
On the Hot Deformation of a Fe-Al-Ta Iron Aluminide Prepared via Laser Powder Bed Fusion

Abstract
:1. Introduction
2. Materials and Methods
2.1. Starting Material
2.2. Compression Tests
2.3. Microstructure Characterization
3. Results
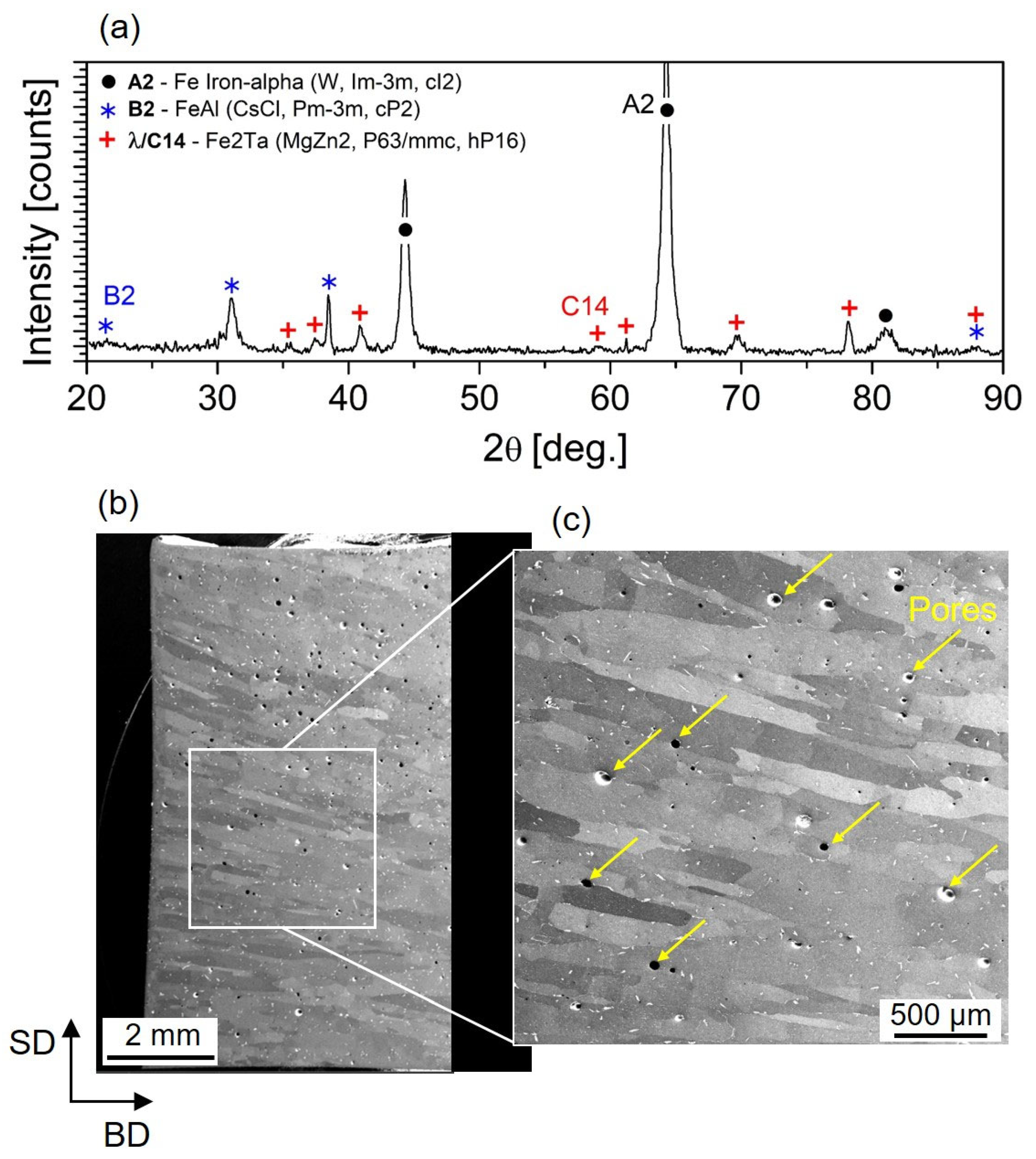
3.1. Microstructure Characterization of the LPBF Builds
3.2. Flow Stress Behavior and Work Hardening Behavior
3.3. Characterization of Deformed Specimens
4. Discussion
5. Conclusions
- The LPBF-builds were characterized by a phase mixture of disordered A2 α-(Fe, Al), ordered B2-FeAl, and C14 (Fe, Al)2Ta Laves phase.
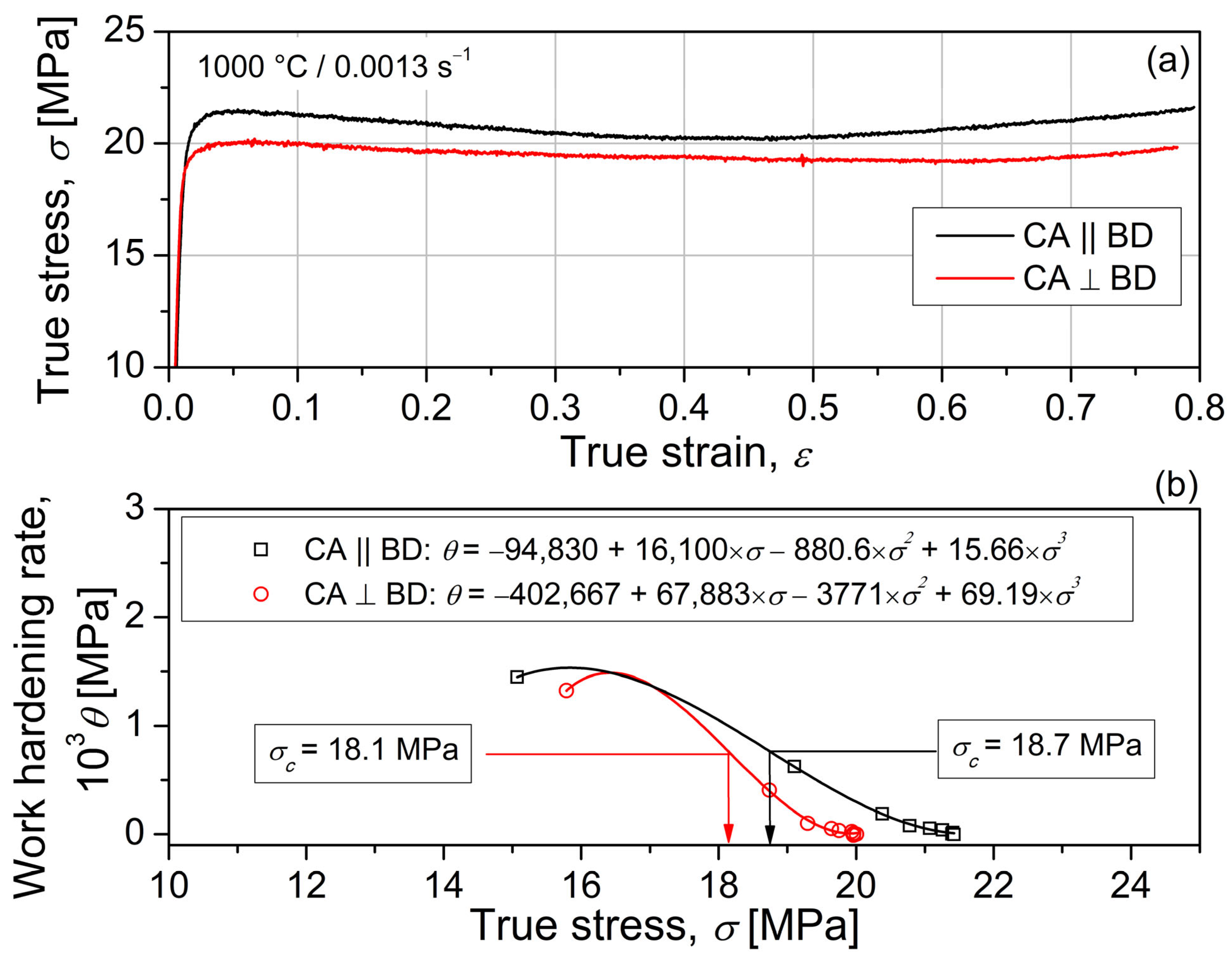
- The stress–strain curves revealed a broad flow stress peak followed by a slight decrease, which is typical for DRX in conventional BCC metals.
- A negligible dependence of the flow stress behavior on the compression direction was observed. The samples compressed parallel and perpendicular to the building direction revealed comparable flow stress–strain curves and work hardening behavior under the tested hot deformation conditions. The DRX initiated at a stress of 18.7 MPa for the sample compressed parallel to the BD, corresponding to a true strain of 0.011, and at 18.1 MPa for the samples compressed normal to the BD, which corresponded to a true strain of 0.010.
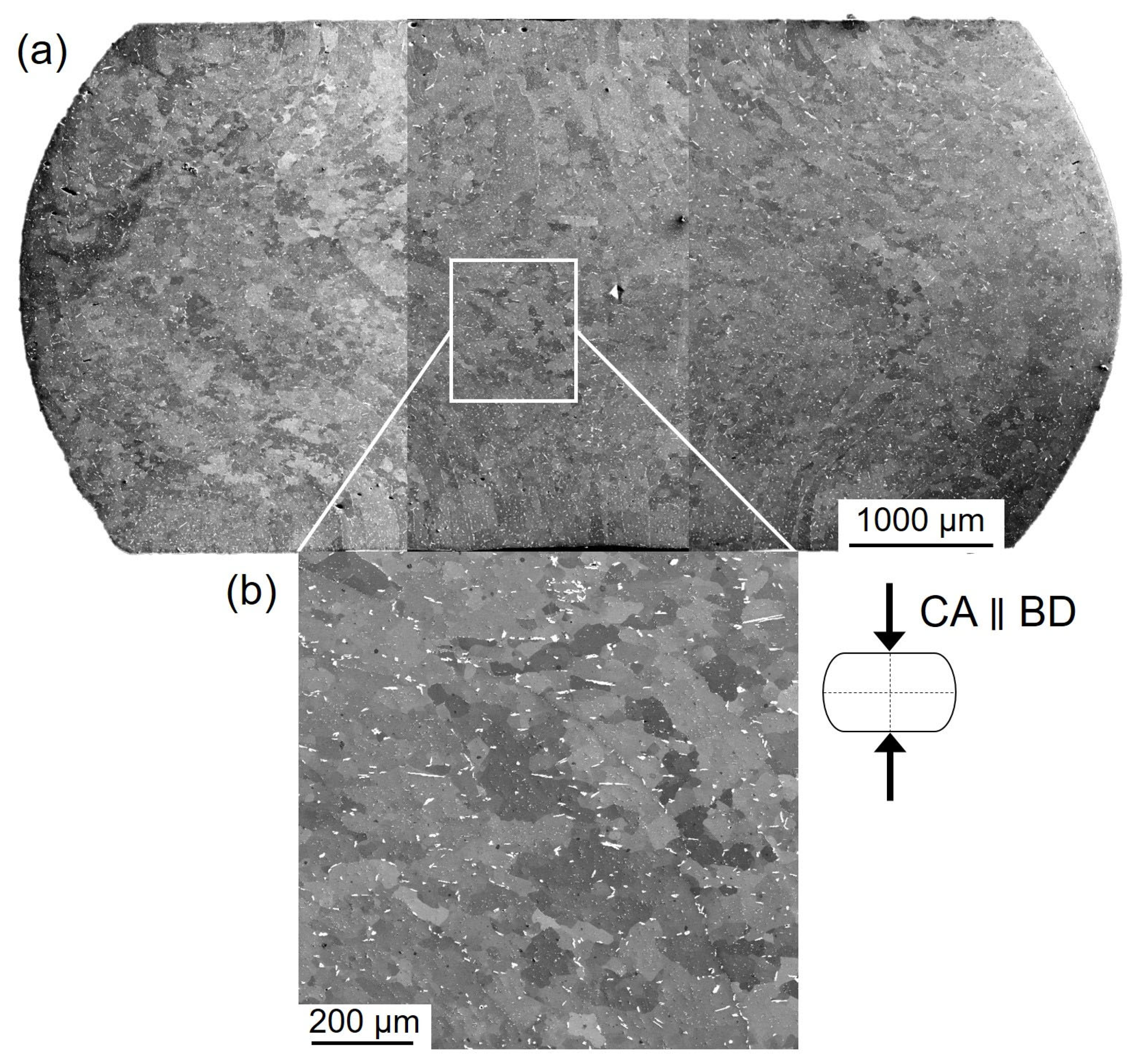
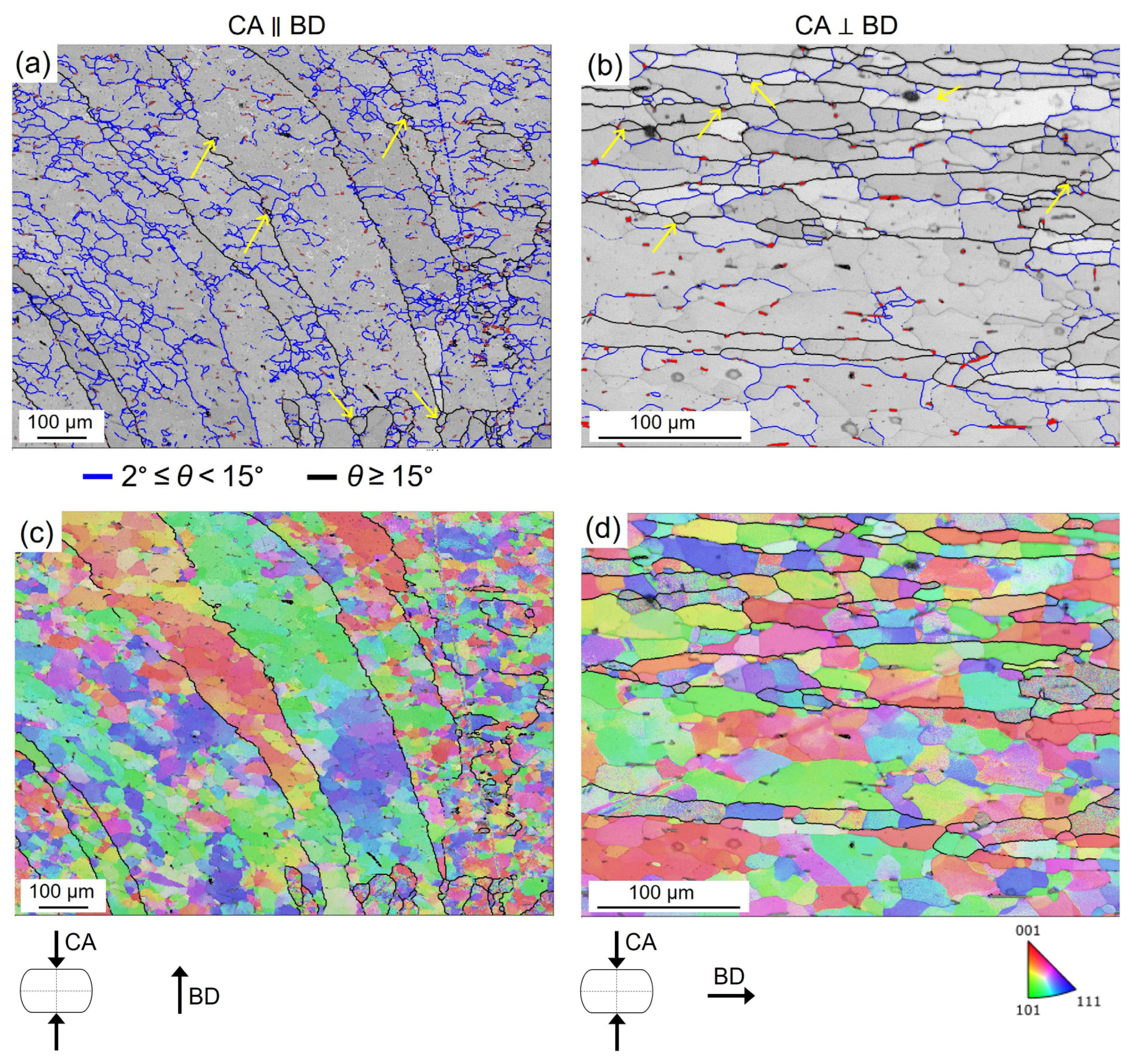
- The relatively coarse and elongated microstructure of the as-LPBF builds refined significantly after hot working. The microstructure of the deformed samples consisted deformed grains fragmented by sub-grains bounded by low-angle boundaries independent of the compression axis, indicating the occurrence of dynamic recovery during hot deformation.
- Some small equiaxed grains were formed at the original grain boundaries of the deformed specimens, suggesting the occurrence of dynamic recrystallization during hot deformation.
- Most of the pores in the as-built-LPBF samples were closed after hot compression, particularly in the central region of the deformed specimens, confirming the benefits of hot working as a post-processing tool to reduce defects and refine the microstructure of the AM samples.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Morris, D.G.; Muñoz-Morris, M.A. Recent Developments Toward the Application of Iron Aluminides in Fossil Fuel Technologies. Adv. Eng. Mater. 2011, 13, 43–47. [Google Scholar] [CrossRef]
- Zamanzade, M.; Barnoush, A.; Motz, C. A Review on the Properties of Iron Aluminide Intermetallics. Crystals 2016, 6, 10. [Google Scholar] [CrossRef] [Green Version]
- Palm, M.; Stein, F.; Dehm, G. Iron Aluminides. Annu. Rev. Mater. Res. 2019, 49, 297–326. [Google Scholar] [CrossRef]
- Palm, M. Fe–Al materials for structural applications at high temperatures: Current research at MPIE. IJMR 2009, 100, 277–287. [Google Scholar] [CrossRef]
- Prokopčáková, P.; Švec, M.; Palm, M. Microstructural evolution and creep of Fe–Al–Ta alloys. IJMR 2016, 107, 396–405. [Google Scholar] [CrossRef]
- Risanti, D.D.; Sauthoff, G. Microstructures and mechanical properties of Fe–Al–Ta alloys with strengthening Laves phase. Intermetallics 2011, 19, 1727–1736. [Google Scholar] [CrossRef]
- Risanti, D.D.; Sauthoff, G. Iron—Aluminium-Base Alloys with Strengthening Laves Phase for Structural Applications at High Temperatures. Mater. Sci. Forum 2005, 475–479, 865–868. [Google Scholar] [CrossRef]
- Bahadur, A. Enhancement of high temperature strength and room temperature ductility of iron aluminides by alloying. Mater. Sci. Technol. 2003, 19, 1627–1634. [Google Scholar] [CrossRef]
- Emdadi, A.; Sizova, I.; Bambach, M.; Hecht, U. Hot deformation behavior of a spark plasma sintered Fe-25Al-1.5Ta alloy with strengthening Laves phase. Intermetallics 2019, 109, 123–134. [Google Scholar] [CrossRef]
- Emdadi, A. High-Temperature Deformation Behavior of Intermetallic Titanium and Iron Aluminides Produced by Spark Plasma Sintering, 1st ed.; Shaker: Düren, Germany, 2021; ISBN 978-3-8440-7933-3. [Google Scholar]
- Emdadi, A.; Sizova, I.; Stryzhyboroda, O.; Hecht, U.; Buhl, J.; Bambach, M. Hot Workability of a Spark Plasma Sintered Intermetallic Iron Aluminide Alloy Above and Below the Order-disorder Transition Temperature. Procedia Manuf. 2020, 47, 1281–1287. [Google Scholar] [CrossRef]
- Stein, F.; Leineweber, A. Laves phases: A review of their functional and structural applications and an improved fundamental understanding of stability and properties. J. Mater. Sci. 2021, 56, 5321–5427. [Google Scholar] [CrossRef]
- Emdadi, A.; Bolz, S.; Buhl, J.; Weiß, S.; Bambach, M. Laser Powder Bed Fusion Additive Manufacturing of Fe3Al-1.5Ta Iron Aluminide with Strengthening Laves Phase. Metals 2022, 12, 997. [Google Scholar] [CrossRef]
- Tan, Q.; Zhu, G.; Zhou, W.; Tian, Y.; Zhang, L.; Dong, A.; Shu, D.; Sun, B. Precipitation, transformation, and coarsening of carbides in a high-carbon Ni-based superalloy during selective laser melting and hot isostatic pressing processes. J. Alloys Compd. 2022, 913, 165196. [Google Scholar] [CrossRef]
- Pruncu, C.I.; Hopper, C.; Hooper, P.A.; Tan, Z.; Zhu, H.; Lin, J.; Jiang, J. Study of the Effects of Hot Forging on the Additively Manufactured Stainless Steel Preforms. J. Manuf. Process. 2020, 57, 668–676. [Google Scholar] [CrossRef]
- Sizova, I.; Sviridov, A.; Bambach, M.; Eisentraut, M.; Hemes, S.; Hecht, U.; Marquardt, A.; Leyens, C. A study on hot-working as alternative post-processing method for titanium aluminides built by laser powder bed fusion and electron beam melting. J. Mater. Process. Technol. 2021, 291, 117024. [Google Scholar] [CrossRef]
- Sizova, I.; Bambach, M. Hot workability and microstructure evolution of pre-forms for forgings produced by additive manufacturing. J. Mater. Process. Technol. 2018, 256, 154–159. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, H.; Wang, G.; Wang, H. Investigation of mechanical properties for hybrid deposition and micro-rolling of bainite steel. J. Mater. Process. Technol. 2017, 250, 220–227. [Google Scholar] [CrossRef]
- Motallebi, R.; Savaedi, Z.; Mirzadeh, H. Additive manufacturing–A review of hot deformation behavior and constitutive modeling of flow stress. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100992. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Emdadi, A. Development of a processing route for Ti-6Al-4V forgings based on preforms made by selective laser melting. J. Manuf. Process. 2019, 37, 150–158. [Google Scholar] [CrossRef]
- Di Serio, E.T.; Duperray, L.; Perrier, F.; Desrayaud, C. Method for the Production of Parts Made from Metal or Metal Matrix Composite and Resulting from Additive Manufacturing Followed by an Operation Involving the Forging of Said Parts. U.S. Patent WO/2015/166167, 5 November 2015. [Google Scholar]
- Roegner, E.V.; Colvin, E.L.; Mueller, L.N.; Rioja, R.J.; Bodily, B.H. Methods for Producing Forged Products and Other Worked Products. U.S. Patent WO/2015/006447, 15 January 2015. [Google Scholar]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116689. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Szyndler, J.; Bennett, J.; Hyatt, G.; Cao, J.; Papke, T.; Merklein, M. On the hot deformation behavior of Ti-6Al-4V made by additive manufacturing. J. Mater. Process. Technol. 2021, 288, 116840. [Google Scholar] [CrossRef]
- Tao, P.; Zhong, J.; Li, H.; Hu, Q.; Gong, S.; Xu, Q. Microstructure, Mechanical Properties, and Constitutive Models for Ti–6Al–4V Alloy Fabricated by Selective Laser Melting (SLM). Metals 2019, 9, 447. [Google Scholar] [CrossRef] [Green Version]
- Maurya, A.K.; Yeom, J.-T.; Kang, S.W.; Park, C.H.; Hong, J.-K.; Reddy, N.S. Optimization of hybrid manufacturing process combining forging and wire-arc additive manufactured Ti-6Al-4V through hot deformation characterization. J. Alloys Compd. 2022, 894, 162453. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Silze, F.; Schnick, M. Hot workability and microstructure evolution of the nickel-based superalloy Inconel 718 produced by laser metal deposition. J. Alloys Compd. 2018, 740, 278–287. [Google Scholar] [CrossRef]
- Lan, B.; Wang, Y.; Liu, Y.; Hooper, P.; Hopper, C.; Zhang, G.; Zhang, X.; Jiang, J. The influence of microstructural anisotropy on the hot deformation of wire arc additive manufactured (WAAM) Inconel 718. Mater. Sci. Eng. A 2021, 823, 141733. [Google Scholar] [CrossRef]
- Mostafa, A.; Shahriari, D.; Rubio, I.P.; Brailovski, V.; Jahazi, M.; Medraj, M. Hot compression behavior and microstructure of selectively laser-melted IN718 alloy. Int. J. Adv. Manuf. Technol. 2018, 642, 279. [Google Scholar] [CrossRef]
- Jinoop, A.N.; Anil Kumar, V.; Paul, C.P.; Ranjan, R.; Bindra, K.S. Hot deformation behavior of Hastelloy-X preforms built using directed energy deposition based laser additive manufacturing. Mater. Lett. 2020, 270, 127737. [Google Scholar] [CrossRef]
- AlMangour, B.; Kim, Y.-K.; Grzesiak, D.; Lee, K.-A. Novel TiB2-reinforced 316L stainless steel nanocomposites with excellent room- and high-temperature yield strength developed by additive manufacturing. Compos. Part B Eng. 2019, 156, 51–63. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, C.; Wang, Y.; Xu, X.; Zhu, H.; Jiang, J. Reveal the hot deformation behaviour and microstructure evolution in additively manufactured 316L stainless steel. Mater. Sci. Eng. A 2022, 861, 144290. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, X.; Kang, N.; Wang, Z.; Tan, H.; Huang, W. Hot deformation induced microstructural evolution in local-heterogeneous wire + arc additive manufactured 2219 Al alloy. J. Alloys Compd. 2021, 865, 158949. [Google Scholar] [CrossRef]
- Dai, S.; Deng, Z.C.; Yu, Y.J.; Zhu, K.Y. Microstructure and constitutive model for flow behavior of AlSi10Mg by Selective Laser Melting. Mater. Sci. Eng. A 2021, 814, 141157. [Google Scholar] [CrossRef]
- Emdadi, A.; Weiß, S. A Comparative Study of Microstructure and Hot Deformability of a Fe–Al–Ta Iron Aluminide Prepared via Additive Manufacturing and Conventional Casting. Crystals 2022, 12, 1709. [Google Scholar] [CrossRef]
- Moszner, F.; Peng, J.; Suutala, J.; Jasnau, U.; Damani, M.; Palm, M. Application of Iron Aluminides in the Combustion Chamber of Large Bore 2-Stroke Marine Engines. Metals 2019, 9, 847. [Google Scholar] [CrossRef] [Green Version]
- Hanus, P.; Bartsch, E.; Palm, M.; Krein, R.; Bauer-Partenheimer, K.; Janschek, P. Mechanical properties of a forged Fe–25Al–2Ta steam turbine blade. Intermetallics 2010, 18, 1379–1384. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Rolink, G.; Vogt, S.; Senčekova, L.; Weisheit, A.; Poprawe, R.; Palm, M. Laser metal deposition and selective laser melting of Fe–28 at.% Al. J. Mater. Res. 2014, 29, 2036–2043. [Google Scholar] [CrossRef]
- Pütz, R.D.; Zander, D. High temperature oxidation mechanisms of grain refined Fe-25Al-1.5Ta(+TaC/+(Ta,Nb)C) iron aluminides at 700 °C in air. Corros. Sci. 2022, 198, 110149. [Google Scholar] [CrossRef]
- Risanti, D.D.; Sauthoff, G. Strengthening of iron aluminide alloys by atomic ordering and Laves phase precipitation for high-temperature applications. Intermetallics 2005, 13, 1313–1321. [Google Scholar] [CrossRef]
- Tsuji, N.; Matsubara, Y.; Saito, Y. Dynamic recrystallization of ferrite in interstitial free steel. Scr. Mater. 1997, 37, 477–484. [Google Scholar] [CrossRef]
- Najafizadeh, A.; Jonas, J.J. Predicting the Critical Stress for Initiation of Dynamic Recrystallization. Mater. Sci. Eng. A 2006, 46, 1679–1684. [Google Scholar] [CrossRef] [Green Version]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2012; ISBN 008098388X. [Google Scholar]
- Voyzelle, B.; Boyd, J.D. High-temperature deformation behaviour of Fe3Al. Mater. Sci. Eng. A 1998, 258, 243–248. [Google Scholar] [CrossRef]
- Łyszkowski, R.; Bystrzycki, J. Hot deformation and processing maps of an Fe3Al intermetallic alloy. Intermetallics 2006, 14, 1231–1237. [Google Scholar] [CrossRef]
- Sundar, R.S.; Baligidad, R.G.; Prasad, Y.V.R.K.; Sastry, D.H. Processing of iron aluminides. Mater. Sci. Eng. A 1998, 258, 219–228. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compression Axis with Respect to the BD | Critical Stress and Strain Values for DRX Onset | Peak Stress and Strain Values | Relationships |
|---|---|---|---|
| Parallel to the BD (CA ∥ BD) | σc = 18.7 εc = 0.011 | σp = 21.4 εp = 0.04 | σc = 0.87 σp εc = 0.27 εc |
| Normal to the BD (CA ⊥ BD) | σc = 18.1 εc = 0.010 | σp = 20.1 εp = 0.06 | σc = 0.90 σp εc = 0.17 εc |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Emdadi, A.; Bolz, S.; Jensch, F.; Tovar, M.; Weiß, S. On the Hot Deformation of a Fe-Al-Ta Iron Aluminide Prepared via Laser Powder Bed Fusion. Crystals 2023, 13, 627. https://doi.org/10.3390/cryst13040627
Emdadi A, Bolz S, Jensch F, Tovar M, Weiß S. On the Hot Deformation of a Fe-Al-Ta Iron Aluminide Prepared via Laser Powder Bed Fusion. Crystals. 2023; 13(4):627. https://doi.org/10.3390/cryst13040627
Chicago/Turabian StyleEmdadi, Aliakbar, Sebastian Bolz, Felix Jensch, Michael Tovar, and Sabine Weiß. 2023. "On the Hot Deformation of a Fe-Al-Ta Iron Aluminide Prepared via Laser Powder Bed Fusion" Crystals 13, no. 4: 627. https://doi.org/10.3390/cryst13040627