
Microstructure Evolution in a β-γ TiAl Alloy during Hot Deformation under Variable Conditions
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
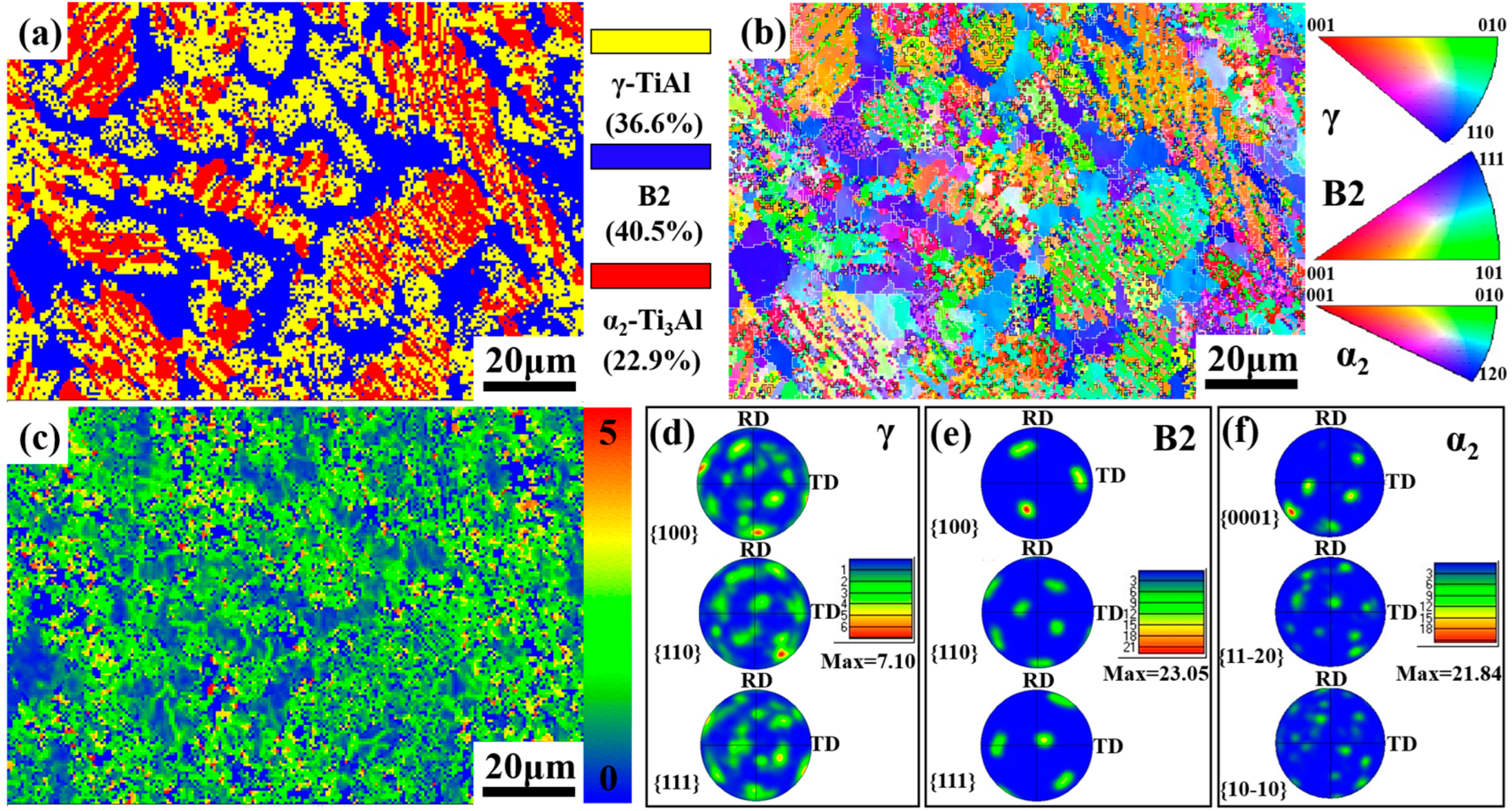
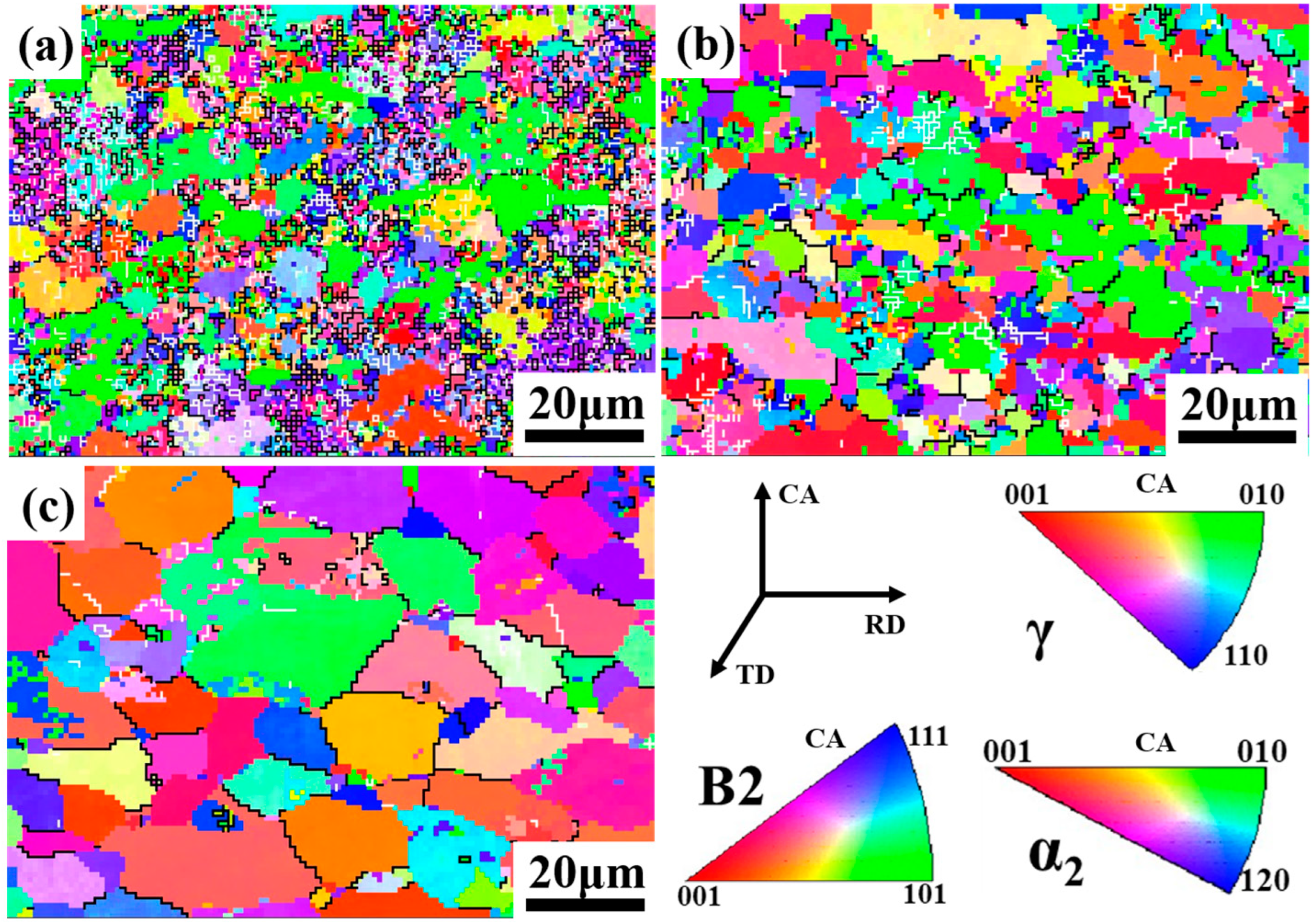
3.1. Initial Microstructure
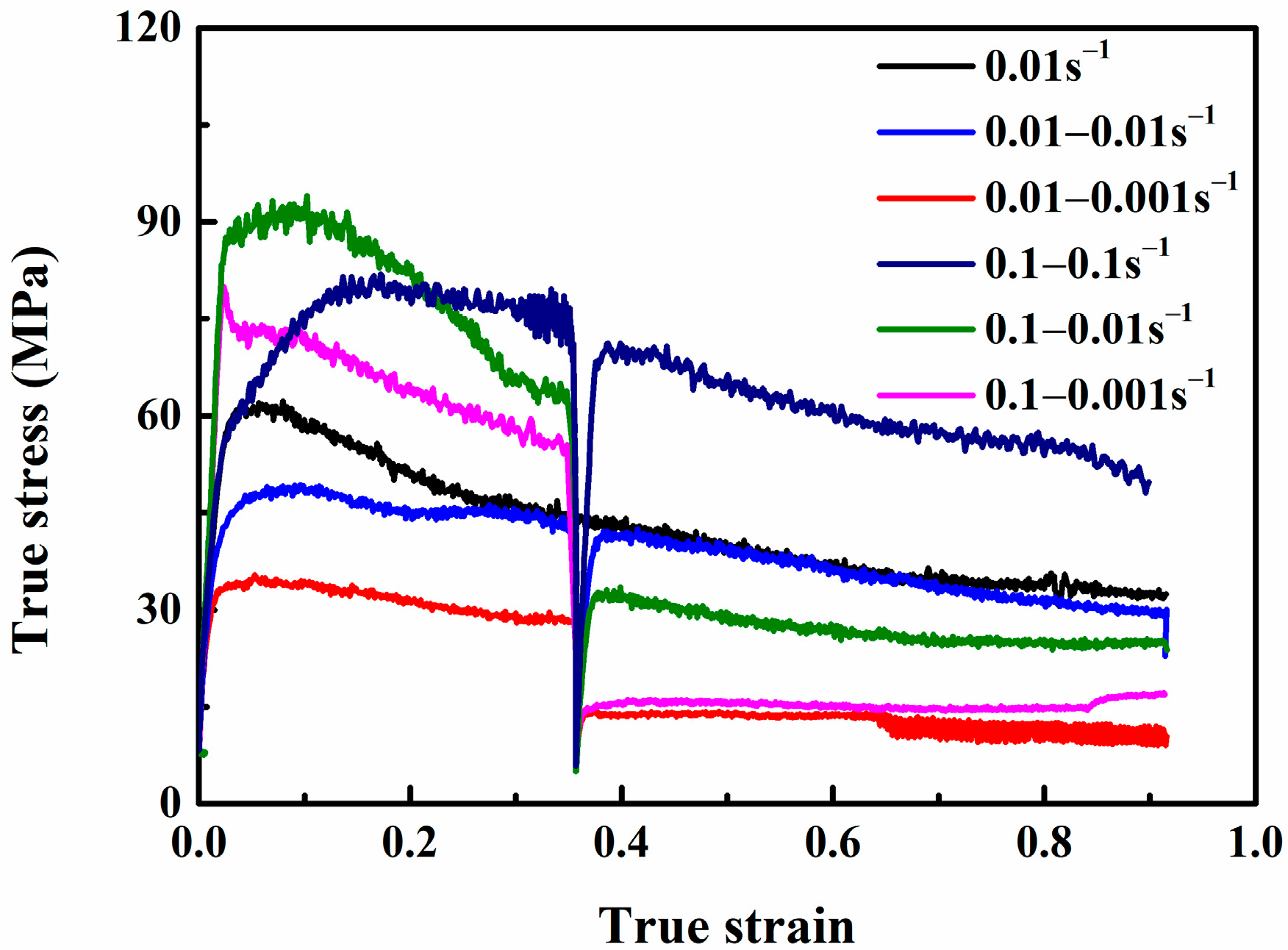
3.2. True Stress–Strain Curves
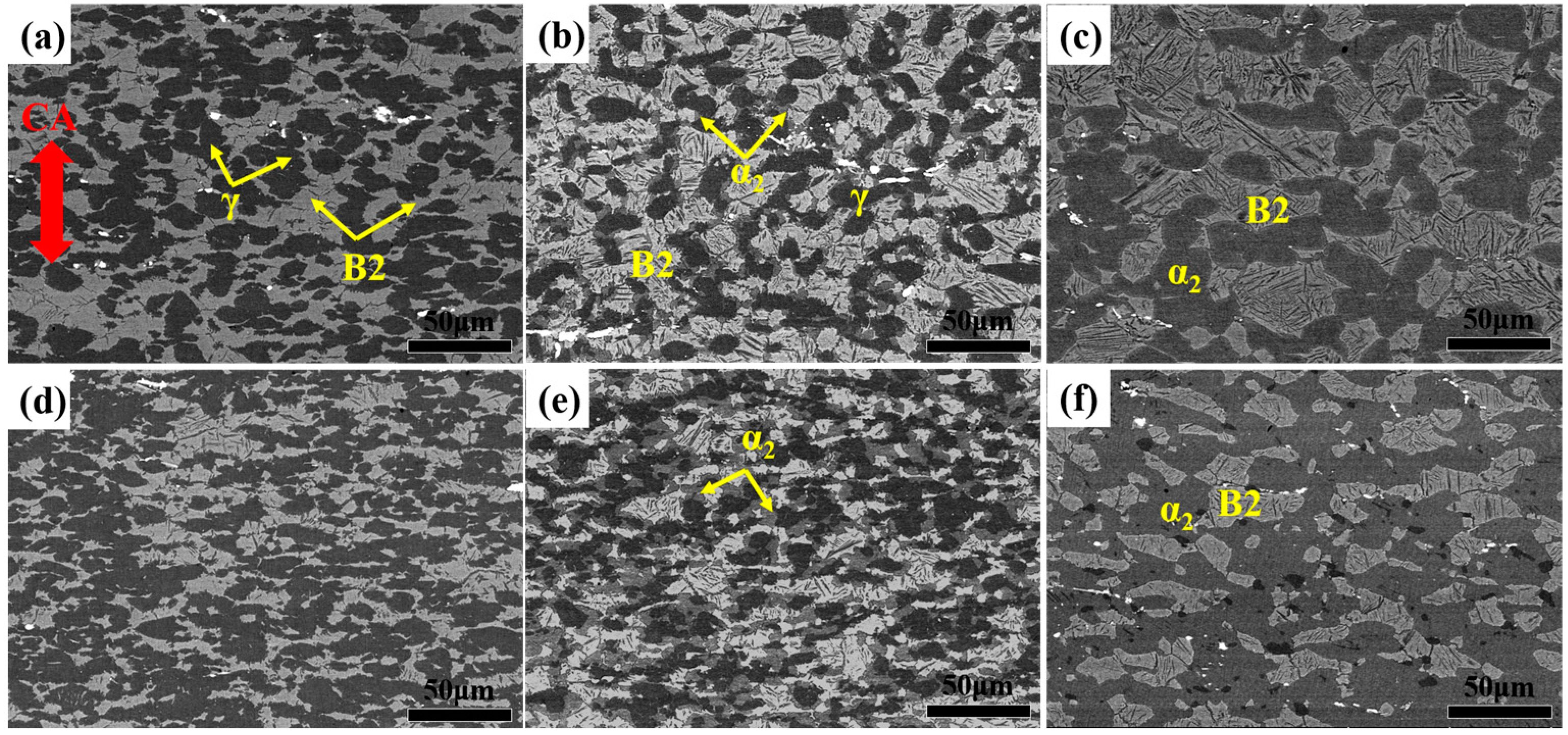
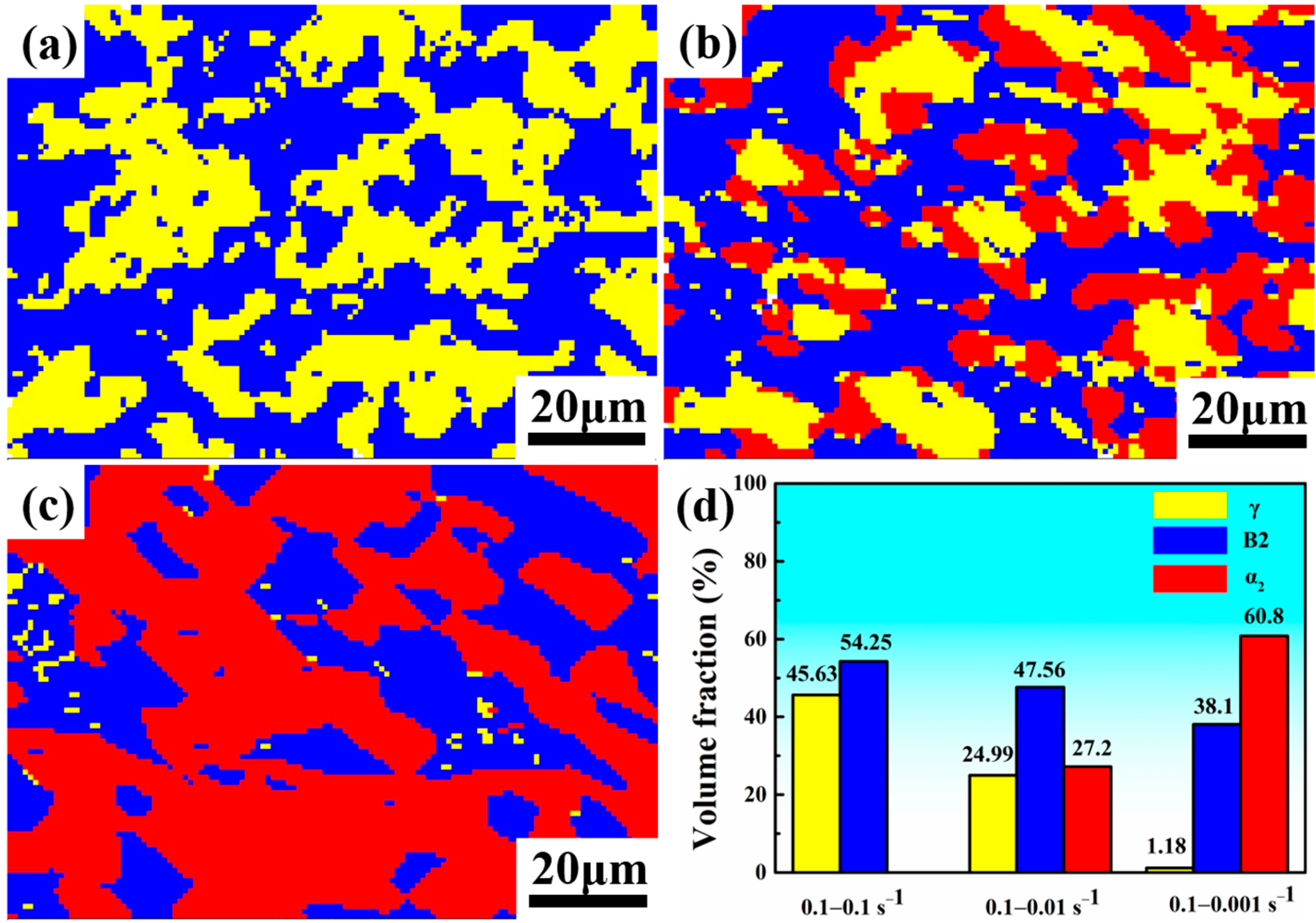
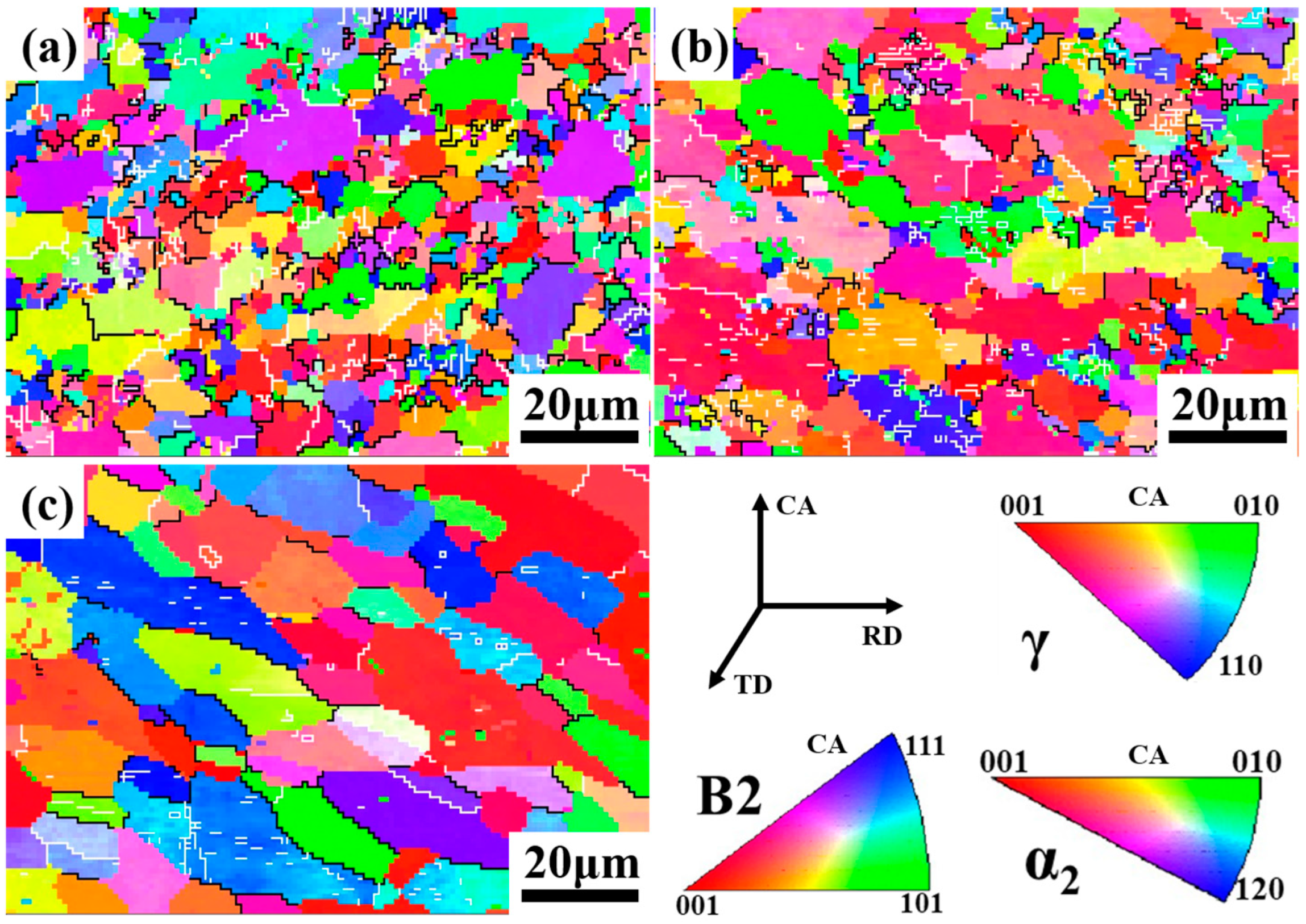
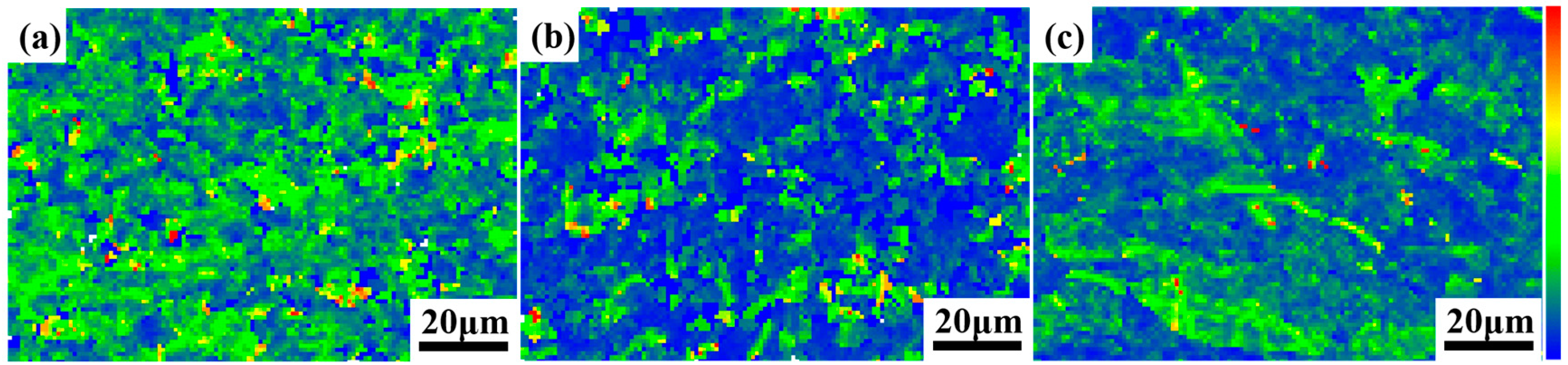
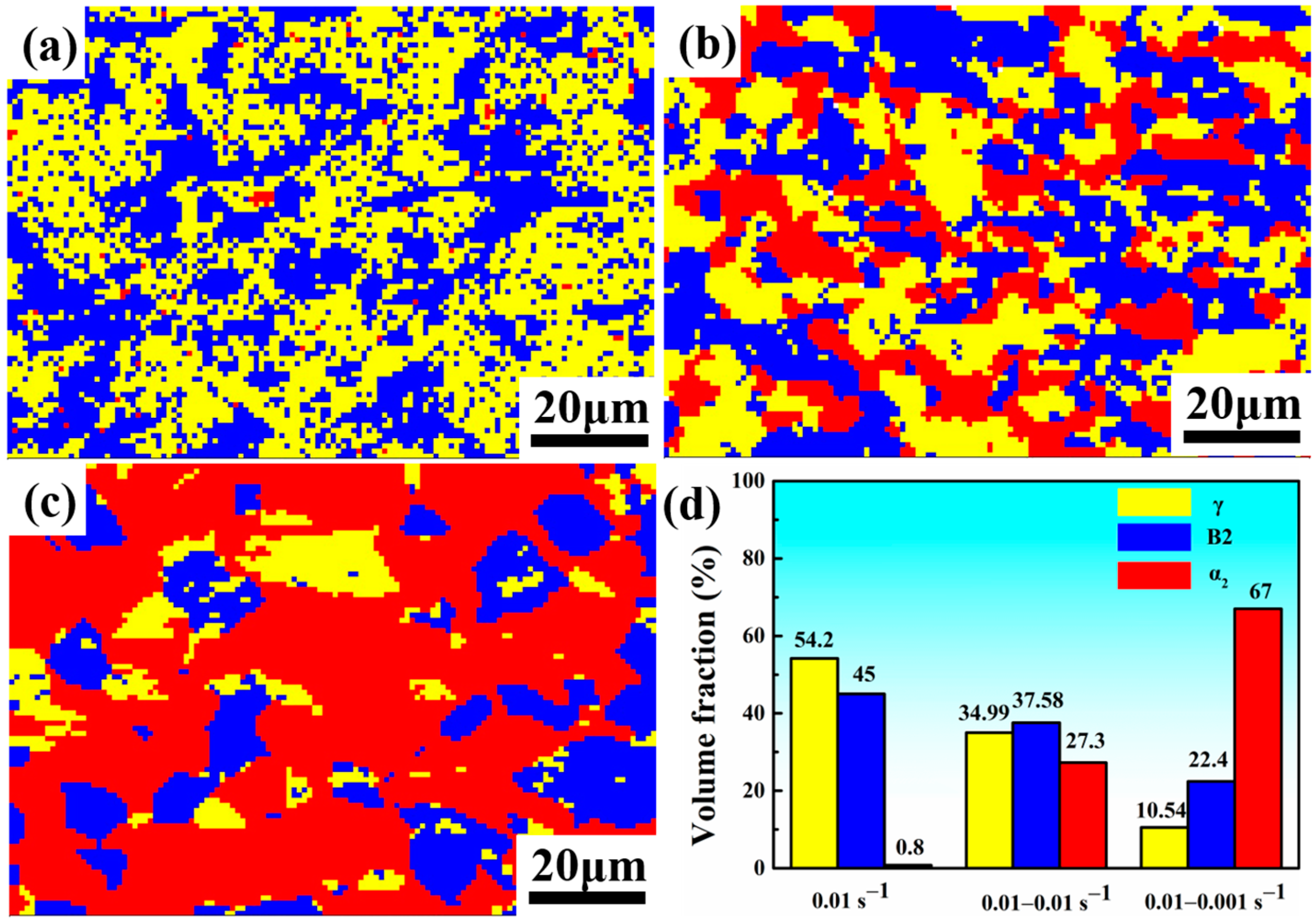
3.3. Deformed Microstructures
4. Conclusions
- The true stress–strain curves of the forged β-γ TiAl alloy composed of a mixture of refined γ phase, B2 grains and lamellar colonies were highly dependent on strain rate. The stress level experienced an abrupt drop when the strain rate was suddenly reduced at ε = 0.3 after holding for 30 s due to the lower strain rate, leading to more sufficient DRX.
- The γ + B2/β microstructure without α2 phase was achieved when variable high strain rate and continuous medium strain rate were applied, which resulted from the hot deformation time that was simply too short for γ→α PT. However, during the two-step hot deformation process in the case of low strain rate, more deformation time was provided and the stress concentration also promoted γ→α PT, resulting in a significant increase in the α content at 1200 °C.
- By decreasing the strain rate after the first stage, a fine-grained γ + B2/β + α2 microstructure with less residual stress and more sufficient DRX can be achieved, which is mainly attributed to the appropriate strain rate and stress concentration that partly promoted γ→α PT, leading to the γ + B2/β + α formed at 1200 °C.
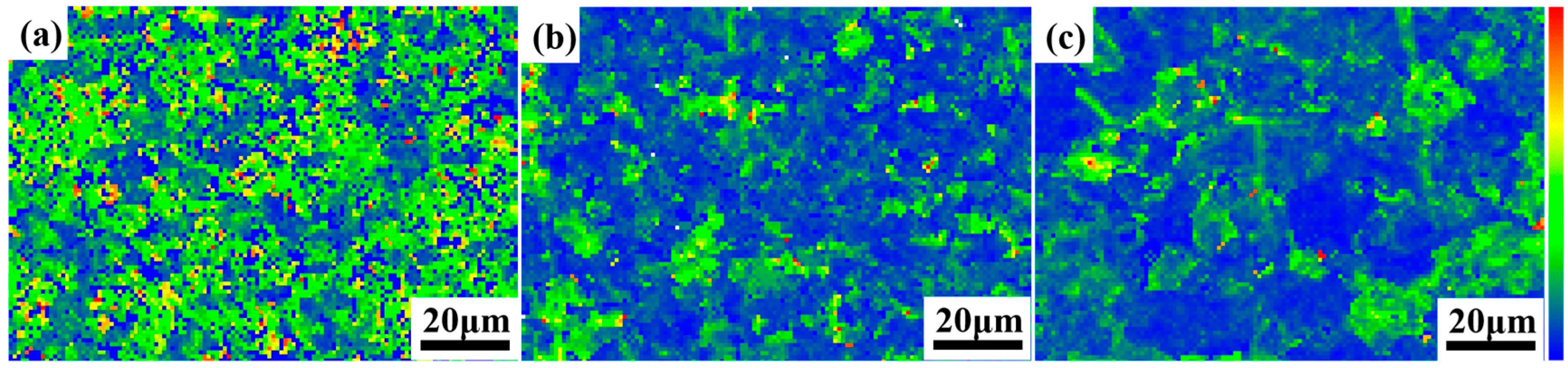
- Both the γ→α PT and DRX grain growth promoted deformability and reduced dislocation pile-up during the two-step hot deformation, resulting in a significant reduction in the deformation residual stress and local misorientation density. This improvement in microstructure can significantly enhance the hot workability of β-γ TiAl alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ding, J.; Zhang, M.H.; Liang, Y.F.; Ren, Y.; Dong, C.L.; Lin, J.P. Enhanced high-temperature tensile property by gradient twin structure of duplex high-Nb-containing TiAl alloy. Acta Mater. 2018, 161, 1–11. [Google Scholar] [CrossRef]
- Ma, T.F.; Li, Q.Y.; Wang, Y.P.; Wang, X.H.; Dong, D.; Zhu, D.D. Microstructure and mechanical properties of micro-nano Ti2AlC-reinforced TiAl composites. Intermetallics 2022, 146, 107563. [Google Scholar] [CrossRef]
- Chen, R.R.; Ma, T.F.; Guo, J.J.; Ding, H.S.; Su, Y.Q.; Fu, H.Z. Deformation behavior and microstructural evolution of hydrogenated Ti44Al6Nb alloy during thermo-compression at 1373–1523 K. Mater. Des. 2016, 108, 259–268. [Google Scholar] [CrossRef]
- Yang, J.R.; Chen, R.R.; Su, Y.Q.; Ding, H.S.; Guo, J.J.; Fu, H.Z. Optimization of electromagnetic energy in cold crucible used for directional solidification of TiAl alloy. Energy 2018, 161, 143–155. [Google Scholar] [CrossRef]
- Liu, C.Z.; Wang, Y.P.; Han, W.Z.; Ma, T.F.; Ma, D.F.; Zhang, Y.S. Achieving Superior High-Temperature Strength and Oxidation Resistance of TiAl Nanocomposite through In Situ Semicoherent MAX Phase Precipitation. ACS Appl. Mater. Interfaces 2022, 14, 8394–8403. [Google Scholar] [CrossRef] [PubMed]
- Xu, R.R.; Li, M.Q.; Zhao, Y.H. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloys Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Peng, P.; Zhou, S.D.; Liu, Z.J.; Pei, X.; Gan, L.; Xu, Y.L.; Zhang, X.D.; Ma, Z.K.; Wang, J.T. Analysis on microstructure and mechanical properties of Ti-47.5Al-3Nb-1.5Cr alloy through heat-treatment. J. Alloys Compd. 2022, 908, 164689. [Google Scholar] [CrossRef]
- Li, X.B.; Xu, H.; Xing, W.W.; Chen, B.; Shu, L.; Zhang, M.S.; Liu, K. Microstructural evolution and mechanical properties of forged β-solidified γ-TiAl alloy by different heat treatments. Trans. Nonferrous Met. Soc. China 2022, 32, 2229–2242. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Liang, Z.Q.; Xiao, S.L.; Li, Q.C.; Yu, H.B.; Zheng, Y.F.; Xu, L.J.; Xue, X.; Tian, J.; Chen, Y.Y. Tensile creep behavior of a heat treated β-solidified γ-TiAl alloy: The development of dynamic recrystallization and the role of B2 phase. Mater. Sci. Eng. A 2023, 863, 144522. [Google Scholar] [CrossRef]
- Bernal, D.; Chamorro, X.; Hurtado, I.; Madariag, I. Evolution of lamellar microstructures in a cast TNM alloy modified with boron through single-step heat treatments. Intermetallics 2020, 124, 106842. [Google Scholar] [CrossRef]
- Ma, T.F.; Li, S.Y.; Wang, Y.P.; Wang, X.H.; Dong, D.; Zhu, D.D. Phase transformation and dynamic recrystallization behavior of forged beta gamma TiAl alloy in variable thermomechanical conditions. J. Mater. Res. Technol. 2022, 18, 4796–4803. [Google Scholar] [CrossRef]
- Ge, G.W.; Zhang, L.Q.; Xin, J.J.; Lin, J.P.; Aindow, M.; Zhang, L.C. Constitutive modeling of high temperature flow behavior in a Ti-45Al-8Nb-2Cr-2Mn-0.2Y alloy. Sci. Rep. 2018, 8, 5453. [Google Scholar] [CrossRef] [PubMed]
- Lapin, J.; Pelachová, T.; Bajana, O. High temperature deformation behaviour and microstructure of cast in-situ TiAl matrix composite reinforced with carbide particles. J. Alloys Compd. 2019, 797, 754–765. [Google Scholar] [CrossRef]
- Ma, T.F.; Chen, R.R.; Zheng, D.S.; Guo, J.J.; Ding, H.S.; Su, Y.Q.; Fu, H.Z. Hydrogen-induced softening of Ti-44Al-6Nb-1Cr-2V alloy during hot deformation. Int. J. Hydrogen Energy 2017, 42, 8329–8337. [Google Scholar] [CrossRef]
- Lin, X.J.; Huang, H.J.; Yuan, X.G.; Wang, Y.X.; Zheng, B.W.; Zuo, X.J.; Zhou, G. Study on hot deformation behavior and processing map of a Ti-47.5Al-2.5V-1.0Cr-0.2Zr alloy with a fully lamellar microstructure. J. Alloys Compd. 2022, 901, 163648. [Google Scholar] [CrossRef]
- Ye, P.H.; Jin, X.C.; Fang, W.B.; Li, X.W.; Wu, H.; Fan, G.H. Hot deformation behavior and microstructure evolution of a high Nb containing PM TiAl composite reinforced with Ti2AlC particles. Mater. Today Commun. 2021, 29, 102862. [Google Scholar] [CrossRef]
- Xu, R.R.; Li, H.; Li, M.Q. Flow softening mechanism in isothermal compression of β-solidifying γ-TiAl alloy. Mater. Des. 2020, 186, 108328. [Google Scholar] [CrossRef]
- Lapin, J.; Štamborská, M.; Pelachov, T.; Čegan, T.; Volodarskaja, A. Hot deformation behaviour and microstructure evolution of TiAl-based alloy reinforced with carbide particles. Intermetallics 2020, 127, 106962. [Google Scholar] [CrossRef]
- Chen, X.F.; Tang, B.; Liu, Y.; Xue, X.Y.; Li, L.; Kou, H.C.; Li, J.S. Dynamic recrystallization behavior of the Ti–48Al–2Cr–2Nb alloy during isothermal hot deformation. Prog. Nat. Sci.-Mater. 2019, 29, 587–594. [Google Scholar] [CrossRef]
- Yu, Q.Y.; Yao, Z.H.; Dong, J.X. Deformation and recrystallization behavior of a coarse-grain, nickel-base superalloy Udimet 720Li ingot material. Mater. Charact. 2015, 107, 398–410. [Google Scholar] [CrossRef]
- Liu, D.H.; Chai, H.R.; Yang, L.; Qiu, W.Q.; Guo, Z.H.; Wang, Z.L. Study on the dynamic recrystallization mechanisms of GH5188 superalloy during hot compression deformation. J. Alloys Compd. 2022, 895, 162565. [Google Scholar] [CrossRef]
- Jiang, W.X.; Lu, J.X.; Guan, H.; Wang, M.M.; Cheng, X.P.; Lin, L.L.; Liu, X.Q.; Wang, J.; Zhang, Y.F.; Zhang, Z.; et al. Study of pre-precipitated δ phase promoting deformation twinning and recrystallization behavior of Inconel 718 superalloy during hot compression. Mater. Des. 2023, 226, 111693. [Google Scholar] [CrossRef]
- Wan, Z.; Sun, Y.; Hu, L. Dynamic softening behavior and microstructural characterization of TiAl-based alloy during hot deformation. Mater. Charact. 2017, 130, 25–32. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. Microstructure and flow stress evolution during hot deformation of 304L austenitic stainless steel in variable thermomechanical conditions. Mater. Sci. Eng. A 2018, 711, 600–610. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, R.R.; Yang, Y.H.; Wu, S.W.; Guo, J.J.; Ding, H.S.; Su, Y.Q.; Fu, H.Z. Effects of lamellar spacing on microstructural stability and creep properties in β-solidifying γ-TiAl alloy by directional solidification. Mater. Sci. Eng. A 2018, 711, 508–514. [Google Scholar] [CrossRef]
- Tang, B.; Wang, W.Y.; Xiang, L.; Liu, Y.; Zhu, L.; Ji, S.J.; He, J.; Li, J.S. Metadynamic recrystallization behavior of β-solidified TiAl alloy during post-annealing after hot deformation. Intermetallics 2020, 117, 106679. [Google Scholar] [CrossRef]
- Jiang, H.T.; Zeng, S.W.; Zhao, A.M.; Ding, X.N.; Dong, P. Hot deformation behavior of β phase containing γ-TiAl alloy. Mater. Sci. Eng. A 2016, 661, 160–167. [Google Scholar] [CrossRef]
- Stendal, J.A.; Eisentraut, M.; Imran, M.; Sizova, I.; Bolz, S.; Weib, S.; Bambach, M. Accelerated hot deformation and heat treatment of the TiAl alloy TNM-B1 for enhanced hot workability and controlled damage. J. Mater. Process. Technol. 2021, 291, 116999. [Google Scholar] [CrossRef]
- Cui, N.; Kong, F.T.; Wang, X.P.; Chen, Y.Y.; Zhou, H.T. Hot deformation behavior and dynamic recrystallization of a β-solidifying TiAl alloy. Mater. Sci. Eng. A 2016, 652, 231–238. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J.S.; Tang, B.; Song, L.; Wang, W.Y.; Liu, D.; Yang, R.; Kou, H.C. Decomposition and phase transformation mechanisms of α2 lamellae in β-solidified γ-TiAl alloys. Acta Mater. 2022, 242, 118492. [Google Scholar] [CrossRef]
- Tian, S.W.; Jiang, H.T.; Guo, W.Q.; Zhang, G.H.; Zeng, S.W. Hot deformation and dynamic recrystallization behavior of TiAl-based alloy. Intermetallics 2019, 112, 106521. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N.; Bammann, D.J. Geometrically necessary boundaries, incidental dislocation boundaries and geometrically necessary dislocations. Scr. Mater. 2003, 48, 147–153. [Google Scholar] [CrossRef]
- Wang, Q.B.; Zhang, S.Z.; Zhang, C.J.; Zhang, W.G.; Yang, J.R.; Duo, D.; Zhu, D.D. The influence of the dynamic softening mechanism of α phase and γ phase on remnant lamellae during hot deformation. J. Alloys Compd. 2021, 872, 159514. [Google Scholar] [CrossRef]
- Zhou, H.T.; Kong, F.T.; Wu, K.; Wang, X.P.; Chen, Y.Y. Hot pack rolling nearly lamellar Ti-44Al-8Nb-(W, B, Y) alloy with different rolling reductions: Lamellar colonies evolution and tensile properties. Mater. Des. 2017, 121, 202–212. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.F.; Zhang, Y.S.; Lu, J.W.; Zhang, W.; Zhang, P.X. Phase transformation and dynamic recrystallization behavior of a β-solidifying γ-TiAl alloy and its wrought microstructure control. Mater. Des. 2016, 90, 196–203. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Chen, Z.; Wang, Y.; Zhang, X.; Xing, Q.; Zhang, X.; Yuan, C.; Ma, T. Microstructure Evolution in a β-γ TiAl Alloy during Hot Deformation under Variable Conditions. Crystals 2023, 13, 742. https://doi.org/10.3390/cryst13050742
Li G, Chen Z, Wang Y, Zhang X, Xing Q, Zhang X, Yuan C, Ma T. Microstructure Evolution in a β-γ TiAl Alloy during Hot Deformation under Variable Conditions. Crystals. 2023; 13(5):742. https://doi.org/10.3390/cryst13050742
Chicago/Turabian StyleLi, Guoju, Zhanxing Chen, Yupeng Wang, Xinzhe Zhang, Qiuwei Xing, Xinfang Zhang, Chunyuan Yuan, and Tengfei Ma. 2023. "Microstructure Evolution in a β-γ TiAl Alloy during Hot Deformation under Variable Conditions" Crystals 13, no. 5: 742. https://doi.org/10.3390/cryst13050742