
3D Claying: 3D Printing and Recycling Clay

 ,
,  , and
, and
Abstract
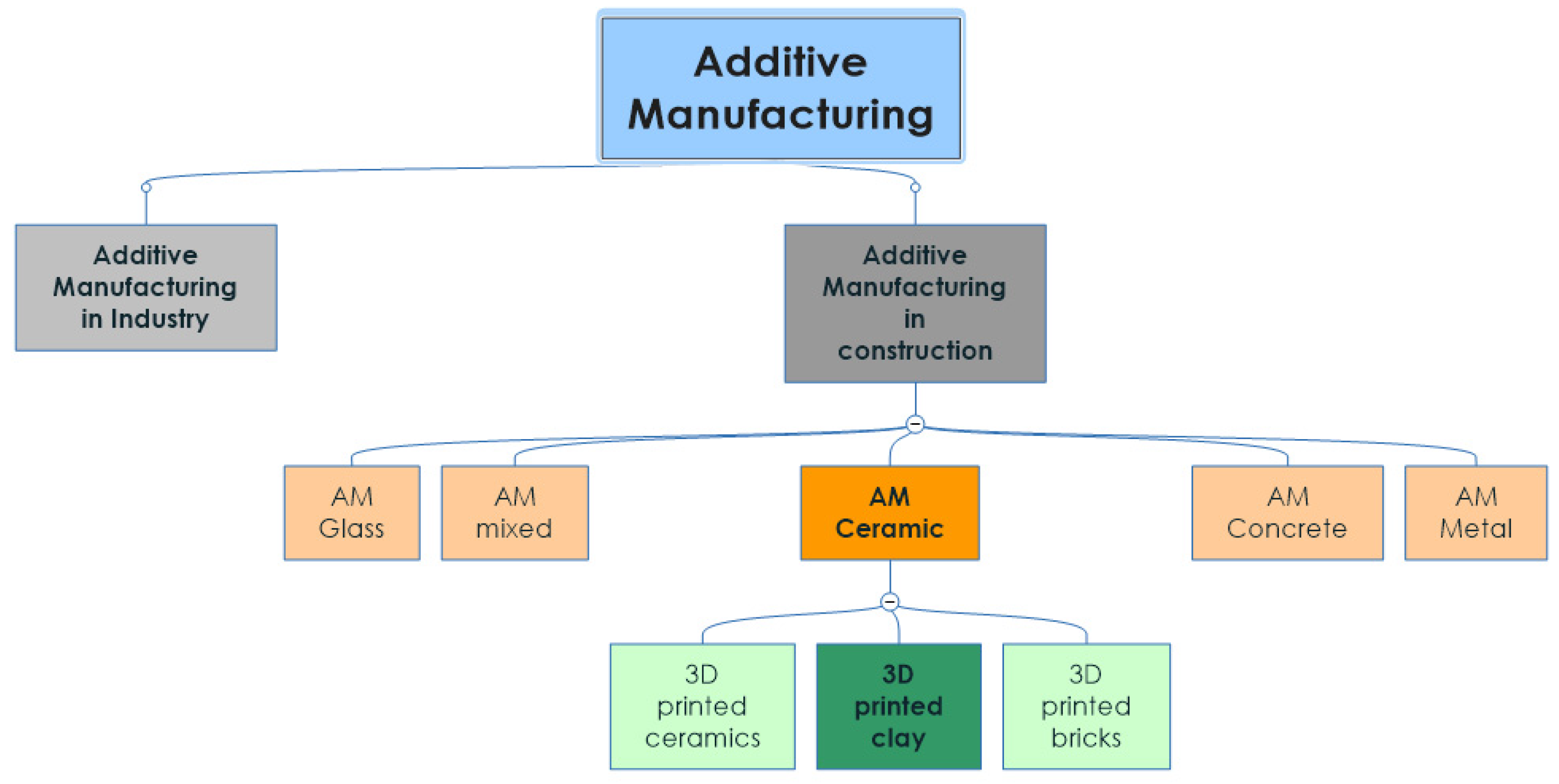
:1. Introduction
3D Printing with Clay
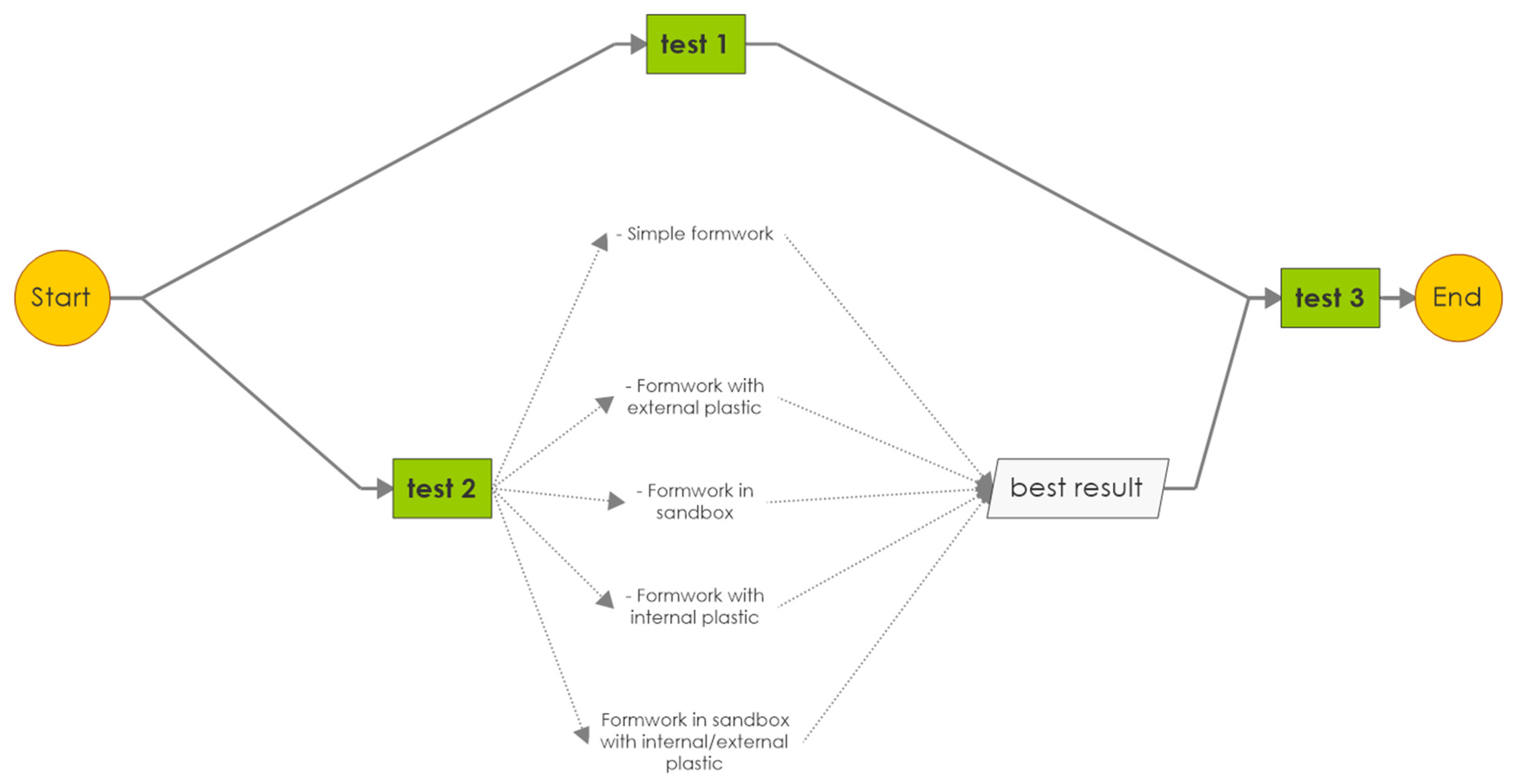
2. Method and Workflow
2.1. Conditions, Machines and Software
2.2. Material
3. Results and Test Details
3.1. Test 1: Reusability of Clay
3.2. Test 2: Clay Formwork
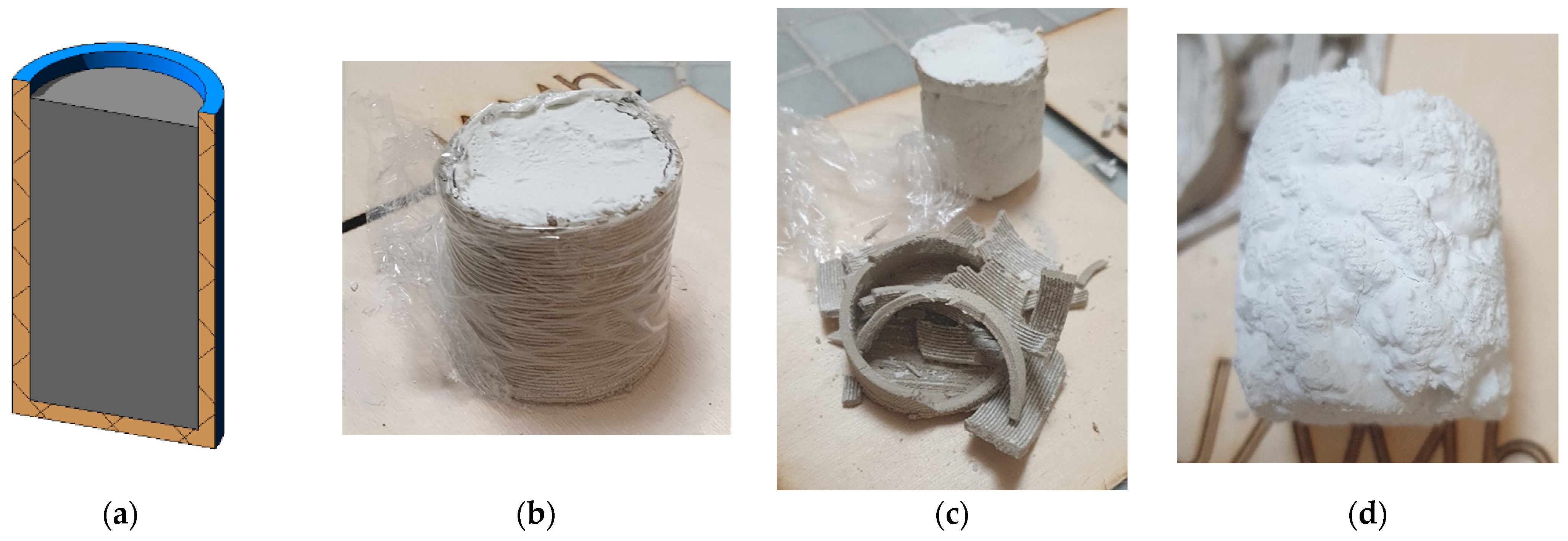
3.2.1. Iteration 1 of Test 2
3.2.2. Iteration 2 of Test 2
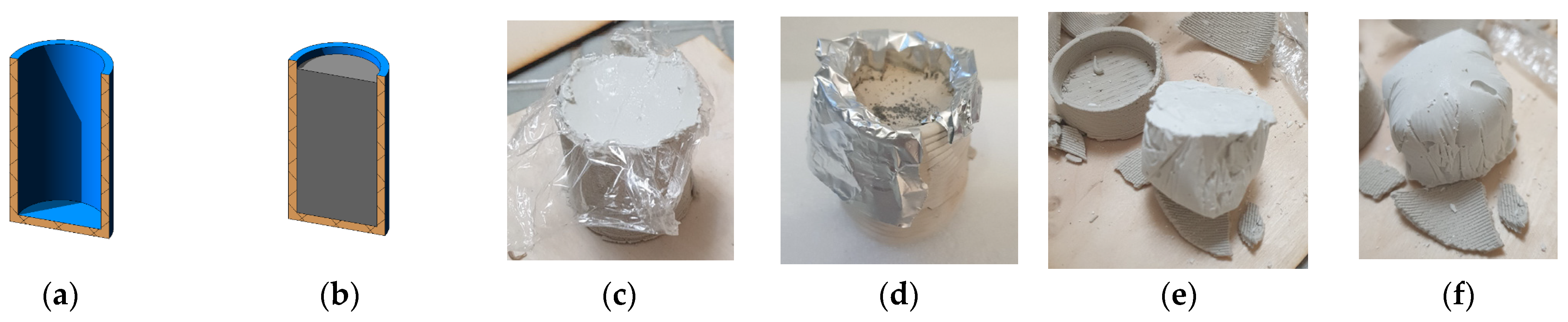
3.2.3. Iteration 3 of Test 2
3.2.4. Iteration 4 of Test 2
3.2.5. Iteration 5 of Test 2
3.3. Test 3. Clay Formwork Reuse
4. Discussion
- -
- No direct contact with other wet materials (concrete, cement, etc.)
- -
- No firing/vitrification
4.1. Challenges
4.2. Opportunities
- -
- Walls/facades, main rails.
- -
- Interior decoration: wall, ceiling, floor, corners, door frames, etc.
- -
- Formwork for columns, stairs, pipe/duct junctions, foundations, etc.
- -
- Installations: pipes, ducts, cable protection, connection parts, etc.
4.3. Usability
- -
- Temporary products
- -
- Permanent products
- -
- Post-processed products
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
SOURCE CODE: Cura Config Text
References
- Oldfather, W.A. A Note on the Etymology of the Word “Ceramic”. J. Am. Ceram. Soc. 1920, 3, 537–542. [Google Scholar] [CrossRef]
- Khan, M.S.; Sanchez, F.; Zhou, H. 3-D printing of concrete: Beyond horizons. Cem. Concr. Res. 2020, 133, 106070. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.; Mejía de Gutiérrez, R.; Villaquirán-Caicedo, M.A.; Delvasto Arjona, S. 3D printing with cementitious materials: Challenges and opportunities for the construction sector. Autom. Constr. 2023, 146, 104693. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies, sustainable cementitious materials and characterization methods in the context of extrusion-based 3D concrete printing. J. Build. Eng. 2022, 45, 103599. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Tinoco, M.P.; de Mendonça, É.M.; Fernandez, L.I.C.; Caldas, L.R.; Reales, O.A.M.; Toledo Filho, R.D. Life cycle assessment (LCA) and environmental sustainability of cementitious materials for 3D concrete printing: A systematic literature review. J. Build. Eng. 2022, 52, 104456. [Google Scholar] [CrossRef]
- Jiang, J.; Xu, X.; Stringer, J. Support Structures for Additive Manufacturing: A Review. J. Manuf. Mater. Process. 2018, 2, 64. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Newman, S.T.; Zhong, R.Y. A review of multiple degrees of freedom for additive manufacturing machines. Int. J. Comput. Integr. Manuf. 2021, 34, 195–211. [Google Scholar] [CrossRef]
- Sotorrío Ortega, G.; Alonso Madrid, J.; Olsson, N.O.E.; Tenorio Ríos, J.A. The Application of 3D-Printing Techniques in the Manufacturing of Cement-Based Construction Products and Experiences Based on the Assessment of Such Products. Buildings 2020, 10, 144. [Google Scholar] [CrossRef]
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D printing in the construction industry—A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Delgado Camacho, D.; Clayton, P.; O’Brien, W.J.; Seepersad, C.; Juenger, M.; Ferron, R.; Salamone, S. Applications of additive manufacturing in the construction industry—A forward-looking review. Autom. Constr. 2018, 89, 110–119. [Google Scholar] [CrossRef]
- Shibing, D.; Hongsong, L. Conservation and maintenance of the rammed earth of the Historic City Wall of Pingyao, China. Loggia Arquit. Restaur. 2019, 32, 46–59. [Google Scholar] [CrossRef]
- Marcus, H.L.; Beaman, J.J.; Barlow, J.W.; Bourell, D.L. Solid freeform fabrication-powder processing. Am. Ceram. Soc. Bull. 1990, 69, 1030–1031. [Google Scholar]
- Sachs, E.; Cima, M.; Cornie, J. Three-dimensional printing: Rapid tooling and prototypes directly from a CAD model. CIRP Ann. Manuf. Technol. 1990, 39, 201–204. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Wolf, A.; Rosendahl, P.L.; Knaack, U. Additive manufacturing of clay and ceramic building components. Autom. Constr. 2022, 133, 103956. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Cruz, P.J.S.; Knaack, U.; Figueiredo, B.; Witte, D.D. Ceramic 3D printing—The future of brick architecture. Proc. IASS Annu. Symp. 2017, 2017, 1–10. [Google Scholar]
- Chen, Y.; Romero Rodriguez, C.; Li, Z.; Chen, B.; Çopuroğlu, O.; Schlangen, E. Effect of different grade levels of calcined clays on fresh and hardened properties of ternary-blended cementitious materials for 3D printing. Cem. Concr. Compos. 2020, 114, 103708. [Google Scholar] [CrossRef]
- Sangiorgio, V.; Parisi, F.; Fieni, F.; Parisi, N. The New Boundaries of 3D-Printed Clay Bricks Design: Printability of Complex Internal Geometries. Sustainability 2022, 14, 598. [Google Scholar] [CrossRef]
- Jipa, A.; Dillenburger, B. 3D Printed Formwork for Concrete: State-of-the-Art, Opportunities, Challenges, and Applications. 3D Print. Addit. Manuf. 2022, 9, 84–107. [Google Scholar] [CrossRef]
- Chan, S.S.L.; Pennings, R.M.; Edwards, L.; Franks, G.V. 3D printing of clay for decorative architectural applications: Effect of solids volume fraction on rheology and printability. Addit. Manuf. 2020, 35, 101335. [Google Scholar] [CrossRef]
- Manikandan, K.; Jiang, X.; Singh, A.A.; Li, B.; Qin, H. Effects of Nozzle Geometries on 3D Printing of Clay Constructs: Quantifying Contour Deviation and Mechanical Properties. Procedia Manuf. 2020, 48, 678–683. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, Z.; Gong, S.; Chen, Y. Reusable support for additive manufacturing. Addit. Manuf. 2021, 39, 101840. [Google Scholar] [CrossRef]
- Leschok, M.; Dillenburger, B. Sustainable Thin-Shell 3D Printed Formwork for Concrete. In Impact: Design with All Senses; Gengnagel, C., Baverel, O., Burry, J., Ramsgaard Thomsen, M., Weinzierl, S., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; pp. 487–501. [Google Scholar] [CrossRef]
- Wen, O.X. Feasibility Studies of Printable Singapore Marine Clay-Limestone Composites in Cost Effective Form-Work for Casting Reinforced Concrete Structures. Bachelor’s Dissertation, National University of Singapore, Singapore, April 2021. Available online: https://scholarbank.nus.edu.sg/handle/10635/221955 (accessed on 14 December 2022).
- Battaglia, C.A.; Miller, M.F.; Verian, K.P. Print-Cast Concrete: Additive Manufacturing for 3D Printing Mortar in Robotically Fabricated Green Sand Molds. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J.M., Salet, T.A.M., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 757–767. [Google Scholar] [CrossRef]
- Bruce, M.; Clune, G.; Xie, R.; Mozaffari, S.; Adel, A. Cocoon: 3D printed clay formwork for concrete casting. In ACADIA 2021: Realignments: Toward Critical Computation, Proceedings of the 41st Annual Conference of the Association for Computer Aided Design in Architecture, Online 3–6 November 2021; Association for Computer Aided Design in Architecture: Fargo, ND, USA, 2021; pp. 400–409. Available online: https://www.research-collection.ethz.ch/handle/20.500.11850/511290 (accessed on 14 December 2022).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Store-Bought Clay | Original Mixture | Too Fluid Mixture | Final Mixture | |
|---|---|---|---|---|
| Additional Water | 0 mL | +500 mL | +25 mL | +25 mL |
| Base batch weight | 12.5 kg | 500 g | 750 g | |
| Total weight | 12.5 kg | 13 kg | 525 g | 775 g |
| Percentage | 100% | |||
| Dry clay weight | 9.75 kg | 9.75 kg | 375 g | 562.5 g |
| Dry clay % | 78% | 75% | 71.43% | 72.58% |
| Water weight | 2.75 kg | 3.25 kg | 150 g | 212.5 g |
| Water % | 22% | 25% | 28.57% | 27.42% |
| Water-to-clay ratio | 0.2821 | 0.3334 | 0.4 | 0.3778 |
| Water content | ||||
| (per 1 kg) | 220 g | 250 g | 285.71 g | 274.19 g |
| (per 750 g) | 165 g | 187.5 g | 214.29 g | 205.65 g |
| (per 500 g) | 110 g | 125 g | 142.86 g | 137.10 g |
| Dry clay content | ||||
| (per 1 kg) | 780 g | 750 g | 714.29 g | 725.81 g |
| (per 750 g) | 585 g | 562.5 g | 535.71 g | 544.35 g |
| (per 500 g) | 390 g | 375 g | 357.14 g | 362.90 g |
| Chemical Analysis % | Plasticity (Atterberg) | CaCO3% | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | TiO2 | CaO | MgO | Na2O | K2O | MnO | L.O.I | L.L. | I.P. | |||||||
| 53.90 | 17.60 | 6.33 | 0.86 | 5.41 | 2.67 | 0.30 | 3.63 | 0.11 | 8.90 | 41 | 18 | 10 | ||||||
| Green and drying data | Firing data | Coefficient of thermal expansion ×10−7 °C−1 | ||||||||||||||||
| Water content % | Drying shrinkage % | Dry strength N/mm2 | Temperature °C | Loss on ignition % | Water absorption % | Firing shrinkage % | Fired strength N/mm2 | 25–300 | 300–500 | 500–650 | 25–650 | |||||||
| 17 19 22 | 2.8 3.3 5.5 | 6.6 | 900 1000 1100 | 8.8 8.9 8.9 | 15.9 15.7 12.9 | 0.1 0.6 1.5 | 26.5 27.9 29.4 | 69.7 | 84.5 | 112.7 | 84.8 | |||||||
| Technical Sheet | |
|---|---|
| PA 1050/1080 °C | White earthenware body |
| Water content 20% | Drying shrinkage 6.8% |
| Firing shrinkage at 1050 °C −0.4% | Water absorption at 1050 °C 12.3% |
| Firing temperature (cake) | 1050–1080 °C (not used in our work) |
| Humidity (lathe) | 20% |
| Plasticity (IP Atterberg) | 16 |
| Calcimetry (CaCO3) | 17% |
| Drying contraction | 6.8% |
| Firing contraction (1050 °C) | −0.4% |
| Porosity (water absorption 1050 °C) | 12.3% |
| Dry mechanical strength | 5.1 N/mm2 |
| Fired mechanical strength (1050 °C) | 27.8 N/mm2 |
| Coefficient expansion (25–500 °C) | 79.1 × 10−7 °C−1 |
| Definition: | Analyse the capacity of clay to be reused after the 3D printing process |
| Description: | 3D printing a simple geometry, natural 24 h drying process, remixing clay (adding water or not) and repeat process. |
| Iterations: | 5 times (1/day) |
| Duration: | 5 days |
| Measurements | Geometry variations after 24 h Water lost in 24 h Others to be defined |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Take measures | 5 min | Measure gauges | Environment: Temperature Humidity Figure Height Width on: base mid top Height Layer Width layer |
| 4 | Clay remix | 15 min | water | Adding water (measure) |
| 5 | Repeat 1 to 4 | 4 days | Step 4 only 3 times |
| Concept | Value |
| Definition | Analyse the capacity of clay to be used as formwork for concrete structures |
| Description | Simple formwork Formwork with external membrane (plastic or aluminum paper) Formwork in sandbox Formwork with internal membrane (plastic or aluminum paper) Formwork in sandbox with internal/external membrane |
| Iterations | 1 each test |
| Duration | 5 days |
| Measurements | Geometry variations after 24 h Resistance to concrete/cement pouring Others to be defined |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Fill with concrete | 5 min | Concrete | High-speed concrete |
| 4 | Concrete curing | 24 h | ||
| 5 | Take measurements | 5 min | Measure gauges | Length and weight |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Cover external surface with plastic | 5 min | Plastic | Duct tape or aluminum foil |
| 4 | Fill with concrete | 5 min | Concrete | High-speed concrete |
| 5 | Concrete curing | 24 h | ||
| 6 | Take measurements | 5 min | Measure gauges | Length and weight |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Fill wood box with sand | 5 min | Sand | Sand under clay cylinder |
| 4 | Fill with concrete | 5 min | Concrete | High-speed concrete |
| 5 | Concrete curing | 24 h | ||
| 6 | Take measurements | 5 min | Measure gauges | Length and weight |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Cover inside face with plastic | 5 min | Plastic | Plastic wrap or aluminum foil |
| 4 | Fill with concrete | 5 min | Concrete | High-speed concrete |
| 5 | Concrete curing | 24 h | ||
| 6 | Take measurements | 5 min | Measure gauges | Length and weight |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Cover inside face with plastic | 5 min | Plastic | Alternative: Aluminum foil |
| 4 | Cover external face with plastic | 5 min | Plastic | Alternative: Aluminum foil |
| 5 | Fill wood box with sand | 5 min | Sand | Sand under clay cylinder |
| 6 | Fill with concrete | 5 min | Concrete | High-speed concrete |
| 7 | Concrete curing | 24 h | ||
| 8 | Take measurements | 5 min | Measure gauges | Length and weight |
| Definition: | Analyse the capacity of clay to be reused after 3D printing formwork for concrete structures process |
| Description: | Simple formwork Formwork with external plastic Formwork in sandbox Formwork with internal plastic Formwork in sandbox with internal/external plastic Note: select only 1 after the results from test 2 (see optional) |
| Iterations: | 5 times (1/day) |
| Duration: | 5 days |
| Measurements | Geometry variations after 24 h Resistance to concrete/cement pouring Others to be defined |
| Steps | Description | Duration | Items | Comments |
|---|---|---|---|---|
| 1 | 3D printing with clay | 5 min | 3D printer | |
| 2 | Clay drying | 24 h | Protected space | |
| 3 | Cover inside face with plastic | 5 min | Plastic | Plastic film or similar (optional) |
| 4 | Cover external face with plastic | 5 min | Plastic | Duct tape or similar (optional) |
| 5 | Fill wood box with sand | 5 min | Sand | Sand under clay cylinder (optional) |
| 6 | Fill with concrete | 5 min | Concrete | High-speed concrete |
| 7 | Concrete curing | 24 h | ||
| 8 | Take measurements | 5 min | Measure gauges | To be defined by CSIC |
| Type | Denomination | Temporary | Permanent | Post Produced | Examples |
|---|---|---|---|---|---|
| Architectural | Interior | X | X | X | Interior design |
| Exterior | X | X | X | Historic building reproduction | |
| Structural | Column | X | Mold | ||
| Stair | X | Supports | |||
| Ceiling | X | X | X | Duct support. Saloon deco. | |
| Roof | X | X | Complex union frame. | ||
| Floor | X | X | X | Installation cell. Deco floor draw. | |
| Foundation | X | Superior mold for saving material | |||
| MEP | Pipe | X | Complex connection part. | ||
| Duct | X | Complex connection part. | |||
| Yard | X | X | X | Internal Installations Yard |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alonso Madrid, J.; Sotorrío Ortega, G.; Gorostiza Carabaño, J.; Olsson, N.O.E.; Tenorio Ríos, J.A. 3D Claying: 3D Printing and Recycling Clay. Crystals 2023, 13, 375. https://doi.org/10.3390/cryst13030375
Alonso Madrid J, Sotorrío Ortega G, Gorostiza Carabaño J, Olsson NOE, Tenorio Ríos JA. 3D Claying: 3D Printing and Recycling Clay. Crystals. 2023; 13(3):375. https://doi.org/10.3390/cryst13030375
Chicago/Turabian StyleAlonso Madrid, Javier, Guillermo Sotorrío Ortega, Javier Gorostiza Carabaño, Nils O. E. Olsson, and José Antonio Tenorio Ríos. 2023. "3D Claying: 3D Printing and Recycling Clay" Crystals 13, no. 3: 375. https://doi.org/10.3390/cryst13030375