
Determination of Heat Transfer Coefficient by Inverse Analyzing for Selective Laser Melting (SLM) of AlSi10Mg

Abstract
:1. Introduction
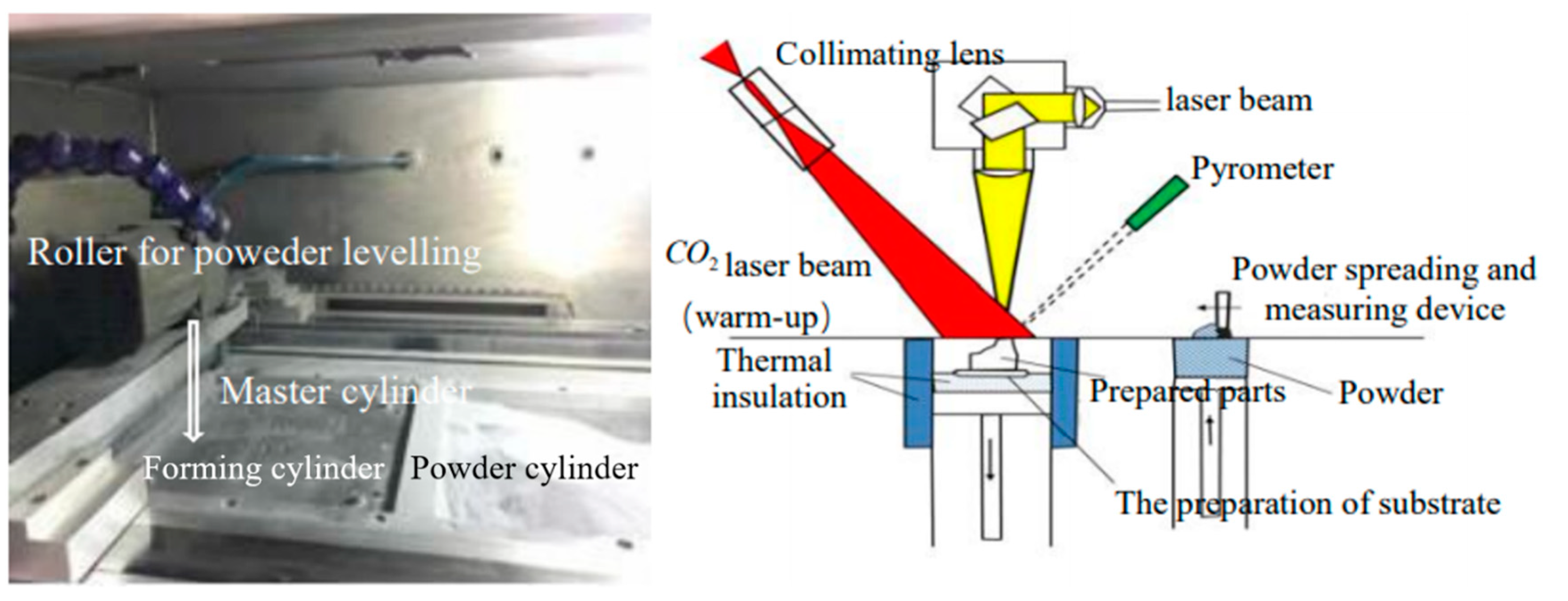
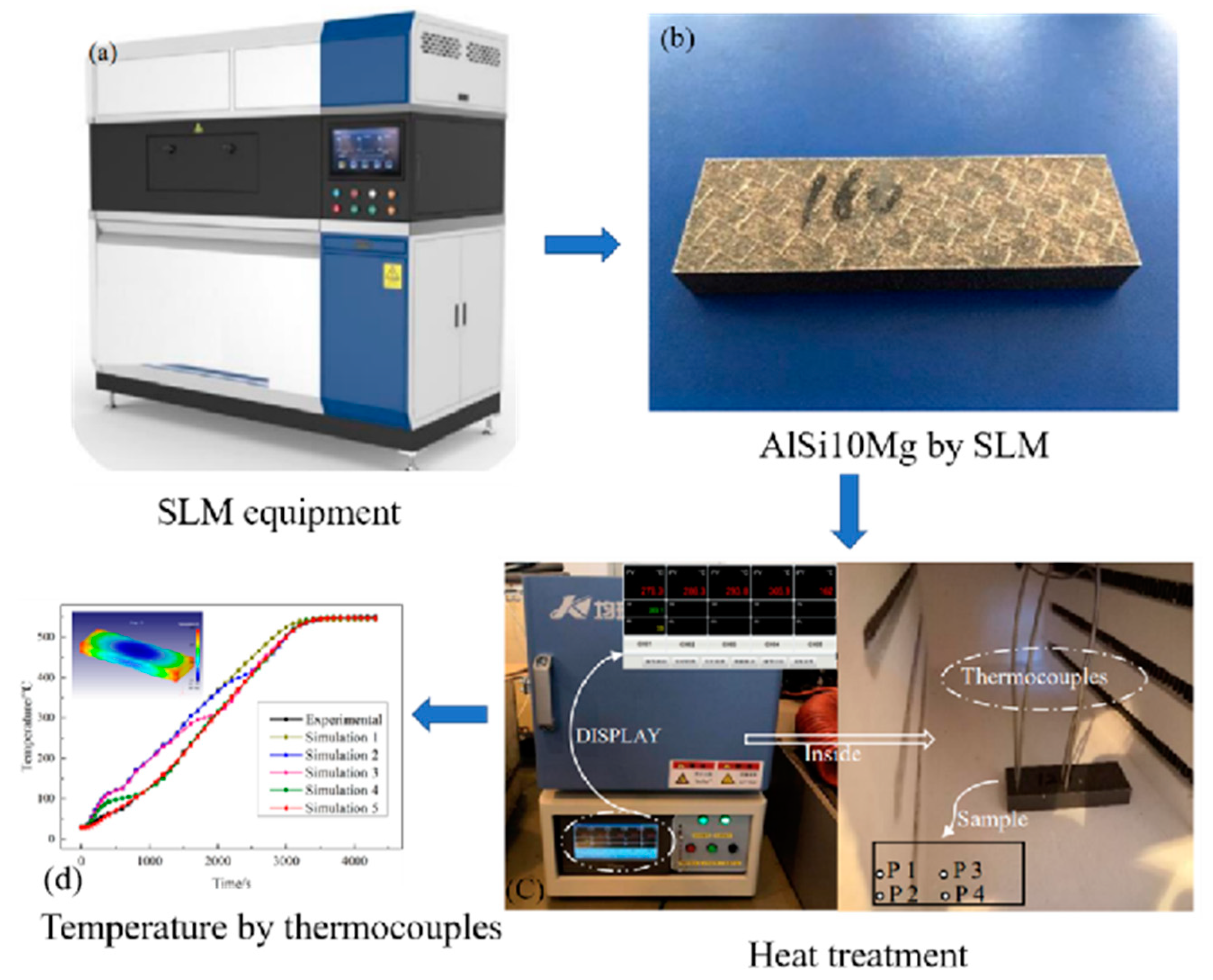
2. Experimental Procedure
3. Modeling Procedure
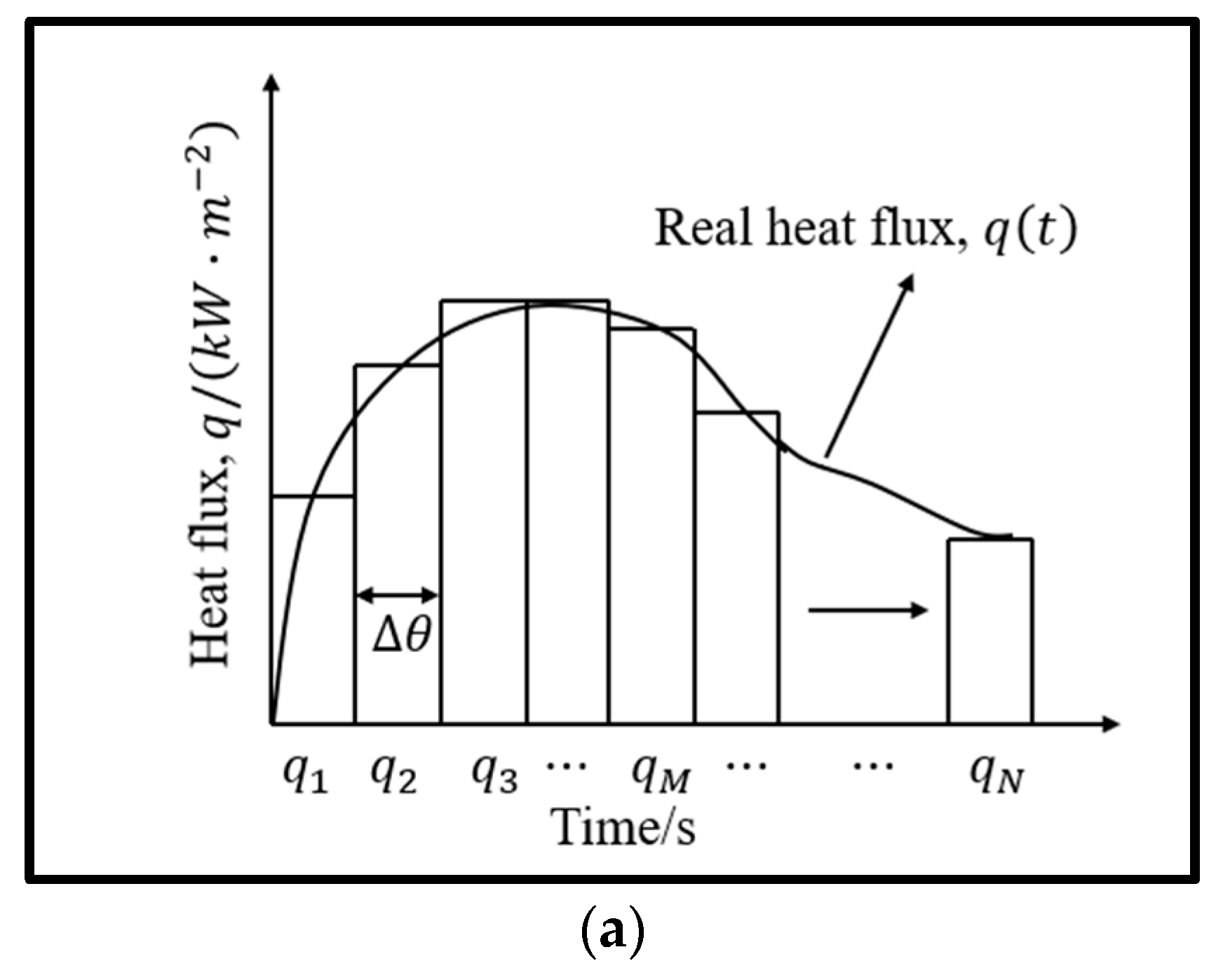
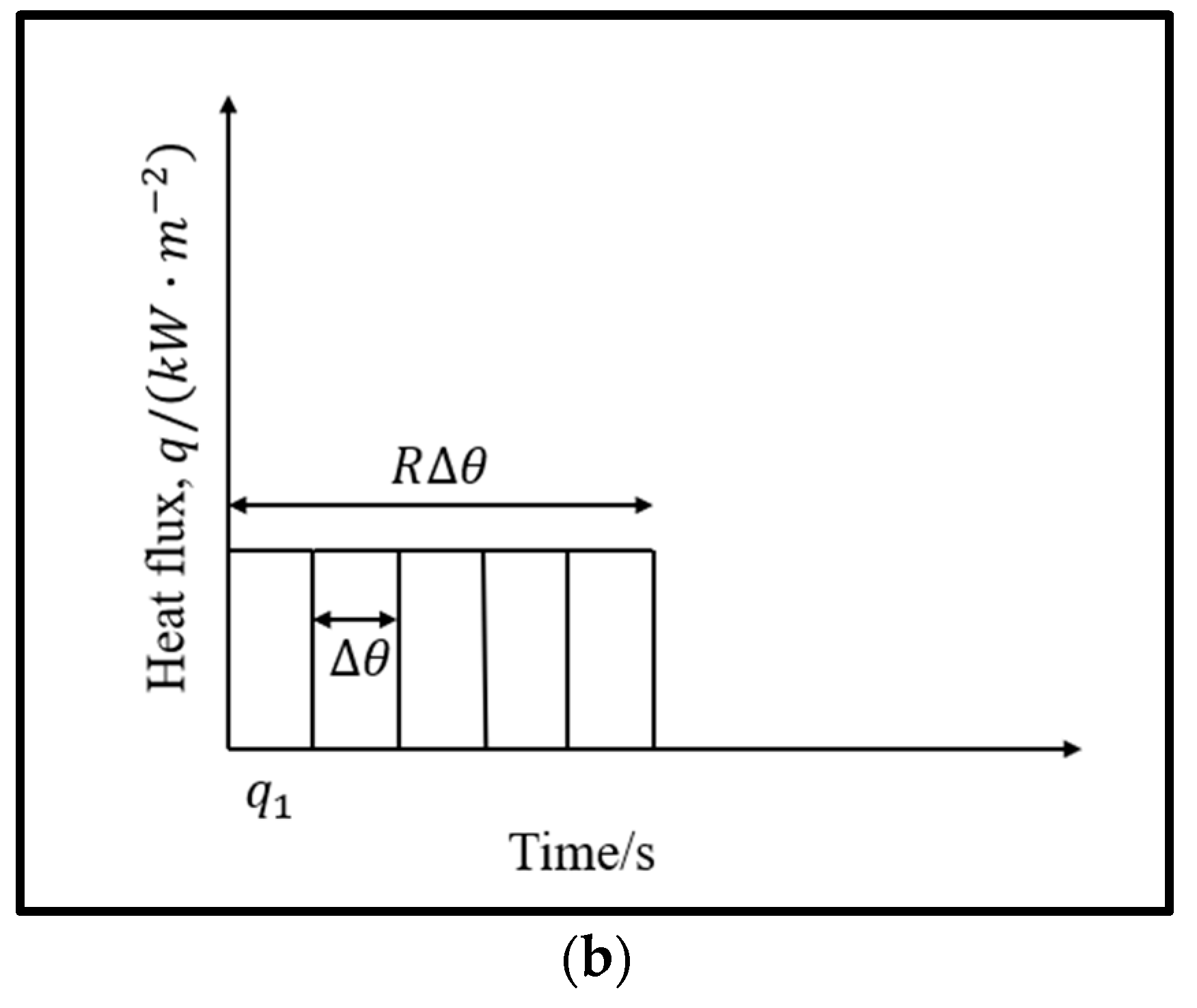
3.1. Mathematical Model
3.2. Finite Element Model
4. Results and Discussion
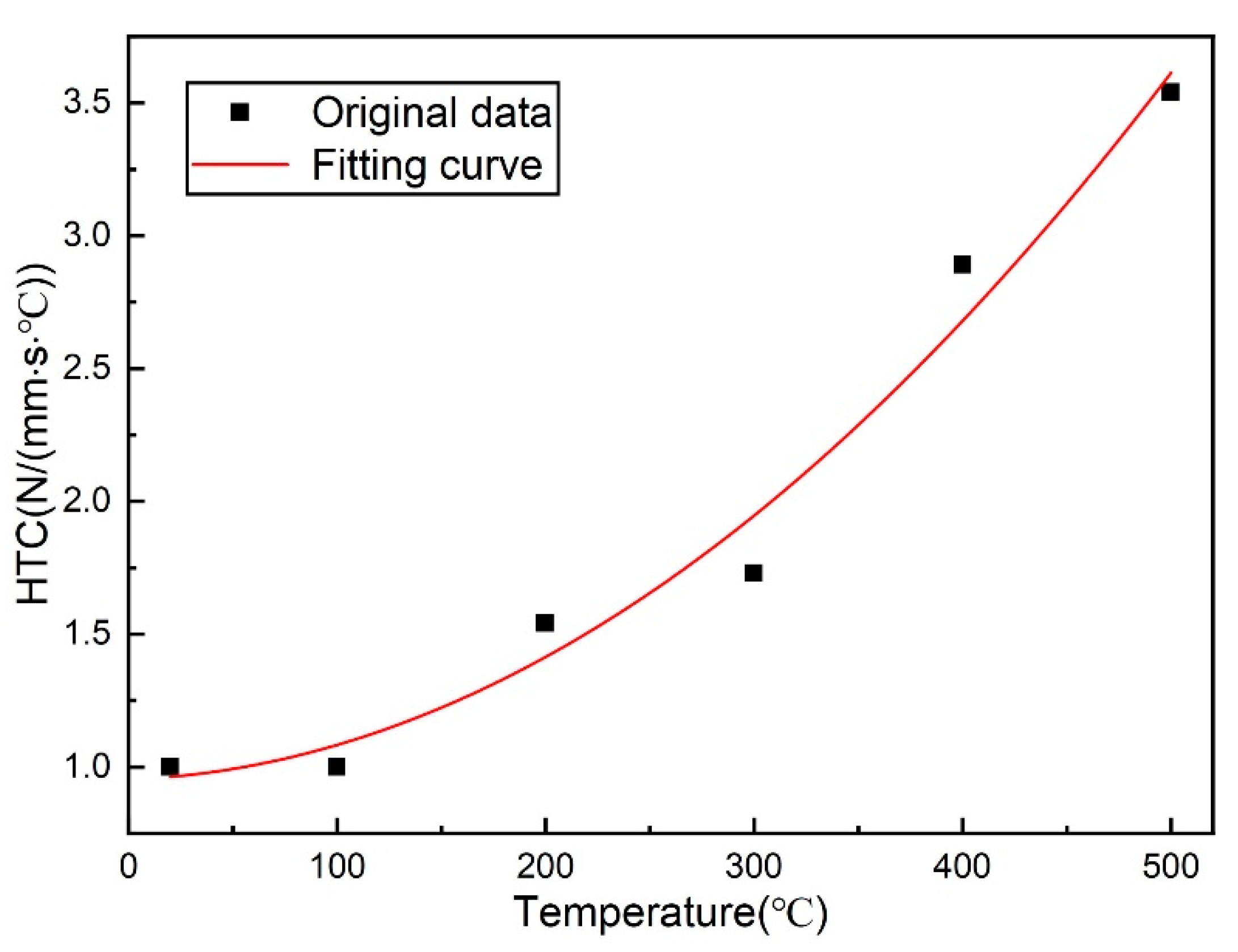
4.1. Detection and Analysis of Heat Transfer Coefficient during Heating
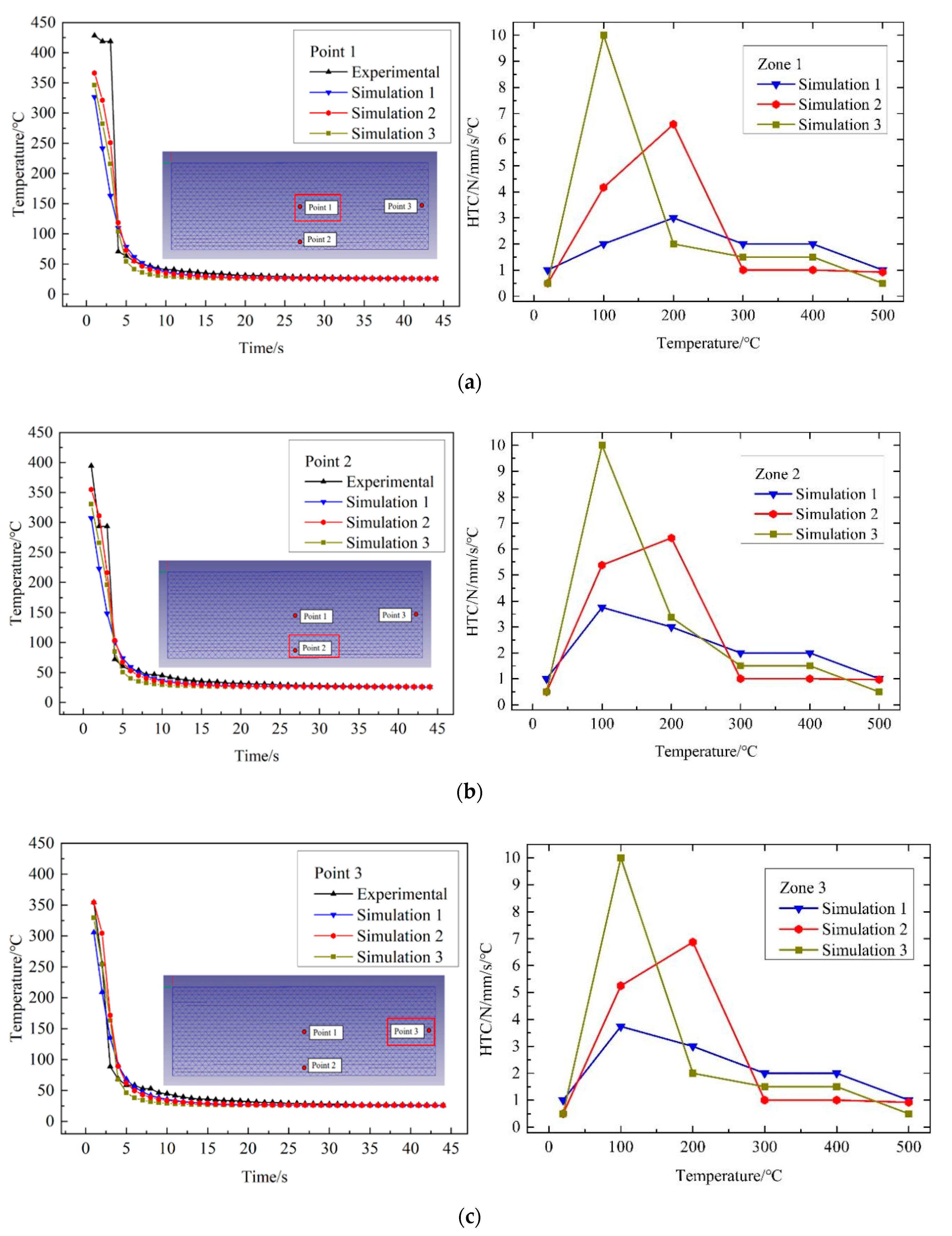
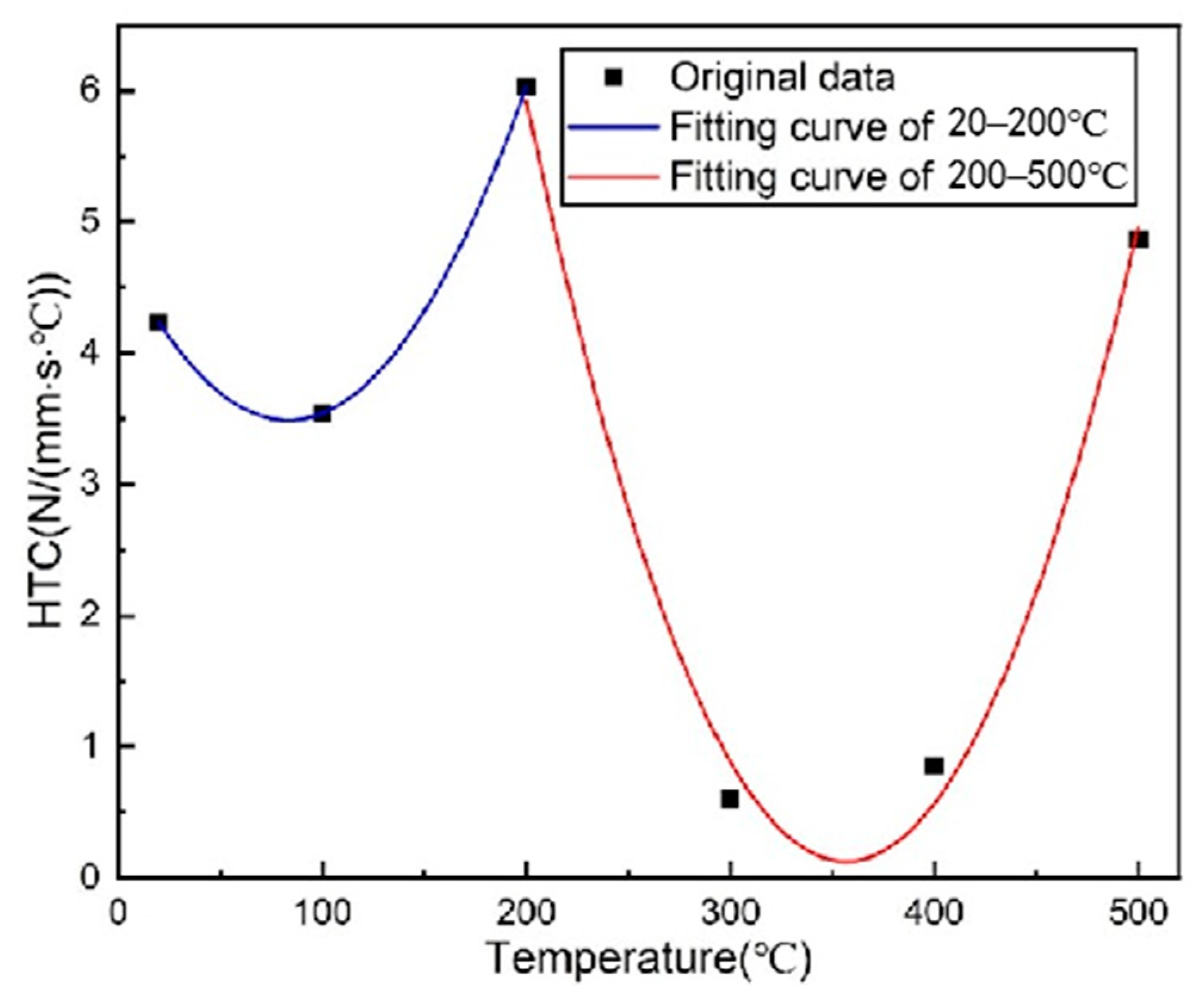
4.2. Detection and Analysis of Heat Transfer Coefficient during Quenching
4.3. Detection and Analysis of Heat Transfer Coefficient in Air Cooling Process
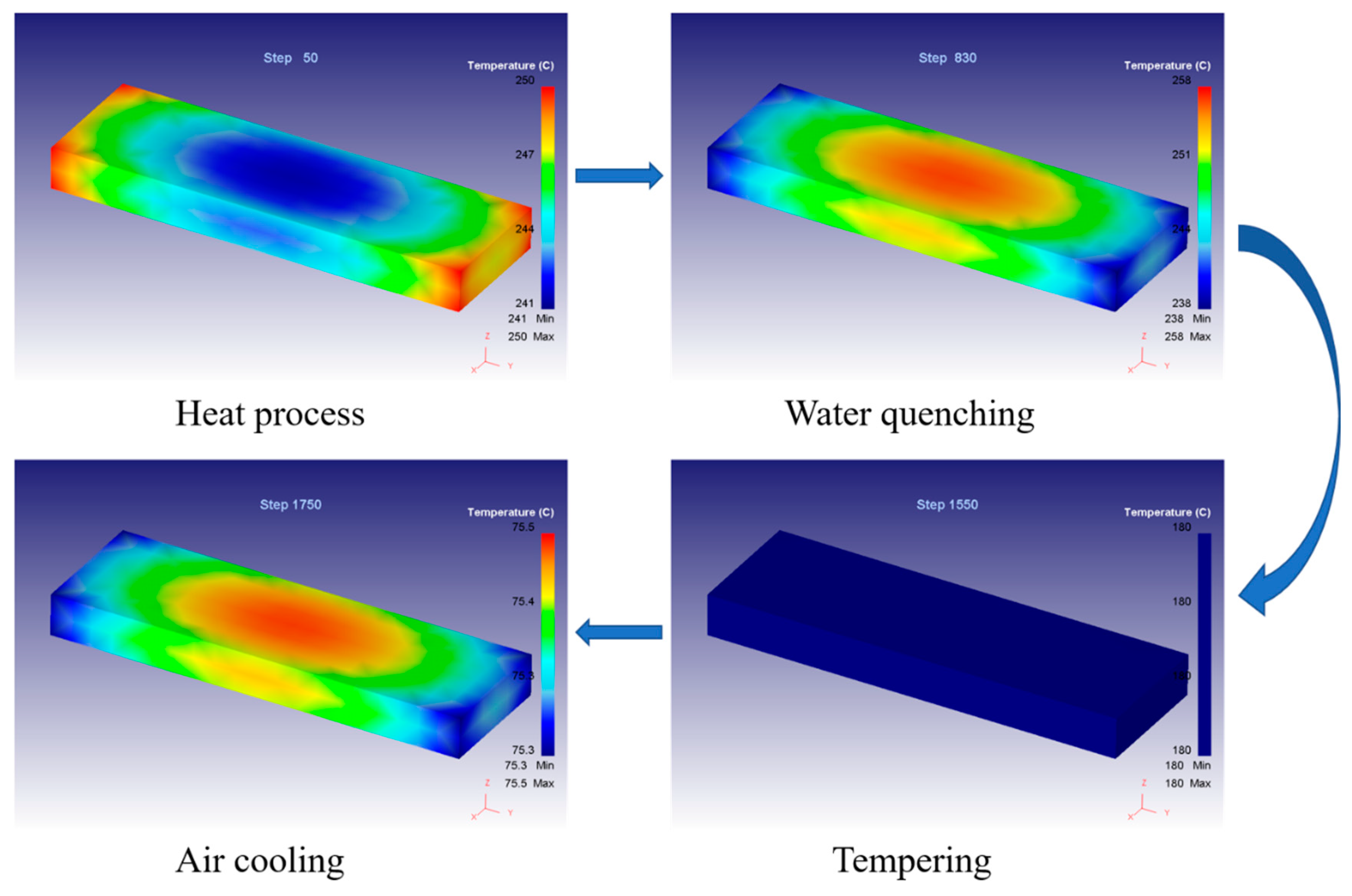
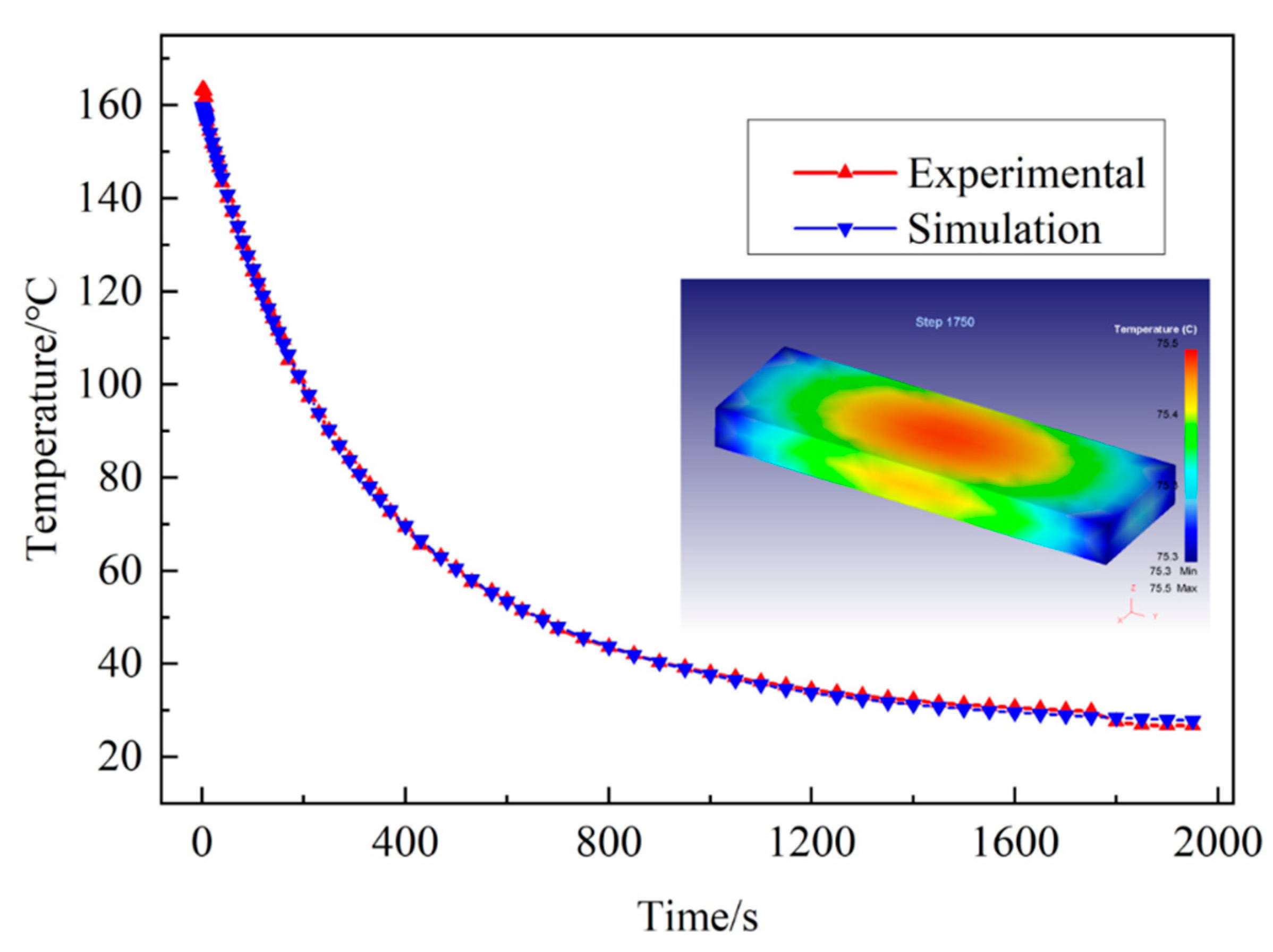
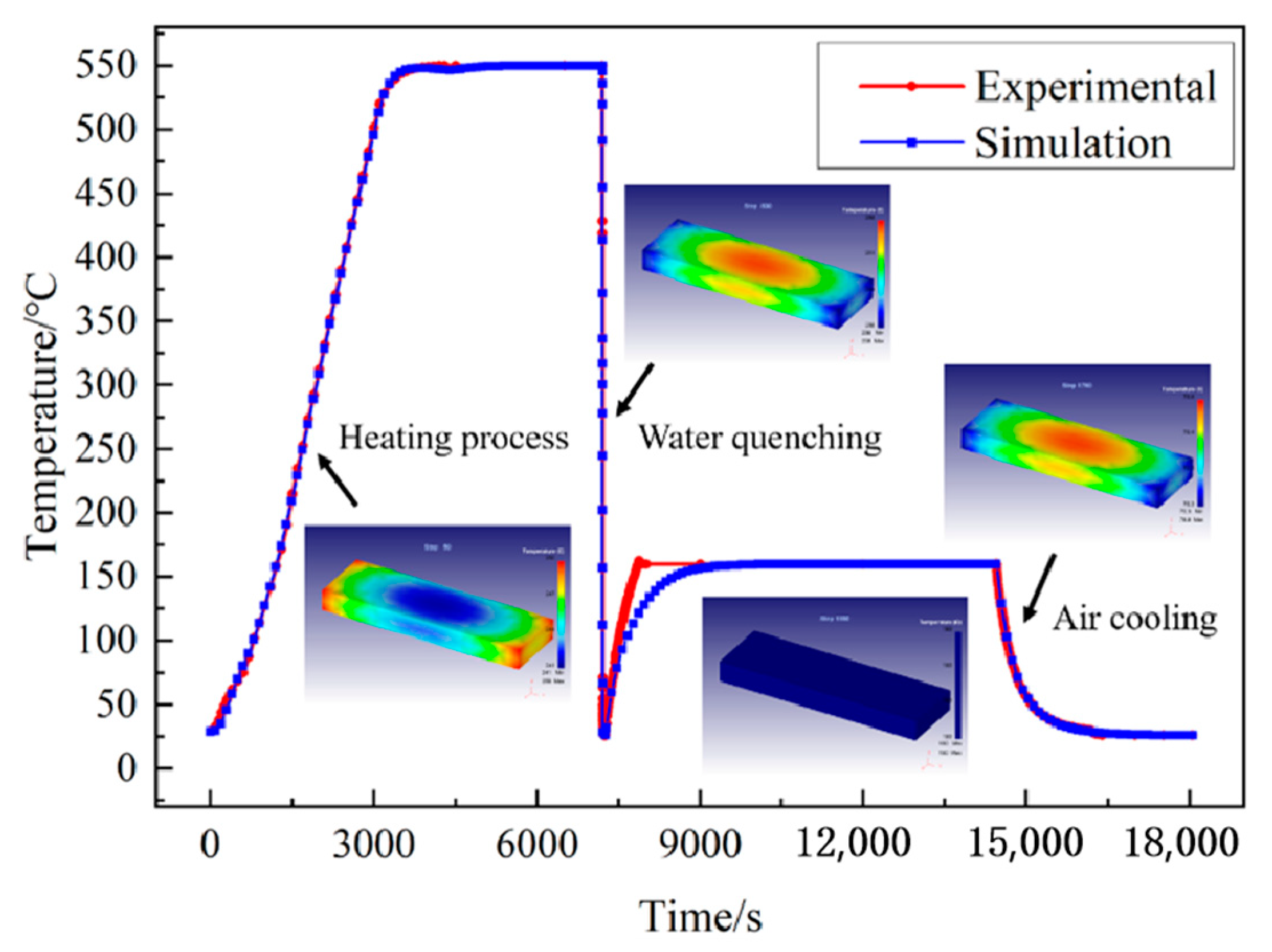
4.4. Simulation of the Entire Heat Treatment Process
5. Conclusions
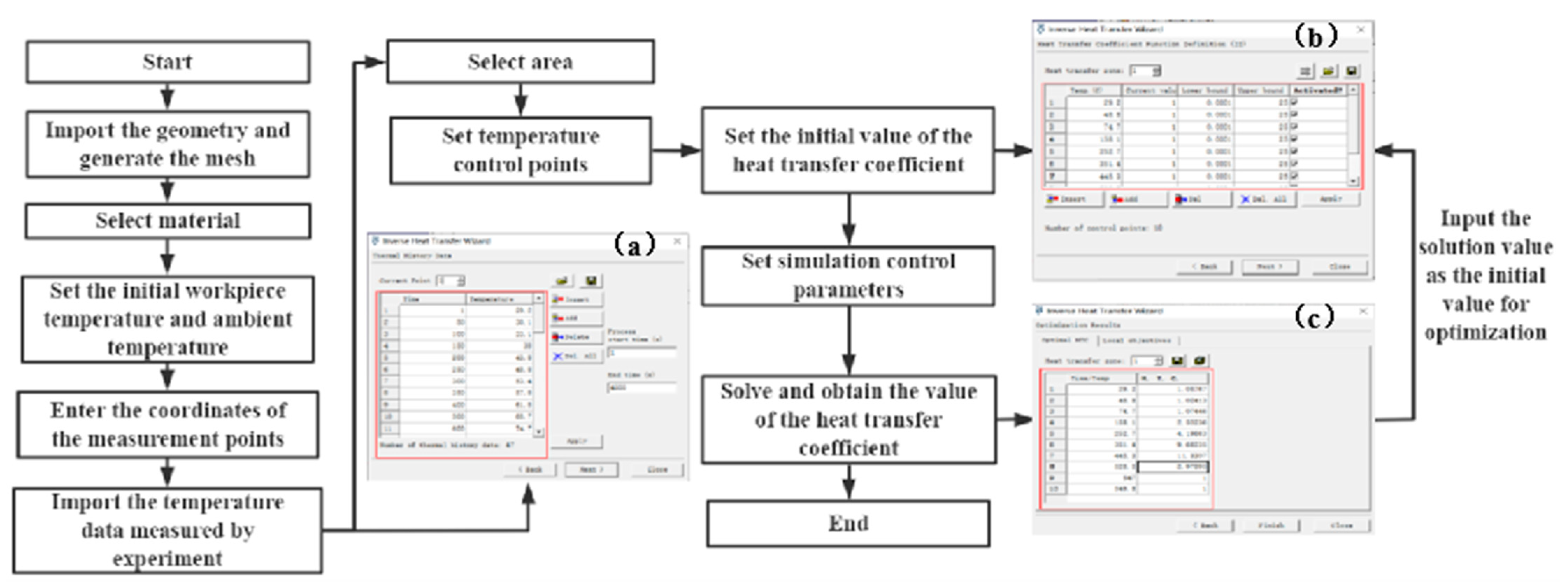
- Based on the nonlinear evaluation method, the inverse analysis model of heat transfer coefficient in the heat treatment process was established. Taking the actual temperature curve as the input condition, the heat transfer coefficient values of heating, quenching and air cooling parts in the heat treatment process were obtained successfully.
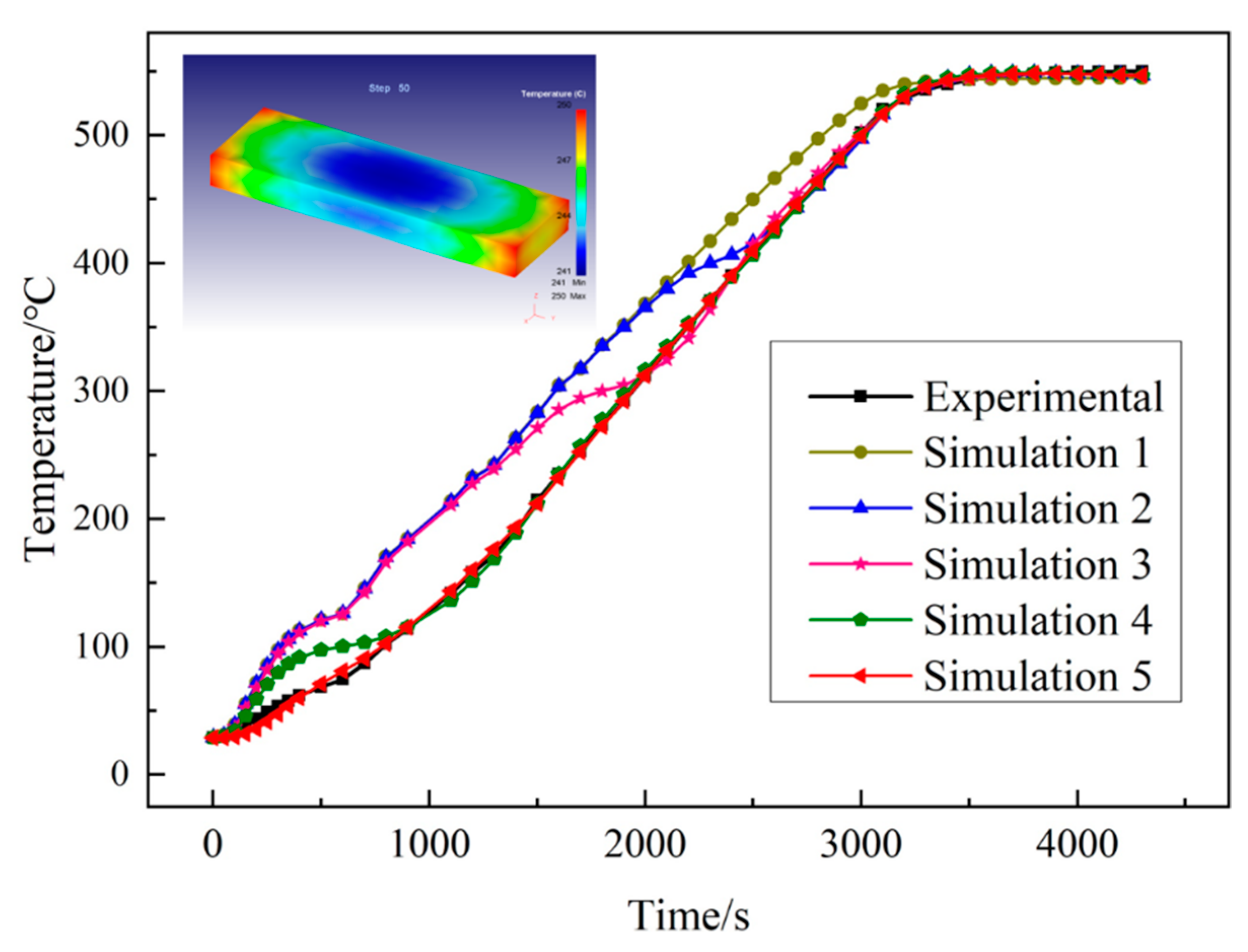
- In the tempering process, when the temperature is from 100 to 160 °C, the simulated temperature rise is slightly smaller than the experimental value. In the process of temperature drop, the simulation temperature is lower than the experimental value between 42 and 30 °C, while the simulation temperature is slightly higher than the experimental value between 30 °C and room temperature, but the difference is not more than 5 °C.
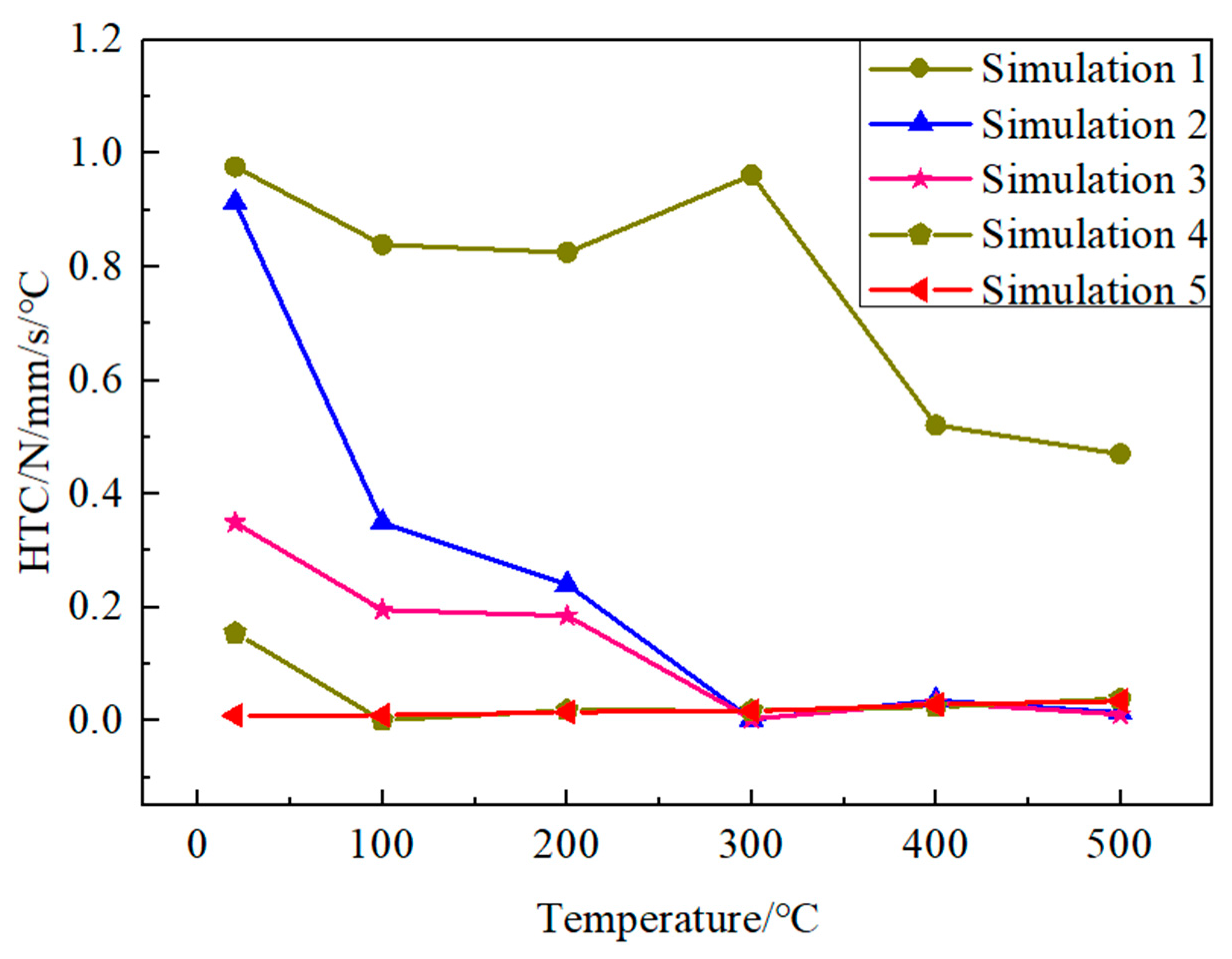
- The mathematical model of heat transfer coefficient changing with temperature during heat treatment was established.
- The heat transfer coefficient obtained by the inverse analysis method was used to simulate the heat treatment process, and the obtained simulation temperature curve had a high coincidence degree with the experimental temperature curve.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luo, H.; Wang, Y.; Zhang, P. Study on Surface Quality of 7A09 Aluminum Alloy Milling Based on Single Factor Method. Surf. Technol. 2020, 49, 327–333. [Google Scholar]
- Li, C.; Piao, Y.C.; Meng, B.B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tools Manuf. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Wu, C.J.; Li, B.Z.; Liu, Y.; Liang, S.Y. Surface roughness modeling for grinding of Silicon Carbide ceramics considering co-existing of brittleness and ductility. Int. J. Mech. Sci. 2017, 133, 167–177. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, Q.; He, X.; Qing, L.; Yue, S.; Liu, X. Wear analysis of CVD diamond tool in micro-milling AA356 aluminum alloy. Diam. Abras. Eng. 2021, 41, 44–50. [Google Scholar] [CrossRef]
- Xing, M.; Lei, X.; Guan, X.; Song, Y.; Zhou, Y. Research on Construction of Super hydro phobic Surface of Aluminum Alloy and Its Stability and Self-cleaning Performance. Surf. Technol. 2021, 50, 152–161. [Google Scholar]
- Yan, Y.; Wang, J.; Geng, Y.; Zhang, G. Material Removal Mechanism of Multi-Layer Metal-Film Nanomilling. CIRP Ann.—Manuf. Technol. 2022, 71, 61–64. [Google Scholar] [CrossRef]
- Wu, C.J.; Pang, J.Z.; Li, B.Z.; Liang, S.Y. High Speed Grinding of HIP-SiC Ceramics on Transformation of Microscopic Features. Int. J. Adv. Manuf. Technol. 2019, 102, 1913–1921. [Google Scholar] [CrossRef]
- Ding, Z.S.; Sun, J.; Guo, W.C.; Jiang, X.; Wu, C.; Liang, S.Y. Thermal Analysis of 3J33 Grinding Under Minimum Quantity Lubrication Condition. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 91, 1–19. [Google Scholar] [CrossRef]
- Xie, Y.; Wang, C.; Zhang, K.; Liang, C.; Liang, C.; Zhou, C.; Lin, D.; Chen, Z. Optimizing Laser Cladding on Aluminum Alloy Surface with Numerical Simulation and Rare Earth Modification. Surf. Technol. 2020, 49, 144–155. [Google Scholar]
- Wang, J.Q.; Yan, Y.D.; Li, Z.H.; Geng, Y.Q. Towards understanding the machining mechanism of the atomic force microscopy tip-based nanomilling process. Int. J. Mach. Tools Manuf. 2021, 162, 103701. [Google Scholar] [CrossRef]
- Zhu, Y.G.; Wang, Y.G.; Niu, S.W.; Xie, Y.J.; Lei, Y.Y. Effect of environmental friendly complexing agent and oxidant on CMP of aluminium alloy under low pressure. Diam. Abras. Eng. 2020, 40, 74–78. [Google Scholar] [CrossRef]
- Guo, W.C.; Wu, C.J.; Ding, Z.S.; Zhou, Q. Prediction of surface roughness based on a hybrid feature selection method and long short-term memory network in grinding. Int. J. Adv. Manuf. Technol. 2021, 112, 1853–2871. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Zhang, Y.; Li, L.; Zhang, F. Anisotropy dependence of material removal and deformation mechanisms during nanoscratch of gallium nitride single crystals on (0001) plane. Appl. Surf. Sci. 2022, 578, 152028. [Google Scholar] [CrossRef]
- Sun, Y.; Jin, L.; Gong, Y.D.; Wen, X.L.; Yin, G.; Wen, Q.; Tang, B. Experimental evaluation of surface generation and force time-varying characteristics of curvilinear grooved micro end mills fabricated by EDM. J. Manuf. Processes 2022, 73, 799–814. [Google Scholar] [CrossRef]
- Shokoufeh, M.; Krishna, K.; Charbel, A.K.; Jeffrey, R.; Eric, P. Heat transfer simulation and improvement of autoclave loading in composites manufacturing. Int. J. Adv. Manuf. Technol. 2021, 112, 2989–3000. [Google Scholar] [CrossRef]
- Su, Y.; Jiang, H.; Liu, Z.Q. An experimental investigation on heat transfer performance of electrostatic spraying used in machining. Int. J. Adv. Manuf. Technol. 2021, 112, 1285–1294. [Google Scholar] [CrossRef]
- Kim, D.; Kim, H.; Lee, S. Life Estimation of Hot Press Forming Die by Using Interface Heat Transfer Coefficient Obtained from Inverse Analysis. Int. J. Automot. Technol. 2015, 16, 285–292. [Google Scholar] [CrossRef]
- Gianfranco, P.; Vito, P.; Antonio, P. Determination of Interfacial Heat Transfer Coefficients in a Sand Mold Casting Process Using an Optimized Inverse Analysis. Appl. Therm. Eng. 2015, 78, 682–694. [Google Scholar] [CrossRef]
- Mikhail, K.; Mikhail, K.; Iuliia, T.; Nikolai, E.S.; Alexey, B. Method for residual strain modeling taking into account mold and distribution of heat transfer coefficients for thermoset composite material parts. Int. J. Adv. Manuf. Technol. 2021, 117, 2429–2443. [Google Scholar] [CrossRef]
- Ramos, N.; Mittermeier Christoph Kiendl, J. Experimental and numerical investigations on heat transfer in fused filament fabrication 3D-printed specimens. Int. J. Adv. Manuf. Technol. 2021, 118, 1367–1381. [Google Scholar] [CrossRef]
- Kadam, A.R.; Hindasageri, V.; Kumar, G.N. Inverse Estimation of Heat Transfer Coefficient and Reference Temperature in Jet Impingement. ASME J. Heat Transf. 2020, 142, 092302. [Google Scholar] [CrossRef]
- Kang, H.C.; Chang, S.M. The Correlation of Heat Transfer Coefficients for the Laminar Natural Convection in a Circular Finned-Tube Heat Exchanger. ASME J. Heat Transf. 2018, 140, 031801. [Google Scholar] [CrossRef]
- Piotr, D. Simplification of 3D Transient Heat Conduction by Reducing It to an Axisymmetric Heat Conduction Problem and a New Inverse Method of the Problem Solution. Int. J. Heat Mass Transf. 2019, 143, 118492. [Google Scholar] [CrossRef]
- Farzad, M.; Mathieu, S. Estimation of Thermal Conductivity, Heat Transfer Coefficient, and Heat Flux Using a Three Dimensional Inverse Analysis. Int. J. Therm. Sci. 2016, 99, 258–270. [Google Scholar] [CrossRef]
- Parida, R.K.; Madav, V.; Hindasageri, V. Analytical Solution to Transient Inverse Heat Conduction Problem Using Green’s Function. J. Therm. Anal. Calorim. 2020, 141, 2391–2404. [Google Scholar] [CrossRef]
- Zhang, B.W.; Mei, J.; Cui, M. A General Approach for Solving Three-Dimensional Transient Nonlinear Inverse Heat Conduction Problems in Irregular Complex Structures. Int. J. Heat Mass Transf. 2019, 140, 909–917. [Google Scholar] [CrossRef]
- Ming, W.W.; Yu, W.W.; Qiu, K.X.; An, Q.L.; Chen, M. Modelling of the temperature distribution based on equivalent heat transfer theory and anisotropic characteristics of honeycomb core during milling of aluminum honeycomb core. Int. J. Adv. Manuf. Technol. 2021, 115, 2097–2110. [Google Scholar] [CrossRef]
- Guo, Z.P.; Xiong, S.M.; Cho, S.H. Heat Transfer between Casting and Die during High Pressure Die Casting Process of AM50 Alloy-Modeling and Experimental Results. J. Mater. Sci. Technol. 2008, 1, 131–135. [Google Scholar] [CrossRef]
- Guo, Z.P.; Xiong, S.M.; Liu, B.C. Effect of Process Parameters, Casting Thickness, and Alloys on the Interfacial Heat-Transfer Coefficient in the High-Pressure Die-Casting Process. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2009, 39, 2896–2905. [Google Scholar] [CrossRef]
- Guo, Z.P.; Xiong, S.M.; Liu, B.C. Determination of the Heat Transfer Coefficient at Metal-Die Interface of High Pressure Die Casting Process of AM50 Alloy. Int. J. Heat Mass Transf. 2009, 51, 6032–6038. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, J.H.; Xu, G.D. Screw thermal characteristic analysis and error prediction considering the two-dimensional heat transfer structure. Int. J. Adv. Manuf. Technol. 2021, 115, 2433–2448. [Google Scholar] [CrossRef]
- Ho, J.Y.; Leong, K.C.; Wong, T.N. Experimental and numerical investigation of forced convection heat transfer in porous lattice structures produced by selective laser melting. Int. J. Therm. Sci. 2018, 137, 276–287. [Google Scholar] [CrossRef]
- Jiang, X.H.; Xiong, W.J.; Wang, Y.F. Heat treatment effects on microstructure-residual stress for selective laser melting AlSi10Mg. Mater. Sci. Technol. 2018, 36, 168–180. [Google Scholar] [CrossRef]
- Wang, X.W.; Ho, J.Y.; Leong, K.C. Condensation heat transfer and pressure drop characteristics of R-134a in horizontal smooth tubes and enhanced tubes fabricated by selective laser melting. Int. J. Heat Mass Transf. 2018, 126, 949–962. [Google Scholar] [CrossRef]
- Martin, L.; Tobias, M.; Avik, S. Mechanical and thermal characterisation of AlSi10Mg SLM block support structures. Mater. Des. 2019, 183, 108138. [Google Scholar] [CrossRef]
- Huiping, L.; Guoqun, Z.; Shanting, N.; Yiguo, L. Inverse heat conduction analysis of quenching process using finite-element and optimization method. Finite Elem. Anal. Des. 2006, 42, 1087–1096. [Google Scholar] [CrossRef]
- Kevin, A.; Ryan, F.; Branden, S.; Sawyer, G.; Jake, W.; Saeid, V. Nanofluid Heat Transfer: Enhancement of the Heat Transfer Coefficient inside Microchannels. Nanomaterials 2022, 12, 615. [Google Scholar] [CrossRef]
- Khooshehchin, M.; Fathi, S.; Mohammadidoust, A.; Salimi, F.; Ovaysi, S. Experimental study of the effects of horizontal and vertical roughnesses of heater surface on bubble dynamic and heat transfer coefficient in pool boiling. Heat Mass Transf. 2022, 58, 1319–1338. [Google Scholar] [CrossRef]
- James, V.B. Transient Sensitivity Coefficients for the Thermal Contact Conductance. Int. J. Heat Mass Transf. 1967, 10, 1615–1617. [Google Scholar] [CrossRef]
- Beck, J.V.; Litkouhi, B.; Clair, C.R. Efficient Sequential Solution of the Nonlinear Inverse Heat Conduction Problem. Numer. Heat Transf. 1982, 5, 275–286. [Google Scholar] [CrossRef]
- Beck, J.V. Combined Parameter and Function Estimation in Heat Transfer with Application to Contact Conductance. ASME J. Heat Transf. 1988, 110, 1046–1058. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Mg | Fe | N | O | Ti |
| Bal | 9.0–11 | 0.25–0.45 | <0.25 | <0.2 | <0.2 | <0.15 |
| Zn | Mn | Ni | Cu | Pb | Sn | |
| <0.1 | <0.1 | <0.05 | <0.05 | <0.02 | <0.02 |
| Temperature, T/°C | 20 | 100 | 200 | 300 | 400 |
| Thermal conductivity, | 147 | 155 | 159 | 159 | 155 |
| Specific heat capacity, C | 739 | 755 | 797 | 838 | 922 |
| Density, | 2650 | ||||
| Temperature, T/°C | 20 | 100 | 200 | 300 | 400 |
| Modulus of elasticity, | 69 | 67 | 62 | 53 | 41 |
| The yield strength, | 195 | 150 | 105 | 70 | 30 |
| Coefficient of thermal expansion, | 21.7 | 22.5 | 23.5 | 23.3 | 25.5 |
| Poisson’s ratio, | 0.33 | ||||
| Number of Elements | Control Points | Time per Step | Step Increm-Ent to Save | Relative Improve-Ment Less Than (%) | Maximum Iterations | Maxi-Mum Simula-Tions | Objective Function Less Than | Decision Vector Change Less Than |
|---|---|---|---|---|---|---|---|---|
| 2000 | 3 | 0.01 | 10 | 2 | 500 | 5000 | 1 |
| Time/s | Experimental | Simulation 1 | Simulation 2 | Simulation 3 | Simulation 4 | Simulation 5 |
|---|---|---|---|---|---|---|
| 1 | 29.2 | 28.9961 | 28.9962 | 28.9978 | 28.9988 | 28.9999 |
| 50 | 30.1 | 30.8804 | 30.8605 | 30.4314 | 29.9407 | 29.1261 |
| 100 | 33.1 | 39.2818 | 39.1822 | 37.2974 | 34.6504 | 29.9117 |
| 150 | 38 | 55.4681 | 55.1671 | 51.7825 | 45.5795 | 32.1536 |
| 200 | 43.8 | 71.9046 | 71.4698 | 67.9396 | 58.6956 | 36.1405 |
| 250 | 48.8 | 85.9944 | 85.4938 | 82.2656 | 70.3767 | 41.4023 |
| 300 | 53.4 | 97.681 | 97.1544 | 94.295 | 79.7749 | 47.4175 |
| 350 | 57.8 | 106.393 | 105.972 | 103.709 | 86.8414 | 53.7204 |
| 400 | 61.8 | 112.949 | 112.636 | 110.907 | 91.8843 | 59.9506 |
| 500 | 68.7 | 121.182 | 120.98 | 119.908 | 97.7388 | 71.4138 |
| 600 | 74.7 | 126.145 | 126.026 | 125.385 | 100.381 | 81.2586 |
| 700 | 87.3 | 145.922 | 145.331 | 142.338 | 103.2 | 91.0137 |
| 800 | 102.2 | 170.45 | 169.73 | 166.104 | 108.093 | 102.4 |
| 900 | 114.1 | 184.481 | 184.086 | 182.064 | 115.227 | 115.351 |
| 1100 | 142 | 214.063 | 213.599 | 210.909 | 136.221 | 144.012 |
| 1200 | 158.1 | 232.317 | 231.738 | 227.384 | 151.1 | 159.98 |
| 1300 | 171.7 | 242.423 | 242.13 | 239.072 | 168.628 | 176.39 |
| 1400 | 190.6 | 263.318 | 262.636 | 254.466 | 188.727 | 193.41 |
| 1500 | 214.7 | 283.373 | 282.751 | 271.081 | 211.848 | 212.16 |
| 1600 | 235.1 | 304.382 | 303.697 | 285.267 | 235.064 | 232.251 |
| 1700 | 252.7 | 317.692 | 317.118 | 294.642 | 256.976 | 252.496 |
| 1800 | 273.6 | 336.086 | 334.808 | 299.937 | 277.56 | 272.462 |
| 1900 | 292.5 | 351.39 | 349.847 | 304.769 | 297.45 | 292.42 |
| 2000 | 312.2 | 368.234 | 365.431 | 312.512 | 316.487 | 312.094 |
| 2100 | 331.6 | 384.614 | 379.915 | 324.467 | 335.035 | 331.884 |
| 2200 | 351.4 | 401.144 | 392.131 | 341.607 | 353.16 | 351.586 |
| 2300 | 370.5 | 417.059 | 399.861 | 363.754 | 370.914 | 371.027 |
| 2400 | 390.1 | 434.291 | 406.531 | 389.339 | 388.563 | 390.36 |
| 2500 | 408.2 | 449.59 | 416.156 | 414.394 | 406.084 | 409.341 |
| 2600 | 427.2 | 466.5 | 428.51 | 435.182 | 424.268 | 427.89 |
| 2700 | 445.3 | 481.756 | 443.328 | 453.561 | 443.048 | 446.114 |
| 2800 | 464.4 | 497.148 | 459.974 | 470.534 | 461.961 | 463.942 |
| 2900 | 483.1 | 511.61 | 478.084 | 486.896 | 480.97 | 481.63 |
| 3000 | 501.8 | 524.546 | 496.99 | 502.794 | 499.804 | 499.101 |
| 3100 | 520 | 534.75 | 516.088 | 518.288 | 518.252 | 516.28 |
| 3200 | 528.5 | 539.852 | 530.897 | 530.215 | 532.182 | 529.585 |
| 3300 | 535.7 | 541.867 | 539.516 | 537.492 | 540.162 | 537.681 |
| 3400 | 539.8 | 542.971 | 544.474 | 542.138 | 544.754 | 542.695 |
| 3500 | 543.3 | 543.58 | 546.988 | 544.905 | 547.094 | 545.545 |
| 3600 | 545.4 | 543.975 | 548.188 | 546.552 | 548.219 | 547.129 |
| 3700 | 547 | 544.223 | 548.571 | 547.407 | 548.578 | 547.862 |
| 3800 | 548 | 544.4 | 548.587 | 547.819 | 548.59 | 548.146 |
| 3900 | 548.7 | 544.524 | 548.353 | 547.903 | 548.359 | 548.112 |
| 4000 | 549.3 | 544.613 | 547.958 | 547.756 | 547.969 | 547.864 |
| 4100 | 549.6 | 544.675 | 547.494 | 547.469 | 547.51 | 547.5 |
| 4200 | 549.8 | 544.721 | 547.016 | 547.111 | 547.034 | 547.085 |
| 4300 | 549.8 | 544.751 | 546.527 | 546.702 | 546.548 | 546.636 |
| Temperature/°C | 20 | 100 | 200 | 300 | 400 | 500 |
| Heat transfer coefficient/ N/mm·s·°C | 1 | 1 | 1.54 | 1.73 | 2.89 | 3.54 |
| Temperature/°C | 20 | 100 | 200 | 300 | 400 | 500 |
| Heat transfer coefficient/ N/mm·s·°C | 4.24 | 3.54 | 6.03 | 0.60 | 0.85 | 4.87 |
| Temperature/°C | 20 | 100 | 200 |
| Heat transfer coefficient/ N/mm·s·°C | 1 | 1 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.; Xu, W.; Wan, S.; Luo, C.; Lin, Z.; Jiang, X. Determination of Heat Transfer Coefficient by Inverse Analyzing for Selective Laser Melting (SLM) of AlSi10Mg. Crystals 2022, 12, 1309. https://doi.org/10.3390/cryst12091309
Wu C, Xu W, Wan S, Luo C, Lin Z, Jiang X. Determination of Heat Transfer Coefficient by Inverse Analyzing for Selective Laser Melting (SLM) of AlSi10Mg. Crystals. 2022; 12(9):1309. https://doi.org/10.3390/cryst12091309
Chicago/Turabian StyleWu, Chongjun, Weichun Xu, Shanshan Wan, Chao Luo, Zhijian Lin, and Xiaohui Jiang. 2022. "Determination of Heat Transfer Coefficient by Inverse Analyzing for Selective Laser Melting (SLM) of AlSi10Mg" Crystals 12, no. 9: 1309. https://doi.org/10.3390/cryst12091309