
Surface Morphology Evaluation and Material Removal Mechanism Analysis by Single Abrasive Scratching of RB-SiC Ceramics

Abstract
:1. Introduction
2. Experimental Work
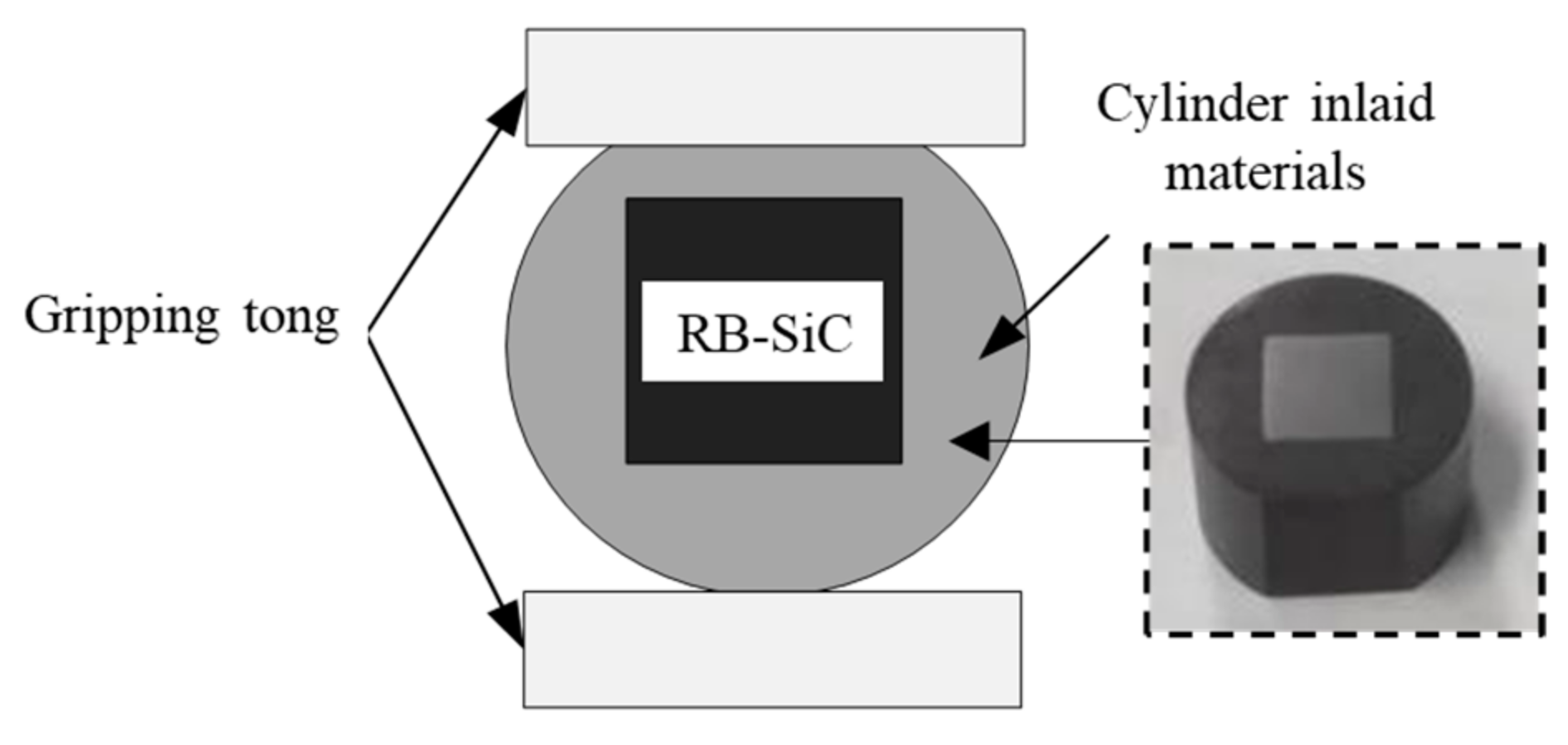
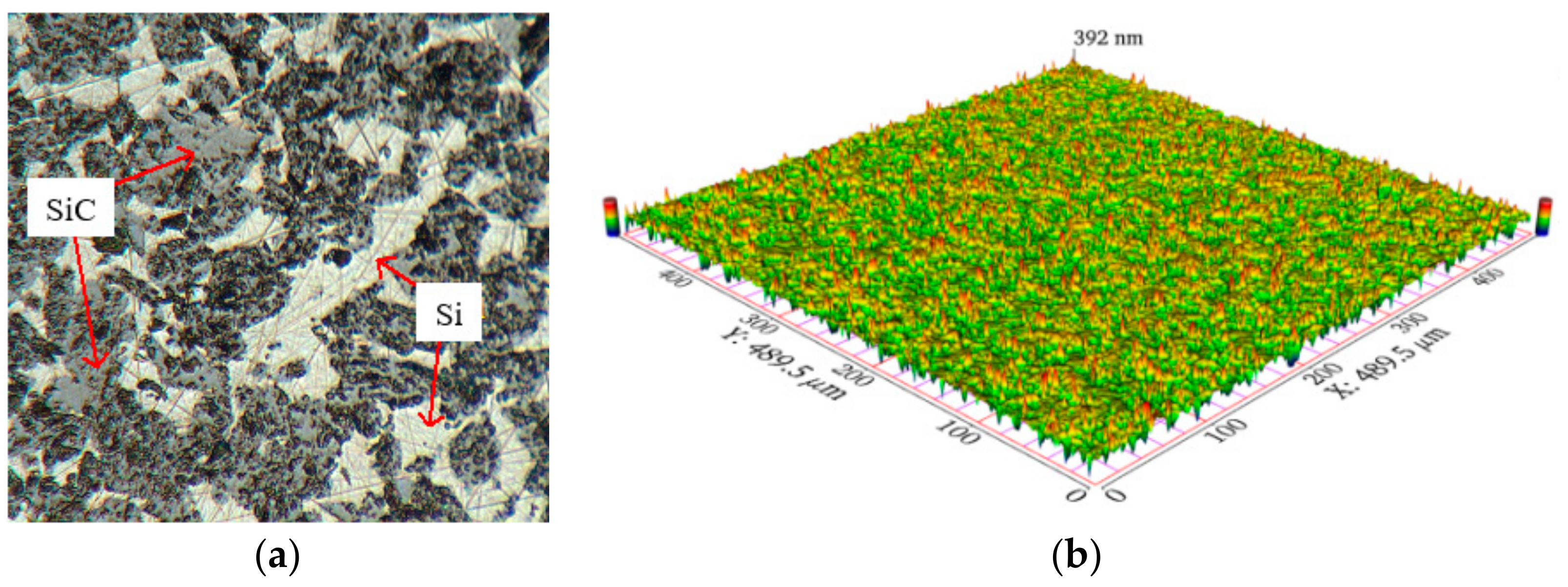
2.1. Preparation of RB-SiC Ceramic Sample
2.2. Experimental Setup
3. Results and Discussion
3.1. Overall Observation of the Surface Morphology
3.2. Evaluation of the Surface Intergrity at Different Material Removal Stages
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, C.; Zhang, F.; Meng, B.; Liu, L.; Rao, X. Material removal mechanism and grinding force modelling of ultrasonic vibration assisted grinding for SiC ceramics. Ceram. Int. 2017, 43, 2981–2993. [Google Scholar] [CrossRef]
- Grinchuk, P.S.; Kiyashko, M.V.; Abuhimd, H.M.; Alshahrani, M.S.; Solovei, D.V.; Stepkin, M.O.; Akulich, A.V.; Shashkov, M.D.; Kuznetsova, T.A.; Danilova-Tretiak, S.M.; et al. Advanced technology for fabrication of reaction-bonded SiC with controlled composition and properties. J. Eur. Ceram. Soc. 2021, 41, 5813–5824. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tools Manuf. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Cheng, Z.; Qin, S.; Fang, Z. Numerical modeling and experimental study on the material removal process using ultrasonic vibration-assisted abrasive water jet. Front. Mater. 2022, 9, 895271. [Google Scholar] [CrossRef]
- Xie, Y.; Sheng, Y.; Qiu, M.; Gui, F. An adaptive decoding biased random key genetic algorithm for cloud workflow scheduling. Eng. Appl. Artif. Intell. 2022, 112, 104879. [Google Scholar] [CrossRef]
- Shi, H.; Liu, G.; Yang, G.; Bi, Q.; Zhao, Y.; Wang, B.; Sun, X.; Liu, X.; Qi, H.; Xu, W.; et al. Analytical modelling of edge chipping in scratch of soda-lime glass considering strain-rate hardening effect. Ceram. Int. 2021, 47, 26552–26566. [Google Scholar] [CrossRef]
- Qi, H.; Qin, S.; Cheng, Z.; Teng, Q.; Hong, T.; Xie, Y. Towards understanding performance enhancing mechanism of micro-holes on K9 glasses using ultrasonic vibration-assisted abrasive slurry jet. J. Manuf. Process. 2021, 64, 585–593. [Google Scholar] [CrossRef]
- Li, H.N.; Yang, Y.; Zhao, Y.J.; Zhang, Z.; Zhu, W.; Wang, W.; Qi, H. On the periodicity of fixed-abrasive planetary lapping based on a generic model. J. Manuf. Process. 2019, 44, 271–287. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Hu, Y.; Wei, Z.; Li, L.; Zhang, F. Modelling and experimental investigation of temperature field during fly-cutting of KDP crystals. Int. J. Mech. Sci. 2021, 210, 106751. [Google Scholar] [CrossRef]
- Hu, W.; Teng, Q.; Hong, T.; Saetang, V.; Qi, H. Stress field modeling of single-abrasive scratching of BK7 glass for surface integrity evaluation. Ceram. Int. 2022, 48, 12819–12828. [Google Scholar] [CrossRef]
- Qi, H.; Shi, L.; Teng, Q.; Hong, T.; Tangwarodomnukun, V.; Liu, G.; Li, H.N. Subsurface damage evaluation in the single abrasive scratching of BK7 glass by considering coupling effect of strain rate and temperature. Ceram. Int. 2022, 48, 8661–8670. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, X.; Ma, L.; Zhang, F.; Huang, H. Deformation characteristics and surface generation modelling of crack-free grinding of GGG single crystals. J. Mater. Process. Technol. 2020, 279, 116577. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Zhang, Y.; Li, L.; Zhang, F. Anisotropy dependence of material removal and deformation mechanisms during nanoscratch of gallium nitride single crystals on (0001) plane. Appl. Surf. Sci. 2022, 578, 152028. [Google Scholar] [CrossRef]
- Zum Gahr, K.H. Wear by hard particles. Tribol. Int. 1998, 31, 587–596. [Google Scholar] [CrossRef]
- Xu, L.; Wang, L.; Chen, H.; Wang, X.; Chen, F.; Lyu, B.; Hang, W.; Zhao, W.; Yuan, J. Effects of pH values and H2O2 concentrations on the chemical enhanced shear dilatancy polishing of Tungsten. Micromachines 2022, 13, 762. [Google Scholar] [CrossRef]
- Rao, X.; Zhang, F.; Luo, X.; Ding, F.; Cai, Y.; Sun, J.; Liu, H. Material removal mode and friction behaviour of RB-SiC ceramics during scratching at elevated temperatures. J. Eur. Ceram. Soc. 2019, 39, 3534–3545. [Google Scholar] [CrossRef]
- Klecka, M.; Subhash, G. Grain size dependence of scratch-induced damage in alumina ceramics. Wear 2008, 265, 612–619. [Google Scholar] [CrossRef]
- Yang, X.; Qiu, Z.; Wang, Y. Stress interaction and crack propagation behavior of glass ceramics under multi-scratches. J. Non-Cryst. Solids 2019, 523, 119600. [Google Scholar] [CrossRef]
- Gastaldi, D.; Vena, P.; Contro, R. Hybrid microstructural finite element modeling for intergranular fracture in ceramic composites and coated systems. Comp. Mater. Sci. 2008, 44, 26–31. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Luo, X.; Cai, Y. Fundamental understanding of the deformation mechanism and corresponding behavior of RB-SiC ceramics subjected to nano-scratch in ambient temperature. Appl. Surf. Sci. 2019, 469, 674–683. [Google Scholar] [CrossRef] [Green Version]
- Ji, R.; Zhang, L.; Zhang, L.; Li, Y.; Lu, S.; Fu, Y. Processing method for metallic substrate using the liquid metal lapping-polishing plate. Front. Mater. 2022, 9, 896346. [Google Scholar] [CrossRef]
- Zhang, L.; Zheng, B.; Xie, Y.; Ji, R.; Li, Y.; Mao, W. Control mechanism of particle flow in the weak liquid metal flow field on non-uniform curvature surface based on lippmann model. Front. Mater. 2022, 9, 895263. [Google Scholar] [CrossRef]
- Qi, H.; Fan, J.; Wang, J.; Li, H. Impact erosion by high velocity micro-particles on a quartz crystal. Tribol. Int. 2015, 82, 200–210. [Google Scholar] [CrossRef]
- Chen, H.Y.; Xu, Q.; Wang, J.H.; Li, P.; Yuan, J.L.; Lyu, B.H.; Wang, J.H.; Tokunagad, K.; Yao, G.; Luo, L.M.; et al. Effect of surface quality on hydrogen/helium irradiation behavior in tungsten. Nucl. Eng. Technol. 2022; in press. [Google Scholar] [CrossRef]
- Lin, B.; Li, S.; Cao, Z.; Zhang, Y.; Jiang, X. Theoretical modeling and experimental analysis of single-grain scratching mechanism of fused quartz glass. J. Mater. Process. Technol. 2021, 293, 117090. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Elastic Modulus (GPa) | Fracture Toughness (MPa·m1/2) | Mohs Hardness | Bending Strength (MPa) |
|---|---|---|---|---|
| 3.08 | 430 | 3.5 | 9.5 | 490 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, Z.; Yuan, H.; Ye, X.; Shi, L. Surface Morphology Evaluation and Material Removal Mechanism Analysis by Single Abrasive Scratching of RB-SiC Ceramics. Crystals 2022, 12, 879. https://doi.org/10.3390/cryst12070879
You Z, Yuan H, Ye X, Shi L. Surface Morphology Evaluation and Material Removal Mechanism Analysis by Single Abrasive Scratching of RB-SiC Ceramics. Crystals. 2022; 12(7):879. https://doi.org/10.3390/cryst12070879
Chicago/Turabian StyleYou, Zhangping, Haiyang Yuan, Xiaoping Ye, and Liwu Shi. 2022. "Surface Morphology Evaluation and Material Removal Mechanism Analysis by Single Abrasive Scratching of RB-SiC Ceramics" Crystals 12, no. 7: 879. https://doi.org/10.3390/cryst12070879