





Advancing PLA 3D Printing with Laser Polishing: Improving Mechanical Strength, Sustainability, and Surface Quality

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
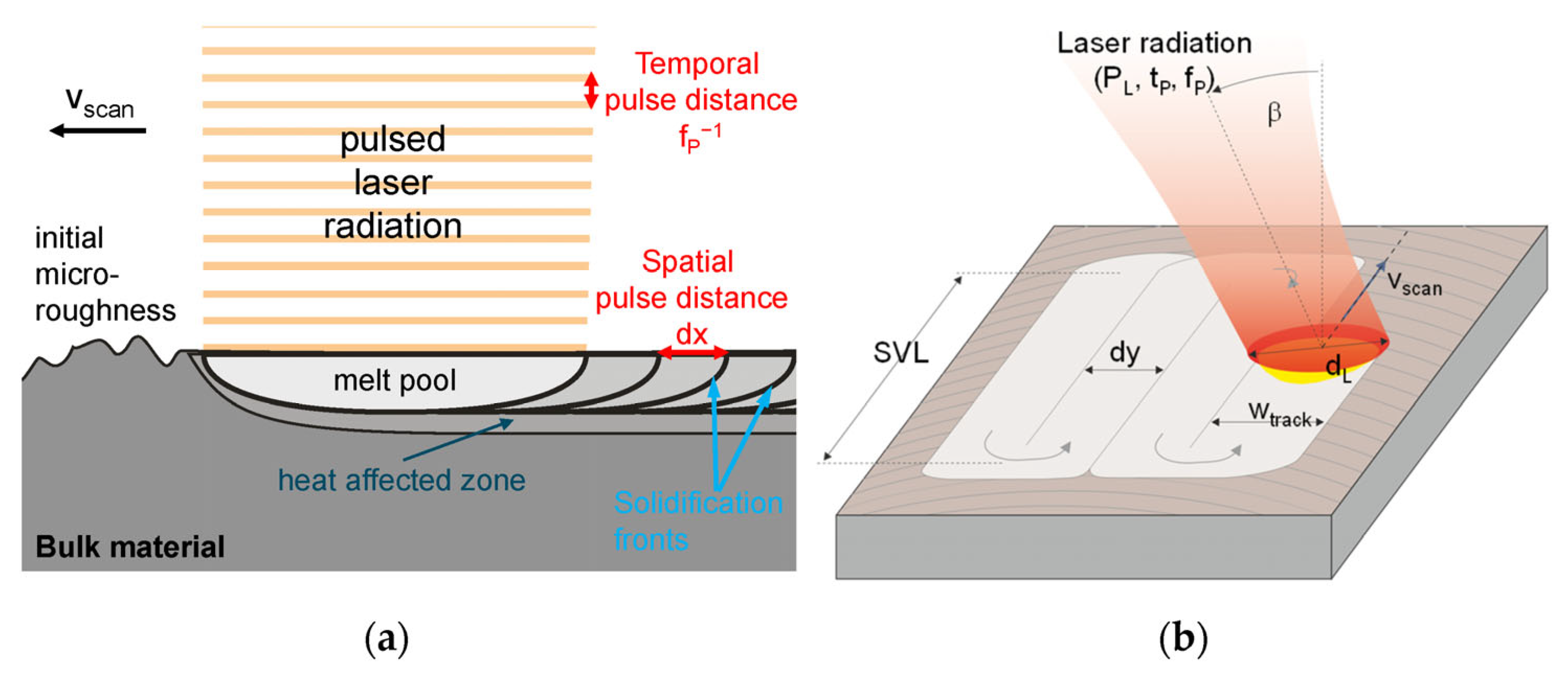
Laser Polishing Procedure
2.2. Preliminary Experimentation for Parameters Selection
2.2.1. FFF Parameters Selection
2.2.2. Laser Parameters Selection
2.3. Response Surface Methodology
Measurement Procedure
3. Results and Discussion
3.1. Analysis of Variance (ANOVA) for Responses
3.2. Laser Polishing Parametric Effects on Mechanical Properties
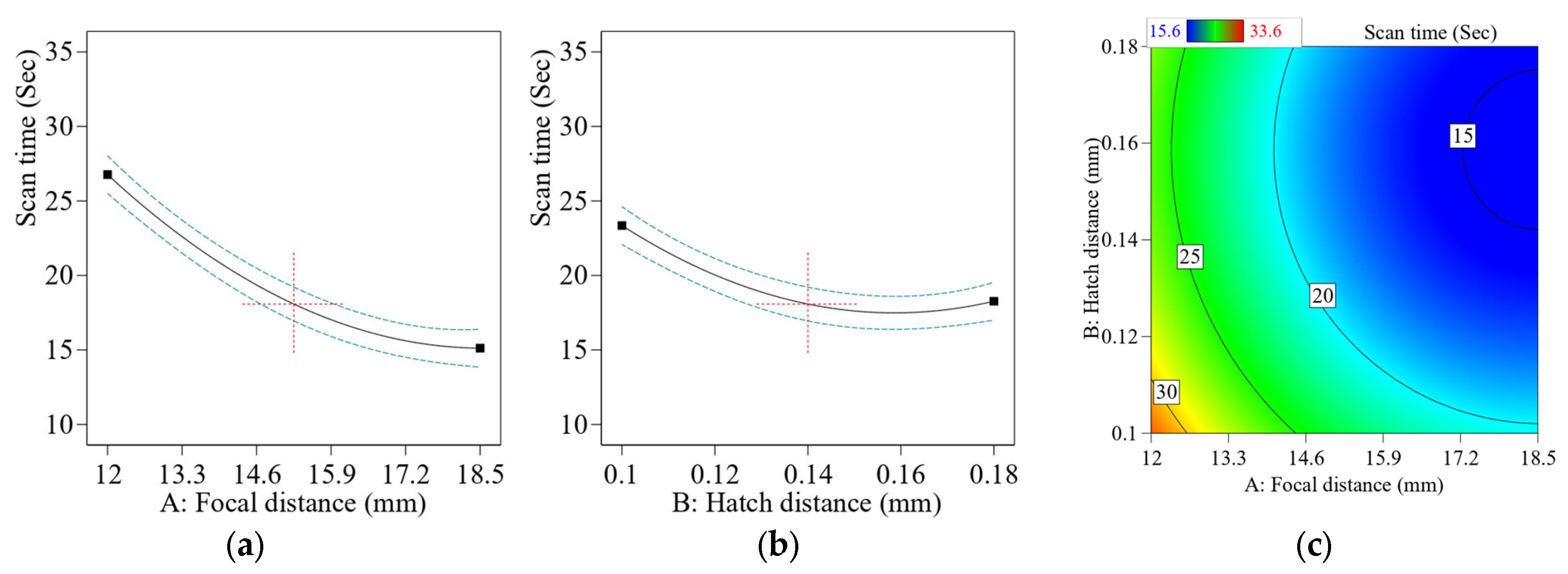
3.3. Effect of Laser Polishing Parameters on Scan Time
3.4. Effect of Laser Polishing Parameters on Ra
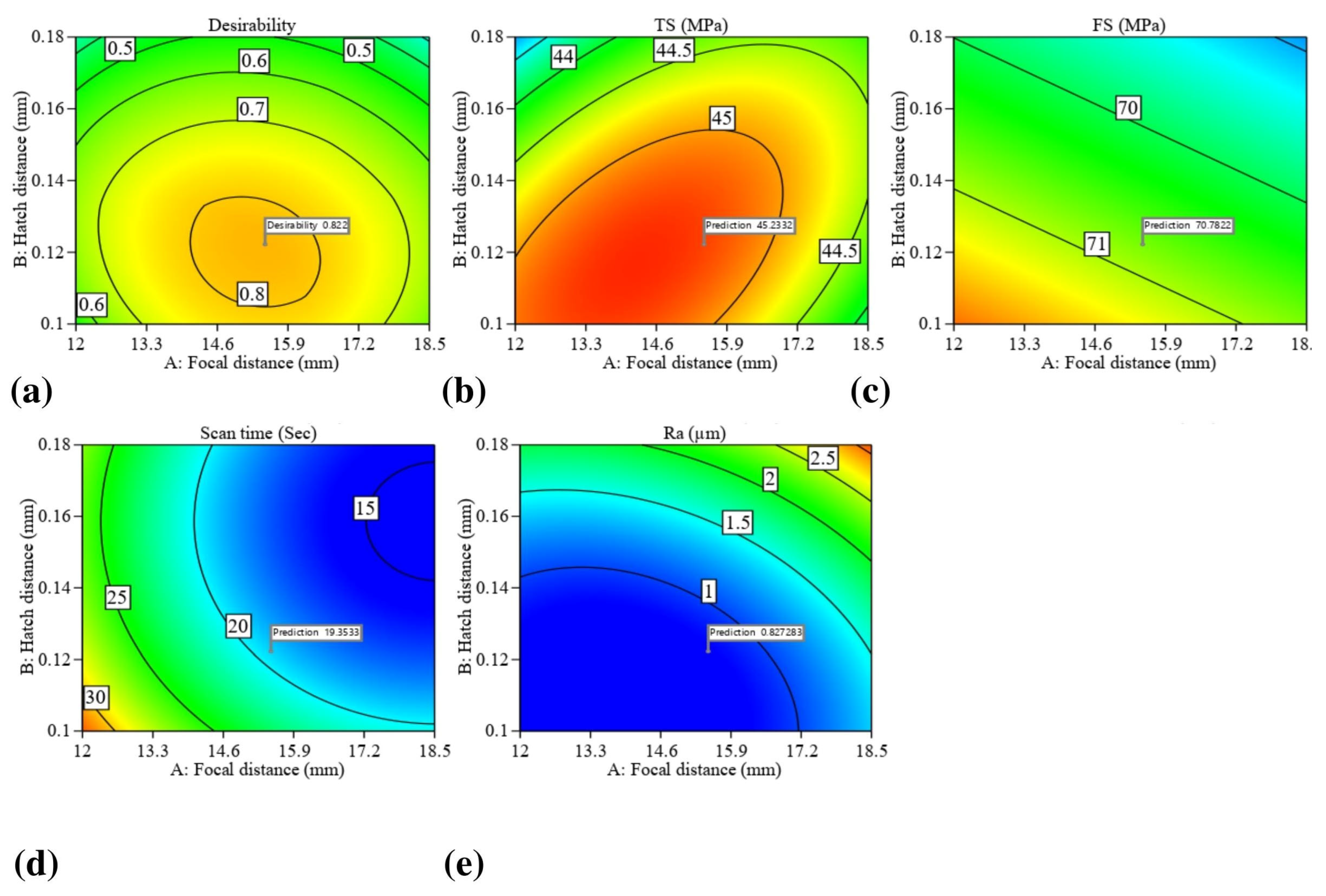
4. Multi-Objective Optimization
5. Conformation Test
6. Conclusions and Prospects
- Using numerical multi-objective optimization, the optimal printing settings combination for PLA was found to be a focal distance = 15.4 mm, and hatch distance of 0.12 mm, for achieving tensile strength (TS), flexural strength (FS), average surface roughness (Ra), and scan time.
- The findings showed that Ra was reduced by more than 88.8% using laser polishing (from 7.8 μm to 0.87 μm). The specimen’s TS were raised by 14.03%, from 39.2 MPa to 44.7 MPa. The FS for PLA remained constant before and after polishing at 70.1 MPa with an optimized laser scan time for optimal samples of 19.4 s.
- For TS, FS, scan time, and Ra, the proportion of deviation from the predicted value to the experimental value as between 1.17% and 0.96%, 0.69%, and 4.83%, respectively. As a result, the model’s execution of predictions was effective.
- The laser polishing method showed that mechanical characteristics could be significantly improved by applying the optimal laser scanner parameters determined by the response surface methodology. The average values of scan time and Ra were kept to a minimum. To enhance the mechanical properties and printing quality of PLA polymers within the specified range, laser and printing businesses are recommended to employ these optimal printing settings.
- Smoky waves occurred when the laser polishing was performed with less than 18.5 mm focal distance. The reason could be the contamination of the 3D-printed surface with micro debris. This phenomenon requires further study.
- The results of the experimental work and those predicted by the PLA statistical equations agreed well. This data may be used as a starting point for identifying the best laser scanning settings, thus saving time on manual procedures for confirming product quality.
Prospects and Recommendation
- More information on the printing properties of PLA and the laser parameters should be gathered in the future and used to develop industrial models with possible practical applications.
- We only optimized the sample using a single pass beam; it is advised that the model be optimized as a multi-beam model.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| PLA | Polylactic acid |
| FFF | Fused filament fabrication |
| Ra | Surface roughness |
| TS | Tensile strength |
| FS | Flexural strength |
References
- Taylor, G.; Anandan, S.; Murphy, D.; Leu, M.; Chandrashekhara, K. Fracture Toughness of Additively Manufactured ULTEM 1010. Virtual Phys. Prototyp. 2019, 14, 277–283. [Google Scholar] [CrossRef]
- Wang, Y.; Ahmed, A.; Azam, A.; Bing, D.; Shan, Z.; Zhang, Z.; Tariq, M.K.; Sultana, J.; Mushtaq, R.T.; Mehboob, A. Applications of Additive Manufacturing (AM) in Sustainable Energy Generation and Battle against COVID-19 Pandemic: The Knowledge Evolution of 3D Printing. J. Manuf. Syst. 2021, 60, 709–733. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, A.; Azam, A.; Wang, Y.; Zhang, Z.; Li, N.; Jia, C.; Mushtaq, R.T.; Rehman, M.; Gueye, T.; Shahid, M.B.; et al. Additively Manufactured Nano-Mechanical Energy Harvesting Systems: Advancements, Potential Applications, Challenges and Future Perspectives. Nano Converg. 2021, 8, 37. [Google Scholar] [CrossRef]
- Khan, S.B.; Irfan, S.; Lam, S.S.; Sun, X.; Chen, S. 3D printed nanofiltration membrane technology for waste water distillation. J. Water Process Eng. 2022, 49, 102958. [Google Scholar] [CrossRef]
- Rehman, M.; Yanen, W.; Mushtaq, R.T.; Ishfaq, K.; Zahoor, S.; Ahmed, A.; Kumar, M.S.; Gueyee, T.; Rahman, M.M.; Sultana, J. Additive Manufacturing for Biomedical Applications: A Review on Classification, Energy Consumption, and Its Appreciable Role since COVID-19 Pandemic. Prog. Addit. Manuf. 2022, 1–35. [Google Scholar] [CrossRef]
- Kumar, P.; Zhu, Z.; Nai, S.M.L.; Narayan, R.L.; Ramamurty, U. Scripta Materialia Fracture Toughness of 304L Austenitic Stainless Steel Produced by Laser Powder b e d Fusion. Scr. Mater. 2021, 202, 114002. [Google Scholar] [CrossRef]
- Zhen, Y.; Wang, C.; Shen, X.; Chen, Z.; Ramamurty, U.; Zhou, K. Materials Science & Engineering A Additive Manufacturing of Corrosion-Resistant Maraging Steel M789 by Directed Energy Deposition. Mater. Sci. Eng. A 2022, 857, 144032. [Google Scholar] [CrossRef]
- Zhao, Y.; Lau, K.B.; Teh, W.H.; Lee, J.J.; Wei, F.; Lin, M.; Wang, P.; Tan, C.C.; Ramamurty, U. By Laser Powder Bed Fusion: A Combinatorial Assessment. J. Alloys Compd. 2021, 883, 160825. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; Wang, Y.; Zhao, Z. Mechanical performance and damage monitoring of CFRP thermoplastic laminates with an open hole repaired by 3D printed patches. Compos. Struct. 2023, 303, 116308. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Pitir, F.; Salamci, M.U. Laser Powder Bed Fusion (LPBF) of In718 and the Impact of Pre-Heating at 500 and 1000 °C: Operando Study. Materials 2021, 14, 6683. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Sglavo, V.M. 3D Printing of Geopolymer-Based Concrete for Building Applications. Rapid Prototyp. J. 2020, 26, 1783–1788. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Mahmood, M.A.; Ansari, P.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing. Metals 2021, 11, 2023. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Sglavo, V.M. 3D Printing of Portland Cement-Containing Bodies. Rapid Prototyp. J. 2021, 28, 197–203. [Google Scholar] [CrossRef]
- Ur Rehman, A. Additive Manufacturing of Ceramic Materials and Combinations with New Laser Strategies. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2017. [Google Scholar]
- Mahmood, M.A.; Ur Rehman, A.; Pitir, F.; Salamci, M.U.; Mihailescu, I.N. Laser Melting Deposition Additive Manufacturing of Ti6Al4V Biomedical Alloy: Mesoscopic In-Situ Flow Field Mapping via Computational Fluid Dynamics and Analytical Modelling with Empirical Testing. Materials 2021, 14, 7749. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Mushtaq, R.T.; Ahmed, A.; Ahmed, A.; Rehman, M.; Rehman, M.; Khan, A.M.; Sharma, S.; Ishfaq, D.K.; Ali, H.; et al. Additive Manufacturing Is Sustainable Technology: Citespace Based Bibliometric Investigations of Fused Deposition Modeling Approach. Rapid Prototyp. J. 2021, 28, 654–675. [Google Scholar] [CrossRef]
- Jayanth, N.; Senthil, P.; Prakash, C. Effect of Chemical Treatment on Tensile Strength and Surface Roughness of 3D-Printed ABS Using the FDM Process. Virtual Phys. Prototyp. 2018, 13, 155–163. [Google Scholar] [CrossRef]
- Zhou, X.F.; Hsieh, S.J.; Sun, Y.T. Experimental and Numerical Investigation of the Thermal Behaviour of Polylactic Acid during the Fused Deposition Process. Virtual Phys. Prototyp. 2017, 12, 221–233. [Google Scholar] [CrossRef]
- Jiang, J.; Lou, J.; Hu, G. Effect of Support on Printed Properties in Fused Deposition Modelling Processes. Virtual Phys. Prototyp. 2019, 14, 308–315. [Google Scholar] [CrossRef]
- Golmohammadi, A.H.; Khodaygan, S. A Framework for Multi-Objective Optimisation of 3D Part-Build Orientation with a Desired Angular Resolution in Additive Manufacturing Processes. Virtual Phys. Prototyp. 2019, 14, 19–36. [Google Scholar] [CrossRef]
- Li, X.; Wang, Y.; Zhang, B.; Yang, H.; Mushtaq, R.T.; Liu, M.; Bao, C.; Shi, Y.; Luo, Z.; Zhang, W. The Design and Evaluation of Bionic Porous Bone Scaffolds in Fluid Flow Characteristics and Mechanical Properties. Comput. Methods Progr. Biomed. 2022, 225, 107059. [Google Scholar] [CrossRef]
- Bao, C.; Wang, Y.; Mushtaq, R.T.; Zhang, K.; Li, X.; Chen, X. Preparation, Characterization, and Curing Kinetics of Elevated and Cryogenic Temperature-Resistant Epoxy Resin Composites. Polym. Test. 2022, 116, 107783. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Chioibasu, D.; Rehman, A.U.; Mihai, S.; Popescu, A.C. Post-Processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 2022, 12, 77. [Google Scholar] [CrossRef]
- Wei, S.; Boon, K.; Jun, J.; Wei, F.; Hock, W.; Zhang, B.; Cheh, C.; Wang, P.; Ramamurty, U. Materials Science & Engineering A Selective Laser Melting of Fe-Al Alloys with Simultaneous Gradients in Composition and Microstructure. Mater. Sci. Eng. A 2021, 821, 141608. [Google Scholar] [CrossRef]
- Jamshidian, M.; Promoppatum, P.; Ramamurty, U.; Jhon, M.H. Materials & Design Modulating Fracture Toughness through Processing-Mediated Mesostructure in Additively Manufactured Al-12Si Alloy. Mater. Des. 2022, 215, 110440. [Google Scholar] [CrossRef]
- Idury, K.S.N.S.; Narayan, V.C.R.L. Mechanical Behavior of Laser Powder Bed Fusion Processed Inconel 625 Alloy. Trans. Indian Natl. Acad. Eng. 2021, 6, 975–990. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M. Parameter Effects and Process Modeling of FFF-TPU Mechanical Response. Mater. Manuf. Process. 2021, 38, 341–351. [Google Scholar] [CrossRef]
- Molero, E.; Fernández, J.J.; Rodríguez-Alabanda, O.; Guerrero-Vaca, G.; Romero, P.E. Use of Data Mining Techniques for the Prediction of Surface Roughness of Printed Parts in Polylactic Acid (PLA) by Fused Deposition Modeling (FDM): A Practical Application in Frame Glasses Manufacturing. Polymers 2020, 12, 840. [Google Scholar] [CrossRef] [Green Version]
- Zhang, A.; Wang, F.; Chen, L.; Wei, X.; Xue, M.; Yang, F.; Jiang, S. 3D printing hydrogels for actuators: A review. Chin. Chem. Lett. 2021, 32, 2923–2932. [Google Scholar] [CrossRef]
- Vyavahare, S.; Kumar, S.; Panghal, D. Experimental Study of Surface Roughness, Dimensional Accuracy and Time of Fabrication of Parts Produced by Fused Deposition Modelling. Rapid Prototyp. J. 2020, 26, 1535–1554. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Iqbal, A.; Wang, Y.; Cheok, Q.; Abbas, S. Parametric Effects of Fused Filament Fabrication Approach on Surface Roughness of Acrylonitrile Butadiene Styrene and Nylon-6 Polymer. Materials 2022, 15, 5206. [Google Scholar] [CrossRef]
- Ahn, D.; Kweon, J.-H.; Kwon, S.; Song, J.; Lee, S. Representation of Surface Roughness in Fused Deposition Modeling. J. Mater. Process. Technol. 2009, 209, 5593–5600. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. Chemical Vapor Treatment of ABS Parts Built by FDM: Analysis of Surface Finish and Mechanical Strength. Int. J. Adv. Manuf. Technol. 2016, 89, 2175–2191. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, H.; Yao, S.; Jiang, L.; Sun, N.; Pang, H. Synthesis of 3D printing materials and their electrochemical applications. Chin. Chem. Lett. 2022, 33, 3681–3694. [Google Scholar] [CrossRef]
- Singh, G.; Sharma, S.; Mittal, M.; Singh, G.; Singh, J.; Changhe, L.; Khan, A.M.; Dwivedi, S.P.; Mushtaq, R.T.; Singh, S. Impact of Post-Heat-Treatment on the Surface-Roughness, Residual Stresses, and Micromorphology Characteristics of Plasma-Sprayed Pure Hydroxyapatite and 7%-Aloxite Reinforced Hydroxyapatite Coatings Deposited on Titanium Alloy-Based Biomedical Implants. J. Mater. Res. Technol. 2022, 18, 1358–1380. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Lavecchia, F.; Percoco, G. Experimental Study Aiming to Enhance the Surface Finish of Fused Deposition Modeled Parts. CIRP Ann. 2009, 58, 189–192. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Finishing of Fused Deposition Modeling Parts by CNC Machining. Robot. Comput. Integr. Manuf. 2016, 41, 92–101. [Google Scholar] [CrossRef]
- Jin, Y.; Wan, Y.; Liu, Z. Surface Polish of PLA Parts in FDM Using Dichloromethane Vapour. MATEC Web Conf. 2017, 95, 05001. [Google Scholar] [CrossRef] [Green Version]
- Nigam, A.; Tai, B.L. Investigation of In-Situ Surface Polishing for Fused Filament Fabrication. In Proceedings of the ASME 2020 15th International Manufacturing Science and Engineering Conference, Virtual Meeting. 3 September 2020; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84256, p. V001T01A053. [Google Scholar]
- Zhang, X.; Chen, L. Effects of Laser Scanning Speed on Surface Roughness and Mechanical Properties of Aluminum/Polylactic Acid (Al/PLA) Composites Parts Fabricated by Fused Deposition Modeling. Polym. Test. 2020, 91, 106785. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser Polishing of Additive Manufactured Ti Alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, G.; Teng, X.; Du, J.; Jiang, L.; Chen, H.; Liu, N. Investigation and Process Optimization for Magnetic Abrasive Finishing Additive Manufacturing Samples with Different Forming Angles. Int. J. Adv. Manuf. Technol. 2022, 118, 2355–2371. [Google Scholar] [CrossRef]
- Li, J.Q.; Xie, H.M.; Ma, K. In-Situ Monitoring of the Deformation during Fused Deposition Modeling Process Using CGS Method. Polym. Test. 2019, 76, 166–172. [Google Scholar] [CrossRef]
- Chai, Y.; Li, R.W.; Perriman, D.M.; Chen, S.; Qin, Q.-H.; Smith, P.N. Laser Polishing of Thermoplastics Fabricated Using Fused Deposition Modelling. Int. J. Adv. Manuf. Technol. 2018, 96, 4295–4302. [Google Scholar] [CrossRef]
- Dewey, M.P.; Ulutan, D. Development of Laser Polishing As an Auxiliary Post-Process to Improve Surface Quality in Fused Deposition Modeling Parts. In Proceedings of the ASME 2017 12th International Manufacturing Science and Engineering Conference Collocated with the JSME/ASME 2017 6th International Conference on Materials and Processing, Los Angeles, CA, USA, 4–8 June 2017. [Google Scholar]
- Pong-ryol, J.; Tae-sok, J.; Nam-chol, K.; Xing, F. Laser Micro-Polishing for Metallic Surface Using UV Nano-Second Pulse Laser and CW Laser. Int. J. Adv. Manuf. Technol. 2016, 85, 2367–2375. [Google Scholar] [CrossRef]
- Kumstel, J.; Kirsch, B. Polishing Titanium- and Nickel-Based Alloys Using Cw-Laser Radiation. Phys. Procedia 2013, 41, 362–371. [Google Scholar] [CrossRef]
- Vadali, M.; Ma, C.; Duffie, N.A.; Li, X.; Pfefferkorn, F.E. Pulsed Laser Micro Polishing: Surface Prediction Model. J. Manuf. Process. 2012, 14, 307–315. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Zhang, X. Modification the Surface Quality and Mechanical Properties by Laser Polishing of Al/PLA Part Manufactured by Fused Deposition Modeling. Appl. Surf. Sci. 2019, 492, 765–775. [Google Scholar] [CrossRef]
- Li, C.; Xiao, Q.; Tang, Y.; Li, L. A Method Integrating Taguchi, RSM and MOPSO to CNC Machining Parameters Optimization for Energy Saving. J. Clean. Prod. 2016, 135, 263–275. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Howarth, J.; De Almeida-Rowbotham, G.; Rees, A. A Design of Experiments Approach to Optimise Tensile and Notched Bending Properties of Fused Deposition Modelling Parts. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 230, 1502–1512. [Google Scholar] [CrossRef]
- Saad, M.S.; Nor, A.M.; Baharudin, M.E.; Zakaria, M.Z.; Aiman, A.F. Optimization of Surface Roughness in FDM 3D Printer Using Response Surface Methodology, Particle Swarm Optimization, and Symbiotic Organism Search Algorithms. Int. J. Adv. Manuf. Technol. 2019, 105, 5121–5137. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Kundra, T.K. Estimating Percentage Contribution of Process Parameters towards Build Time of FDM Process for Components Displaying Spatial Symmetry: A Case Study. Int. J. Mater. Prod. Technol. 2019, 58, 201. [Google Scholar] [CrossRef]
- Selvamani, S.K.; Rajan, K.; Samykano, M.; Kumar, R.R.; Kadirgama, K.; Mohan, R.V. Investigation of Tensile Properties of PLA–Brass Composite Using FDM. Prog. Addit. Manuf. 2022, 7, 839–851. [Google Scholar] [CrossRef]
- Kaligar, A.B.; Kumar, H.A.; Ali, A.; Abuzaid, W.; Egilmez, M.; Alkhader, M.; Abed, F.; Alnaser, A.S. Femtosecond Laser-Based Additive Manufacturing: Current Status and Perspectives. Quantum Beam Sci. 2022, 6, 5. [Google Scholar] [CrossRef]
- Rosa, B.; Mognol, P.; Hascoet, J.-Y. Laser Polishing of Additive Laser Manufacturing Surfaces. J. Laser Appl. 2015, 27, S29102-NA. [Google Scholar] [CrossRef] [Green Version]
- Temmler, A.; Cortina, M.; Ross, I.; Küpper, M.E.; Rittinghaus, S.-K. Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate. Metals 2021, 11, 1445. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. Parameter Effects and Process Modelling of Polyamide 12 3D-Printed Parts Strength and Toughness. Mater. Manuf. Process. 2022, 37, 1358–1369. [Google Scholar] [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N.M. Key Parameters Controlling Surface Quality and Dimensional Accuracy: A Critical Review of FFF Process. Mater. Manuf. Process. 2022, 37, 963–984. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The Influence of Slicing Parameters on the Multi-Material Adhesion Mechanisms of FDM Printed Parts: An Exploratory Study. Virtual Phys. Prototyp. 2019, 14, 316–332. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on Mechanism and Process of Surface Polishing Using Lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef] [Green Version]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef] [PubMed]
- ISO 527-1; BSI Standards Publication Determination of Tensile Properties—ISO527 Part1. ISO: Geneva, Switzerland, 2012.
- ASTM International. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. D790. Annu. Book ASTM Stand. 2002, 1–12. [Google Scholar] [CrossRef]
- Teir, L.; Lindstedt, T.; Widmaier, T.; Hemming, B.; Brand, U.; Fahrbach, M.; Peiner, E.; Lassila, A. In-Line Measurement of the Surface Texture of Rolls Using Long Slender Piezoresistive Microprobes. Sensors 2021, 21, 5955. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Richter, B.; Zhang, X.; Bertsch, K.B.; Thoma, D.J.; Pfefferkorn, F.E. Effect of Laser Polishing on the Microstructure and Mechanical Properties of Stainless Steel 316L Fabricated by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2021, 802, 140579. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | PLA K5 | Unit |
|---|---|---|
| Density | 1.24 | g/cm3 |
| Flexural modulus | 2000–3000 | MPa |
| TS | 44–48 (at 100% infill) | MPa |
| Impact strength | 22–26 (at 100% infill) | KJ/m2 |
| Heat resistance | 50–60 °C | °C |
| Melt temperature | 160 | °C |
| Glass transition temperature | 60 | °C |
| Melt flow rate | 7–25 | g/10 min |
| Heat deflection temperature | 57 | °C |
| Vicat softening temperature | 57 | °C |
| Parameter | Value |
|---|---|
| Average laser power | 14% of 30 W |
| Frequency | 20 kHz |
| Pulse length | 10 µs |
| Area to be polished (for surface roughness sample) | 8 mm × 8 mm |
| Experiment Number | Focal Distance (mm) | Hatch Distance (mm) | Laser Scan Time |
|---|---|---|---|
| 1 | 12 | 0.1 | 33.6 |
| 2 | 18.5 | 0.1 | 21 |
| 3 | 12 | 0.18 | 28.2 |
| 4 | 18.5 | 0.18 | 15.6 |
| 5 | 10.3 | 0.14 | 31.8 |
| 6 | 20.1 | 0.14 | 15.6 |
| 7 | 15.2 | 0.08 | 27 |
| 8 | 15.2 | 0.2 | 19.8 |
| 9 | 15.2 | 0.14 | 18 |
| 10 | 15.2 | 0.14 | 18 |
| 11 | 15.2 | 0.14 | 18 |
| 12 | 15.2 | 0.14 | 18 |
| 13 | 15.2 | 0.14 | 18 |
| Response | R2 | Adj-R2 | Pre-R2 | Precision | F-Value | Lack of Fit | p-Value |
|---|---|---|---|---|---|---|---|
| TS | 77.21 | 60.93 | 57.88 | 5.47 | 4.7 | 0.002 | <0.038 |
| FS | 69.53 | 63.39 | 47.41 | 9.41 | 11.41 | 0.48 | <0.0026 |
| Scan time | 98.25 | 97.00 | 87.5 | 24.59 | 78.45 | <0.0001 | |
| Ra | 96.38 | 93.8 | 74.11 | 16.26 | 37.95 | <0.0001 |
| Name | Type | Unit | Goal | Lower Limit | Upper Limit | Importance |
|---|---|---|---|---|---|---|
| A: Focal distance | Parameter | mm | is in range | 12 | 18.5 | 3 |
| B: Hatch distance | Parameter | mm | is in range | 0.1 | 0.18 | 3 |
| TS | Response | MPa | maximize | 42.81 | 45.4 | 3 |
| FS | Response | MPa | maximize | 68.33 | 72.33 | 3 |
| Scan time | Response | sec | minimize | 15.6 | 33.6 | 3 |
| Ra | Response | µm | minimize | 0.84 | 3.28 | 3 |
| Predicted Process Parameters | Responses | Predicted Response | Experimental Response | Error % | |||
|---|---|---|---|---|---|---|---|
| Name | Unit | Value | Name | Unit | Value | Value | Value |
| Focal distance | mm | 15.4 | TS | MPa | 45.23 | 44.7 | 1.17 |
| Hatch distance | mm | 0.12 | FS | MPa | 70.78 | 70.1 | 0.96 |
| Scan time | sec | 19.3 | 19.4 | 0.69 | |||
| Ra | μm | 0.827 | 0.87 | 4.83 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mushtaq, R.T.; Iqbal, A.; Wang, Y.; Khan, A.M.; Petra, M.I. Advancing PLA 3D Printing with Laser Polishing: Improving Mechanical Strength, Sustainability, and Surface Quality. Crystals 2023, 13, 626. https://doi.org/10.3390/cryst13040626
Mushtaq RT, Iqbal A, Wang Y, Khan AM, Petra MI. Advancing PLA 3D Printing with Laser Polishing: Improving Mechanical Strength, Sustainability, and Surface Quality. Crystals. 2023; 13(4):626. https://doi.org/10.3390/cryst13040626
Chicago/Turabian StyleMushtaq, Ray Tahir, Asif Iqbal, Yanen Wang, Aqib Mashood Khan, and Mohammad Iskandar Petra. 2023. "Advancing PLA 3D Printing with Laser Polishing: Improving Mechanical Strength, Sustainability, and Surface Quality" Crystals 13, no. 4: 626. https://doi.org/10.3390/cryst13040626