
Research Progress in Capping Diamond Growth on GaN HEMT: A Review
 ,
,
Abstract
:1. Introduction
2. Heat Dissipation Technology of GaN HEMTs with Diamond
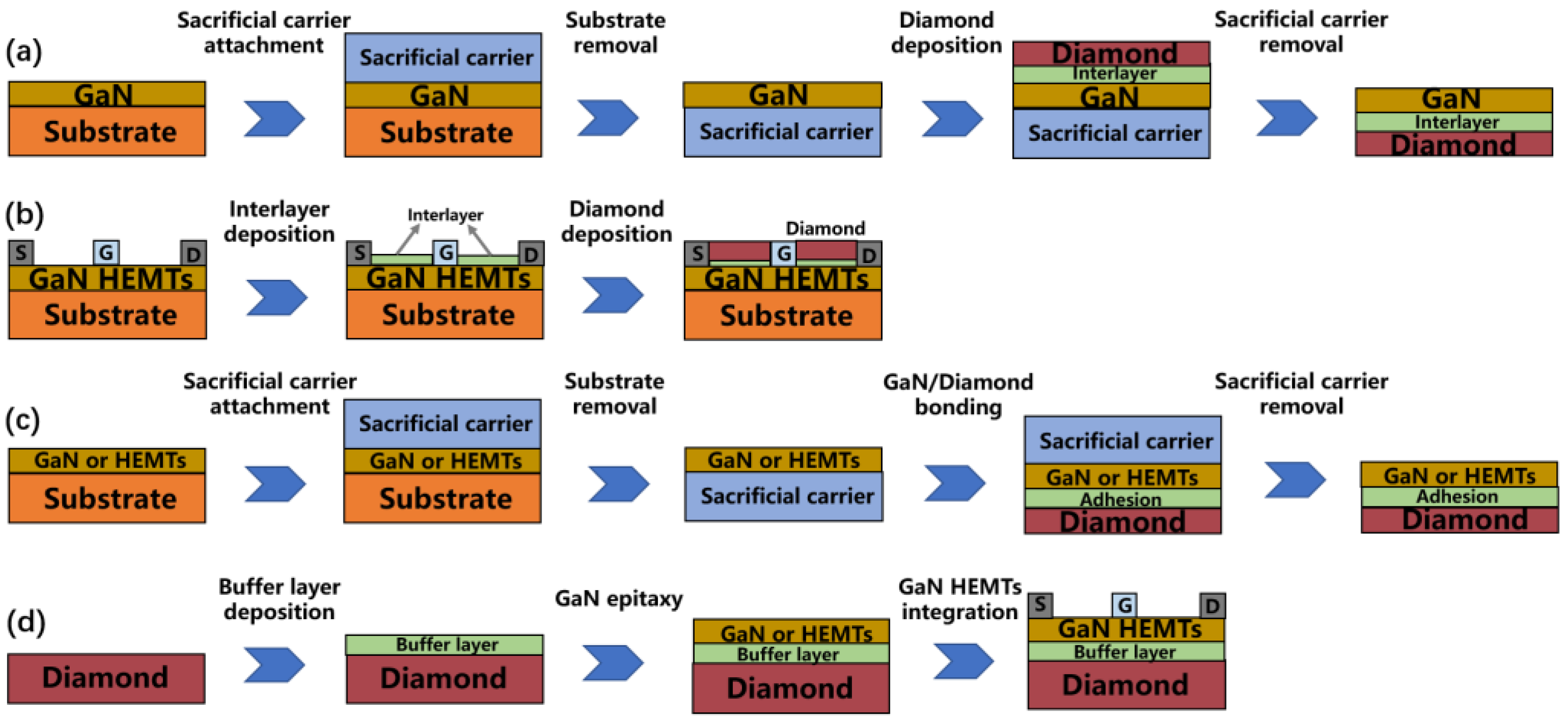
2.1. Bonding Diamond to GaN Wafers or HEMT Devices
2.2. Epitaxial Growth of GaN on the Diamond Substrate
2.3. Diamond Epitaxially Grown on GaN Substrate or HEMTs
3. Nucleation of Diamond
3.1. Nucleation through Ultrasonic Particle Treatment
3.2. Bias Enhanced Nucleation
3.3. Electrostatic Seeding
4. Growth of Polycrystalline or Nanocrystalline Diamond
5. Structure and Interface of Diamond on GaN HEMT
6. Improvement of Device Performance
7. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Asif Khan, M.; Bhattarai, A.; Kuznia, J.N.; Olson, D.T. High electron mobility transistor based on a GaN-AlxGa1−xN heterojunction. Appl. Phys. Lett. 1993, 63, 1214–1215. [Google Scholar] [CrossRef]
- Wang, X.; Hu, G.; Ma, Z.; Ran, J.; Wang, C.; Xiao, H.; Tang, J.; Li, J.; Wang, J.; Zeng, Y.; et al. AlGaN/AlN/GaN/SiC HEMT structure with high mobility GaN thin layer as channel grown by MOCVD. J. Cryst. Growth 2007, 298, 835–839. [Google Scholar] [CrossRef]
- Wang, X.L.; Chen, T.S.; Xiao, H.L.; Tang, J.; Ran, J.X.; Zhang, M.L.; Feng, C.; Hou, Q.F.; Wei, M.; Jiang, L.J.; et al. An internally-matched GaN HEMTs device with 45.2W at 8GHz for X-band application. Solid-State Electron. 2009, 53, 332–335. [Google Scholar] [CrossRef]
- Millan, J.; Godignon, P.; Perpina, X.; Perez-Tomas, A.; Rebollo, J. A Survey of Wide Bandgap Power Semiconductor Devices. IEEE Trans. Power Electron. 2014, 29, 2155–2163. [Google Scholar] [CrossRef]
- Amano, H.; Baines, Y.; Beam, E.; Borga, M.; Bouchet, T.; Chalker, P.R.; Charles, M.; Chen, K.J.; Chowdhury, N.; Chu, R.; et al. The 2018 GaN power electronics roadmap. J. Phys. D Appl. Phys. 2018, 51, 163001. [Google Scholar] [CrossRef]
- Sang, L. Diamond as the heat spreader for the thermal dissipation of GaN-based electronic devices. Funct. Diam. 2021, 1, 174–188. [Google Scholar] [CrossRef]
- Sussmann, R.S.; Brandon, J.R.; Scarsbrook, G.A.; Sweeney, C.G.; Valentine, T.J.; Whitehead, A.J.; Wort, C.J.H. Properties of bulk polycrystalline CVD diamond. Diam. Relat. Mater. 1994, 3, 303–312. [Google Scholar] [CrossRef]
- Govindaraju, N.; Singh, R.N. Processing of nanocrystalline diamond thin films for thermal management of wide-bandgap semiconductor power electronics. Mater. Sci. Eng. B. 2011, 176, 1058–1072. [Google Scholar] [CrossRef]
- Inyushkin, A.V.; Taldenkov, A.N.; Ralchenko, V.G.; Bolshakov, A.P.; Koliadin, A.V.; Katrusha, A.N. Thermal conductivity of high purity synthetic single crystal diamonds. Phys. Rev. B Condens. Matter. 2018, 97, 144305. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Lin, Y.L. Junction temperature of high-power LED packages with diamond film. In Proceedings of the 3rd International Nanoelectronics Conference (INEC), Hong Kong, China, 3–8 January 2010. [Google Scholar] [CrossRef]
- Chen, P.H.; Lin, C.L.; Liu, Y.K.; Chung, T.Y.; Liu, C.Y. Diamond Heat Spreader Layer for High-Power Thin-GaN Light-Emitting Diodes. IEEE Photonics Technol. Lett. 2008, 20, 845–847. [Google Scholar] [CrossRef]
- Francis, D.; Wasserbauer, J.; Faili, F.; Babic, D.; Ejeckam, F.; Hong, W.; Specht, P. GaN-HEMT epilayers on diamond substrates: Recent progress. In Proceedings of the CS MANTECH Conference, Austin, TX, USA, 14–17 May 2007; Available online: https://www.researchgate.net/publication/237386477 (accessed on 7 October 2021).
- Shibata, H.; Waseda, Y.; Ohta, H.; Kiyomi, K.; Shimoyama, K.; Fujito, K.; Nagaoka, H.; Kagamitani, Y.; Simura, R.; Fukuda, T. High Thermal Conductivity of Gallium Nitride (GaN) Crystals Grown by HVPE Process. Mater. Trans. 2007, 48, 2782–2786. [Google Scholar] [CrossRef] [Green Version]
- Wei, R.; Song, S.; Yang, K.; Cui, Y.; Peng, Y.; Chen, X.; Hu, X.; Xu, X. Thermal conductivity of 4H-SiC single crystals. J. Appl. Phys. 2013, 113, 2782–2786. [Google Scholar] [CrossRef]
- Guo, H.; Kong, Y.; Han, P.; Cheng, T. Progress of Chip-level Thermal Management for GaN Power Devices. Res. Prog. SSE 2018, 88, 316–323. [Google Scholar]
- Bhatnagar, M.; Baliga, B.J. Comparison of 6H-SiC, 3C-SiC, and Si for power devices. IEEE Trans. Electron Devices 1993, 40, 645–655. [Google Scholar] [CrossRef]
- Mishra, U.K.; Parikh, P.; Yi-Feng, W. AlGaN/GaN HEMTs-an overview of device operation and applications. Proc. IEEE 2002, 90, 1022–1031. [Google Scholar] [CrossRef] [Green Version]
- Leszczynski, M.; Teisseyre, H.; Suski, T.; Grzegory, I.; Bockowski, M.; Jun, J.; Porowski, S.; Pakula, K.; Baranowski, J.M.; Foxon, C.T.; et al. Lattice parameters of gallium nitride. Appl. Phys. Lett. 1996, 69, 73–75. [Google Scholar] [CrossRef]
- Zhu, R.H.; Miao, J.Y.; Liu, J.L.; Chen, L.X.; Guo, J.C.; Hua, C.Y.; Ding, T.; Lian, H.K.; Li, C.M. High temperature thermal conductivity of free-standing diamond films prepared by DC arc plasma jet CVD. Diamond Relat. Mater. 2014, 50, 55–59. [Google Scholar] [CrossRef]
- Chao, P.-C.; Chu, K.; Creamer, C.; Diaz, J.; Yurovchak, T.; Shur, M.; Kallaher, R.; McGray, C.; Via, G.D.; Blevins, J.D. Low-Temperature Bonded GaN-on-Diamond HEMTs with 11 W/mm Output Power at 10 GHz. IEEE Trans. Electron Devices 2015, 62, 3658–3664. [Google Scholar] [CrossRef]
- Liu, T.; Kong, Y.; Wu, L.; Guo, H.; Zhou, J.; Kong, C.; Chen, T. 3-inch GaN-on-Diamond HEMTs with Device-First Transfer Technology. IEEE Electron Device Lett. 2017, 38, 1417–1420. [Google Scholar] [CrossRef]
- Chu, K.K.; Chao, P.C.; Diaz, J.A.; Yurovchak, T.; Creamer, C.T. Low-Temperature Substrate Bonding Technology for High Power GaN-on-Diamond HEMTs. In Proceedings of the Lester Eastman Conference, Ithaca, NY, USA, 5–7 August 2014. [Google Scholar]
- Tadjer, M.J.; Anderson, T.J.; Ancona, M.G.; Raad, P.E.; Komarov, P.; Bai, T.; Gallagher, J.C.; Koehler, A.D.; Goorsky, M.S.; Francis, D.A.; et al. GaN-On-Diamond HEMT Technology with TAVG = 176 °C at PDC, max = 56 W/mm Measured by Transient Thermoreflectance Imaging. IEEE Electron Device Lett. 2019, 40, 881–884. [Google Scholar] [CrossRef]
- Ejeckam, F.; Francis, D.; Faili, F.; Twitchen, D.; Bolliger, B.; Babic, D.; Felbinger, J. GaN-on-diamond: A brief history. In Proceedings of the 2014 Lester Eastman Conference on High Performance Devices (LEC), Ithaca, NY, USA, 5–7 August 2014. [Google Scholar]
- Dussaigne, A.; Gonschorek, M.; Malinverni, M.; Py, M.A.; Martin, D.; Mouti, A.; Stadelmann, P.; Grandjean, N. High-Mobility AlGaN/GaN Two-Dimensional Electron Gas Heterostructure Grown on (111) Single Crystal Diamond Substrate. Jpn. J. Appl. Phys. 2010, 49, 061001. [Google Scholar] [CrossRef]
- Alomari, M.; Dussaigne, A.; Martin, D.; Grandjean, N.; Gaquière, C.; Kohn, E. AlGaN/GaN HEMT on (111) single crystalline diamond. Electron. Lett. 2010, 46, 4. [Google Scholar] [CrossRef]
- Hirama, K.; Taniyasu, Y.; Kasu, M. AlGaN/GaN high-electron mobility transistors with low thermal resistance grown on single-crystal diamond (111) substrates by metalorganic vapor-phase epitaxy. Appl. Phys. Lett. 2011, 98, 162112. [Google Scholar] [CrossRef]
- Hirama, K.; Kasu, M.; Taniyasu, Y. RF High-Power Operation of AlGaN/GaN HEMTs Epitaxially Grown on Diamond. IEEE Electron Device Lett. 2012, 33, 513–515. [Google Scholar] [CrossRef]
- Webster, R.F.; Cherns, D.; Kuball, M.; Jiang, Q.; Allsopp, D. Electron microscopy of gallium nitride growth on polycrystalline diamond. Semicond. Sci. Technol. 2015, 30, 114007. [Google Scholar] [CrossRef]
- Ahmed, R.; Siddique, A.; Anderson, J.; Gautam, C.; Holtz, M.; Piner, E. Integration of GaN and Diamond Using Epitaxial Lateral Overgrowth. ACS Appl. Mater. Interfaces 2020, 12, 39397–39404. [Google Scholar] [CrossRef]
- Tijent, F.Z.; Faqir, M.; Chouiyakh, H.; Essadiqi, E.H. Review—Integration Methods of GaN and Diamond for Thermal Management Optimization. ECS J. Solid State Sci. Technol. 2021, 10, 074003. [Google Scholar] [CrossRef]
- William, G.E. Synthesis of Diamond. US Patent 3030188, 17 April 1962. [Google Scholar]
- John, C.A.; Herbert, A.W.; Wayne, S.S. Growth of Diamond Seed Crystals by Vapor Deposition. J. Appl. Phys. 1968, 39, 2915. [Google Scholar]
- Michael, S.; Knut, P. A review of diamond synthesis by CVD processes. Diam. Relat. Mater. 2011, 20, 1287–1301. [Google Scholar]
- Siegal, M.P.; Friedmann, T.A.; Sullivan, J.P.; Mikkalson, J.; Dominguez, F. Diamond and Diamond-Like Carbon Films for Advanced Electronic Applications; Sandia National Lab: Albuquerque, NM, USA.
- Arivazhagan, L.; Jarndal, A.; Nirmal, D. GaN HEMT on Si substrate with diamond heat spreader for high power applications. J. Comput. Electron. 2021, 20, 873–882. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, Z.; Lu, Y. Enhancement of Hot Spot Cooling by Capped Diamond Layer Deposition for Multifinger AlGaN/GaN HEMTs. IEEE Trans. Electron Devices 2020, 67, 47–52. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, Z. Thickness Dependence and Anisotropy of Capped Diamond Thermal Conductivity on Cooling of Pulse-Operated GaN HEMTs. IEEE Trans. Compon. Packag. Manuf. Technol. 2021, 11, 233–240. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, Z. Near-junction microfluidic cooling for GaN HEMT with capped diamond heat spreader. Int. J. Heat Mass Transf. 2022, 186, 122476. [Google Scholar] [CrossRef]
- Zhou, Y.; Ramaneti, R.; Anaya, J.; Korneychuk, S.; Derluyn, J.; Sun, H.; Pomeroy, J.; Verbeeck, J.; Haenen, K.; Kuball, M. Thermal characterization of polycrystalline diamond thin film heat spreaders grown on GaN HEMTs. Appl. Phys. Lett. 2017, 111, 041901. [Google Scholar] [CrossRef] [Green Version]
- Dumka, D.C.; Chou, T.M.; Jimenez, J.L.; Fanning, D.M.; Francis, D.; Faili, F.; Ejeckam, F.; Bernardoni, M.; Pomeroy, J.W.; Kuball, M. Electrical and Thermal Performance of AlGaN/GaN HEMTs on Diamond Substrate for RF Applications. In Proceedings of the 2013 IEEE Compound Semiconductor Integrated Circuit Symposium (CSICS), Monterey, CA, USA, 13–16 October 2013. [Google Scholar]
- Blevins, J.D.; Via, G.D.; Sutherlin, K.; Tetlak, S.; Poling, B.; Gilbert, R.; Moore, B.; Hoelscher, J.; Stumpff, B.; Bar-Cohen, A.; et al. Recent Progress in GaN-on-Diamond Device Technology. In Proceedings of the CS MANTECH Conference, Denver, CO, USA, 19–22 May 2014. [Google Scholar]
- Via, G.D.; Felbinger, J.G.; Blevins, J.; Chabak, K.; Jessen, G.; Gillespie, J.; Fitch, R.; Crespo, A.; Sutherlin, K.; Poling, B.; et al. Wafer-scale GaN HEMT performance enhancement by diamond substrate integration. Phys. Status Solidi C 2014, 11, 871–874. [Google Scholar] [CrossRef]
- Pomeroy, J.; Bernardoni, M.; Sarua, A.; Manoi, A.; Dumka, D.C.; Fanning, D.M.; Kuball, M. Achieving the Best Thermal Performance for GaN-on-Diamond. In Proceedings of the 2013 IEEE Compound Semiconductor Integrated Circuit Symposium (CSICS), Monterey, CA, USA, 13–16 October 2013. [Google Scholar]
- Oba, M.; Sugino, T. Growth of (111)-Oriented Diamond Grains on Hexagonal GaN. Jpn. J. Appl. Phys. 2000, 39, L1213. [Google Scholar]
- Francis, D.; Faili, F.; Babić, D.; Ejeckam, F.; Nurmikko, A.; Maris, H. Formation and characterization of 4-inch GaN-on-diamond substrates. Diam. Relat. Mater. 2010, 19, 229–233. [Google Scholar] [CrossRef]
- Dumka, D.C.; Chou, T.M.; Faili, F.; Francis, D.; Ejeckam, F. AlGaN/GaN HEMTs on diamond substrate with over 7 W/mm output power density at 10 GHz. Electron. Lett. 2013, 49, 1298–1299. [Google Scholar] [CrossRef]
- Sun, H.; Pomeroy, J.W.; Simon, R.B.; Francis, D.; Faili, F.; Twitchen, D.J.; Kuball, M. Temperature-Dependent Thermal Resistance of GaN-on-Diamond HEMT Wafers. IEEE Electron Device Lett. 2016, 37, 621–624. [Google Scholar] [CrossRef]
- Babchenko, O.; Vanko, G.; Gerboc, M.; Ižák, T.; Vojs, M.; Lalinský, T.; Kromka, A. Study on electronic properties of diamond/SiNx-coated AlGaN/GaN high electron mobility transistors operating up to 500 °C. Diam. Relat. Mater. 2018, 89, 266–272. [Google Scholar] [CrossRef]
- Yates, L.; Anderson, J.; Gu, X.; Lee, C.; Bai, T.; Mecklenburg, M.; Aoki, T.; Goorsky, M.S.; Kuball, M.; Piner, E.L.; et al. Low Thermal Boundary Resistance Interfaces for GaN-on-Diamond Devices. ACS Appl. Mater. Interfaces 2018, 10, 24302–24309. [Google Scholar] [CrossRef]
- Toshihiro, O.; Atsushi, Y.; Yuichi, M.; Kozo, M.; Junji, K.; Shiro, O.; Masaru, S.; Naoya, O.; Kazukiyo, J.; Norikazu, N. An Over 20-W/mm S-Band InAlGaN/GaN HEMT with SiC/Diamond-Bonded Heat Spreader. IEEE Electron Device Lett. 2019, 40, 287–290. [Google Scholar]
- Babchenko, O.; Dzuba, J.; Lalinský, T.; Vojs, M.; Vincze, A.; Ižák, T.; Vanko, G. Stability of AlGaN/GaN heterostructures after hydrogen plasma treatment. Appl. Surf. Sci. 2017, 395, 92–97. [Google Scholar] [CrossRef]
- Mendes, J.C.; Liehr, M.; Li, C. Diamond/GaN HEMTs: Where from and Where to? Materials 2022, 15, 415. [Google Scholar] [CrossRef]
- Yeh, Y.-H.; Chen, K.-M.; Wu, Y.-H.; Hsu, Y.-C.; Yu, T.-Y.; Lee, W.-I. Hydrogen etching of GaN and its application to produce free-standing GaN thick films. J. Cryst. Growth 2011, 333, 16–19. [Google Scholar] [CrossRef]
- Koukitu, A.; Mayumi, M.; Kumagai, Y. Surface polarity dependence of decomposition and growth of GaN studied using in situ gravimetric monitoring. J. Cryst. Growth 2002, 246, 230–236. [Google Scholar] [CrossRef]
- Mandal, S. Nucleation of diamond films on heterogeneous substrates: A review. RSC Adv. 2021, 11, 10159–10182. [Google Scholar] [CrossRef] [PubMed]
- Cardoso, J.; Harsdorff, M. The Influence of Surface Defects on the Heterogeneous Nucleation and Growth of Thin Films. Z. Nat. A 2014, 33, 442–446. [Google Scholar] [CrossRef]
- Kromka, A.; Babchenko, O.; Potocky, S.; Rezek, B.; Sveshnikov, A.; Demo, P.; Izak, T.; Varga, M. Diamond nucleation and seeding techniques for tissue regeneration. Diam. -Based Mater. Biomed. Appl. 2013, 206–255. [Google Scholar]
- Spitsyn, B.V.; Bouilov, L.L.; Derjaguin, B.V. Vapor growth of diamond on diamond and other surfaces. J. Cryst. Growth 1981, 52, 219–226. [Google Scholar] [CrossRef]
- Schweitz, K.O.; Schou-Jensen, R.B.; Eskildsen, S.S. Ultrasonic pre-treatment for enhanced diamond nucleation. Diam. Relat. Mater. 1996, 5, 206–210. [Google Scholar] [CrossRef]
- Mohapatra, D.R.; Rai, P.; Misra, A.; Tyagi, P.K.; Yadav, B.S.; Misra, D.S. Parameter window of diamond growth on GaN films by microwave plasma chemical vapor deposition. Diam. Relat. Mater. 2008, 17, 1775–1779. [Google Scholar] [CrossRef]
- Yugo, S.; Kanai, T.; Kimura, T.; Muto, T. Generation of diamond nuclei by electric field in plasma chemical vapor deposition. Appl. Phys. Lett. 1991, 58, 1036–1038. [Google Scholar] [CrossRef]
- Lifshitz, Y.; Köhler, T.; Frauenheim, T.; Guzmann, I.; Hoffman, A.; Zhang, R.Q.; Zhou, X.T.; Lee, S.T. The Mechanism of Diamond Nucleation from Energetic Species. Science 2002, 297, 1531–1533. [Google Scholar] [CrossRef]
- Oba, M.; Sugino, T. Oriented growth of diamond on (0001) surface of hexagonal GaN. Diam. Relat. Mater. 2001, 10, 1343–1346. [Google Scholar] [CrossRef]
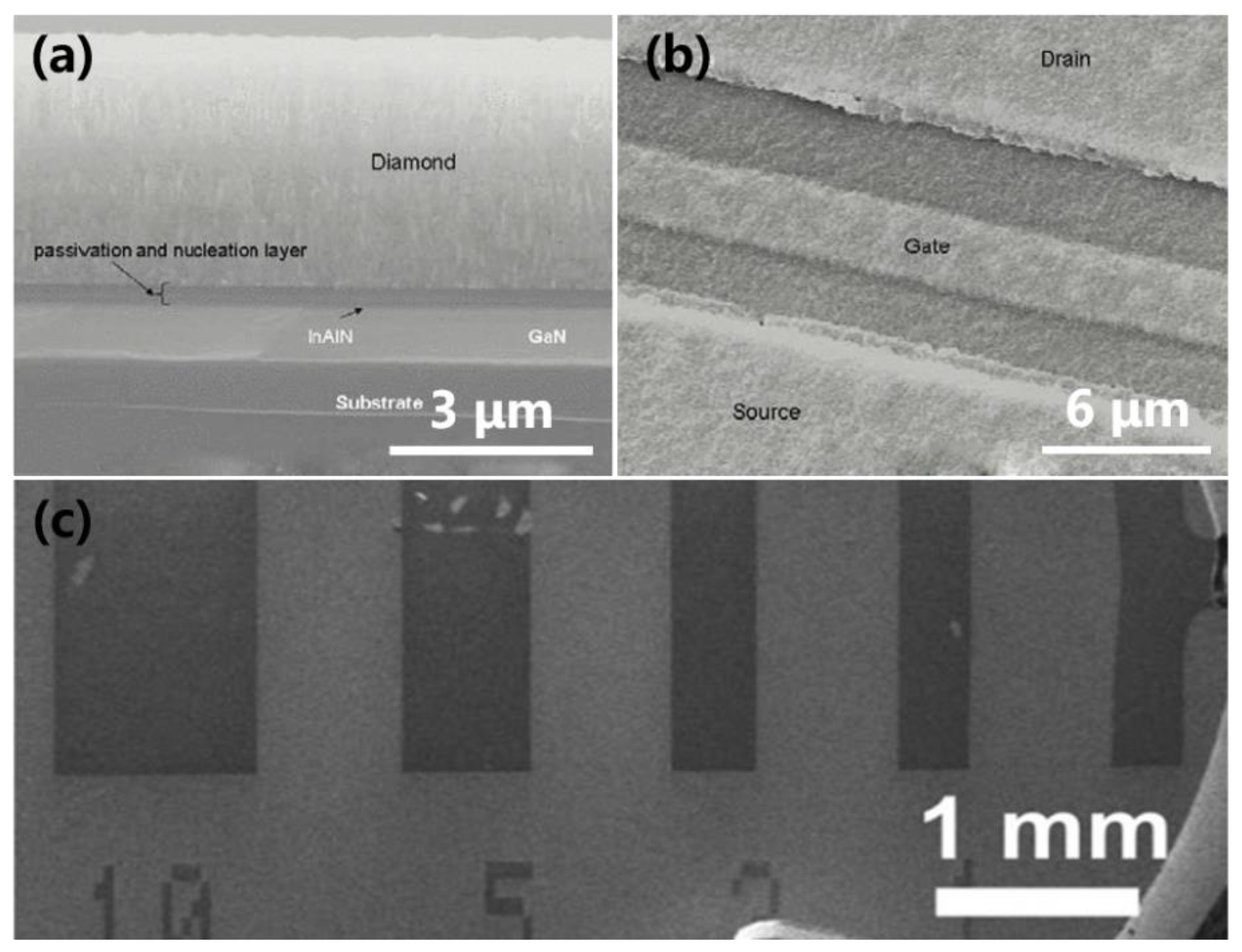
- Alomari, M.; Dipalo, M.; Rossi, S.; Diforte-Poisson, M.A.; Delage, S.; Carlin, J.F.; Grandjean, N.; Gaquiere, C.; Toth, L.; Pecz, B.; et al. Diamond overgrown InAlN/GaN HEMT. Diam. Relat. Mater. 2011, 20, 604–608. [Google Scholar] [CrossRef]
- Kohn, E.; Alomari, M.; Gao, Z.; Rossi, S.; Dussaigne, A.; Carlin, J.-F.; Grandjean, N.; Aretouli, K.E.; Adikimenakis, A.; Konstantinidis, G.; et al. Direct Interpretation of Diamond Heat Spreader with GaN-Based HEMT Device Structures. In Proceedings of the High Performance Devices. Lester Eastman Conference (LEC), Ithaca, NY, USA, 5–7 August 2014; pp. 1–4. [Google Scholar]
- Williams, O.A.; Douhéret, O.; Daenen, M.; Haenen, K.; Ōsawa, E.; Takahashi, M. Enhanced diamond nucleation on monodispersed nanocrystalline diamond. Chem. Phys. Lett. 2007, 445, 255–258. [Google Scholar] [CrossRef]
- Girard, H.A.; Perruchas, S.; Gesset, C.; Chaigneau, M.; Vieille, L.; Arnault, J.C.; Bergonzo, P.; Boilot, J.P.; Gacoin, T. Electrostatic grafting of diamond nanoparticles: A versatile route to nanocrystalline diamond thin films. ACS Appl. Mater. Interfaces 2009, 1, 2738–2746. [Google Scholar] [CrossRef] [PubMed]
- Hees, J.; Kriele, A.; Williams, O.A. Electrostatic self-assembly of diamond nanoparticles. Chem. Phys. Lett. 2011, 509, 12–15. [Google Scholar] [CrossRef]
- Wiese, G.R.; Healy, T.W. Effect of particle size on colloid stability. R. Soc. Chem. 1970, 66, 490–499. [Google Scholar] [CrossRef]
- Williams, O.A.; Hees, J.; Dieker, C.; Jäger, W.; Kirste, L.; Nebel, C.E. Size-Dependent Reactivity of Diamond Nanoparticles. ACS Nano 2010, 4, 4824–4830. [Google Scholar] [CrossRef]
- Gines, L.; Mandal, S.; Morgan, D.J.; Lewis, R.; Davies, P.R.; Borri, P.; Morley, G.W.; Williams, O.A. Production of Metal-Free Diamond Nanoparticles. ACS Omega 2018, 3, 16099–16104. [Google Scholar] [CrossRef]
- Ozawa, M.; Inaguma, M.; Takahashi, M.; Kataoka, F.; Krüger, A.; Ōsawa, E. Preparation and Behavior of Brownish, Clear Nanodiamond Colloids. Adv. Mater. 2007, 19, 1201–1206. [Google Scholar] [CrossRef]
- Stehlik, S.; Varga, M.; Stenclova, P.; Ondic, L.; Ledinsky, M.; Pangrac, J.; Vanek, O.; Lipov, J.; Kromka, A.; Rezek, B. Ultrathin Nanocrystalline Diamond Films with Silicon Vacancy Color Centers via Seeding by 2 nm Detonation Nanodiamonds. ACS Appl. Mater. Interfaces 2017, 9, 38842–38853. [Google Scholar] [CrossRef] [PubMed]
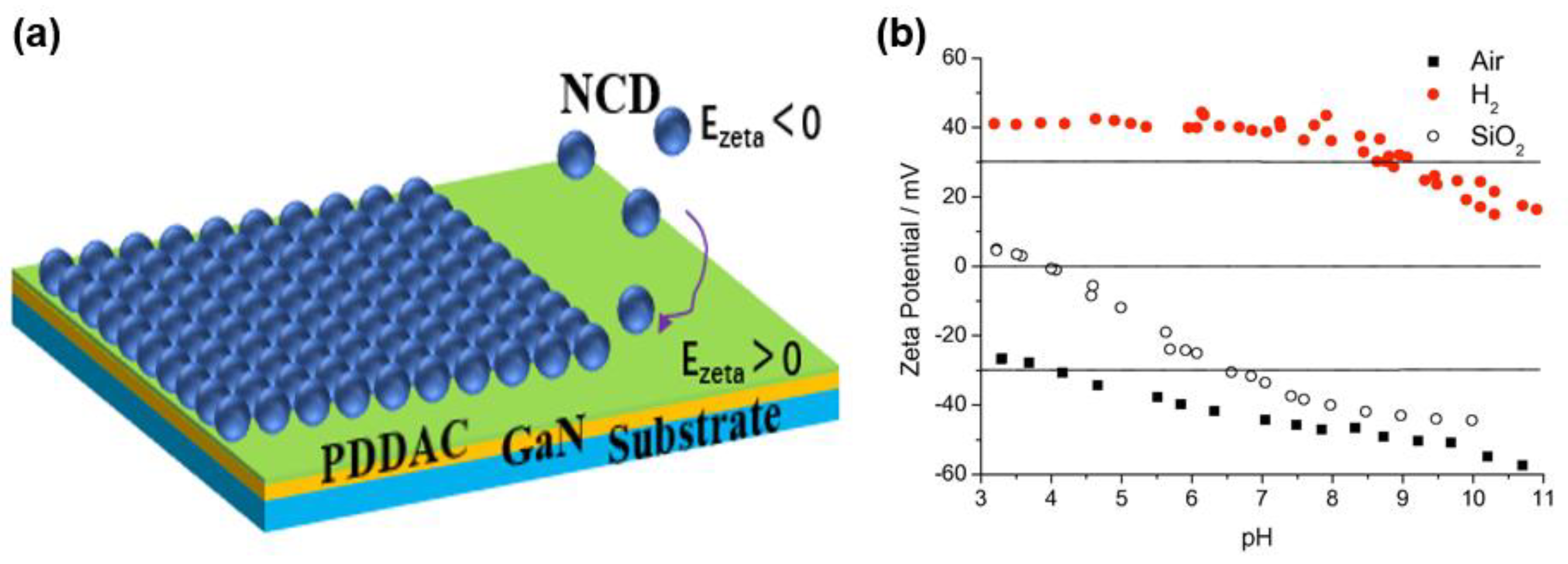
- Mandal, S.; Thomas, E.L.H.; Middleton, C.; Gines, L.; Griffiths, J.T.; Kappers, M.J.; Oliver, R.A.; Wallis, D.J.; Goff, L.E.; Lynch, S.A.; et al. Surface Zeta Potential and Diamond Seeding on Gallium Nitride Films. ACS Omega 2017, 2, 7275–7280. [Google Scholar] [CrossRef]
- Girard, H.A.; Scorsone, E.; Saada, S.; Gesset, C.; Arnault, J.C.; Perruchas, S.; Rousseau, L.; David, S.; Pichot, V.; Spitzer, D.; et al. Electrostatic grafting of diamond nanoparticles towards 3D diamond nanostructures. Diam. Relat. Mater. 2012, 23, 83–87. [Google Scholar] [CrossRef]
- Santos, M.; Campos, R.A.; Azevedo, A.F.; Baldan, M.R.; Ferreira, N.G. Nanocrystalline Diamond Films Prepared with Different Diamond Seeding Processes of 4 Nm and 0.25 Μm Diamond Powders. Mater. Sci. Forum 2014, 802, 146–151. [Google Scholar] [CrossRef]
- Domonkos, M.; Ižák, T.; Kromka, A.; Varga, M. Polymer-based nucleation for chemical vapour deposition of diamond. J. Appl. Polym. Sci. 2016, 133, 43688. [Google Scholar] [CrossRef]
- Scorsone, E.; Saada, S.; Arnault, J.C.; Bergonzo, P. Enhanced control of diamond nanoparticle seeding using a polymer matrix. J. Appl. Phys. 2009, 106, 014908. [Google Scholar] [CrossRef]
- Izak, T.; Babchenko, O.; Jirásek, V.; Vanko, G.; Vallo, M.; Vojs, M.; Kromka, A. Selective area deposition of diamond films on AlGaN/GaN heterostructures. Phys. Status Solidi B 2014, 251, 2574–2580. [Google Scholar] [CrossRef]
- Das, D.; Singh, R.N. A review of nucleation, growth and low temperature synthesis of diamond thin films. Int. Mater. Rev. 2007, 52, 29–64. [Google Scholar] [CrossRef]
- Zhang, W.; Xia, Y.; Shi, W.; Wang, L.; Fang, Z. Effect of substrate temperature on the selective deposition of diamond films. Diam. Relat. Mater. 2000, 9, 1687–1690. [Google Scholar] [CrossRef]
- Larijani, M.M.; Navinrooz, A.; Le Normand, F. The bias-assisted HF CVD nucleation of diamond: Investigations on the substrate temperature and the filaments location. Thin Solid Film 2006, 501, 206–210. [Google Scholar] [CrossRef]
- Silva, W.M.; Ferreira, N.G.; Travello, J.; Almeida, E.C.; Azevedo, A.F.; Baldan, M.R. Dependence of diamond nucleation and growth through graphite etching at different temperatures. Diam. Relat. Mater. 2007, 16, 1705–1710. [Google Scholar] [CrossRef]
- Frenklach, M. The role of hydrogen in vapor deposition of diamond. J. Appl. Phys. 1989, 65, 5142–5149. [Google Scholar] [CrossRef]
- Goodwin, D.G. Scaling laws for diamond chemical-vapor deposition. I. Diamond surface chemistry. J. Appl. Phys. 1993, 74, 6888–6894. [Google Scholar] [CrossRef] [Green Version]
- Butler, J.E.; Woodin, R.L. Thin film diamond growth mechanisms. Philos. Trans. R. Soc. A 1993, 342, 209–224. [Google Scholar]
- Harris, S.J.; Weiner, A.M. Reaction kinetics on diamond: Measurement of H atom destruction rates. J. Appl. Phys. 1993, 74, 1022–1026. [Google Scholar] [CrossRef]
- Dawnkaski, E.J.; Srivastava, D.; Garrison, B.J. Time dependent Monte Carlo simulations of H reactions on the diamond {001}(2×1) surface under chemical vapor deposition conditions. J. Chem. Phys. 1995, 102, 9401–9411. [Google Scholar] [CrossRef] [Green Version]
- Butler, J.E.; Mankelevich, Y.A.; Cheesman, A.; Ma, J.; Ashfold, M.N. Understanding the chemical vapor deposition of diamond: Recent progress. J Phys. Condens. Matter. 2009, 21, 364201. [Google Scholar] [CrossRef] [PubMed]
- Butler, J.E.; Sumant, A.V. The CVD of Nanodiamond Materials. Chem. Vap. Depos. 2008, 14, 145–160. [Google Scholar] [CrossRef]
- Williams, O.A.; Nesladek, M.; Daenen, M.; Michaelson, S.; Hoffman, A.; Osawa, E.; Haenen, K.; Jackman, R.B. Growth, electronic properties and applications of nanodiamond. Diam. Relat. Mater. 2008, 17, 1080–1088. [Google Scholar] [CrossRef]
- Malakoutian, M.; Ren, C.; Woo, K.; Li, H.; Chowdhury, S. Development of Polycrystalline Diamond Compatible with the Latest N-Polar GaN mm-Wave Technology. Cryst. Growth Des. 2021, 21, 2624–2632. [Google Scholar] [CrossRef]
- Seelmann-Eggebert, M.; Meisen, P.; Schaudel, F.; Koidl, P.; Vescan, A.; Leier, H. Heat-spreading diamond films for GaN-based high-power transistor devices. Diam. Relat. Mater. 2001, 10, 744–749. [Google Scholar] [CrossRef]
- Dipalo, M.; Alomari, M.; Carlin, J.F.; Grandjean, N.; Diforte-Poisson, M.A.; Delage, S.L.; Kohn, E. Thick nano-crystalline diamond overgrowth on InAlN/GaN devices for thermal management. In Proceedings of the 2009 Device Research Conference, University Park, PA, USA, 22–24 June 2009. [Google Scholar]
- Goyal, V.; Sumant, A.V.; Teweldebrhan, D.; Balandin, A.A. Direct Low-Temperature Integration of Nanocrystalline Diamond with GaN Substrates for Improved Thermal Management of High-Power Electronics. Adv. Funct. Mater. 2012, 22, 1525–1530. [Google Scholar] [CrossRef]
- Tadjer, M.J.; Anderson, T.J.; Hobart, K.D.; Feygelson, T.I.; Caldwell, J.D.; Eddy, C.R.; Kub, F.J.; Butler, J.E.; Pate, B.; Melngailis, J. Reduced Self-Heating in AlGaN/GaN HEMTs Using Nanocrystalline Diamond Heat-Spreading Films. IEEE Electron Device Lett. 2012, 33, 23–25. [Google Scholar] [CrossRef]
- Malakoutian, M.; Laurent, M.A.; Chowdhury, S. A Study on the Growth Window of Polycrystalline Diamond on Si3N4-coated N-Polar GaN. Crystals 2019, 9, 498. [Google Scholar] [CrossRef] [Green Version]
- Zou, Y.S.; Yang, Y.; Chong, Y.M.; Ye, Q.; He, B.; Yao, Z.Q.; Zhang, W.J.; Lee, S.T.; Cai, Y.; Chu, H.S. Chemical Vapor Deposition of Diamond Films on Patterned GaN Substrates via a Thin Silicon Nitride Protective Layer. Cryst. Growth Des. 2008, 8, 1770–1773. [Google Scholar] [CrossRef]
- Babchenko, O.; Izak, T.; Ukraintsev, E.; Hruska, K.; Rezek, B.; Kromka, A. Toward surface-friendly treatment of seeding layer and selected-area diamond growth. Phys. Status Solidi B 2010, 247, 3026–3029. [Google Scholar] [CrossRef]
- Han-mei, T.; Jin-long, L.; Liang-xian, C.; Jun-jun, W.; Li-fu, H.; Cheng-ming, L. Decomposition of GaN and Direct Deposition of Nano-diamond Film in Microwave Plasma. J. Synth. Cryst. 2015, 44, 7–12. [Google Scholar]
- Izak, T.; Babchenko, O.; Jirásek, V.; Vanko, G.; Vojs, M.; Kromka, A. Influence of Diamond CVD Growth Conditions and Interlayer Material on Diamond/GaN Interface. Mater. Sci. Forum 2015, 821–823, 982–985. [Google Scholar] [CrossRef]
- Cho, J.; Li, Z.; Asheghi, M.; Goodson, K.E. Near-junction thermal management: Thermal conduction in gallium nitride composite substrates. Annu. Rev. Heat Transf. 2015, 11, 7–45. [Google Scholar] [CrossRef] [Green Version]
- Jia, X.; Wei, J.; Kong, Y.; Li, C.; Liu, J.; Chen, L.; Sun, F.; Wang, X. The influence of dielectric layer on the thermal boundary resistance of GaN-on-diamond substrate. Surf. Interface Anal. 2019, 51, 783–790. [Google Scholar] [CrossRef]
- Cho, J.; Francis, D.; Altman, D.H.; Asheghi, M.; Goodson, K.E. Phonon conduction in GaN-diamond composite substrates. J. Appl. Phys. 2017, 121, 055105. [Google Scholar] [CrossRef]
- Zhou, Y.; Anaya, J.; Pomeroy, J.; Sun, H.; Gu, X.; Xie, A.; Beam, E.; Becker, M.; Grotjohn, T.A.; Lee, C.; et al. Barrier-Layer Optimization for Enhanced GaN-on-Diamond Device Cooling. ACS Appl. Mater. Interfaces 2017, 9, 34416–34422. [Google Scholar] [CrossRef]
- Wu, M.; Cheng, K.; Yang, L.; Hou, B.; Zhang, X.-C.; Wang, P.; Zhang, M.; Zhu, Q.; Zheng, X.-F.; Hu, Y.-S.; et al. Structural and thermal analysis of polycrystalline diamond thin film grown on GaN-on-SiC with an interlayer of 20 nm PECVD-SiN. Appl. Phys. Lett. 2022, 120, 121603. [Google Scholar] [CrossRef]
- Siddique, A.; Ahmed, R.; Anderson, J.; Nazari, M.; Yates, L.; Graham, S.; Holtz, M.; Piner, E.L. Structure and Interface Analysis of Diamond on an AlGaN/GaN HEMT Utilizing an in Situ SiNx Interlayer Grown by MOCVD. ACS Appl. Electron. Mater. 2019, 1, 1387–1399. [Google Scholar] [CrossRef]
- Smith, E.J.W.; Piracha, A.H.; Field, D.; Pomeroy, J.W.; Mackenzie, G.R.; Abdallah, Z.; Massabuau, F.C.P.; Hinz, A.M.; Wallis, D.J.; Oliver, R.A.; et al. Mixed-size diamond seeding for low-thermal-barrier growth of CVD diamond onto GaN and AlN. Carbon 2020, 167, 620–626. [Google Scholar] [CrossRef]
- Cho, J.; Won, Y.; Francis, D.; Asheghi, M.; Goodson, K.E. Thermal Interface Resistance Measurements for GaN-on-Diamond Composite Substrates. In Proceeding of the 2014 IEEE Compound Semiconductor Integrated Circuit Symposium (CSICS), La Jolla, CA, USA, 19–22 October 2014. [Google Scholar]
- Sun, H.; Simon, R.B.; Pomeroy, J.W.; Francis, D.; Faili, F.; Twitchen, D.J.; Kuball, M. Reducing GaN-on-diamond interfacial thermal resistance for high power transistor applications. Appl. Phys. Lett. 2015, 106, 111906. [Google Scholar] [CrossRef] [Green Version]
- Malakoutian, M.; Field, D.E.; Hines, N.J.; Pasayat, S.; Graham, S.; Kuball, M.; Chowdhury, S. Record-Low Thermal Boundary Resistance between Diamond and GaN-on-SiC for Enabling Radiofrequency Device Cooling. ACS Appl. Mater. Interfaces 2021, 13, 60553–60560. [Google Scholar] [CrossRef]
- Field, D.E.; Cuenca, J.A.; Smith, M.; Fairclough, S.M.; Massabuau, F.C.; Pomeroy, J.W.; Williams, O.; Oliver, R.A.; Thayne, I.; Kuball, M. Crystalline Interlayers for Reducing the Effective Thermal Boundary Resistance in GaN-on-Diamond. ACS Appl. Mater. Interfaces 2020, 12, 54138–54145. [Google Scholar] [CrossRef] [PubMed]
- Jia, X.; Huang, L.; Sun, M.; Zhao, X.; Wei, J.; Li, C. The Effect of Interlayer Microstructure on the Thermal Boundary Resistance of GaN-on-Diamond Substrate. Coatings 2022, 12, 672. [Google Scholar] [CrossRef]
- Liu, J.-L.; Tian, H.-M.; Chen, L.-X.; Wei, J.-J.; Hei, L.-F.; Li, C.-M. Prepration of nano-diamond films on GaN with a Si buffer layer. New Carbon Mater. 2016, 31, 518–524. [Google Scholar] [CrossRef]
- Downey, B.P.; Meyer, D.J.; Ancona, M.G.; Feygelson, T.I.; Pate, B.B.; Roussos, J.A.; Tadjer, M.J.; Anderson, T.J.; Hardy, M.T.; Nepal, N.; et al. RF Power Performance of Nanocrystalline Diamond Coated InAlN/AlN/GaN HEMTs. ECS Trans. 2016, 75, 85. [Google Scholar] [CrossRef]
- Ōsawa, E. Monodisperse single nanodiamond particulates. Pure Appl. Chem. 2008, 80, 1365–1379. [Google Scholar] [CrossRef]
- Bai, T.; Wang, Y.; Feygelson, T.I.; Tadjer, M.J.; Hobart, K.D.; Hines, N.J.; Yates, L.; Graham, S.; Anaya, J.; Kuball, M.; et al. Diamond Seed Size and the Impact on Chemical Vapor Deposition Diamond Thin Film Properties. ECS J. Solid State Sci. Technol. 2020, 9, 053002. [Google Scholar] [CrossRef]
- Moelle, C.; Klose, S.; Szücs, F.; Fecht, H.J.; Johnston, C.; Chalker, P.R.; Werner, M. Measurement and calculation of the thermal expansion coefficient of diamond. Diam. Relat. Mater. 1997, 6, 839–842. [Google Scholar] [CrossRef]
- Reeber, R.R.; Wang, K. Lattice parameters and thermal expansion of GaN. J. Mater. Res. 2011, 15, 40–44. [Google Scholar] [CrossRef]
- Hancock, B.L.; Nazari, M.; Anderson, J.; Piner, E.; Faili, F.; Oh, S.; Twitchen, D.; Graham, S.; Holtz, M. Ultraviolet micro-Raman spectroscopy stress mapping of a 75-mm GaN-on-diamond wafer. Appl. Phys. Lett. 2016, 108, 211901. [Google Scholar] [CrossRef] [Green Version]
- Ižák, T.; Jirásek, V.; Vanko, G.; Dzuba, J.; Kromka, A. Temperature-dependent stress in diamond-coated AlGaN/GaN heterostructures. Mater. Des. 2016, 106, 305–312. [Google Scholar] [CrossRef]
- Wang, A.; Tadjer, M.J.; Anderson, T.J.; Baranyai, R.; Pomeroy, J.W.; Feygelson, T.I.; Hobart, K.D.; Pate, B.B.; Calle, F.; Kuball, M. Impact of Intrinsic Stress in Diamond Capping Layers on the Electrical Behavior of AlGaN/GaN HEMTs. IEEE Trans. Electron Devices 2013, 60, 3149–3156. [Google Scholar] [CrossRef]
- Zhang, R.; Zhao, W.S.; Yin, W.Y.; Zhao, Z.G.; Zhou, H.J. Impacts of diamond heat spreader on the thermo-mechanical characteristics of high-power AlGaN/GaN HEMTs. Diam. Relat. Mater. 2015, 52, 25–31. [Google Scholar] [CrossRef]
- Cuenca, J.A.; Smith, M.D.; Field, D.E.; Massabuau, F.C.-P.; Mandal, S.; Pomeroy, J.; Wallis, D.J.; Oliver, R.A.; Thayne, I.; Kuball, M.; et al. Thermal stress modelling of diamond on GaN/III-Nitride membranes. Carbon 2021, 174, 647–661. [Google Scholar] [CrossRef]
- Jia, X.; Wei, J.; Huang, Y.; Shao, S.; An, K.; Kong, Y.; Liu, J.; Chen, L.; Li, C. Fabrication of low stress GaN-on-diamond structure via dual-sided diamond film deposition. J. Mater. Sci. 2021, 56, 6903–6911. [Google Scholar] [CrossRef]
- Gabriel, V.; Tibor, I.; Oleg, B.; Alexander, K. Diamond Coated AlGaN/GaN High Electron Mobility Transiitors—Effect of Deposition Process on Gate Electrode. In Proceedings of the Nano Conference, Brno, Czech Republic, 14–16 October 2015. [Google Scholar]
- Koehler, A.D.; Anderson, T.J.; Hobart, K.D.; Tadjer, M.J.; Feygelson, T.I.; Hite, J.K.; Pate, B.B.; Kub, F.J.; Charles, R.; Eddy, J. Boron-Doped P+ Nanocrystalline Diamond Gate Electrode for AlGaN/GaN HEMTs. In Proceedings of the CS MANTECH Conference, Denver, CO, USA, 19–22 May 2014. [Google Scholar]
- Anderson, T.J.; Koehler, A.D.; Hobart, K.D.; Tadjer, M.J.; Feygelson, T.I.; Hite, J.K.; Pate, B.B.; Kub, F.J.; Eddy, C.R. Nanocrystalline Diamond-Gated AlGaN/GaN HEMT. IEEE Electron Device Lett. 2013, 34, 1382–1384. [Google Scholar] [CrossRef]
- Meyer, D.J.; Koehler, A.D.; Hobart, K.D.; Eddy, C.R.; Feygelson, T.I.; Anderson, T.J.; Roussos, J.A.; Tadjer, M.J.; Downey, B.P.; Katzer, D.S.; et al. Large-Signal RF Performance of Nanocrystalline Diamond Coated AlGaN/GaN High Electron Mobility Transistors. IEEE Electron Device Lett. 2014, 35, 1013–1015. [Google Scholar] [CrossRef]
- Yaita, J.; Yamada, A.; Kotani, J. Growth of microcrystalline diamond films after fabrication of GaN high-electron-mobility transistors for effective heat dissipation. Jpn. J. Appl. Phys. 2021, 60, 076502. [Google Scholar] [CrossRef]
- Anderson, T.J.; Hobart, K.D.; Tadjer, M.J.; Koehler, A.D.; Imhoff, E.A.; Hite, J.K.; Feygelson, T.I.; Pate, B.B.; Eddy, C.R.; Kub, F.J. Nanocrystalline Diamond Integration with III-Nitride HEMTs. ECS J. Solid State Sci. Technol. 2016, 6, Q3036–Q3039. [Google Scholar] [CrossRef]
- Koehler, A.D.; Anderson, T.J.; Tadjer, M.J.; Feygelson, T.I.; Hite, J.K.; Hobart, K.D.; Pate, B.B.; Kub, F.J.; Eddy, C.R., Jr. Topside Nanocrystalline Diamond Integration on AlGaN/GaN HEMTs for High Temperature Operation. Addit. Conf. 2014, 2014, 1–6. [Google Scholar] [CrossRef]
- Anderson, T.J.; Hobart, K.D.; Tadjer, M.J.; Koehler, A.D.; Feygelson, T.I.; Pate, B.B.; Hite, J.K.; Kub, F.J.; Eddy, C.R. Nanocrystalline Diamond for Near Junction Heat Spreading in GaN Power HEMTs. ECS Trans. 2014, 61, 45. [Google Scholar] [CrossRef]
- Anderson, T.J.; Koehler, A.D.; Tadjer, M.J.; Hobart, K.D.; Feygelson, T.I.; Pate, B.B.; Kub, F.J. Process Improvements for an Improved Diamond-capped GaN HEMT Device. In Proceedings of the CS MANTECH Conference, New Orleans, LA, USA, 13–16 May 2013. [Google Scholar]
- Fujitsu. Fujitsu Successfully Grows Diamond Film to Boost Heat Dissipation Efficiency of GaN HEMT. Press Release 2019. Available online: https://www.fujitsu.com/global/about/resources/news/press-releases/2019/1205-01.html%202019 (accessed on 7 October 2021).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Si | Sapphire | GaN | SiC | Diamond |
|---|---|---|---|---|---|
| Lattice constant (Å) | 5.420 | 4.758 | 3.189 | 3.09 (a) | 3.567 |
| Coefficient of thermal expansion (×10−6 K−1) | 2.6 | 4.5–5.8 | 5.6 (a0) 3.17 (c0) | 3.08 | ~1.0 |
| Thermal conductivity (W·m−1·K−1) | 150 | 27 | 130 | 380–450 | 2000 |
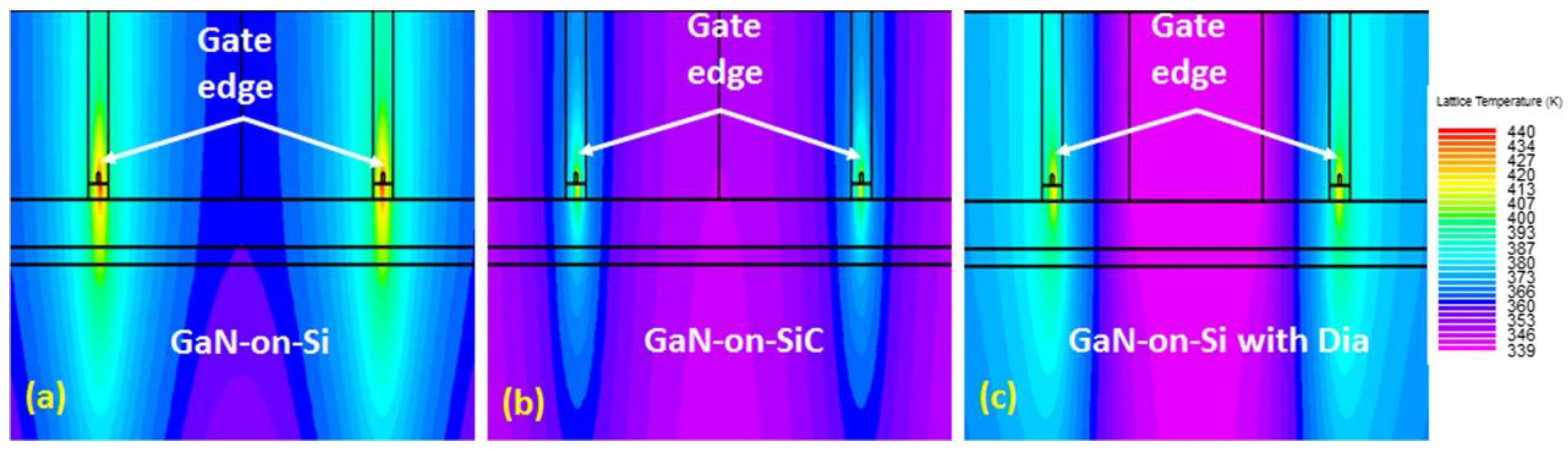
| Different AlGaN/GaN HEMT | Max. Channel Current (mA/mm) | Channel Temperature (K) at VDS = 30 V and VGS = 0 V | Max. Transconductance (mS/mm) | Cut-Off Frequency (GHz) at VDS = 30 V and VGS = −2 V |
|---|---|---|---|---|
| GaN-on-Si | 650 | 432 | 155 | 21.14 |
| GaN-on-SiC | 730 | 409 | 129 | — |
| GaN-on-Si with diamond heat spreader | 740 | 398 | 150 | 25.36 |
| Integration Method | Achievement | Problem | Ref. |
|---|---|---|---|
| Bonding Technique | High output power density: 22.3 W/mm Lower thermal resistance: 60% | Large Bonding interface thermal resistance | [20,51] |
| GaN Growth On Diamond | Low thermal resistance: 1.5 K·mm/W High source-drain saturation current: 800 mA/mm | Large lattice mismatch Large thermal expansion mismatch | [28] |
| Diamond Growth On GaN | Higher power density: 7.9 W/mm Power-added-efficiency: 46% | Poor stability of GaN during diamond growth Poor high temperature tolerance of temporary substrate | [46,47] |
| Diamond Passivated Layer | Lower peak temperature: 20% Lower thermal resistance: ~3.75 times | Low thermal conductivity of nanodiamond Large transverse thermal resistance | [36,37] |
| Interlayer | TBR (m2·K/GW) | Measurement | Ref. | |
|---|---|---|---|---|
| Material | Thickness (nm) | |||
| AlN | 130 | 1.47 ± 0.35 | TTR | [109] |
| AlN | 100 | 56.4 ± 5.5 | TDTR | [104] |
| SiN | 100 | 38.5 ± 2.4 | TDTR | [104] |
| Si3N4 | 50 | 45–91 | TTR | [40] |
| SiN | 46 | 52.8 + 5.1/−3.2 | TTR | [108] |
| SiNx | 30 | 29 | TDTR | [110] |
| SiNx | 28 | 12 | TTR | [111] |
| SiN | 20 | 39.35 | TDTR | [107] |
| SiNx | ~5 | <10 | TDTR | [50] |
| SiNx | ~5 | 6.5 | TTR | [40] |
| Si3N4 | <1 | 3.1 ± 0.7 | TTR | [112] |
| SiC | ~5 | 30 ± 5.5 | TTR | [113] |
| No | 0 | <6 | TTR | [109] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Hu, X.; Ge, L.; Liu, Z.; Xu, M.; Peng, Y.; Li, B.; Yang, Y.; Li, S.; Xie, X.; et al. Research Progress in Capping Diamond Growth on GaN HEMT: A Review. Crystals 2023, 13, 500. https://doi.org/10.3390/cryst13030500
Wang Y, Hu X, Ge L, Liu Z, Xu M, Peng Y, Li B, Yang Y, Li S, Xie X, et al. Research Progress in Capping Diamond Growth on GaN HEMT: A Review. Crystals. 2023; 13(3):500. https://doi.org/10.3390/cryst13030500
Chicago/Turabian StyleWang, Yingnan, Xiufei Hu, Lei Ge, Zonghao Liu, Mingsheng Xu, Yan Peng, Bin Li, Yiqiu Yang, Shuqiang Li, Xuejian Xie, and et al. 2023. "Research Progress in Capping Diamond Growth on GaN HEMT: A Review" Crystals 13, no. 3: 500. https://doi.org/10.3390/cryst13030500