
A Least Squares Fitting Method for Uncertain Parameter Estimation in Solidification Model

Abstract
:1. Introduction
- (1)
- The solidification process of cast billet is complicated and affected by multiple physical fields and factors. The solidification model is nonlinear, and it is difficult to adjust the parameters;
- (2)
- There are many uncertain parameters in the solidification model, and the parameters affect each other. There is the problem of parameter redundancy, and all parameters cannot be determined at the same time.
2. Materials and Methods
2.1. Cellular Automaton (CA) Model
- The crystalliser cooling boundary conditions are as follows:
- The boundary conditions of the second cold zone are as follows:
- Water spray cooling:
- Mist cooling:
- Radiation heat dissipation in air cooling area:
2.2. Sensitivity Analysis of Adjustable Parameters in Solidification Models
2.3. Establishing the Uncertain Parameter Estimation Model
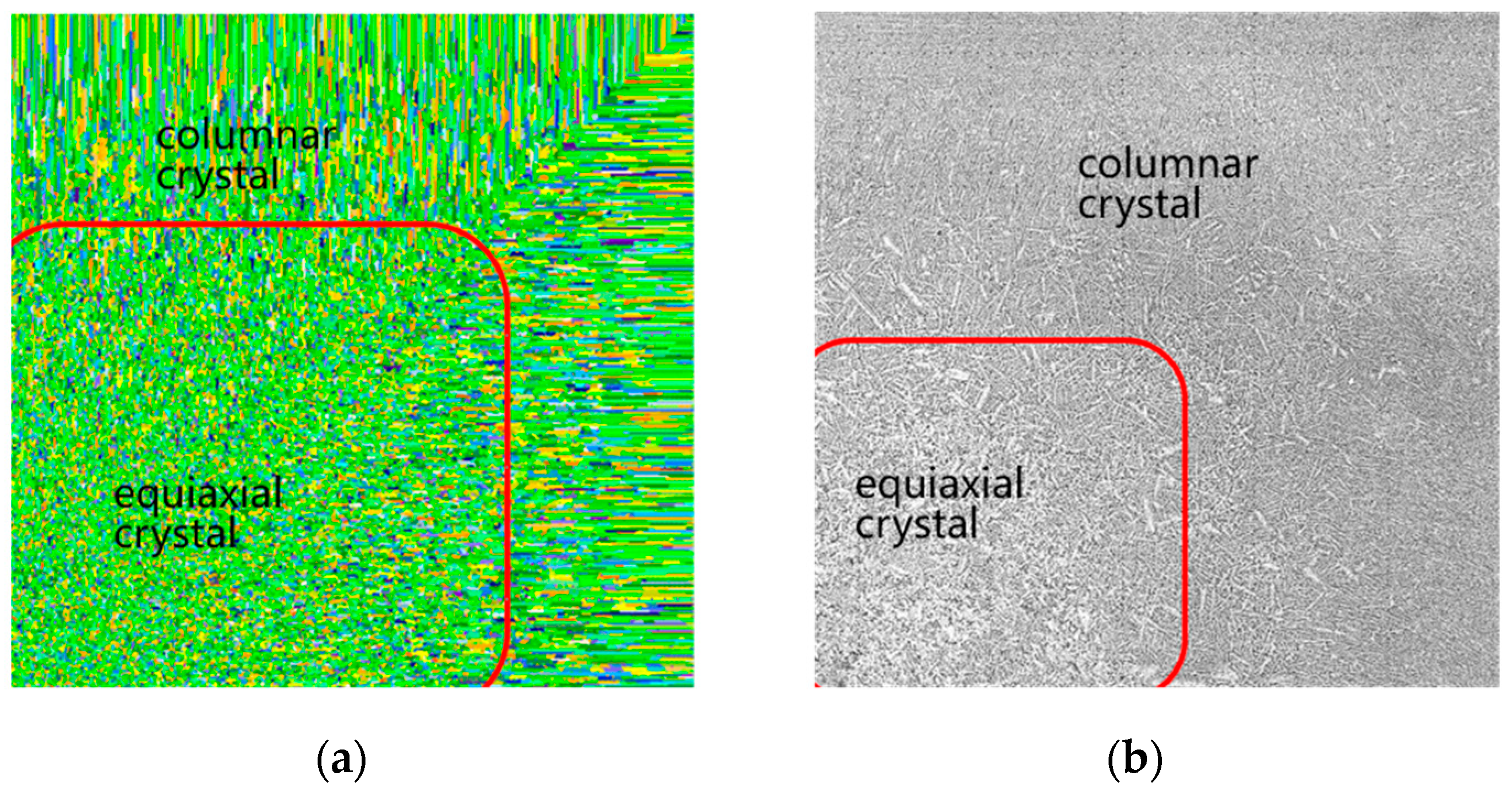
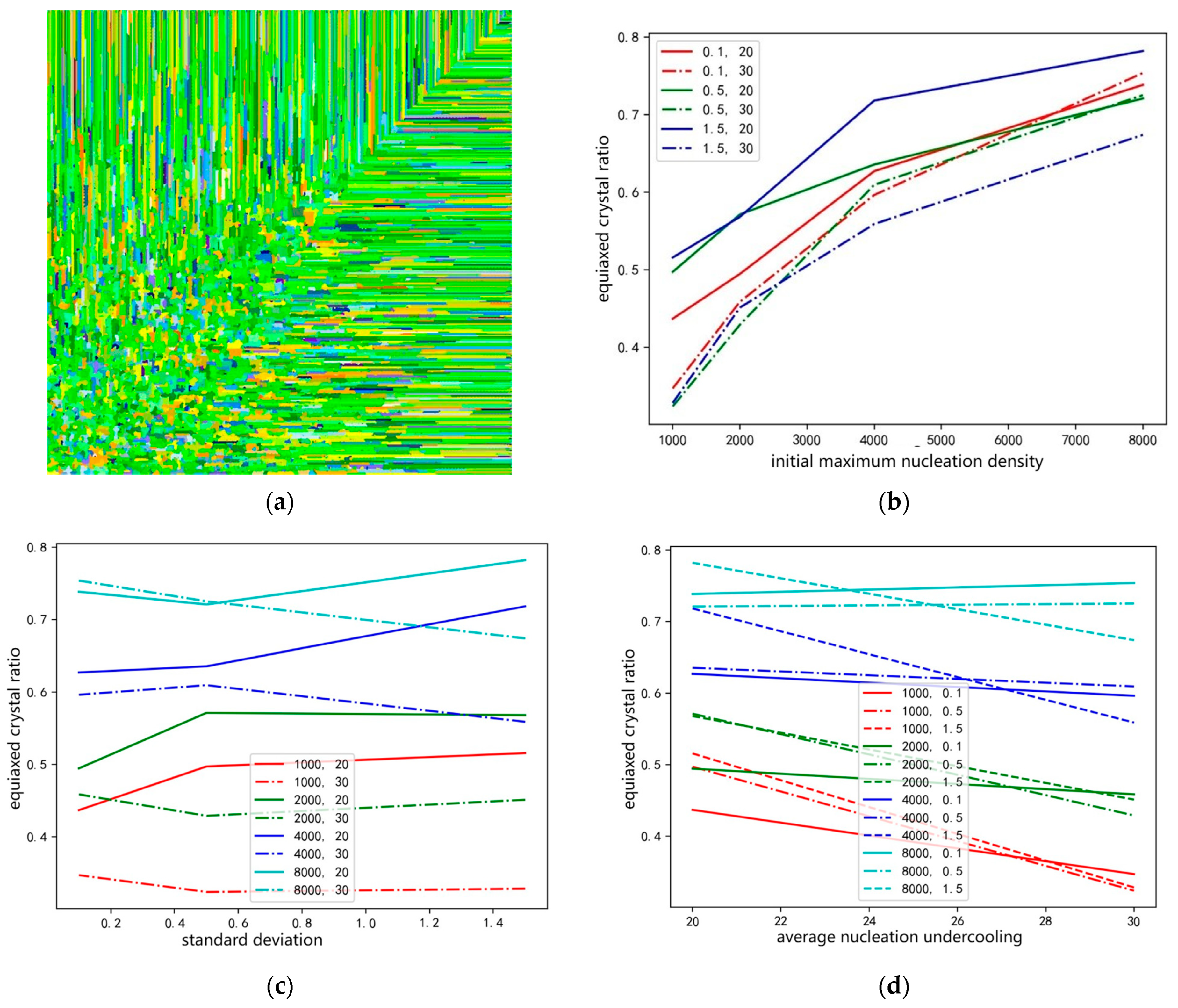
3. Analysing the Effect of Solidification Structure Feature-Recognition Errors on the Fitted Parameters
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhong, H.; Wang, R.; Han, Q.; Fang, M.; Yuan, H.; Song, L.; Xie, X.; Zhai, Q. Solidification structure and central segregation of 6Cr13Mo stainless steel under simulated continuous casting conditions. J. Mater. Res. Technol. 2022, 20, 3408–3419. [Google Scholar] [CrossRef]
- Zhan, F.; Liu, X.; Zhang, H.; Wang, K.; Xu, S.; Zhu, M.; Zheng, Y.; La, P. Evolution of Structure and Properties of Micro-Nano Structure 2507 Duplex Stainless Steel Prepared by Aluminothermic Reduction. Crystals 2022, 12, 848. [Google Scholar] [CrossRef]
- Wang, L.; Xing, H.; Li, Y.; Wang, J. Toward multiscale simulations for solidification microstructure and micro segregation for selective laser melting of nickel-based superalloys. J. Mater. Res. Technol. 2023, 25, 3574–3587. [Google Scholar] [CrossRef]
- Hou, Z.; Jiang, F.; Cheng, G. Solidification Structure and Compactness Degree of Central Equiaxed Grain Zone in Continuous Casting Billet Using Cellular Automaton-Finite Element Method. ISIJ Int. 2012, 52, 1301–1309. [Google Scholar] [CrossRef]
- Qu, T.; Wang, D.; Wang, H.; Hou, D.; Tian, J.; Hu, S.-Y.; Su, L.-J. Interface characteristics between TiN and matrix and their effect on solidification structure. J. Iron Steel Res. Int. 2021, 28, 1149–1158. [Google Scholar] [CrossRef]
- Yang, Z. Effect of Electromagnetic Stirring on Molten Steel Flow and Solidification in Bloom Mold. J. Iron Steel Res. Int. 2014, 19, 1766–1776. [Google Scholar] [CrossRef]
- Priya, P.; Mercer, B.; Huang, S.; Aboukhatwa, M.; Yuan, L.; Chaudhuri, S. Towards prediction of microstructure during laser based additive manufacturing process of Co-Cr-Mo powder beds. Mater. Des. 2020, 196, 109117. [Google Scholar] [CrossRef]
- Li, J.; Wu, H.T.; Liu, Y.; Sun, Y.-H. Solidification structure simulation and casting process optimization of GCr15 bloom alloy. China Foundry 2022, 19, 63–74. [Google Scholar] [CrossRef]
- Jia, Y.; Zhao, D.; Li, C.; Bao, L.; Le, Q.; Wang, H.; Wang, X. Study on Solidification Structure Evolution of Direct-Chill Casting High Purity Copper Billet Using Cellular Automaton-Finite Element Method. Metals-Open Access Metall. J. 2020, 10, 1052. [Google Scholar] [CrossRef]
- Egole, C.P.; Mgbemere, H.E.; Sobamowo, G.M.; Lawal, G.I. Micro-Macro Model for the Transient Heat and Fluid Transport in Solidification Structure Evolution during Static Casting Processes. Mater. Today Commun. 2021, 28, 102613. [Google Scholar] [CrossRef]
- Jiang, D.; Wang, R.; Zhang, Q.; Zhang, Z.; Wang, B.; Ren, Z. Experimental investigation on solidification of GCr15 bearing steel by the simulated continuous casting. In Ironmaking & Steelmaking; Taylor & Francis: London, UK, 2018; pp. 1–8. [Google Scholar]
- Karimi, P.; Sadeghi, E.; Ålgårdh, J.; Keshavarzkermani, A.; Esmaeilizadeh, R.; Toyserkani, E.; Andersson, J. Columnar-to-equiaxed grain transition in powder bed fusion via mimicking casting solidification and promoting in situ recrystallization. Addit. Manuf. 2021, 46, 102086. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Nowotny, S.; Richter, A.; Beyer, E. Characterization of laser clad yttria partially-stabilized ZrO2 ceramic layers on steel 16MnCr5. Surf. Coatings Technol. 2001, 137, 12–20. [Google Scholar] [CrossRef]
- Guangfeng, Y.; Annan, W.; Chunwei, S.; Jing, C. Numerical simulation and surface morphology of laser cladding of nickel-based C276 alloy coatings on AerMet100 steel surface. J. Mater. Res. Technol. 2023, 27, 1696–1710. [Google Scholar] [CrossRef]
- Ma, J.; Niu, X.Y.; Zhou, Y.; Li, W.; Liu, Y.; Shen, M.; Wang, H.; Cheng, W.; You, Z. Simulation of solidification microstructure evolution of 316L stainless steel fabricated by selective laser melting using a coupled model of smooth particle hydrodynamics and cellular automata. J. Mater. Res. Technol. 2023, 27, 600–616. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Z.; Lv, M.; Fang, M.; Liu, K. Numerical Simulation of the Fluid Flow, Heat Transfer, and Solidification in Ultrahigh Speed Continuous Casting Billet Mold. Steel Res. Int. 2022, 93, 2100673. [Google Scholar] [CrossRef]
- Trindade, L.B.; Nadalon, J.E.A.; Contini, A.C.; Barroso, R.C. Modeling of Solidification in Continuous Casting Round Billet with Mold Electromagnetic Stirring (M-EMS). Steel Res. Int. 2017, 88, 1600319. [Google Scholar] [CrossRef]
- Wang, J.; Wang, H.; Cheng, X.; Zhang, B.; Wu, Y.; Zhang, S.; Tian, X. Prediction of solidification microstructure of titanium aluminum intermetallic alloy by laser surface remelting. Opt. Laser Technol. 2022, 147, 107606. [Google Scholar] [CrossRef]
- Travyanov, A.Y.; Petrovskiy, P.V.; Turichin, G.A.; Zemlyakov, E.V.; Kovac, M.; Vondracek, S.; Kondratiev, A.; Khvan, A.V.; Cheverikin, V.V.; Ivanov, D.O.; et al. Prediction of solidification behaviour and microstructure of Ni based alloys obtained by casting and direct additive laser growth. Mater. Sci. Technol. 2015, 32, 746–751. [Google Scholar] [CrossRef]
- Xue, X.; Xu, L. Numerical Simulation And Prediction Of Solidification Structure And Mechanical Property Of A Superalloy Turbine Blade. Mater. Sci. Eng. A 2009, 499, 69–73. [Google Scholar] [CrossRef]
- Tonks, M.R.; Aagesen, L.K. The phase field method: Mesoscale simulation aiding material discovery. Annu. Rev. Mater. Res. 2019, 49, 79–102. [Google Scholar] [CrossRef]
- Zhu, M.F.; Lee, S.Y.; Hong, C.P. Modified cellular automaton model for the simulation of dendritic growth with melt convection. Phys. Rev. E 2004, 69, 061610. [Google Scholar] [CrossRef] [PubMed]
- Luo, S.; Wang, W.; Zhu, M. Cellular automaton modeling of dendritic growth of Fe-C binary alloy with thermosolutal convection. Int. J. Heat Mass Transf. 2018, 116, 940–950. [Google Scholar] [CrossRef]
- Natsume, Y.; Oka, Y.; Ogawa, J.; Ohno, M. Estimation of time-dependent heat transfer coefficient in unidirectional casting using a numerical model coupled with solidification analysis and data assimilation. Int. J. Heat Mass Transf. 2020, 150, 119222. [Google Scholar] [CrossRef]
- Drezet, J.-M.; Rappaz, M.; Grün, G.-U.; Gremaud, M. Determination of thermophysical properties and boundary conditions of direct chill-cast aluminum alloys using inverse methods Metallurg. Mater. Trans. A 2000, 31, 1627–1634. [Google Scholar] [CrossRef]
- Cheung, N.; Santos, N.S.; Quaresma, J.M.; Dulikravich, G.S.; Garcia, A. Interfacial heat transfer coefficients and solidification of an aluminum alloy in a rotary continuous caster. Int. J. Heat Mass Transf. 2009, 52, 451–459. [Google Scholar] [CrossRef]
- Gao, W.; Chen, D.; Dai, S.; Wang, X. Back analysis for mechanical parameters ofsurrounding rock for underground roadways based on new neural nework. Eng. Comput. 2017, 34, 25–36. [Google Scholar] [CrossRef]
- Li, F.-G.; Dong, Q.; Zhang, J.; Dai, Y.-B.; Fu, Y.-N.; Xie, H.-L.; Yin, F.-C.; Sun, B.-D. In situ study on columnar-equiaxed transition and anaxial columnar dendrite growth of Al-15%Cu alloy by synchrotron radiography. Trans. Nonferrous Met. Soc. China 2014, 24, 2112–2116. [Google Scholar] [CrossRef]
- Liu, P.; Wang, Z.; Xiao, Y.; Mark, F.; Horstemeyer Cui, X.; Chen, L. Insight into the mechanisms of columnar to equiaxed grain transition during metallic additive manufacturing-ScienceDirec. Addit. Manuf. 2019, 26, 22–29. [Google Scholar]
- Wang, J.; Meng, H.; Yang, J.; Xie, Z. A fast method based on GPU for solidification structure simulation of continuous casting billets. J. Comput. Sci. 2021, 48, 101265. [Google Scholar] [CrossRef]
- Thevoz, P.; Desbiolles, J.L.; Rappaz, M. Modeling of equiaxed microstructure formation incasting. J. Metall. Trans. A. 1989, 20, 311–322. [Google Scholar] [CrossRef]
- Zhu, M.; Hong, C. A modified cellular automaton model for the simulation of dendritic growth in solidification of alloys. ISIJ Int. 2007, 41, 436–445. [Google Scholar] [CrossRef]
- Jing, C.L.; Wang, X.H.; Jiang, M. Study on Solidification Structure of Wheel Steel RoundBillet Using FE-CA Coupling Model. Steel Res. Int. 2011, 82, 1173–1179. [Google Scholar] [CrossRef]
- Invanstov, G.P. Temperature field around spherical, cylindrical, and needle-shapedcrystals which grow in supercooled melts J1. Dokl. Akad. Nauk. SSSR 1947, 58, 567–570. [Google Scholar]
- Yamazaki, M.; Natsume, Y.; Harada, H. OhStructure Formation during Continuousasting in Fe-0.7mass%C Alloy Using Cellular Automaton Method. ISIJ Int. 2006, 46, 903–908. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 12 | 1.5 |
| Average Nucleation Undercooling and Equiaxed Crystal Ratio | Initial Maximum Nucleation Density and Equiaxed Crystal Ratio | Standard Deviation and Equiaxed Crystal Ratio |
|---|---|---|
| −0.35846 | 0.86081 | 0.01832162 |
| Equiaxed Crystal Ratio | |||
|---|---|---|---|
| 1000 | 20 | 0.1 | 0.45 |
| 1000 | 20 | 1.5 | 0.44 |
| 1000 | 20 | 5 | 0.45 |
| 1000 | 20 | 10 | 0.45 |
| Fitting Parameters | Numerical Value |
|---|---|
| a11 | 1.03891782 |
| a12 | 1.12033505 |
| a13 | 1.57397863 |
| a21 | 2.88886031 |
| a22 | 3.80249366 |
| a23 | 5.15804239 |
| a31 | 0.17296562 |
| a32 | −0.20450313 |
| a33 | −0.89004431 |
| Fitting Parameters | Numerical Value |
|---|---|
| a11 | −0.27107862 |
| a12 | 0.19938481 |
| a21 | 0.65879599 |
| a22 | −0.18525355 |
| 1000 | 30 | 1032 | 32 |
| 2000 | 30 | 1089 | 20 |
| 4000 | 30 | 4364 | 29 |
| 8000 | 30 | 8653 | 22 |
| True Equiaxed Crystal Ratio | Predicted Equiaxed Crystal Ratio | Errors |
|---|---|---|
| 0.33 | 0.31 | 0.01 |
| 0.45 | 0.43 | 0.02 |
| 0.56 | 0.52 | 0.03 |
| 0.67 | 0.64 | 0.03 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Xie, Z. A Least Squares Fitting Method for Uncertain Parameter Estimation in Solidification Model. Crystals 2023, 13, 1673. https://doi.org/10.3390/cryst13121673
Wang Y, Xie Z. A Least Squares Fitting Method for Uncertain Parameter Estimation in Solidification Model. Crystals. 2023; 13(12):1673. https://doi.org/10.3390/cryst13121673
Chicago/Turabian StyleWang, Yuhan, and Zhi Xie. 2023. "A Least Squares Fitting Method for Uncertain Parameter Estimation in Solidification Model" Crystals 13, no. 12: 1673. https://doi.org/10.3390/cryst13121673