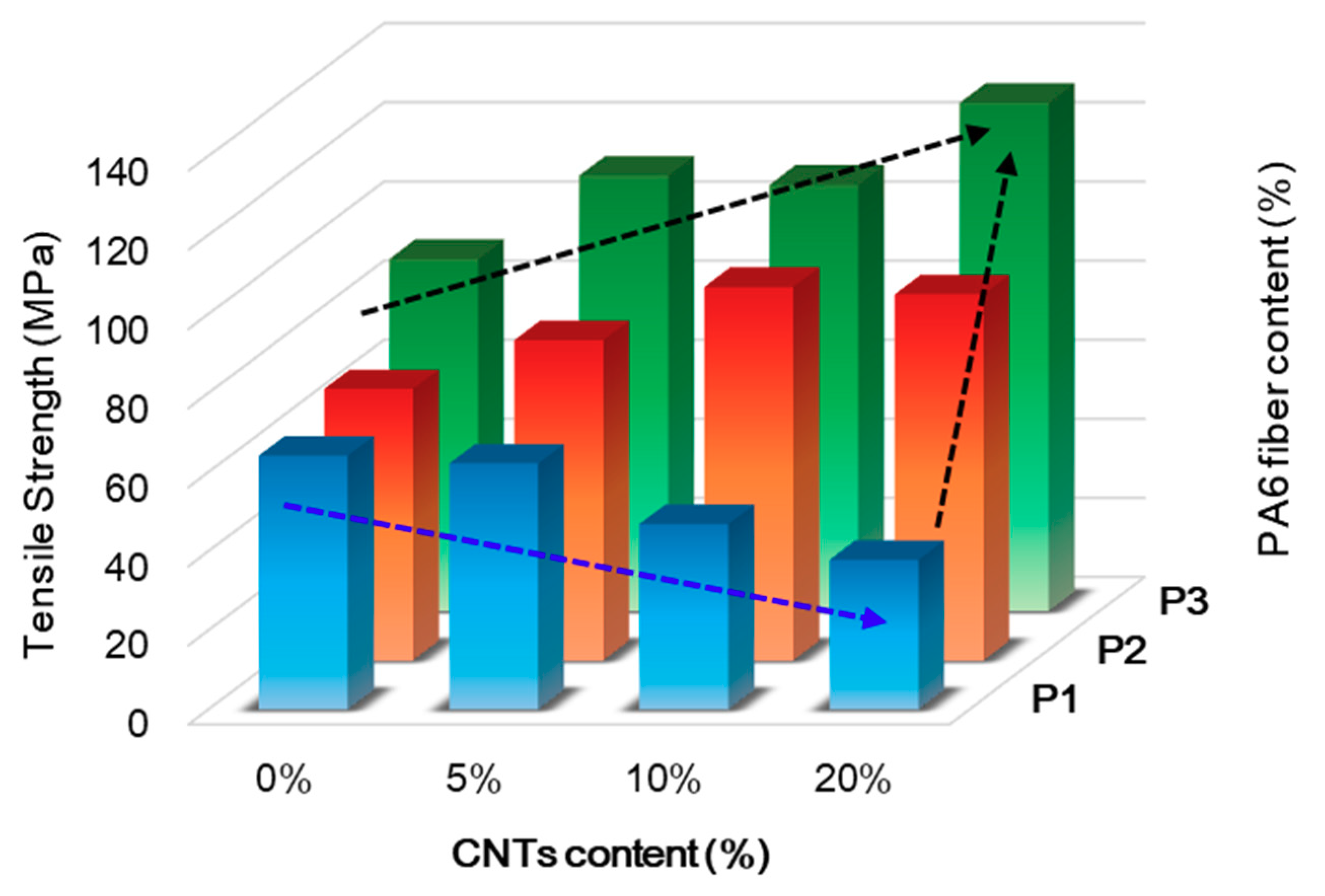
3.3. Mechanical Properties of the CNT–CF-Nonwoven Composites
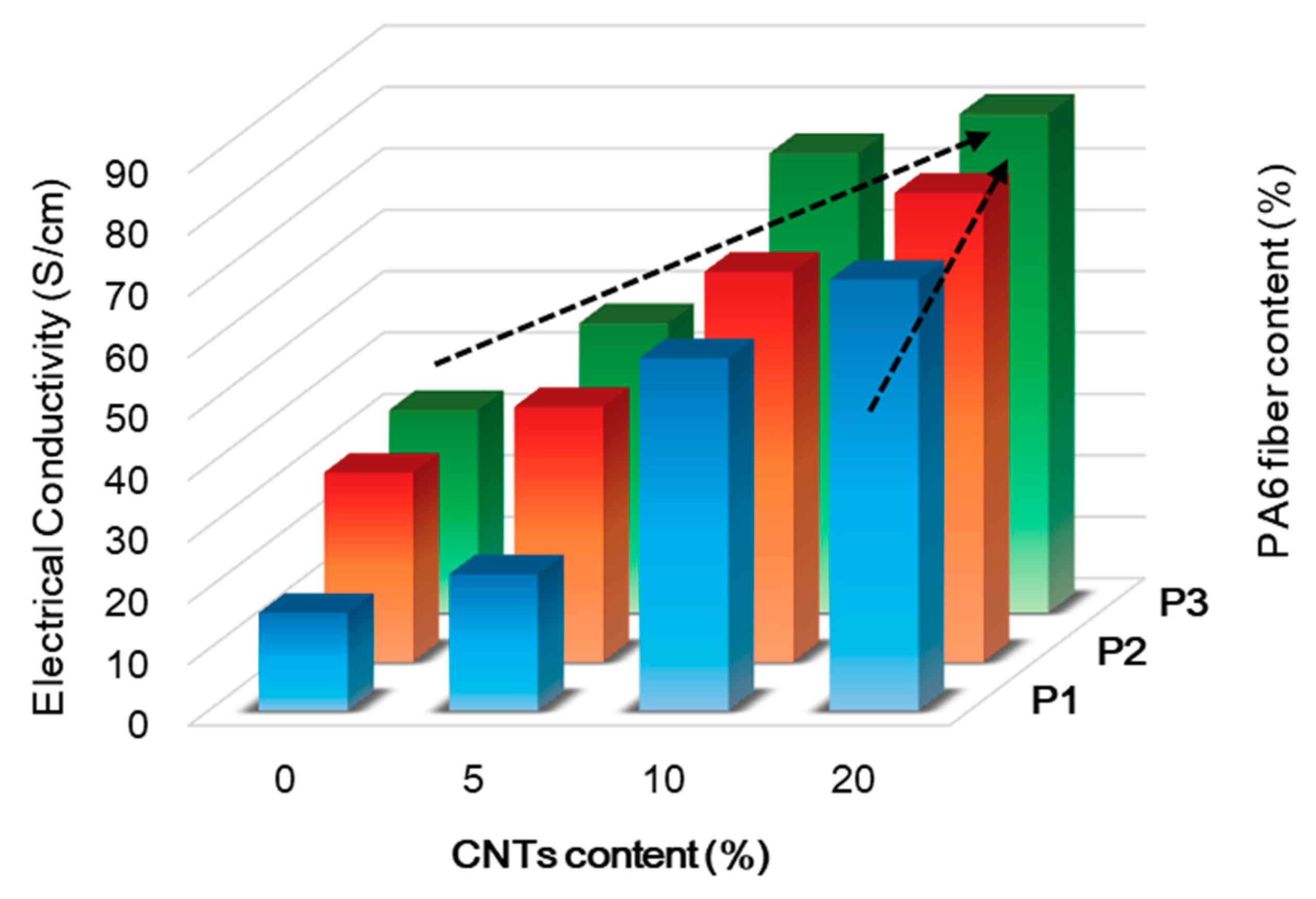
3.4. Electrical Properties of the CNT–CF-Nonwoven Composites
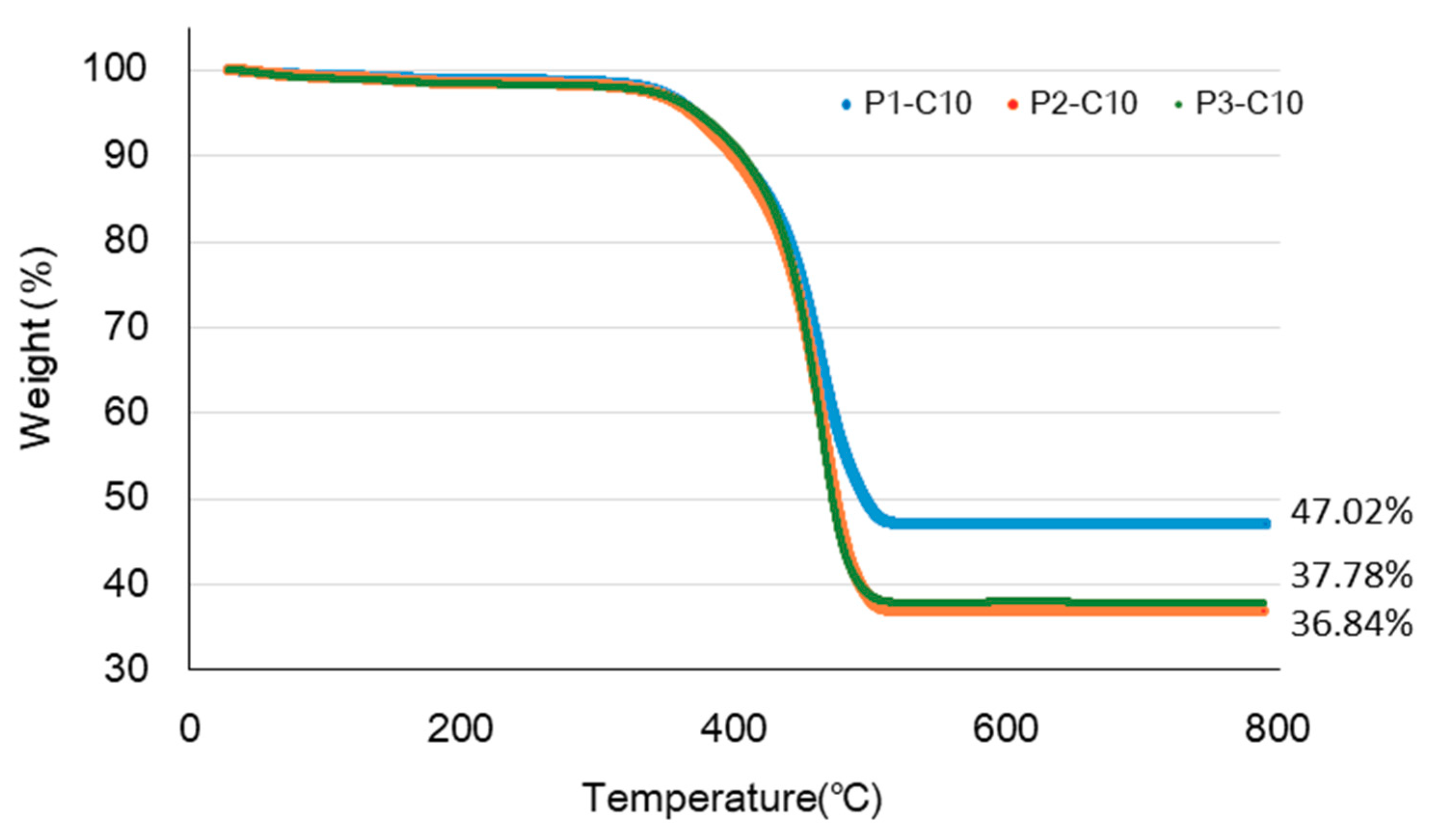
3.5. Thermal Properties of the CNT–CF-Nonwoven Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Costa, A.P.; Botelho, E.C.; Costa, M.L.; Narita, N.E.; Tarpani, J.R. A review of welding technologies for thermoplastic composites in aerospace application. J. Aerosp. Technol. Manag. São José dos Campos. 2012, 4, 225–265. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Rudolf, R.; Mitschang, P.; Neitzel, M. Induction heating of continuous caron-fibre-reinforced thermoplastics. Compos. Part A 2000, 31, 1191–1202. [Google Scholar] [CrossRef]
- Ahmed, T.J.; Stavrov, D.; Bersee, H.E.N.; Beukers, A. Induction welding of thermoplastic composites—And overview. Compos. Part A 2006, 37, 1638–1651. [Google Scholar] [CrossRef]
- Botelho, E.C.; Figiel, Ł.; Rezende, M.C.; Lauke, B. Mechanical behavior of carbon fiber reinforced polyamide composites. Compos. Sci. Technol. 2003, 63, 1843–1855. [Google Scholar] [CrossRef]
- An, H.J.; Kim, J.S.; Kim, K.Y.; Lim, D.Y.; Kim, D.H. Mechanical and thermal properties of long carbon fiber-reinforced polyamide 6 composties. Fiber. Polym. 2014, 15, 2355–2359. [Google Scholar] [CrossRef]
- Sharma, S.P.; Lakkad, S.C. Effect of CNTs growth on carbon fibers on the tensile strength of CNTs grown carbon fiber-reinforced polymer matrix composites. Compos. Part A 2011, 42, 8–15. [Google Scholar] [CrossRef]
- Bekyarova, E.; Thostenson, E.T.; Yu, A.; Kim, H.; Gao, J.; Tang, J.; Hahn, H.T.; Chou, T.W.; Itkis, M.E.; Haddon, R.C. Multiscale carbon nanotube-carbon fiber reinforcement for advanced epoxy composites. Langmuir 2007, 23, 3970–3974. [Google Scholar] [CrossRef]
- Lee, G.; Ko, K.D.; Yu, Y.C.; Lee, J.; Yu, W.R.; Youk, J.H. A facile method for preparing CNT-grafted carbon fibers and improved tensile strength of their composites. Compos. Part A 2015, 69, 132–138. [Google Scholar] [CrossRef]
- Kim, M.T.; Rhee, K.Y.; Lee, J.H.; Hui, D.; Lau, A.K.T. Property enhancement of carbon fiber/epoxy composite by using carbon nanotubes. Compos. Part B 2011, 42, 1257–1261. [Google Scholar] [CrossRef]
- Kocsis, J.K.; Mahmood, H.; Pegoretti, A. Recent advances in fiber/matrix interphase engineering for polymer composites. Prog. Mater. Sci. 2015, 73, 1–43. [Google Scholar] [CrossRef]
- Karsli, N.G.; Aytac, A. Tensile and thermomechanical properties of short carbon fiber reinforced polyamide 6 composites. Compos. Part B 2013, 51, 270–275. [Google Scholar] [CrossRef]
- Liang, J.; Xu, Y.; Wei, Z.; Song, P.; Chen, G.; Zhang, W. Mechanical properties crystallization and melting behaviors of carbon fiber-reinforced PA6 composites. J. Therm. Anal. Calorim. 2014, 11, 209–218. [Google Scholar] [CrossRef]
- Yoo, Y.; Lee, H.L.; Ha, S.M.; Jeon, B.K.; Won, J.C.; Lee, S.G. Effect of graphite and carbon fiber contents on the morphology and properties of thermally conductive composites based on polyamide 6. Polym. Int. 2014, 63, 151–157. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S. Characterization of carbon nanofiber(CNF)/polymer composite coated on cotton fabrics prepared with various circuit patterns. Fash. Text. 2018, 5, 7. [Google Scholar] [CrossRef]
- Esawi, A.M.K.; Farag, M.M. Carbon nanotube reinforced composites: Potential and current challenges. Mater. Des. 2007, 28, 2394–2401. [Google Scholar] [CrossRef]
- Zhao, M.; Meng, L.; Ma, L.; Ma, L.; Yang, X.; Huang, Y.; Ryu, J.E.; Shankar, A.; Li, T.; Yan, C.; et al. Layer-by-layer grafting CNTs onto carbon fibers surface for enhancing the interfacial properties of epoxy resin composites. Compos. Sci. Technol. 2018, 154, 28–36. [Google Scholar] [CrossRef]
- Zhang, F.H.; Wang, R.G.; He, X.D.; Wang, C.; Ren, L.N. Interfacial shearing strength and reinforcing mechanisms of an epoxy composite reinforced using a carbon nanotube/carbon fiber hybrid. J. Mater. Sci. 2009, 44, 3574–3577. [Google Scholar] [CrossRef]
- Shin, Y.C.; Novin, E.; Kim, H. Electrical and thermal conductivities of carbon fiber composites with high concentrations of carbon nanotubes. Int. J. Precis. Eng. Manuf. 2015, 16, 465–470. [Google Scholar] [CrossRef]
- Wang, N.; Xu, Z.; Zhan, P.; Dai, K.; Zheng, G.; Liu, C.; Shen, C. A tunable strain sensor based on a carbon nanotubes/electrospun polyamide 6 conductive nanofibrous network embedded into poly (vinyl alcohol) with self-diagnosis capabilities. J. Mater. Chem. C 2017, 5, 4408–4418. [Google Scholar] [CrossRef]
- Zhu, X.D.; Zang, C.G.; Jiao, Q.J. High electrical conductivity of nylon 6 composites obtained with hybrid multiwalled carbon nanotube/carbon fiber fillers. J. Appl. Polym. Sci. 2014. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Baltopoulos, A.; Karapappas, P.; Vavouliotis, A.; Paipetis, A. Impact and after-impact properties of carbon fibre reinforced composites enhanced with multi-wall carbon nanotubes. Compos. Sci. Technol. 2010, 70, 553–563. [Google Scholar] [CrossRef]
- An, F.; Lu, C.; Li, Y.; Guo, J.; Lu, X.; Lu, H. Preparation and characterization of carbon nanotube-hybridized carbon fiber to reinforce epoxy composites. Mater. Des. 2012, 33, 197–202. [Google Scholar] [CrossRef]
- Zang, C.G.; Zhu, X.D.; Jiao, Q.J. Enhanced mechanical and electrical properties of nylon-6 composite by using carbon fiber/graphene multiscale structure as additive. J. Appl. Polym. Sci. 2015. [Google Scholar] [CrossRef]
- Andrews, R.; Weisenberger, M.C. Carbon nanotube polymer composites. Curr. Opin. Solid State Mater. Sci. 2004, 8, 31–37. [Google Scholar] [CrossRef]
- Kim, B.J.; Cha, S.H.; Kong, K.; Ji, W.; Park, H.W.; Park, Y.B. Synergistic interfacial reinforcement of carbon fiber/polyamide 6 composites using carbon-nanotube-modified silane coating on ZnO-nanorod-grown carbon fiber. Compos. Sci. Technol. 2018, 165, 362–372. [Google Scholar] [CrossRef]
- Godara, A.; Mezzo, L.; Luizi, F.; Warrier, A.; Lomov, S.V.; Vuure, A.W.; Gorbatikh, L.; Moldenaers, P.; Verpoest, I. Influence of carbon nanotube reinforcement on the processing and the mechanical behavior of carbon fiber/epoxy composites. Carbon 2009, 47, 2914–2923. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Thickness (mm) | Weight (g/m2) | Electrical Conductivity (S/cm) | Tensile Strength (MPa) | Modulus (MPa) |
|---|---|---|---|---|---|
| PA6–CF–PA6 | 0.288 | 181.6 | 27.75 ± 1.63 | 72.65 ± 12.46 | 3499 ± 275 |
| PA6–CF/CNT–PA6 | 0.365 | 263.3 | 120.48 ± 21.14 | 46.21 ± 7.01 | 2946 ± 213 |
| PA6–CNT–PA6–CF–PA6 | 0.325 | 305.0 | 33.11 ± 3.67 | 69.41 ± 14.66 | 3295 ± 539 |
| Sample Code | CNT 0 wt % | CNT 1 wt % | CNT 5 wt % | CNT 10 wt % | CNT 20 wt % |
|---|---|---|---|---|---|
| PA fiber 0wt% | P1-C0 | P1-C1 | P1-C5 | P1-C10 | P1-C20 |
| PA fiber 50wt% | P2-C0 | P2-C1 | P2-C5 | P2-C10 | P2-C20 |
| PA fiber 100wt% | P3-C0 | P3-C1 | P3-C5 | P3-C10 | P3-C20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Ko, K.; Youk, J.; Lim, D.; Jeong, W. Preparation and Properties of Carbon Fiber/Carbon Nanotube Wet-Laid Composites. Polymers 2019, 11, 1597. https://doi.org/10.3390/polym11101597
Lee S, Ko K, Youk J, Lim D, Jeong W. Preparation and Properties of Carbon Fiber/Carbon Nanotube Wet-Laid Composites. Polymers. 2019; 11(10):1597. https://doi.org/10.3390/polym11101597
Chicago/Turabian StyleLee, Suhyun, Kwangduk Ko, Jiho Youk, Daeyoung Lim, and Wonyoung Jeong. 2019. "Preparation and Properties of Carbon Fiber/Carbon Nanotube Wet-Laid Composites" Polymers 11, no. 10: 1597. https://doi.org/10.3390/polym11101597