
Platinum Group Metals: Green Recovery from Spent Auto-Catalysts and Reuse in New Catalysts—A Review
 , and
, and
Abstract
:1. Introduction
1.1. Platinum Group Metals
1.2. PGM-Based Catalysts
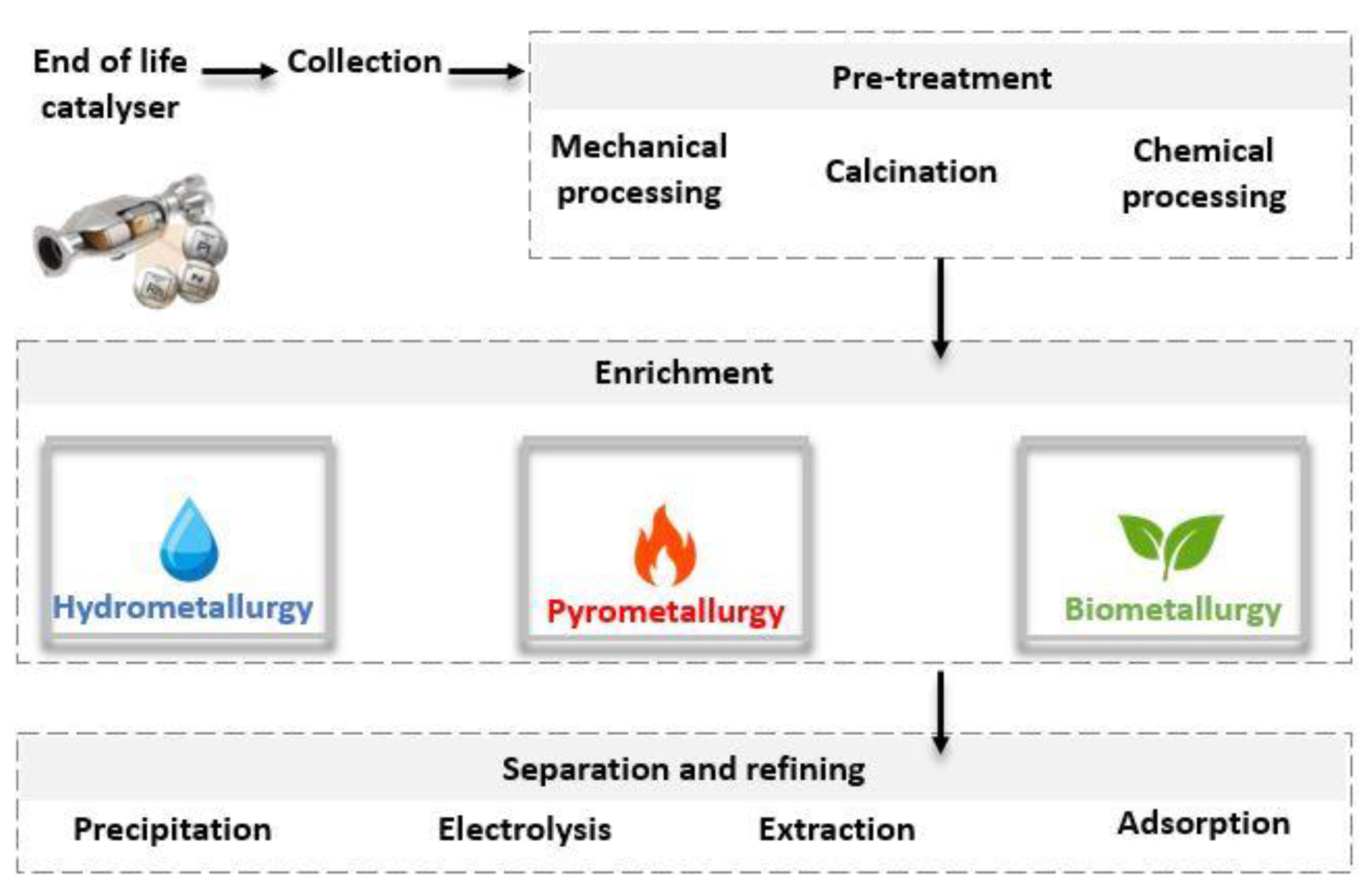
2. Recycling of PGMs
2.1. Pyrometallurgical Processes
2.1.1. Smelting
2.1.2. Chlorination
2.1.3. Metal Vapor Treatment
2.2. Hydrometallurgical Processes
2.2.1. Chloride Leaching
2.2.2. Leaching in Cyanide Solution
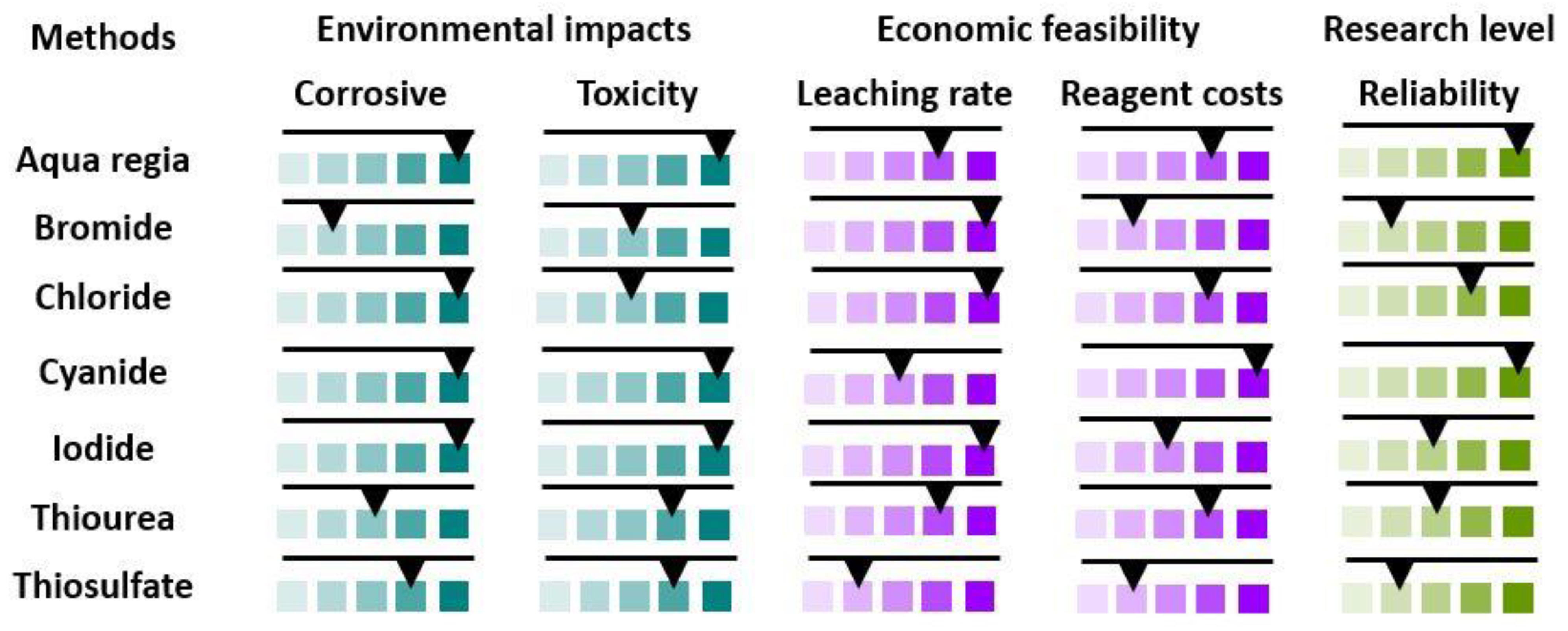
2.2.3. Leaching with Halogens
2.2.4. Leaching with Thiosystems (Thiosulfate, Thiocyanate, Thiourea)
2.2.5. Leaching Media: Efficiency, Environmental Impact, Recent Trends
2.2.6. Assisted Leaching Methodologies
2.3. Biometallurgical Process
2.4. Mechanochemical Processing
2.4.1. Mechanochemical Method—Advantages for PGM Recycling
2.4.2. Mechanical Pre-Treatment
2.4.3. Mechanochemical Leaching
3. Secondary Sources of PGMs for the Synthesis of Catalysts
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hughes, A.E.; Haque, N.; Northey, S.A.; Giddey, S. Platinum Group Metals: A Review of Resources, Production and Usage with a Focus on Catalysts. Resources 2021, 10, 93. [Google Scholar] [CrossRef]
- Doi, A.G. Elements of Exploration Geochemistry, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2020; ISBN 9780128194959. [Google Scholar]
- Lawrence, D.C. CRM Critical Raw Materials Substitution Profiles September 2013 Revised May 2015. Available online: https://silo.tips/download/critical-raw-materials-substitution-profiles-september-2013-revised-may-2015 (accessed on 17 March 2023).
- Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions “Tackling the Challenges in Commodity Markets and on Raw Materials”; European Commission: Brussels, Belgium, 2011.
- U.S. Department of Energy. Achieving American Leadership in the Platinum Group Metals Supply Chain; U.S. Department of Energy: Washington, DC, USA, 2022; pp. 1–3.
- Moschkowitsch, W.; Lori, O.; Elbaz, L. Recent Progress and Viability of PGM-Free Catalysts for Hydrogen Evolution Reaction and Hydrogen Oxidation Reaction. ACS Catal. 2022, 12, 1082–1089. [Google Scholar] [CrossRef]
- PGM Prices and Trading|Johnson Matthey. Available online: https://matthey.com/products-and-markets/pgms-and-circularity/pgm-management (accessed on 10 January 2023).
- A Guide to Precious Metals: Platinum vs. Palladium Breakdown. Available online: https://www.theassay.com/articles/the-assay-insights/palladium-vs-platinum-investment/ (accessed on 10 January 2023).
- Yakoumis, I.; Panou, M.; Moschovi, A.M.; Panias, D. Recovery of platinum group metals from spent automotive catalysts: A review. Clean. Eng. Technol. 2021, 3, 100112. [Google Scholar] [CrossRef]
- Yakoumis, I.; Moschovi, A.; Panou, M.; Panias, D. Single-Step Hydrometallurgical Method for the Platinum Group Metals Leaching from Commercial Spent Automotive Catalysts. J. Sustain. Metall. 2020, 6, 259–268. [Google Scholar] [CrossRef]
- Fornalczyk, A.; Saternus, M. Removal of Platinum Group Metals from the Used Auto Catalytic Converter. Metalurgija 2009, 48, 133–136. [Google Scholar]
- Fornalczyk, A.; Saternus, M. Catalytic Converters as a Source of Platinum. Metalurgija 2011, 50, 261–264. [Google Scholar]
- Saidani, M.; Kendall, A.; Yannou, B.; Leroy, Y.; Cluzel, F. Closing the loop on platinum from catalytic converters: Contributions from material flow analysis and circularity indicators. J. Ind. Ecol. 2019, 23, 1143–1158. [Google Scholar] [CrossRef]
- Kolliopoulos, G.; Balomenos, E.; Giannopoulou, I.; Yakoumis, I.; Panias, D. Behavior of Platinum Group during Their Pyrometallurgical Recovery from Spent Automotive Catalysts. Oalib 2014, 1, e736. [Google Scholar] [CrossRef]
- Omrani, M.; Goriaux, M.; Liu, Y.; Martinet, S.; Jean-Soro, L.; Ruban, V. Platinum group elements study in automobile catalysts and exhaust gas samples. Environ. Pollut. 2019, 257, 113477. [Google Scholar] [CrossRef]
- Miceli, M.; Frontera, P.; Macario, A.; Malara, A. Recovery/Reuse of Heterogeneous Supported Spent Catalysts. Catalysts 2021, 11, 591. [Google Scholar] [CrossRef]
- Liu, C.; Sun, S.; Zhu, X.; Tu, G. Metals smelting-collection method for recycling of platinum group metals from waste catalysts: A mini review. Waste Manag. Res. J. Sustain. Circ. Econ. 2020, 39, 43–52. [Google Scholar] [CrossRef] [PubMed]
- Dong, H.; Zhao, J.; Chen, J.; Wu, Y.; Li, B. Recovery of platinum group metals from spent catalysts: A review. Int. J. Miner. Process. 2015, 145, 108–113. [Google Scholar] [CrossRef]
- Hagelüken, C. Precious Metals Process Catalysts—Material Flows and Recycling. Chim. Oggi-Chem. Today 2006, 24, 14–17. [Google Scholar]
- Xia, J.; Ghahreman, A. Platinum group metals recycling from spent automotive catalysts: Metallurgical extraction and recovery technologies. Sep. Purif. Technol. 2023, 311, 123357. [Google Scholar] [CrossRef]
- Moschovi, A.; Giuliano, M.; Kourtelesis, M.; Nicol, G.; Polyzou, E.; Parussa, F.; Yakoumis, I.; Sgroi, M. First of Its Kind Automotive Catalyst Prepared by Recycled PGMs-Catalytic Performance. Catalysts 2021, 11, 942. [Google Scholar] [CrossRef]
- Substitution among Platinum Group Metals—CME Group. Available online: https://www.cmegroup.com/education/articles-and-reports/substitution-among-platinum-group-metals.html (accessed on 25 February 2023).
- Eskina, V.V.; Dalnova, O.A.; Filatova, D.G.; Baranovskaya, V.B.; Karpov, Y.A. Direct precise determination of Pd, Pt and Rh in spent automobile catalysts solution by high-resolution continuum source graphite furnace atomic absorption spectrometry. Spectrochim. Acta Part B At. Spectrosc. 2020, 165, 105784. [Google Scholar] [CrossRef]
- Auto Catalyst Market Size, Share, Growth|Report. 2030. Available online: https://www.marketresearchfuture.com/reports/auto-catalyst-market-5362 (accessed on 16 February 2023).
- EU: Light-Duty: Real-Driving Emissions (RDE)|Transport Policy. Available online: https://www.transportpolicy.net/standard/eu-light-duty-real-driving-emissions/ (accessed on 16 February 2023).
- International: Light-Duty: Worldwide Harmonized Light Vehicles Test Procedure (WLTP)|Transport Policy. Available online: https://www.transportpolicy.net/standard/international-light-duty-worldwide-harmonized-light-vehicles-test-procedure-wltp/ (accessed on 16 February 2023).
- Wang, L.; Wang, D.; Li, Y. Single-atom catalysis for carbon neutrality. Carbon Energy 2022, 4, 1021–1079. [Google Scholar] [CrossRef]
- EU Ban on Sale of New Petrol and Diesel Cars from 2035 Explained|News|European Parliament. Available online: https://www.europarl.europa.eu/news/en/headlines/economy/20221019STO44572/eu-ban-on-sale-of-new-petrol-and-diesel-cars-from-2035-explained (accessed on 25 February 2023).
- JV Article: Platinum Group Metals Is at the Vanguard of next Generation Lithium-Ion Batteries—MINING.COM. Available online: https://www.mining.com/joint-venture/jv-article-platinum-group-metals-is-at-the-vanguard-of-next-generation-lithium-ion-batteries/ (accessed on 11 January 2023).
- Liu, L. Platinum group metal free nano-catalysts for proton exchange membrane water electrolysis. Curr. Opin. Chem. Eng. 2021, 34, 100743. [Google Scholar] [CrossRef]
- Wang, J.; Gao, Y.; Kong, H.; Kim, J.; Choi, S.; Ciucci, F.; Hao, Y.; Yang, S.; Shao, Z.; Lim, J. Non-precious-metal catalysts for alkaline water electrolysis: Operando characterizations, theoretical calculations, and recent advances. Chem. Soc. Rev. 2020, 49, 9154–9196. [Google Scholar] [CrossRef]
- Marini, S.; Salvi, P.; Nelli, P.; Pesenti, R.; Villa, M.; Berrettoni, M.; Zangari, G.; Kiros, Y. Advanced alkaline water electrolysis. Electrochim. Acta 2012, 82, 384–391. [Google Scholar] [CrossRef]
- Safizadeh, F.; Ghali, E.; Houlachi, G. Electrocatalysis developments for hydrogen evolution reaction in alkaline solutions—A Review. Int. J. Hydrogen Energy 2015, 40, 256–274. [Google Scholar] [CrossRef]
- Minke, C.; Suermann, M.; Bensmann, B.; Hanke-Rauschenbach, R. Is iridium demand a potential bottleneck in the realization of large-scale PEM water electrolysis? Int. J. Hydrogen Energy 2021, 46, 23581–23590. [Google Scholar] [CrossRef]
- Iridium Breakthrough a Boost for Green Hydrogen Economy, PGM Mining. Available online: https://www.miningweekly.com/article/iridium-breakthrough-a-boost-for-green-hydrogen-economy-pgm-mining-2020-11-16/rep_id:3650 (accessed on 11 January 2023).
- Li, H.; Zhao, H.; Tao, B.; Xu, G.; Gu, S.; Wang, G.; Chang, H. Pt-Based Oxygen Reduction Reaction Catalysts in Proton Exchange Membrane Fuel Cells: Controllable Preparation and Structural Design of Catalytic Layer. Nanomaterials 2022, 12, 4173. [Google Scholar] [CrossRef] [PubMed]
- Qin, C.; Tian, S.; Wang, W.; Jiang, Z.-J.; Jiang, Z. Advances in platinum-based and platinum-free oxygen reduction reaction catalysts for cathodes in direct methanol fuel cells. Front. Chem. 2022, 10, 1431. [Google Scholar] [CrossRef] [PubMed]
- Zuo, Y.; Sheng, W.; Tao, W.; Li, Z. Direct methanol fuel cells system—A review of dual-role electrocatalysts for oxygen reduction and methanol oxidation. J. Mater. Sci. Technol. 2022, 114, 29–41. [Google Scholar] [CrossRef]
- Marasi, M.; Panunzi, A.P.; Duranti, L.; Lisi, N.; Di Bartolomeo, E. Enhancing Oxygen Reduction Activity and Structural Stability of La0.6Sr0.4FeO3-Δby 1 Mol% Pt and Ru B-Site Doping for Application in All-Perovskite IT-SOFCs. ACS Appl. Energy Mater. 2022, 5, 2918–2928. [Google Scholar] [CrossRef]
- Marcucci, A.; Zurlo, F.; Sora, I.N.; Placidi, E.; Casciardi, S.; Licoccia, S.; Di Bartolomeo, E. A redox stable Pd-doped perovskite for SOFC applications. J. Mater. Chem. A 2019, 7, 5344–5352. [Google Scholar] [CrossRef]
- Li, D.; Xu, R.; Gu, Z.; Zhu, X.; Qing, S.; Li, K. Chemical-Looping Conversion of Methane: A Review. Energy Technol. 2019, 8. [Google Scholar] [CrossRef]
- Araiza, D.G.; González-Vigi, F.; Gómez-Cortés, A.; Arenas-Alatorre, J.; Díaz, G. Pt-based Catalysts in the Dry Reforming of Methane: Effect of Support and Metal Precursor on the Catalytic Stability. J. Mex. Chem. Soc. 2021, 65, 1–19. [Google Scholar] [CrossRef]
- Lunsford, J.H. Catalytic conversion of methane to more useful chemicals and fuels: A challenge for the 21st century. Catal. Today 2000, 63, 165–174. [Google Scholar] [CrossRef]
- Hussien, A.G.S.; Polychronopoulou, K. A Review on the Different Aspects and Challenges of the Dry Reforming of Methane (DRM) Reaction. Nanomaterials 2022, 12, 3400. [Google Scholar] [CrossRef]
- Hou, Z.; Yashima, T. Small Amounts of Rh-Promoted Ni Catalysts for Methane Reforming with CO2. Catal. Lett. 2003, 89, 193–197. [Google Scholar] [CrossRef]
- Pawelec, B.; Damyanova, S.; Arishtirova, K.; Fierro, J.; Petrov, L. Structural and surface features of PtNi catalysts for reforming of methane with CO2. Appl. Catal. A Gen. 2007, 323, 188–201. [Google Scholar] [CrossRef]
- Singh, R.; Dhir, A.; Mohapatra, S.K.; Mahla, S.K. Dry reforming of methane using various catalysts in the process. Biomass Convers. Biorefin. 2020, 10, 567–587. [Google Scholar] [CrossRef]
- Pakhare, D.; Spivey, J. A review of dry (CO2) reforming of methane over noble metal catalysts. Chem. Soc. Rev. 2014, 43, 7813–7837. [Google Scholar] [CrossRef] [PubMed]
- Matthey, J. PGM Market Report. 2021. Available online: https://matthey.com/documents/161599/509428/PGM-market-report-May-2022.pdf/542bcada-f4ac-a673-5f95-ad1bbfca5106?t=1655877358676 (accessed on 17 March 2023).
- Gandhi, H.S.; Graham, G.W.; McCabe, R.-W. Automotive exhaust catalysis. J. Catal. 2003, 216, 433–442. [Google Scholar] [CrossRef]
- Shelef, M.; McCabe, R. Twenty-five years after introduction of automotive catalysts: What next? Catal. Today 2000, 62, 35–50. [Google Scholar] [CrossRef]
- Işıldar, A.; Rene, E.R.; van Hullebusch, E.D.; Lens, P.N. Electronic waste as a secondary source of critical metals: Management and recovery technologies. Resour. Conserv. Recycl. 2018, 135, 296–312. [Google Scholar] [CrossRef]
- Sandig-Predzymirska, L.; Barreiros, T.V.; Thiere, A.; Weigelt, A.; Vogt, D.; Stelter, M.; Charitos, A. Recycling Strategy for the Extraction of PGMs from Spent PEM Electrodes. Available online: https://recycalyse.eu/wp-content/uploads/Paper-Sandig-Predzymirska-Lesia.pdf (accessed on 17 March 2023).
- de Aberasturi, D.J.; Pinedo, R.; de Larramendi, I.R.; Rojo, T. Recovery by hydrometallurgical extraction of the platinum-group metals from car catalytic converters. Miner. Eng. 2011, 24, 505–513. [Google Scholar] [CrossRef]
- Steinlechner, S.; Antrekowitsch, J. PGM Recycling from Catalysts in a Closed Hydrometallurgical Loop with an Optional Cerium Recovery. TMS Annu. Meet. 2013, 361–369. [Google Scholar] [CrossRef]
- Jha, M.K.; Lee, J.-C.; Kim, M.-S.; Jeong, J.; Kim, B.-S.; Kumar, V. Hydrometallurgical recovery/recycling of platinum by the leaching of spent catalysts: A review. Hydrometallurgy 2013, 133, 23–32. [Google Scholar] [CrossRef]
- EUR-Lex—52021SC0060—EN—EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/en/TXT/?uri=CELEX:52021SC0060#footnote47 (accessed on 25 February 2023).
- EUR-Lex—52020DC0033—EN—EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52020DC0033 (accessed on 25 February 2023).
- Sun, S.; Jin, C.; He, W.; Li, G.; Zhu, H.; Huang, J. A review on management of waste three-way catalysts and strategies for recovery of platinum group metals from them. J. Environ. Manag. 2022, 305, 114383. [Google Scholar] [CrossRef] [PubMed]
- Padamata, S.K.; Yasinskiy, A.S.; Polyakov, P.V.; Pavlov, E.A.; Varyukhin, D.Y. Recovery of Noble Metals from Spent Catalysts: A Review. Met. Mater. Trans. B 2020, 51, 2413–2435. [Google Scholar] [CrossRef]
- Saguru, C.; Ndlovu, S.; Moropeng, D. A review of recent studies into hydrometallurgical methods for recovering PGMs from used catalytic converters. Hydrometallurgy 2018, 182, 44–56. [Google Scholar] [CrossRef]
- Wiecka, Z.; Cota, I.; Tylkowski, B.; Regel-Rosocka, M. Recovery of platinum group metals from spent automotive converters and their conversion into efficient recyclable nanocatalysts. Environ. Sci. Pollut. Res. 2022, 1–12. [Google Scholar] [CrossRef]
- Morcali, M.H. A new approach to recover platinum-group metals from spent catalytic converters via iron matte. Resour. Conserv. Recycl. 2020, 159, 104891. [Google Scholar] [CrossRef]
- Tang, H.; Peng, Z.; Tian, R.; Ye, L.; Zhang, J.; Rao, M.; Li, G. Recycling of platinum-group metals from spent automotive catalysts by smelting. J. Environ. Chem. Eng. 2022, 10, 108709. [Google Scholar] [CrossRef]
- Zhang, L.; Song, Q.; Liu, Y.; Xu, Z. Novel approach for recovery of palladium in spent catalyst from automobile by a capture technology of eutectic copper. J. Clean. Prod. 2019, 239, 118093. [Google Scholar] [CrossRef]
- Birloaga, I.; Vegliò, F. An innovative hybrid hydrometallurgical approach for precious metals recovery from secondary resources. J. Environ. Manag. 2022, 307, 114567. [Google Scholar] [CrossRef]
- Ilyas, S.; Srivastava, R.R.; Kim, H.; Cheema, H.A. Hydrometallurgical recycling of palladium and platinum from exhausted diesel oxidation catalysts. Sep. Purif. Technol. 2020, 248, 117029. [Google Scholar] [CrossRef]
- Trinh, H.B.; Lee, J.-C.; Srivastava, R.R.; Kim, S. Total recycling of all the components from spent auto-catalyst by NaOH roasting-assisted hydrometallurgical route. J. Hazard. Mater. 2019, 379, 120772. [Google Scholar] [CrossRef] [PubMed]
- Trinh, H.B.; Lee, J.-C.; Srivastava, R.R.; Kim, S.; Ilyas, S. Eco-threat Minimization in HCl Leaching of PGMs from Spent Automobile Catalysts by Formic Acid Prereduction. ACS Sustain. Chem. Eng. 2017, 5, 7302–7309. [Google Scholar] [CrossRef]
- Kim, M.-S.; Park, S.-W.; Lee, J.-C.; Choubey, P.K. A novel zero emission concept for electrogenerated chlorine leaching and its application to extraction of platinum group metals from spent automotive catalyst. Hydrometallurgy 2016, 159, 19–27. [Google Scholar] [CrossRef]
- Ilyas, S.; Srivastava, R.R.; Kim, H. Mobilization of platinum and palladium from exhausted catalytic converters using bio-cyanide and an ionic-liquid as mass transport carriers. Green Chem. 2022, 24, 5204–5218. [Google Scholar] [CrossRef]
- Karim, S.; Ting, Y.-P. Bioleaching of platinum, palladium, and rhodium from spent automotive catalyst using bacterial cyanogenesis. Bioresour. Technol. Rep. 2022, 18, 101069. [Google Scholar] [CrossRef]
- Karim, S.; Ting, Y.-P. Ultrasound-assisted nitric acid pretreatment for enhanced biorecovery of platinum group metals from spent automotive catalyst. J. Clean. Prod. 2020, 255, 120199. [Google Scholar] [CrossRef]
- Shin, D.; Park, J.; Jeong, J.; Kim, B.-S. A biological cyanide production and accumulation system and the recovery of platinum-group metals from spent automotive catalysts by biogenic cyanide. Hydrometallurgy 2015, 158, 10–18. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Song, Q.; Xu, Z. Recovery of palladium and silver from waste multilayer ceramic capacitors by eutectic capture process of copper and mechanism analysis. J. Hazard. Mater. 2019, 388, 122008. [Google Scholar] [CrossRef]
- Ding, Y.; Zheng, H.; Li, J.; Zhang, S.; Liu, B.; Ekberg, C. An Efficient Leaching of Palladium from Spent Catalysts through Oxidation with Fe(III). Materials 2019, 12, 1205. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, S.; Lee, J.C. Bioprocessing of Electronic Scraps. Microbiol. Miner. Met. Mater. Environ. 2015, 307–328. [Google Scholar]
- Umicore|Precious Metals Refining|Umicore. Available online: https://pmr.umicore.com/en/ (accessed on 3 November 2022).
- Recycling of PGMs (Platinum Group Metals). Available online: https://www.basf.com/global/en/who-we-are/sustainability/we-drive-sustainable-solutions/sustainable-solution-steering/examples/recycling-of-pgms.html (accessed on 3 November 2022).
- Multimetco, Inc. PGM Refining & Recovery Experts. Available online: https://www.multimetco.com/ (accessed on 3 November 2022).
- PGMs and Specialist Metallurgy|Johnson Matthey. Available online: https://matthey.com/science-and-innovation/core-capabilities/pgms-and-specialist-metallurgy (accessed on 3 November 2022).
- Hensel Recycling—Ihr Partner im Edelmetallrecycling. Available online: https://hensel-recycling.com/en/ (accessed on 3 November 2022).
- Akcil, A.; Vegliò, F.; Ferella, F.; Okudan, M.D.; Tuncuk, A. A review of metal recovery from spent petroleum catalysts and ash. Waste Manag. 2015, 45, 420–433. [Google Scholar] [CrossRef]
- Fornalczyk, A.; Saternus, M. Vapour treatment method against other pyro- and hydrometallurgical processes applied to recover platinum form used auto catalytic converters. Acta Met. Sin. 2013, 26, 247–256. [Google Scholar] [CrossRef] [Green Version]
- Trinh, H.B.; Lee, J.-C.; Suh, Y.-J.; Lee, J. A review on the recycling processes of spent auto-catalysts: Towards the development of sustainable metallurgy. Waste Manag. 2020, 114, 148–165. [Google Scholar] [CrossRef] [PubMed]
- Peng, Z.; Li, Z.; Lin, X.; Tang, H.; Ye, L.; Ma, Y.; Rao, M.; Zhang, Y.; Li, G.; Jiang, T. Pyrometallurgical Recovery of Platinum Group Metals from Spent Catalysts. JOM 2017, 69, 1553–1562. [Google Scholar] [CrossRef]
- Liu, C.; Sun, S.; Zhu, X.; Tu, G. Feasibility of platinum recovery from waste automotive catalyst with different carriers via cooperative smelting-collection process. J. Mater. Cycles Waste Manag. 2021, 23, 581–590. [Google Scholar] [CrossRef]
- Ding, Y.; Zhang, S.; Liu, B.; Zheng, H.; Chang, C.-C.; Ekberg, C. Recovery of precious metals from electronic waste and spent catalysts: A review. Resour. Conserv. Recycl. 2018, 141, 284–298. [Google Scholar] [CrossRef]
- Liu, C.; Sun, S.; Tu, G.; Xiao, F. Co-treatment of spent automotive catalyst and cyanide tailing via vitrification and smelting-collection process for platinum group metals recovery. J. Environ. Chem. Eng. 2021, 9, 105823. [Google Scholar] [CrossRef]
- Kim, C.-H.; Woo, S.I.; Jeon, S.H. Recovery of Platinum-Group Metals from Recycled Automotive Catalytic Converters by Carbochlorination. Ind. Eng. Chem. Res. 2000, 39, 1185–1192. [Google Scholar] [CrossRef]
- Horike, C.; Morita, K.; Okabe, T.H. Effective Dissolution of Platinum by Using Chloride Salts in Recovery Process. Met. Mater. Trans. B 2012, 43, 1300–1307. [Google Scholar] [CrossRef] [Green Version]
- Okabe, T.H.; Yamamoto, S.; Kayanuma, Y.; Maedaaff, M. Recovery of platinum using magnesium vapor. J. Mater. Res. 2003, 18, 1960–1967. [Google Scholar] [CrossRef]
- Okabe, T.H.; Kayanuma, Y.; Yamamoto, S.; Maeda, M. Platinum Recovery Using Calcium Vapor Treatment. Mater. Trans. 2003, 44, 1386–1393. [Google Scholar] [CrossRef] [Green Version]
- Kayanuma, Y.; Okabe, T.H.; Mitsuda, Y.; Maeda, M. New recovery process for rhodium using metal vapor. J. Alloys Compd. 2004, 365, 211–220. [Google Scholar] [CrossRef]
- Taninouchi, Y.-K.; Okabe, T.H. Recovery of Platinum Group Metals from Spent Catalysts Using Iron Chloride Vapor Treatment. Met. Mater. Trans. B 2018, 49, 1781–1793. [Google Scholar] [CrossRef]
- Sasaki, H.; Maeda, M. Zn-vapor pretreatment for acid leaching of platinum group metals from automotive catalytic converters. Hydrometallurgy 2014, 147–148, 59–67. [Google Scholar] [CrossRef]
- Paiva, A.P.; Piedras, F.V.; Rodrigues, P.G.; Nogueira, C.A. Hydrometallurgical recovery of platinum-group metals from spent auto-catalysts—Focus on leaching and solvent extraction. Sep. Purif. Technol. 2022, 286, 120474. [Google Scholar] [CrossRef]
- Resource Recovery and Recycling from Metallurgical Wastes—S.R. Ramachandra Rao—Google Books. Available online: https://books.google.ro/books?hl=en&lr=&id=0m-JuMpFZPAC&oi=fnd&pg=PP1&ots=wih3D97nl4&sig=Ne4hPx2b8hdqH8wg5Y2pUG37Svk&redir_esc=y#v=onepage&q&f=false (accessed on 5 November 2022).
- Upadhyay, A.K.; Lee, J.-C.; Kim, E.-Y.; Kim, M.-S.; Kim, B.-S.; Kumar, V. Leaching of platinum group metals (PGMs) from spent automotive catalyst using electro-generated chlorine in HCl solution. J. Chem. Technol. Biotechnol. 2013, 88, 1991–1999. [Google Scholar] [CrossRef]
- Kriek, R.J. Leaching of Selected PGMs: A Thermodynamic and Electrochemical Study Employing Less Aggressive Lixiviants. Master’s Thesis, University of Cape Town, Cape Town, South Africa, 2008. [Google Scholar]
- Puvvada, G.V.K.; Sridhar, R.; Lakshmanan, V.I. Chloride metallurgy: PGM recovery and titanium dioxide production. JOM 2003, 55, 38–41. [Google Scholar] [CrossRef]
- Nogueira, C.A.; Paiva, A.P.; Costa, M.C.; da Costa, A.M.R. Leaching efficiency and kinetics of the recovery of palladium and rhodium from a spent auto-catalyst in HCl/CuCl2 media. Environ. Technol. 2019, 41, 2293–2304. [Google Scholar] [CrossRef] [Green Version]
- Moleko-Boyce, P.; Makelane, H.; Ngayeka, M.Z.; Tshentu, Z.R. Recovery of Platinum Group Metals from Leach Solutions of Spent Catalytic Converters Using Custom-Made Resins. Minerals 2022, 12, 361. [Google Scholar] [CrossRef]
- Nikoloski, A.N.; Ang, K.-L. Review of the Application of Ion Exchange Resins for the Recovery of Platinum-Group Metals from Hydrochloric Acid Solutions. Miner. Process. Extr. Met. Rev. 2013, 35, 369–389. [Google Scholar] [CrossRef]
- Kudrev, A.G. Application of the Matrix Method for Calculating Internal Equilibrium Constants and Complex Formation Microconstants. Russ. J. Gen. Chem. 2019, 89, 1115–1128. [Google Scholar] [CrossRef]
- Matsumoto, K.; Yamakawa, S.; Sezaki, Y.; Katagiri, H.; Jikei, M. Preferential Precipitation and Selective Separation of Rh(III) from Pd(II) and Pt(IV) Using 4-Alkylanilines as Precipitants. ACS Omega 2019, 4, 1868–1873. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Le, M.N.; Lee, M.S.; Senanayake, G. A Short Review of the Separation of Iridium and Rhodium from Hydrochloric Acid Solutions by Solvent Extraction. J. Solut. Chem. 2018, 47, 1373–1394. [Google Scholar] [CrossRef]
- Nguyen, V.N.H.; Song, S.J.; Lee, M.S. Separation of palladium and platinum metals by selective and simultaneous leaching and extraction with aqueous/non-aqueous solutions. Hydrometallurgy 2022, 208, 105814. [Google Scholar] [CrossRef]
- Trucillo, P.; Lancia, A.; Di Natale, F. Recovery of platinum from diesel catalysts by combined use of H2O2/HCl leaching and adsorption. J. Environ. Chem. Eng. 2022, 10, 107730. [Google Scholar] [CrossRef]
- Zhang, K.; Schnoor, J.L.; Zeng, E.Y. E-Waste Recycling: Where Does It Go from Here? Environ. Sci. Technol. 2012, 46, 10861–10867. [Google Scholar] [CrossRef]
- Karim, S.; Ting, Y.-P. Recycling pathways for platinum group metals from spent automotive catalyst: A review on conventional approaches and bio-processes. Resour. Conserv. Recycl. 2021, 170, 105588. [Google Scholar] [CrossRef]
- Hamáček, J.; Havel, J. Determination of platinum(II, IV) and palladium(II) as thiocyanate complexes by capillary zone electrophoresis: Analysis of carboplatin and similar drugs. J. Chromatogr. A 1999, 834, 321–327. [Google Scholar] [CrossRef]
- Prasad, M.; Mensah-Biney, R.; Pizarro, R. Modern trends in gold processing—Overview. Miner. Eng. 1991, 4, 1257–1277. [Google Scholar] [CrossRef]
- Azaroual, M.; Romand, B.; Freyssinet, P.; Disnar, J.-R. Solubility of platinum in aqueous solutions at 25 °C and pHs 4 to 10 under oxidizing conditions. Geochim. Cosmochim. Acta 2001, 65, 4453–4466. [Google Scholar] [CrossRef] [Green Version]
- Albazi, S. Platinum metals-solution chemistry and separation methods (ion-exchange and solvent extraction). Talanta 1984, 31, 815–836. [Google Scholar] [CrossRef] [PubMed]
- Oleschuk, R. The separation of platinum and palladium by selective extraction of H2Pt(SCN)6 and H2Pd(SCN)4 using a polyTHF-impregnated filter. Talanta 1998, 45, 1235–1245. [Google Scholar] [CrossRef] [PubMed]
- Fontàs, C.; Hidalgo, M.; Salvadó, V. Adsorption and Preconcentration of Pd(II), Pt(IV), and Rh(III) using Anion-Exchange Solid-Phase Extraction Cartridges (SPE). Solvent Extr. Ion Exch. 2009, 27, 83–96. [Google Scholar] [CrossRef]
- Tatarnikov, A.V.; Sokolskaya, I.; Shneerson, Y.M.; Lapin, A.Y.; Goncharov, P.M. Treatment of Platinum Flotation Products. Platin. Met. Rev. 2004, 48, 125–132. [Google Scholar] [CrossRef]
- Schoeman, E.; Bradshaw, S.; Akdogan, G.; Eksteen, J. The Recovery of Platinum, Palladium, and Gold from a Cyanide Heap Solution, with Use of Ion Exchange Resins. In Proceedings of the 5th International Platinum Conference A Catalyst for Change, Sun City, South Africa, 17–21 September 2013; pp. 729–742. [Google Scholar]
- Lee, H.Y.; Kim, S.G.; Oh, J.K. Cementation behavior of gold and silver onto Zn, Al, and Fe powders from acid thiourea solutions. Can. Met. Q. 1997, 36, 149–155. [Google Scholar] [CrossRef]
- Juarez, C.; Dutra, A. Gold electrowinning from thiourea solutions. Miner. Eng. 2000, 13, 1083–1096. [Google Scholar] [CrossRef]
- Lanaridi, O.; Platzer, S.; Nischkauer, W.; Betanzos, J.H.; Iturbe, A.U.; Gaztelurrutia, C.D.R.; Sanchez-Cupido, L.; Siriwardana, A.; Schnürch, M.; Limbeck, A.; et al. Benign recovery of platinum group metals from spent automotive catalysts using choline-based deep eutectic solvents. Green Chem. Lett. Rev. 2022, 15, 405–415. [Google Scholar] [CrossRef]
- Lanaridi, O.; Sahoo, A.R.; Limbeck, A.; Naghdi, S.; Eder, D.; Eitenberger, E.; Csendes, Z.; Schnürch, M.; Bica-Schröder, K. Toward the Recovery of Platinum Group Metals from a Spent Automotive Catalyst with Supported Ionic Liquid Phases. ACS Sustain. Chem. Eng. 2020, 9, 375–386. [Google Scholar] [CrossRef] [PubMed]
- Bossche, A.V.D.; Rodriguez, N.R.; Riaño, S.; Dehaen, W.; Binnemans, K. Dissolution behavior of precious metals and selective palladium leaching from spent automotive catalysts by trihalide ionic liquids. RSC Adv. 2021, 11, 10110–10120. [Google Scholar] [CrossRef]
- Rzelewska-Piekut, M.; Regel-Rosocka, M. Separation of Pt(IV), Pd(II), Ru(III) and Rh(III) from model chloride solutions by liquid-liquid extraction with phosphonium ionic liquids. Sep. Purif. Technol. 2018, 212, 791–801. [Google Scholar] [CrossRef]
- Firmansyah, M.L.; Yoshida, W.; Hanada, T.; Goto, M. Application of Ionic Liquids in Solvent Extraction of Platinum Group Metals. Solvent Extr. Res. Dev. Jpn. 2020, 27, 1–24. [Google Scholar] [CrossRef]
- Lee, J.-C.; Kurniawan; Hong, H.-J.; Chung, K.W.; Kim, S. Separation of platinum, palladium and rhodium from aqueous solutions using ion exchange resin: A review. Sep. Purif. Technol. 2020, 246, 116896. [Google Scholar] [CrossRef]
- Al-Harahsheh, M.; Kingman, S. Microwave-assisted leaching—A review. Hydrometallurgy 2004, 73, 189–203. [Google Scholar] [CrossRef]
- Yan, S.; Sun, C.; Zhou, T.; Gao, R.; Xie, H. Ultrasonic-assisted leaching of valuable metals from spent lithium-ion batteries using organic additives. Sep. Purif. Technol. 2020, 257, 117930. [Google Scholar] [CrossRef]
- Granados-Fernández, R.; Montiel, M.; Díaz-Abad, S.; Rodrigo, M.; Lobato, J. Platinum Recovery Techniques for a Circular Economy. Catalysts 2021, 11, 937. [Google Scholar] [CrossRef]
- Suoranta, T.; Zugazua, O.; Niemelä, M.; Perämäki, P. Recovery of palladium, platinum, rhodium and ruthenium from catalyst materials using microwave-assisted leaching and cloud point extraction. Hydrometallurgy 2015, 154, 56–62. [Google Scholar] [CrossRef]
- Atia, T.A.; Wouters, W.; Monforte, G.; Spooren, J. Microwave chloride leaching of valuable elements from spent automotive catalysts: Understanding the role of hydrogen peroxide. Resour. Conserv. Recycl. 2020, 166, 105349. [Google Scholar] [CrossRef]
- Wang, S.; Chen, A.; Zhang, Z.; Peng, J. Leaching of palladium and rhodium from spent automobile catalysts by microwave roasting. Environ. Prog. Sustain. Energy 2013, 33, 913–917. [Google Scholar] [CrossRef]
- Nicol, G.; Goosey, E.; Yıldız, D.; Loving, E.; Nguyen, V.T.; Riaño, S.; Yakoumis, I.; Martinez, A.M.; Siriwardana, A.; Unzurrunzaga, A.; et al. Platinum Group Metals Recovery Using Secondary Raw Materials (PLATIRUS): Project Overview with a Focus on Processing Spent Autocatalyst. Johns Matthey Technol. Rev. 2021, 65, 127–147. [Google Scholar] [CrossRef]
- Zhuang, W.-Q.; Fitts, J.P.; Ajo-Franklin, C.M.; Maes, S.; Alvarez-Cohen, L.; Hennebel, T. Recovery of critical metals using biometallurgy. Curr. Opin. Biotechnol. 2015, 33, 327–335. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Işıldar, A.; van Hullebusch, E.D.; Lenz, M.; Du Laing, G.; Marra, A.; Cesaro, A.; Panda, S.; Akcil, A.; Kucuker, M.A.; Kuchta, K. Biotechnological strategies for the recovery of valuable and critical raw materials from waste electrical and electronic equipment (WEEE)—A review. J. Hazard. Mater. 2018, 362, 467–481. [Google Scholar] [CrossRef] [PubMed]
- Desmarais, M.; Pirade, F.; Zhang, J.; Rene, E.R. Biohydrometallurgical processes for the recovery of precious and base metals from waste electrical and electronic equipments: Current trends and perspectives. Bioresour. Technol. Rep. 2020, 11, 100526. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef] [PubMed]
- Awasthi, A.K.; Zeng, X.; Li, J. Environmental pollution of electronic waste recycling in India: A critical review. Environ. Pollut. 2016, 211, 259–270. [Google Scholar] [CrossRef] [PubMed]
- Priya, A.; Hait, S. Comparative assessment of metallurgical recovery of metals from electronic waste with special emphasis on bioleaching. Environ. Sci. Pollut. Res. 2017, 24, 6989–7008. [Google Scholar] [CrossRef] [PubMed]
- Islam, A.; Ahmed, T.; Awual, R.; Rahman, A.; Sultana, M.; Aziz, A.A.; Monir, M.U.; Teo, S.H.; Hasan, M. Advances in sustainable approaches to recover metals from e-waste-A review. J. Clean. Prod. 2019, 244, 118815. [Google Scholar] [CrossRef]
- Yu, Z.; Han, H.; Feng, P.; Zhao, S.; Zhou, T.; Kakade, A.; Kulshrestha, S.; Majeed, S.; Li, X. Recent advances in the recovery of metals from waste through biological processes. Bioresour. Technol. 2020, 297, 122416. [Google Scholar] [CrossRef] [PubMed]
- Castro, C.; Urbieta, M.; Cazón, J.P.; Donati, E. Metal biorecovery and bioremediation: Whether or not thermophilic are better than mesophilic microorganisms. Bioresour. Technol. 2019, 279, 317–326. [Google Scholar] [CrossRef]
- Watling, H.R. Review of Biohydrometallurgical Metals Extraction from Polymetallic Mineral Resources. Minerals 2014, 5, 1–60. [Google Scholar] [CrossRef] [Green Version]
- Rasoulnia, P.; Mousavi, S. Maximization of organic acids production by Aspergillus niger in a bubble column bioreactor for V and Ni recovery enhancement from power plant residual ash in spent-medium bioleaching experiments. Bioresour. Technol. 2016, 216, 729–736. [Google Scholar] [CrossRef]
- Brandl, H.; Lehmann, S.; Faramarzi, M.A.; Martinelli, D. Biomobilization of silver, gold, and platinum from solid waste materials by HCN-forming microorganisms. Hydrometallurgy 2008, 94, 14–17. [Google Scholar] [CrossRef] [Green Version]
- Gavrilescu, M. Microbial recovery of critical metals from secondary sources. Bioresour. Technol. 2021, 344, 126208. [Google Scholar] [CrossRef]
- Sulaymon, A.H.; Abbas, S.H.; Ismail, I.M.; Mostafa, T.M.; Sulaymon, A.H. Biosorption of Heavy Metals: A Review. J. Chem. Sci. Technol. 2014, 3, 74–102. [Google Scholar]
- Jing, R.; Kjellerup, B.V. Biogeochemical cycling of metals impacting by microbial mobilization and immobilization. J. Environ. Sci. 2018, 66, 146–154. [Google Scholar] [CrossRef]
- Diep, P.; Mahadevan, R.; Yakunin, A.F. Heavy Metal Removal by Bioaccumulation Using Genetically Engineered Microorganisms. Front. Bioeng. Biotechnol. 2018, 6, 157. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Anastas, P.T.; Warner, J.C. Download Green Chemistry: Theory and Practice Online Free Language; Oxford University Press: Oxford, UK, 1998. [Google Scholar]
- Anastas, P.T.; Zimmerman, J.B. Peer Reviewed: Design Through the 12 Principles of Green Engineering. Environ. Sci. Technol. 2003, 37, 94A–101A. [Google Scholar] [CrossRef] [Green Version]
- Bossi, T.; Gediga, J.; Tania, B.; Johannes, G. The Environmental Profile of Platinum Group Metals. Johns Matthey Technol. Rev. 2017, 61, 111–121. [Google Scholar] [CrossRef]
- Chen, T.-L.; Kim, H.; Pan, S.-Y.; Tseng, P.-C.; Lin, Y.-P.; Chiang, P.-C. Implementation of green chemistry principles in circular economy system towards sustainable development goals: Challenges and perspectives. Sci. Total. Environ. 2020, 716, 136998. [Google Scholar] [CrossRef]
- Moschovi, A.; Souentie, S.; Yakoumis, I.; Siriwardana, A. An Integrated Circular Economy Model for Decoupling Europe from Platinum Group Metals Supply Risk in the Automotive Sector. In Proceedings of the 2018 IEEE International Conference on Environment and Electrical Engineering and 2018 IEEE Industrial and Commercial Power Systems Europe (EEEIC/I&CPS Europe), Palermo, Italy, 12–15 June 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Extractive Metallurgy of Activated Minerals—P. Baláž—Google Cărți. Available online: https://books.google.com.vc/books?id=YU2iZme3NfkC&printsec=frontcover#v=onepage&q&f=false (accessed on 11 January 2023).
- Boldyrev, V.V. Mechanochemistry and mechanical activation of solids. Russ. Chem. Rev. 2006, 75, 177–189. [Google Scholar] [CrossRef]
- Tan, Q.; Li, J. Recycling Metals from Wastes: A Novel Application of Mechanochemistry. Environ. Sci. Technol. 2015, 49, 5849–5861. [Google Scholar] [CrossRef]
- Baláž, M. Recycling Waste into Materials Using High-Energy Ball Milling. Environ. Mechanochem. 2021. [Google Scholar] [CrossRef]
- Ou, Z.; Li, J.; Wang, Z. Application of mechanochemistry to metal recovery from second-hand resources: A technical overview. Environ. Sci. Process. Impacts 2015, 17, 1522–1530. [Google Scholar] [CrossRef] [PubMed]
- Takacs, L. The historical development of mechanochemistry. Chem. Soc. Rev. 2013, 42, 7649–7659. [Google Scholar] [CrossRef] [PubMed]
- Boldyrev, V.V.; Tkáčová, K. Mechanochemistry of Solids: Past, Present, and Prospects. J. Mater. Synth. Process. 2000, 8, 121–132. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, S.; Alex, T.C.; Srikanth, S.; Mehrotra, S.P. Process innovations using mechanical activation of minerals and wastes. In Experimental and Theoretical Studies in Modern Mechanochemistry; Delogu, F., Mulas, G., Eds.; Transworld Research Network: Kerala, India, 2010; Chapter 16; pp. 255–272. ISBN 978-81-7895-454-7. [Google Scholar]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Baláž, P.; Achimovičová, M.; Baláž, M.; Billik, P.; Cherkezova-Zheleva, Z.; Criado, J.M.; Delogu, F.; Dutková, E.; Gaffet, E.; Gotor, F.J.; et al. Hallmarks of mechanochemistry: From nanoparticles to technology. Chem. Soc. Rev. 2013, 42, 7571–7637. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Boldyreva, E. Mechanochemistry of inorganic and organic systems: What is similar, what is different? Chem. Soc. Rev. 2013, 42, 7719–7738. [Google Scholar] [CrossRef]
- Cherkezova-Zheleva, Z.; Paneva, D.; Encheva, E.; Tsvetkov, M.; Krstić, J.; Grilli, M.L. Application of Mechanochemically Treated Waste Materials for Water Remediation. Phys. Status Solidi 2022, 219, 2100515. [Google Scholar] [CrossRef]
- Takacs, L.; McHenry, J.S. Temperature of the milling balls in shaker and planetary mills. J. Mater. Sci. 2006, 41, 5246–5249. [Google Scholar] [CrossRef]
- Machado, M. Automotive Catalysts: Performance, Characterization and Development. New Trends Dev. Automot. Ind. 2011. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.; Xiang, D.; Duan, G.; Mou, P. A review of mechanochemistry applications in waste management. Waste Manag. 2010, 30, 4–10. [Google Scholar] [CrossRef]
- Zhang, Z.-Y.; Zhang, F.-S.; Yao, T. An environmentally friendly ball milling process for recovery of valuable metals from e-waste scraps. Waste Manag. 2017, 68, 490–497. [Google Scholar] [CrossRef] [PubMed]
- Wei, X.; Liu, C.; Cao, H.; Ning, P.; Jin, W.; Yang, Z.; Wang, H.; Sun, Z. Understanding the features of PGMs in spent ternary automobile catalysts for development of cleaner recovery technology. J. Clean. Prod. 2019, 239, 118031. [Google Scholar] [CrossRef]
- Do, J.-L.; Tan, D.; Friščić, T. Oxidative Mechanochemistry: Direct, Room-Temperature, Solvent-Free Conversion of Palladium and Gold Metals into Soluble Salts and Coordination Complexes. Angew. Chem. Int. Ed. 2018, 57, 2667–2671. [Google Scholar] [CrossRef] [PubMed]
- PLATInum Group Metals Recovery Using Secondary Raw Materials—PLATIRUS. Available online: https://www.platirus.eu/ (accessed on 11 January 2023).
- Hardacre, C.; Rayment, T.; Lambert, R.M. Platinum/Ceria CO Oxidation Catalysts Derived from Pt/Ce Crystalline Alloy Precursors. J. Catal. 1996, 158, 102–108. [Google Scholar] [CrossRef]
- Wei, J.; Wang, L.; Peng, T.; Huang, Y.; Wu, X. Direct Recycle Palladium from Spent Automotive Catalyst to Carbon-Supported Palladium. J. Electrochem. Soc. 2022, 169, 063520. [Google Scholar] [CrossRef]
- Adegbola, O. An Investigation into Stability of Palladium-Based Catalysts for Oxygen Reduction. Ph.D. Thesis, Newcastle University, Newcastle upon Tyne, UK, 2018. [Google Scholar]
- Racles, C.; Zaltariov, M.; Coroaba, A.; Silion, M.; Diac, C.; Dascalu, A.; Iacob, M.; Cazacu, M. New heterogeneous catalysts containing platinum group metals recovered from a spent catalytic converter. Appl. Organomet. Chem. 2021, 35, e6417. [Google Scholar] [CrossRef]
- Narita, H.; Morisaku, K.; Tanaka, M. Highly Efficient Extraction of Rhodium(III) from Hydrochloric Acid Solution with Amide-Containing Tertiary Amine Compounds. Solvent Extr. Ion Exch. 2015, 33, 407–417. [Google Scholar] [CrossRef]
- Paiva, A.P.; Martins, M.E.; Ortet, O. Palladium(II) Recovery from Hydrochloric Acid Solutions by N,N′-Dimethyl-N,N′-Dibutylthiodiglycolamide. Metals 2015, 5, 2303–2315. [Google Scholar] [CrossRef] [Green Version]
- Bernardis, F.L.; Grant, R.A.; Sherrington, D.C. A review of methods of separation of the platinum-group metals through their chloro-complexes. React. Funct. Polym. 2005, 65, 205–217. [Google Scholar] [CrossRef]
- Cui, X.-Y.; Tan, C.-H.; Leow, D. Metal-catalysed reactions enabled by guanidine-type ligands. Org. Biomol. Chem. 2019, 17, 4689–4699. [Google Scholar] [CrossRef] [PubMed]
- Francos, J.; Cadierno, V. The chemistry of guanidinate complexes of the platinum group metals. Dalton Trans. 2019, 48, 9021–9036. [Google Scholar] [CrossRef] [PubMed]
- Munnik, P.; de Jongh, P.E.; de Jong, K.P. Recent Developments in the Synthesis of Supported Catalysts. Chem. Rev. 2015, 115, 6687–6718. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst Type Support | Application | Precious Metals | PM-Loading |
|---|---|---|---|
| Al2O3 Al2O3 zeolites SiO2 zeolites Al2O3 (SiO2, TiO2) | Oil-refining Reforming Isomerization Hydrocraking Gas to liquid (GTL) | Pt, Pt/Re, Pt/Ir Pt, Pt/Pd Pd, Pt Co+(Pt or Pd or Ru or Re) | 0.02–1% |
| Actives carbon (powder) | Fine Chemicals Hydrogenation Oxidation Debenzylation Hydro-isomerisation Reduction | Pt–Zn Pt–Sn–In/Al2O3–Li Pt/Ni Pt–Cu Pt/C | 0.5–10% |
| Cordierite monolith Ceramic pellet Metallic monolith SIC or cordierite | Automotive Catalysts Diesel particulate filter | Pt/Rh Pt/Pd/Rh Pt Pt/Pt Pt (gauze catalyst) | 0.1–0.5% |
| Type of Process | Advantages | Disadvantages | Recovery PGM | ||
|---|---|---|---|---|---|
| Recovery Yield of the PGMs | Conditions | Ref. | |||
| Pyrometallurgical processes | used for upscaling recovery of PGMs, offers promising recovery yields [9]. | special equipment, high temperatures, high energy consumption, cost of continuous furnace operation, production of significant waste (e.g., volatile waste, slag) [9,62] | 99% Pt, 99% Pd, 97% Rh. | T = 950 °C, T = 75 min, addition of 3 times flux (0.72 wt/wt, B2O3/Na2O) of spent catalytic converters and 10 g of FeS2 with a corresponding enrichment factor of around 6.0. | [63] |
| 98.59% Pt, 97.91% Pd, 97.16% Rh. | T = 1250 °C, t = 2 h, and N2 atmosphere (microwave smelting), using nickel matte as collector and sodium salts as fluxes. | [64] | |||
| >97% Pd | T = 1350 °C adding 15 wt% CuO, 5 wt% C, 2 of SiO2/CaO, 2.2 of SiO2/Al2O3 and heating time t = 2 h. | [65] | |||
| Hydrometallurgical processes | milder process temperatures than pyrometallurgy, process control, high selectivity, minimal energy consumption, ability to be used at both small and large scale [9,61]. | attention to waste management (liquid waste, gas emissions), process duration, cost and nature of reagents [9,61] | 90–98% Pt, 99% Pd, 70–96% Rh. | 11.6 mol L−1 HCl, 1%vol H2O2, T = 60 °C, L/S = 2 L kg−1 and t = 3 h | [61] |
| >89% Pt, 100% Pd. | 5 M HCl, 1.96 M H2O2, 1.67 M of C2H4O2, 250 rpm of stirring for 3 h, room temperature; 10% of solid concentration. | [66] | |||
| 90% Pt 94% Pd | 3 vol% H2O2 with 8.0 mol/L HCl solution, T = 55 °C and leach time t = 180 min. | [67] | |||
| 97% Pt, 97% Pd, 97% Rh. | Substrate dissolution: NaOH roasting with mole ratio 1:17, T = 600 °C, t = 60 min and dissolution in 1.0 M H2SO4, T = 90 °C, t = 1 h Cementation: Al0-powder 0.5 g/L at T = 90 °C, t = 15 min Oxidation leaching: 6.0 M HCl, 2.0 M NaClO3, T = 90 °C, t = 2 h. | [68] | |||
| 95.1% Pt, 94.9% Pd, 95.2% Rh. | Pre-reduction: 15 vol% HCOOH, pulp density 10%, T = 60 °C, t = 1 h, Post-leaching: 2.0 M HCl, 2M NaClO3, T = 90 °C, t = 2 h | [69] | |||
| 99.6% Pt, 65% Rh. | Leaching using electro-generated Cl2 in 8.0 M HCl, T = 80 °C, pulp density 100 g/L, t = 4 h. | [70] | |||
| Biotechnological processes | lower carbon footprint, low energy consumption, the use of more ecological solvents than in hydrometallurgy, the absence of dangerous gases [9]. | extensive PGM extraction methodology | >95% Pt, >95% Pd. | biogenic cyanide produced by Chromobacterium violaceum 2 h under 150 °C and 14 bar, | [71] |
| 58% Pt, 65%Pd, 97% Rh. | Pseudomonas fluorescens (that produce cyanide as a secondary metabolite) 0.5% (w/v) pulp density and initial pH 10. | [72] | |||
| 38% Pt, 44% Pd, 91% Rh. | Pseudomonas fluorescens were used to bioleach PGMs from pretreated SAC (by Ultrasound-assisted nitric acid), pulp density of 1% (w/v) at pH 9. | [73] | |||
| 92.1% Pt 99.5% Pd 96.5% Rh | 1000 mg/L biogenic cyanide solution, T = 150 °C. | [74] | |||
| Company | Waste Type | Process | Ref. |
|---|---|---|---|
| Umicore | large variety of complex, precious metals containing materials (E-scrap, spent automotive catalysts, spent industrial catalysts) | smelter, the copper leaching and electrowinning plant and the precious metals refinery. | [78] |
| BASF | Spent catalyst | process of smelting and refining | [79] |
| Multimetco | spent automotive and industrial catalyst. | process of smelting and refining | [80] |
| Johnson Matthey | spent process catalysts, autocatalysts, fuel cell catalysts, secondary mine residues and jewellery or scrap metal. | pyrometallurgy, advanced hydrometallurgy processing | [81] |
| Hensel recycling | catalytic converters, e-scrap or other materials containing precious metals | smelting | [82] |
| Noble Metals. | Species | Concentration | Ref. |
|---|---|---|---|
| Pt (II) Pt (IV) | [PtCl4]2− [PtCl6]2− | CHCl ≥ 1 M CHCl ≥ 3 M | [104,105] [104,105] |
| Pd (II) | [PdCl4]2 | CHCl ≥ 0.1 M | [104] |
| Pd (IV) | [PdCl6]2− | - | - |
| Rh (III) Rh (IV) | [RhCl6]3− RhCl5(H2O)]2− [RhCl4(H2O)]2− [RhCl6]2− [RhCl5]2− | CHCl ≥ 6 M * * - CHCl ≥ 0.4 M | [104,106,107] [104,106] - - [104,107] |
| Chemical Element | Concentration of Metal Ions in Leach Solution (mg/dm3) |
|---|---|
| Pt(IV) | 22.79 |
| Rh(III) | 2.03 |
| Fe ions | 2.27 |
| Mg(II) | 24.87 |
| Cu(II) | 0.14 |
| Zn(II) | 0.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grilli, M.L.; Slobozeanu, A.E.; Larosa, C.; Paneva, D.; Yakoumis, I.; Cherkezova-Zheleva, Z. Platinum Group Metals: Green Recovery from Spent Auto-Catalysts and Reuse in New Catalysts—A Review. Crystals 2023, 13, 550. https://doi.org/10.3390/cryst13040550
Grilli ML, Slobozeanu AE, Larosa C, Paneva D, Yakoumis I, Cherkezova-Zheleva Z. Platinum Group Metals: Green Recovery from Spent Auto-Catalysts and Reuse in New Catalysts—A Review. Crystals. 2023; 13(4):550. https://doi.org/10.3390/cryst13040550
Chicago/Turabian StyleGrilli, Maria Luisa, Anca Elena Slobozeanu, Claudio Larosa, Daniela Paneva, Iakovos Yakoumis, and Zara Cherkezova-Zheleva. 2023. "Platinum Group Metals: Green Recovery from Spent Auto-Catalysts and Reuse in New Catalysts—A Review" Crystals 13, no. 4: 550. https://doi.org/10.3390/cryst13040550