

Machining Performance Analysis of Rotary Ultrasonic-Assisted Drilling of SiCf/SiC Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2.2. Drilling Tool
2.3. Experimental Setup
2.4. Measurement Method
3. Results and Discussion
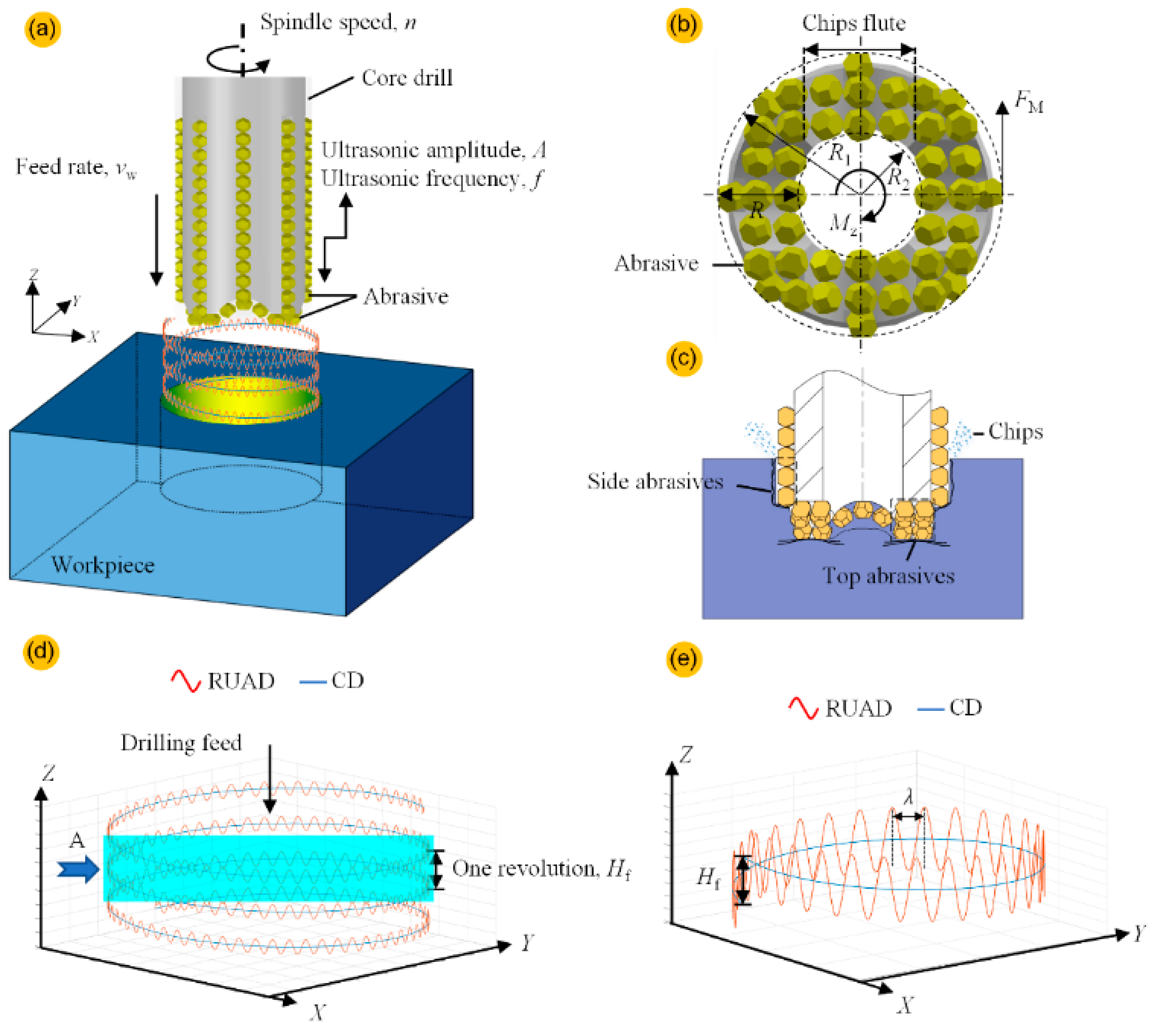
3.1. Kinematic Analysis of RUAD Process
3.2. Tool Life
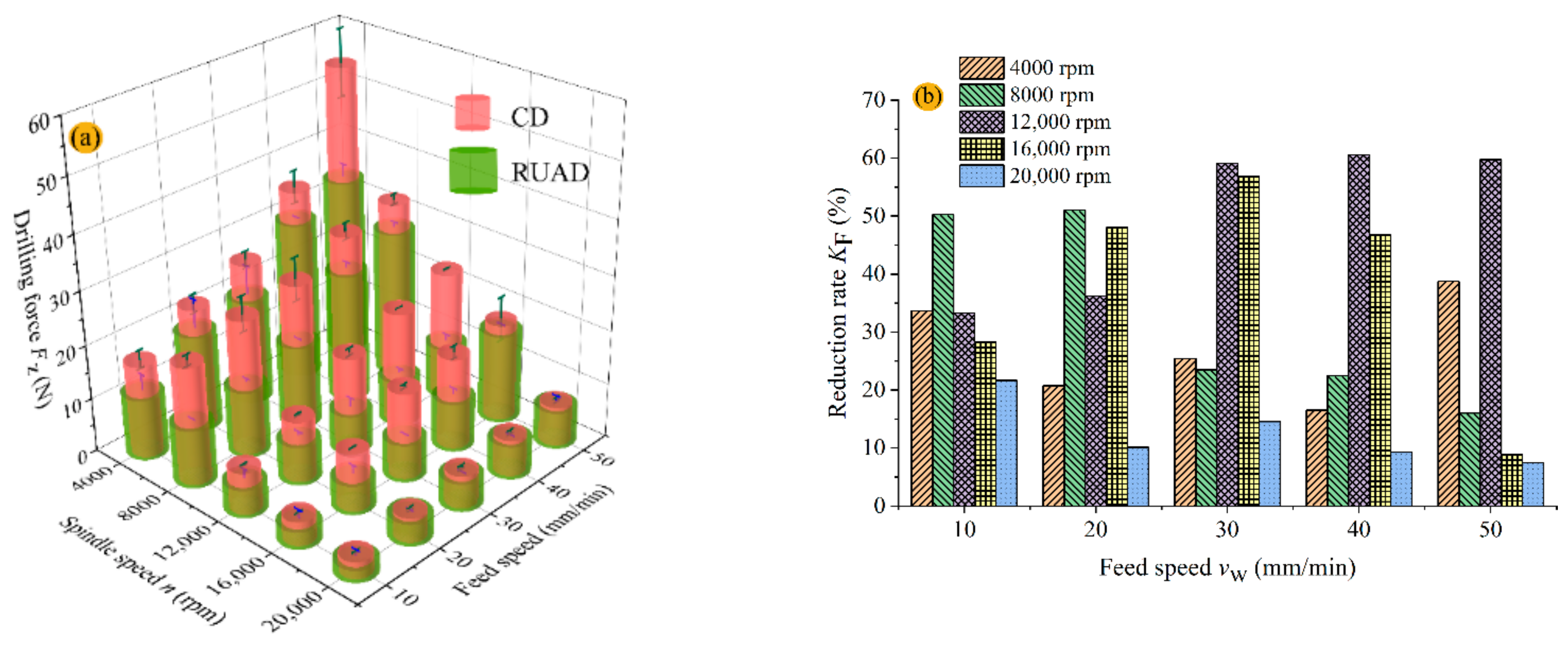
3.3. Drilling Force and Torque
3.4. Surface Roughness of Hole
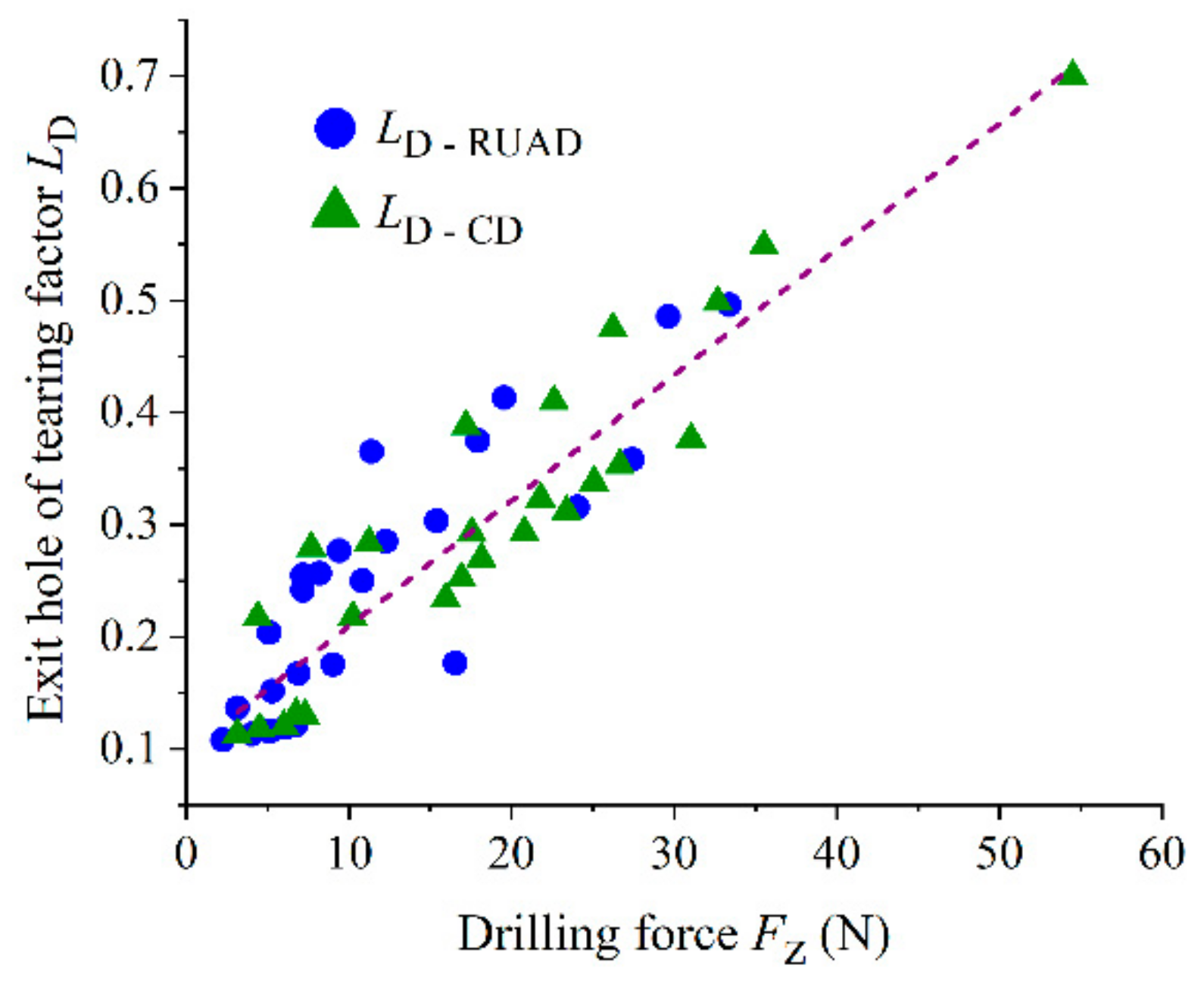
3.5. Tearing Factor of the Hole Exit
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Annerino, A.; Lawson, M.; Gouma, P.I. Future Insights on High Temperature Ceramics and Composites for Extreme Environments. Int. J. Ceram. Eng. Sci. 2022, 4, 296–301. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, Y.; Li, C.; Wang, Y.; Chen, Y.; An, Q.; Zhang, S.; Li, H.N.; Cao, H.; Ali, H.M.; et al. Fiber-Reinforced Composites in Milling and Grinding: Machining Bottlenecks and Advanced Strategies. Front. Mech. Eng. 2022, 17, 24. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Zhang, G.; Wu, Z.; Wu, F. Assessment in Drilling of C/C-SiC Composites Using Brazed Diamond Drills. J. Manuf. Process. 2017, 26, 31–43. [Google Scholar] [CrossRef]
- Huang, B.; Wang, W.; Jiang, R.; Xiong, Y.; Liu, C. Experimental Study on Ultrasonic Vibration-Assisted Drilling Micro-Hole of SiCf/SiC Ceramic Matrix Composites. Int. J. Adv. Manuf. Technol. 2022, 120, 8031–8044. [Google Scholar] [CrossRef]
- Xiao, C.; Han, B. Grinding, Machining Morphological Studies on C/SiC Composites. J. Inst. Eng. India Ser. D 2018, 99, 209–215. [Google Scholar] [CrossRef]
- Garcia Luna, G.; Axinte, D.; Novovic, D. Influence of Grit Geometry and Fibre Orientation on the Abrasive Material Removal Mechanisms of SiC/SiC Ceramic Matrix Composites (CMCs). Int. J. Mach. Tools Manuf. 2020, 157, 103580. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Chen, M.; Ren, F. A Comparison between Vibration Assisted and Conventional Drilling of CfFR/Ti6Al4V Stacks. Mater. Manuf. Process. 2019, 34, 1182–1193. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, R.; Li, W.; Wang, J.; Yang, X.; Cheng, L.; Zhang, L. Effect of Machining Parameter on Femtosecond Laser Drilling Processing on SiC/SiC Composites. Int. J. Adv. Manuf. Technol. 2018, 96, 1795–1811. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, D.; Zhang, W.; Zhu, H.; Huang, C. Hole Characteristics and Surface Damage Formation Mechanisms of C/SiC Composites Machined by Abrasive Waterjet. Ceram. Int. 2022, 48, 5488–5498. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y. Hole Quality and Damage in Drilling Carbon/Epoxy Composites by Electrical Discharge Machining. Mater. Manuf. Process. 2016, 31, 941–950. [Google Scholar] [CrossRef]
- Li, Z.; Yuan, S.; Ma, J.; Shen, J.; Batako, A.D.L. Cutting Force and Specific Energy for Rotary Ultrasonic Drilling Based on Kinematics Analysis of Vibration Effectiveness. Chin. J. Aeronaut. 2021, 35, 376–387. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.; Su, H.; Chen, Y.; Yu, X.; Ding, G. Experimental Studies on Drilling Tool Load and Machining Quality of C/SiC Composites in Rotary Ultrasonic Machining. J. Mater. Process. Technol. 2014, 214, 2900–2907. [Google Scholar] [CrossRef]
- Li, C.; Hu, Y.; Zhang, F.; Geng, Y.; Meng, B. Molecular Dynamics Simulation of Laser Assisted Grinding of GaN Crystals. Int. J. Mech. Sci. 2022, in press. [Google Scholar] [CrossRef]
- Zhang, R.; Li, W.; Liu, Y.; Wang, C.; Wang, J.; Yang, X.; Cheng, L. Machining Parameter Optimization of C/SiC Composites Using High Power Picosecond Laser. Appl. Surf. Sci. 2015, 330, 321–331. [Google Scholar] [CrossRef]
- Zhai, Z.; Wang, W.; Mei, X.; Li, M.; Cui, J.; Wang, F.; Pan, A. Effect of the Surface Microstructure Ablated by Femtosecond Laser on the Bonding Strength of Ebcs for SiC/SiC Composites. Opt. Commun. 2018, 424, 137–144. [Google Scholar] [CrossRef]
- Thongkaew, K.; Wang, J.; Li, W. An Investigation of the Hole Machining Processes on Woven Carbon-Fiber Reinforced Polymers (CFRPs) Using Abrasive Waterjets. Mach. Sci. Technol. 2019, 23, 19–38. [Google Scholar] [CrossRef]
- Wei, C.; Zhao, L.; Hu, D.; Ni, J. Electrical Discharge Machining of Ceramic Matrix Composites with Ceramic Fiber Reinforcements. Int. J. Adv. Manuf. Technol. 2013, 64, 187–194. [Google Scholar] [CrossRef]
- Sonia, P.; Jain, J.K.; Saxena, K.K. Influence of Ultrasonic Vibration Assistance in Manufacturing Processes: A Review. Mater. Manuf. Process. 2021, 36, 1451–1475. [Google Scholar] [CrossRef]
- Hocheng, H.; Tai, N.H.; Liu, C.S. Assessment of Ultrasonic Drilling of C/SiC Composite Material. Compos. Part A-Appl. Sci. Manuf. 2000, 31, 133–142. [Google Scholar] [CrossRef]
- Feng, P.; Wang, J.; Zhang, J.; Zheng, J. Drilling Induced Tearing Defects in Rotary Ultrasonic Machining of C/SiC Composites. Ceram. Int. 2017, 43, 791–799. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Feng, P. Effects of Tool Vibration on Fiber Fracture in Rotary Ultrasonic Machining of C/SiC Ceramic Matrix Composites. Compos. Part B-Eng. 2017, 129, 233–242. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Feng, P.; Guo, P. Experimental and Theoretical Investigation on Critical Cutting Force in Rotary Ultrasonic Drilling of Brittle Materials and Composites. Int. J. Mech. Sci. 2018, 135, 555–564. [Google Scholar] [CrossRef]
- Ding, K.; Li, Q.; Zhang, C. Experimental Studies on Material Removal Mechanisms in Ultrasonic Assisted Grinding of SiC Ceramics with a Defined Grain Distribution Brazed Grinding Wheel. Int. J. Adv. Manuf. Technol. 2021, 116, 3663–3676. [Google Scholar] [CrossRef]
- Wu, W.; Kuzu, A.; Stephenson, D.; Hong, J.; Bakkal, M.; Shih, A. Dry and Minimum Quantity Lubrication High-Throughput Drilling of Compacted Graphite Iron. Mach. Sci. Technol. 2018, 22, 652–670. [Google Scholar] [CrossRef]
- Hwang, T.W.; Evans, C.J.; Malkin, S. High Speed Grinding of Silicon Nitride with Electroplated Diamond Wheels, Part 1: Wear and Wheel Life. J. Manuf. Sci. Eng. 2000, 122, 42–50. [Google Scholar] [CrossRef]
- Yu, Y.Q.; Tie, X.R.; Zhang, G.Q.; Huang, G.Q.; Huang, H.; Xu, X.P. Comparison of Brazed and Sintered Diamond Tools for Grinding of Stone. Mater. Res. Innov. 2014, 18, S2–S869. [Google Scholar] [CrossRef]
- Liu, D.; Long, W.; Wu, M.; Qi, K.; Pu, J. Microstructure Evolution and Lifetime Extension Mechanism of Sn-Added Fe-Based Pre-Alloy Brazing Coating in Diamond Tools. Coatings 2019, 9, 364. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Xiao, B.; Wang, B. Optimum and Arrangement Technology of Abrasive Topography for Brazed Diamond Grinding Disc. Int. J. Refract. Met. Hard Mat. 2021, 95, 105455. [Google Scholar] [CrossRef]
- Wang, P.; Liu, F.; Wang, H.; Li, H.; Gou, Y. A Review of Third Generation SiC Fibers and SiCf/SiC Composites. J. Mater. Sci. Technol. 2019, 35, 2743–2750. [Google Scholar] [CrossRef]
- Razzell, A.G. Joining and Machining of Ceramic Matrix Composites. In Comprehensive Composite Materials; Elsevier: Amsterdam, The Netherlands, 2000; Volume 4, pp. 689–697. [Google Scholar]
- Dai, J.; Su, H.; Hu, H.; Yu, T.; Zhou, W.; Ding, W.; Ji, S.; Zheng, Y. The Influence of Grain Geometry and Wear Conditions on the Material Removal Mechanism in Silicon Carbide Grinding with Single Grain. Ceram. Int. 2017, 43, 11973–11980. [Google Scholar] [CrossRef]
- Justine, D.; Eduardo, S.; Nasrin, A.N. Fracture Behaviour of SiC/SiC Ceramic Matrix Composite at Room Temperature. J. Eur. Ceram. Soc. 2022, 42, 3156–3167. [Google Scholar]
- Chen, Y.; Su, H.; Qian, N.; He, J.; Gu, J.; Xu, J.; Ding, K. Ultrasonic Vibration-Assisted Grinding of Silicon Carbide Ceramics Based on Actual Amplitude Measurement: Grinding Force and Surface Quality. Ceram. Int. 2021, 47, 15433–15441. [Google Scholar] [CrossRef]
- Wu, B.; Zhao, B.; Ding, W.; Su, H. Investigation of the Wear Characteristics of Microcrystal Alumina Abrasive Wheels during the Ultrasonic Vibration-Assisted Grinding of Ptmcs. Wear 2021, 477, 203844. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.; Su, H.; Cui, F.; Li, Q.; Lei, W.; Xu, H. Study on Surface/Subsurface Breakage in Ultrasonic Assisted Grinding of C/SiC Composites. Int. J. Adv. Manuf. Technol. 2017, 91, 3095–3105. [Google Scholar] [CrossRef]
- Khunt, C.P.; Makhesana, M.A.; Patel, K.M.; Mawandiya, B.K. Performance Assessment of Vegetable Oil-Based Minimum Quantity Lubrication (MQL) in Drilling. Mater. Today Proc. 2021, 44, 341–345. [Google Scholar] [CrossRef]
- Islam, S.; Yuan, S.; Li, Z. Mathematical Modeling and Experimental Studies on Axial Drilling Load for Rotary Ultrasonic Drilling of C/SiC Composites. Int. J. Adv. Manuf. Technol. 2020, 107, 1309–1326. [Google Scholar] [CrossRef]
- Zou, F.; Chen, J.; An, Q.; Cai, X.; Chen, M. Influences of Clearance Angle and Point Angle on Drilling Performance of 2D Cf/SiC Composites Using Polycrystalline Diamond Tools. Ceram. Int. 2020, 46, 4371–4380. [Google Scholar] [CrossRef]




















| Parameters | Value |
|---|---|
| Spindle speed n (r/min) | 4000, 8000, 12,000, 16,000, 20,000 |
| Feed rate vw (mm/min) | 10, 20, 30, 40, 50 |
| Ultrasonic frequency f (kHz) | 23.5 |
| Amplitude A (μm) | 0, 5 |
| Coolant | Dry drilling |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Su, H.; Qian, N.; Xu, P. Machining Performance Analysis of Rotary Ultrasonic-Assisted Drilling of SiCf/SiC Composites. Crystals 2022, 12, 1658. https://doi.org/10.3390/cryst12111658
He J, Su H, Qian N, Xu P. Machining Performance Analysis of Rotary Ultrasonic-Assisted Drilling of SiCf/SiC Composites. Crystals. 2022; 12(11):1658. https://doi.org/10.3390/cryst12111658
Chicago/Turabian StyleHe, Jingyuan, Honghua Su, Ning Qian, and Pengfei Xu. 2022. "Machining Performance Analysis of Rotary Ultrasonic-Assisted Drilling of SiCf/SiC Composites" Crystals 12, no. 11: 1658. https://doi.org/10.3390/cryst12111658