
Mechanical Characterization and Microstructural Analysis of Hybrid Composites (LM5/ZrO2/Gr)
 , ,
, ,
Abstract
:1. Introduction
2. Materials
2.1. Matrix Metal
2.2. Reinforcement
2.3. Fabrication of LM5/ZrO2/Gr Hybrid Composites
3. Testing of AMCs
3.1. Micro Structural Analysis
3.1.1. Optical Microscopy
3.1.2. SEM and EDAX
3.2. Density
3.3. Microhardness
3.4. Macrohardness
3.5. Tensile Strength
3.6. Compressive Strength
3.7. Impact Strength
4. Results and Discussions
4.1. Microstructural Analysis
4.1.1. Optical Micrograph Analysis
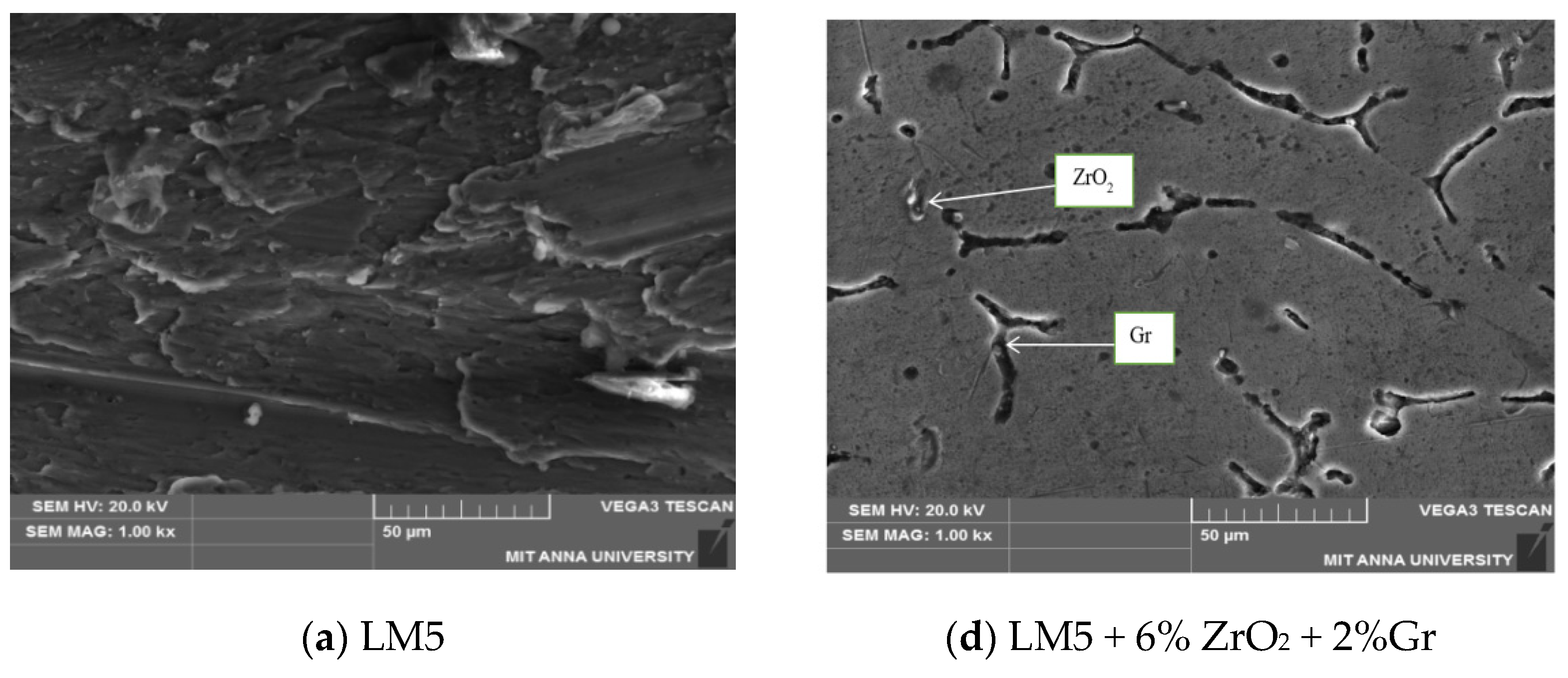
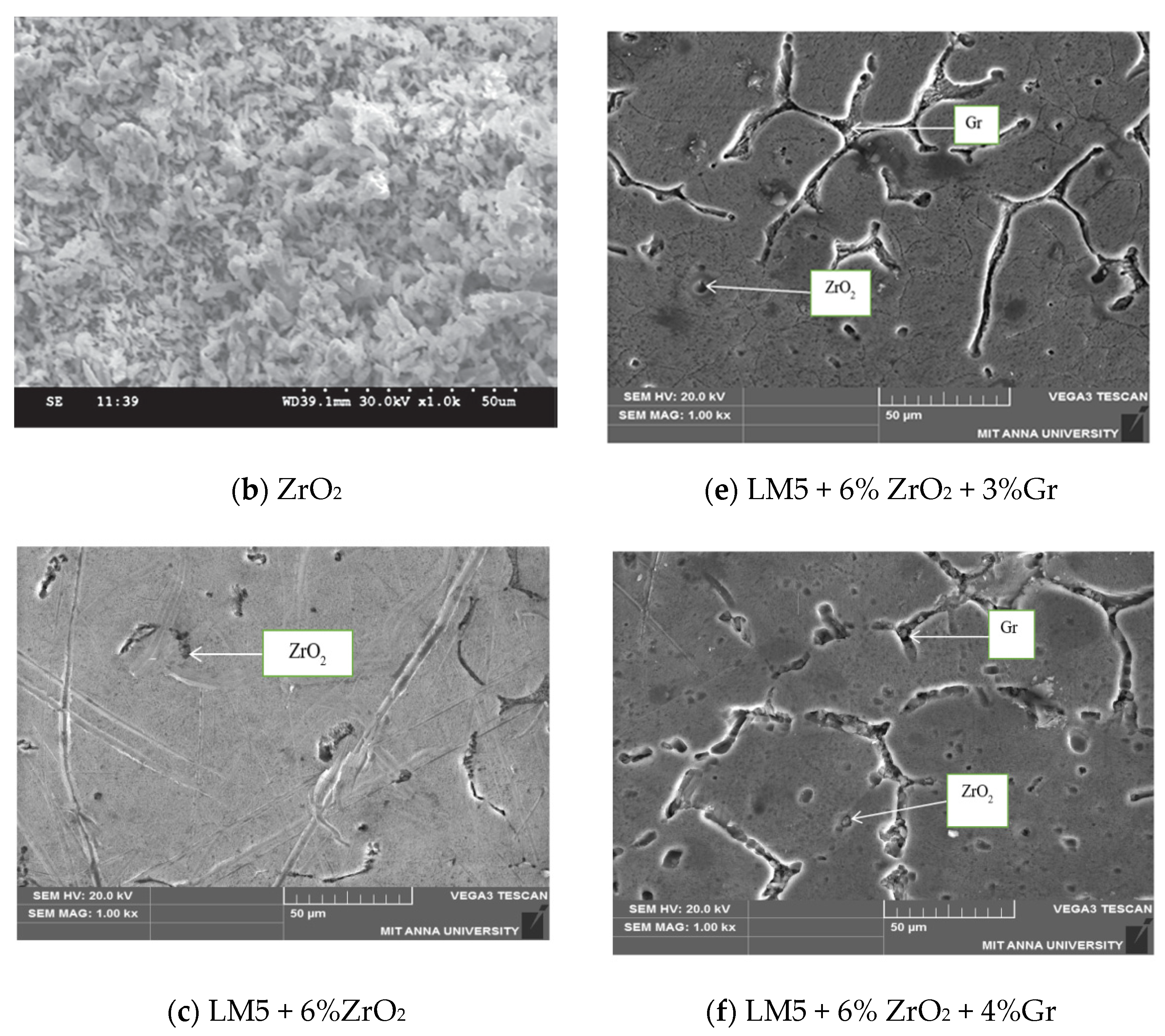
4.1.2. SEM Analysis
4.1.3. EDAX Analysis
4.2. Density
4.3. Microhardness
4.4. Macrohardness
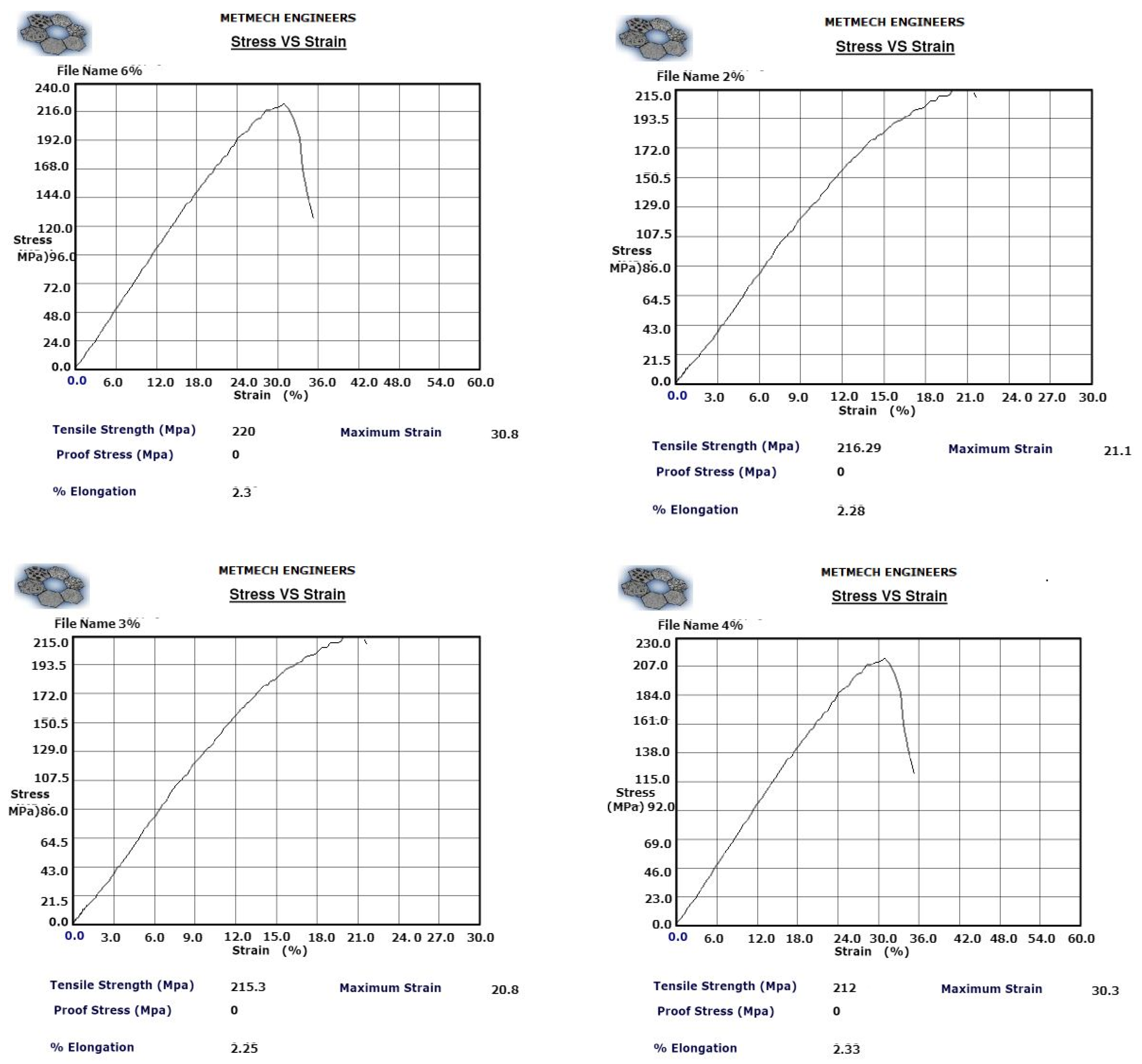
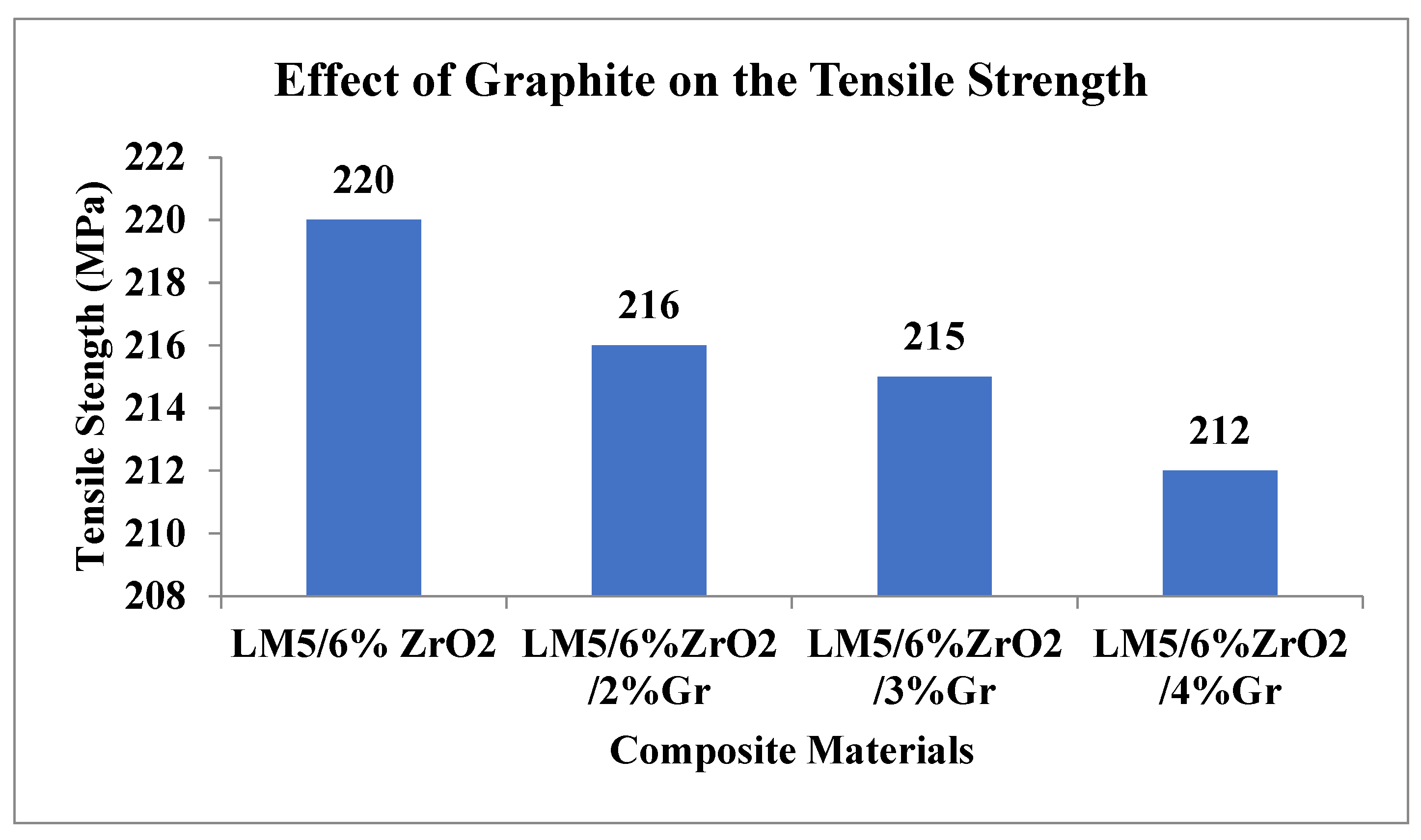
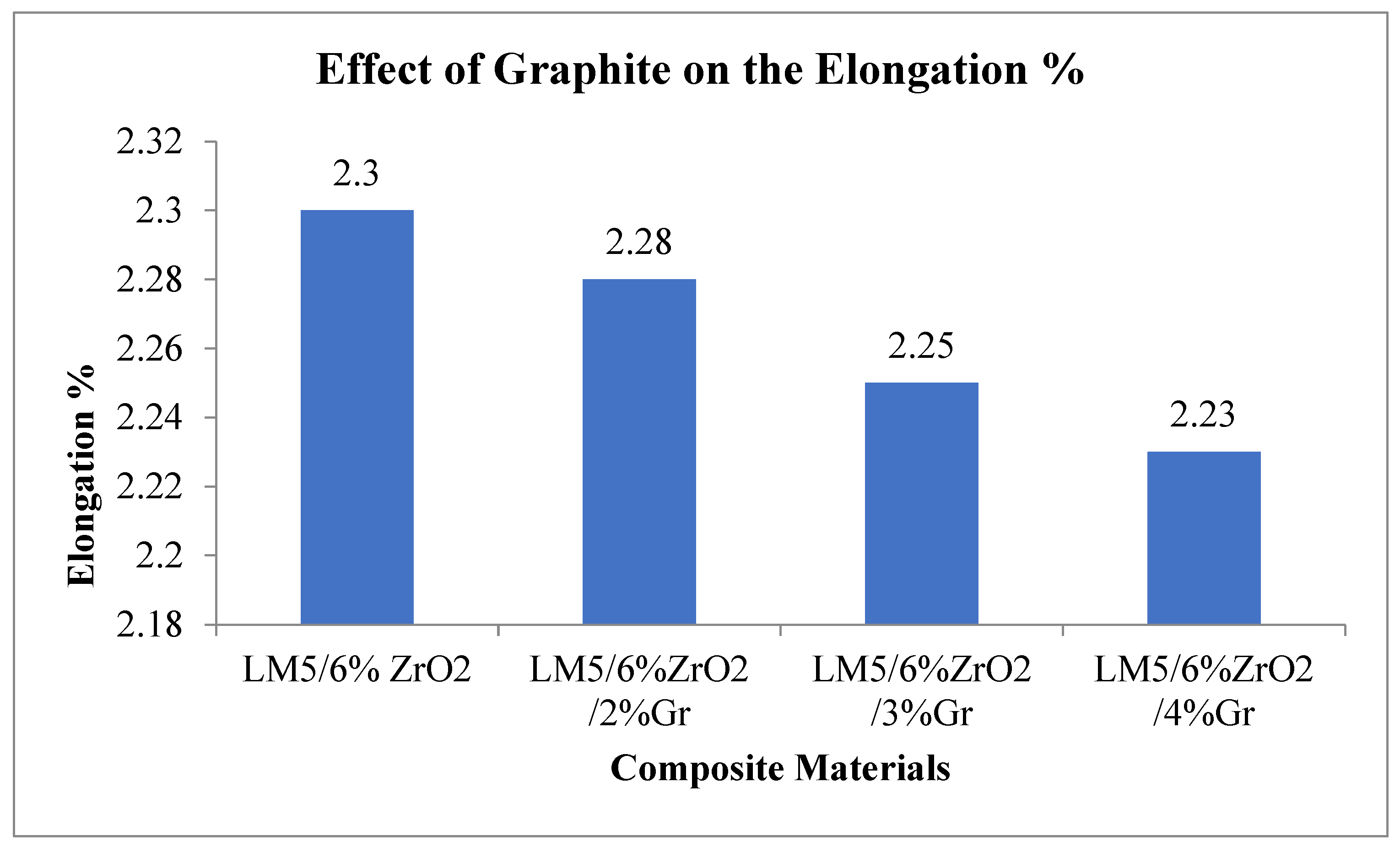
4.5. Tensile Strength
4.6. Compressive Strength
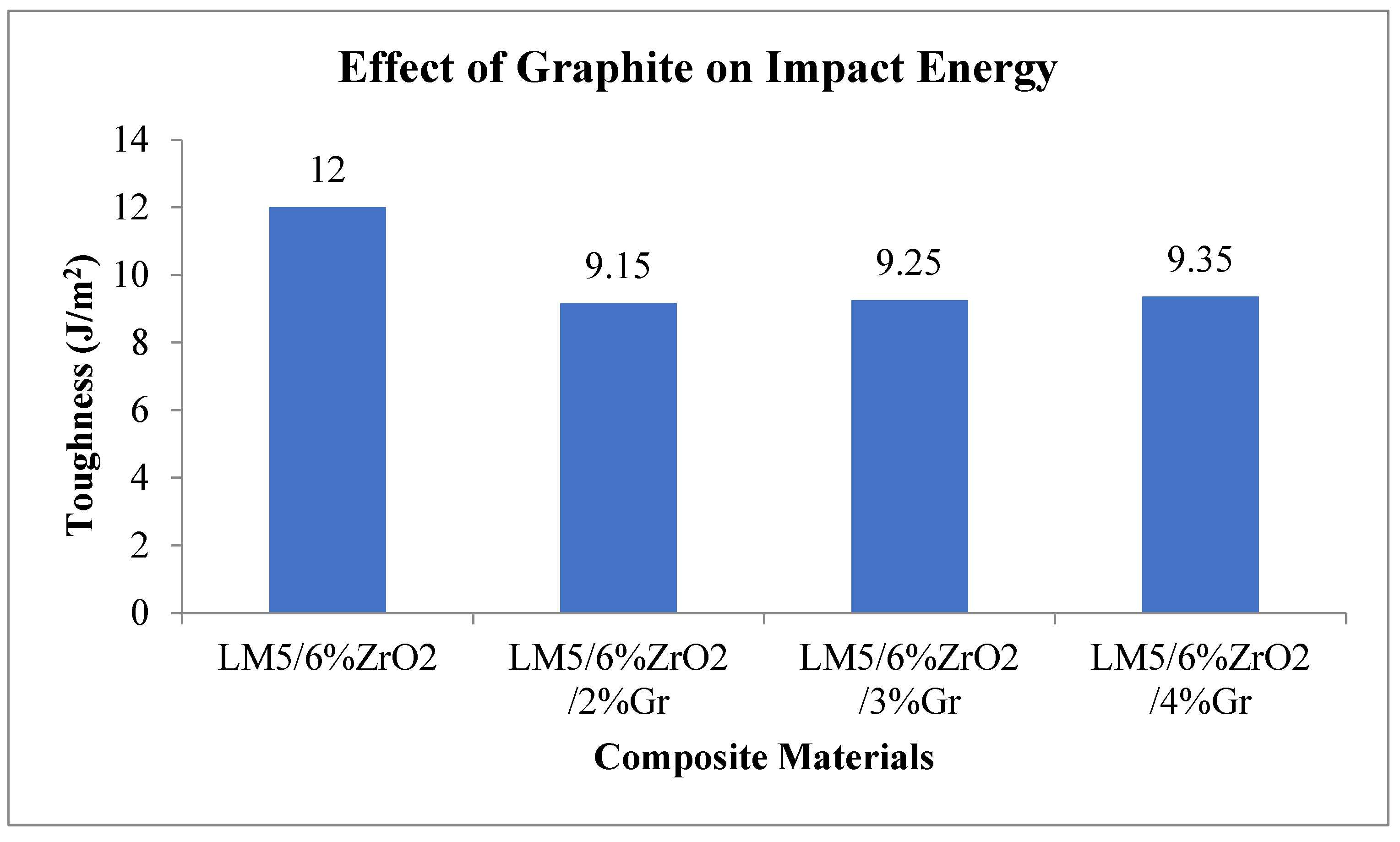
4.7. Impact Strength
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Surappa, M.K. Aluminium matrix composites: Challenges and Opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Processing techniques for particulate-reinforced metal aluminum matrix composites. J. Mater. Sci. 1991, 26, 596–5978. [Google Scholar] [CrossRef]
- Clyne, T.W.; Withers, P.J. An Introduction to Metal Matrix Composites; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]
- Surappa, K.M.; Rohatgi, P.K. Preparation and properties of cast aluminum-ceramic particle composites. J. Mater. Sci. 1981, 16, 983–993. [Google Scholar] [CrossRef]
- Lanker, M.V. Metallurgy of Aluminum Alloys; Chapman & Hall Ltd.: Boca Raton, FL, USA, 1967. [Google Scholar]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Torralba, J.D.; Da Costa, C.E.; Velasco, F. P/M Aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 1–2, 203–206. [Google Scholar] [CrossRef]
- Pai, B.C.; Pillai, R.M.; Satyanarayana, K.G. Prospects for graphite aluminium composites in Engineering industries. Ind. J. Eng. Mater. Sci. 1994, 1, 279–285. [Google Scholar]
- Syarifudin, M.; Hale, E.N.; Sofyan, B.T. Effect of ZrO2 addition on mechanical properties and microstructure of Al-9Zn-6Mg-3Si matrix composites manufactured by squeeze casting. Mater. Sci. Eng. 2019, 517, 12001. [Google Scholar] [CrossRef]
- James, S.J.; Annamalai, A.R. Machinability study of developed composite AA6061-ZrO2 and analysis of influence of MQL. Metals 2018, 8, 472. [Google Scholar] [CrossRef]
- Babu, L.G.; Ramesh, M.; Ravichandran, M. Mechanical and tribological characteristics of ZrO2 reinforced Al2014 matrix composites produced via stir casting route. Mater. Res. Express 2019, 6, 115542. [Google Scholar]
- Gunasekaran, T.; Vijayan, S.N.; Prakash, P.; Satishkumar, P. Mechanical properties and characterization of Al7075 aluminum alloy based ZrO2 particle reinforced metal-matrix composites. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Arif, M.; Asif, M.; Ahmed, I. Advanced composite material for aerospace application—A review. Int. J. Eng. Manuf. Sci. 2017, 7, 393–409. [Google Scholar]
- Pandiyarajan, R.; Maran, P.; Murugan, N.; Marimuthu, S.; Sornakumar, T. Friction stir welding of hybrid AA 6061-ZrO2-C composites FSW process optimization using desirability approach. Mater. Res. Express 2019, 6, 066553. [Google Scholar] [CrossRef]
- Pul, M. Effect of ZrO2 quantity on mechanical properties of ZrO2-reinforced aluminum composites produced by the vacuum infiltration technique. Rev. De Metal. 2021, 57, e195. [Google Scholar] [CrossRef]
- Moghanlou, F.S.; Nekahi, S.; Vajdi, M.; Ahmadi, Z.; Motallebzadeh, A.; Shokouhimehr, A.; Shokouhimehr, M.; Jafargholinejad, S.; Asl, M.S. Effects of graphite nano-flakes on thermal and microstructural properties of TiB2–SiC composites. Ceram. Int. 2020, 46, 11622–11630. [Google Scholar] [CrossRef]
- Baradeswaran, A.; ElayaPerumal, A. Effect of graphite on tribological and mechanical properties of AA7075 composites. Tribol. Trans. 2015, 58, 1–6. [Google Scholar] [CrossRef]
- Simsek, I.; Şimsek, D.; Ozyurek, D. The effect of different sliding speeds on wear behavior of ZrO2 reinforcement aluminium matrix composite materials. Int. Adv. Res. Eng. J. 2020, 4, 1–7. [Google Scholar]
- Rino, J.J.; Sivalingappa, D.; Koti, H.; Jebin, V.D. Properties of Al6063 MMC Reinforced with Zircon Sand and Alumina. IOSR J. Mech. Civ. Eng. 2013, 5, 72–77. [Google Scholar] [CrossRef]
- HimaGireesh, C.; Durga Prasad, K.G.; Ramji, K. Experimental investigation on mechanical properties of an Al6061 hybrid metal matrix composite. J. Compos. Sci. 2018, 2, 49. [Google Scholar] [CrossRef]
- Aruna, K.; Diwakar, K.; Kumar, K.B. Development and Characterization of Al 6061-ZrO2 Reinforced Metal Matrix Composites. Int. J. Adv. Res. Comput. Sci. Softw. Eng. 2018, 8, 270–275. [Google Scholar]
- Kareem, A.; Qudeiri, J.A.; Abdudeen, A.; Ahammed, T.; Ziout, A. A review on AA 6061 metal matrix composites produced by stir casting. Materials 2021, 14, 175. [Google Scholar] [CrossRef]
- Karthikeyan, G.; Jinu, G.R. Dry sliding wear behaviour of stir cast LM25/ZrO2 metal matrix composites. Trans. FAMENA 2015, 39, 89–98. [Google Scholar]
- JebaroseJuliyana, S.; UdayaPrakash, J. Drilling parameter optimization of metal matrix composites (LM5/ZrO2) using Taguchi Technique. Mater. Today Proc. 2020, 33, 3046–3050. [Google Scholar] [CrossRef]
- Madhusudhan, M.; Naveen, G.J.; Mahesha, K. Mechanical characterization of AA7068- ZrO2 reinforced metal matrix composites. Mater. Today Proc. 2017, 4, 3122–3130. [Google Scholar] [CrossRef]
- Sozhamannan, G.G.; BalasivanandhaPrabu, S.; Venkatajalapathy, V.S.K. Effect of processing parameters on metal matrix composites: Stir casting process. J. Surf. Eng. Mater. Adv. Technol. 2012, 2, 11–15. [Google Scholar]
- Malaki, M.; FadaeiTehrani, A.; Niroumand, B.; Gupta, M. Wettability in metal matrix composites. Metals 2021, 11, 1034. [Google Scholar] [CrossRef]
- Liao, Z.; Standke, Y.; Gluch, J.; Balázsi, K.; Pathak, O.; Höhn, S.; Herrmann, M.; Werner, S.; Dusza, J.; Balázsi, C.; et al. Microstructure and fracture mechanism investigation of porous silicon Nitride–Zirconia–Graphene composite using multi-Scale and In-Situ microscopy. Nanomaterials 2021, 11, 285. [Google Scholar] [CrossRef] [PubMed]
- Alajmi, M.; Shalwan, A. Correlation between mechanical properties with specific wear rate and the coefficient of friction of graphite/epoxy composites. Materials 2015, 8, 4162–4175. [Google Scholar] [CrossRef] [Green Version]
- Molina, J.M.; Rodríguez-Guerrero, A.; Louis, E.; Rodríguez-Reinoso, F.; Narciso, J. Porosity effect on thermal properties of Al-12 wt% Si/graphite composites. Materials 2017, 10, 177. [Google Scholar] [CrossRef] [PubMed]
- Smeulders, R.J.; Mischgofsky, F.H.; Frankena, H.J. Direct microscopy of alloy nucleation, solidification and ageing (coarsening) during stir casting. J. Cryst. Growth 1986, 76, 151–169. [Google Scholar] [CrossRef]
- Zhou, W.; Xu, Z.M. Casting of SiC reinforced metal matrix composites. J. Mater. Process. Technol. 1997, 63, 358–363. [Google Scholar] [CrossRef]
- Callister, W.D., Jr. Material Science and Engineering—An Introduction, 2nd ed.; John Wiley: New York, NY, USA, 1991. [Google Scholar]
- Ravi, B.; BaluNaik, B.; UdayaPrakash, J. Characterization of Aluminum Matrix Composites (AA6061/B4C) Fabricated by Stir Casting Technique. Mater. Today Proc. 2015, 2, 2984–2990. [Google Scholar] [CrossRef]
- Lindroos, V.K.; Talvitie, M.J. Recent advances in metal matrix composites. J. Mater. Process. Technol. 1995, 53, 273–284. [Google Scholar] [CrossRef]
- Razzaq, A.M.; Majid, D.L.; Basheer, U.M.; Aljibori, H.S.S. Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement. Crystals 2021, 11, 1212. [Google Scholar] [CrossRef]
- Chan, K.F.; Zaid, M.H.M.; Mamat, M.S.; Liza, S.; Tanemura, M.; Yaakob, Y. Recent developments in carbon nanotubes-reinforced ceramic matrix composites: A review on dispersion and densification techniques. Crystals 2021, 11, 457. [Google Scholar] [CrossRef]
- Lokesh, T.; Mallikarjun, U.S. Mechanical and morphological studies of Al6061-Gr-SiC hybrid metal matrix composites. Appl. Mech. Mater. 2015, 813, 195–202. [Google Scholar] [CrossRef]
- Gowrishankar, T.P.; Manjunatha, L.H.; Sangmesh, B. Mechanical and Wear behaviour of Al6061 reinforced with Graphite and TiC Hybrid MMC’s. Mater. Res. Innov. 2019, 24, 179–185. [Google Scholar]
- Girisha, K.B.; Chittappa, H.C. Preparation, Characterization and Wear Study of Aluminum Alloy (Al 356.1) Reinforced with Zirconium Nano Particles. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 3627–3637. [Google Scholar]
- Malhotra, S.; Narayan, R.; Gupta, R.D. Synthesis and Characterization of Aluminum 6061 Alloy-Fly ash& Zirconia Metal Matrix Composite. Int. J. Curr. Eng. Technol. 2013, 3, 1716–1719. [Google Scholar]
- Baghchesara, M.A.; Abdizadeh, H.; Baharvandi, H.R. Microstructure and Mechanical Poperties of Aluminum Alloy Matrix Composite Reinforced with ZrO2 Particles. Asian J. Chem. 2010, 22, 3824–3834. [Google Scholar]
- Yadav, P.; Ranjan, A.; Kumar, H.; Mishra, A.; Yoon, J. A contemporary review of aluminium MMC developed through stir-casting route. Materials 2021, 14, 6386. [Google Scholar] [CrossRef]
- Barabás, R.; Fort, C.I.; Turdean, G.L.; Bizo, L. Influence of HAP on the morpho-structural properties and corrosion resistance of ZrO2-based composites for biomedical applications. Crystals 2021, 11, 202. [Google Scholar] [CrossRef]
- Nakonieczny, D.S.; Slíva, A.; Paszenda, Z.; Hundáková, M.; Kratošová, G.; Holešová, S.; Majewska, J.; Kałużyński, P.; Sathish, S.K.; SimhaMartynková, G. Simple approach to medical grade alumina and zirconia ceramics surface alteration via acid etching treatment. Crystals 2021, 11, 1232. [Google Scholar] [CrossRef]
- Liu, J.; Sun, K.; Zeng, L.; Wang, J.; Xiao, X.; Liu, J.; Guo, C.; Ding, Y. Microstructure and Properties of Copper–Graphite Composites Fabricated by Spark Plasma Sintering Based on Two-Step Mixing. Metals 2020, 10, 1506. [Google Scholar]
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa, H.; Varma, R.S.; Gupta, M. Advanced metal matrix nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef]
- Singh, M.; Garg, H.K.; Maharana, S.; Yadav, A.; Singh, R.; Maharana, P.; Nguyen, T.V.; Yadav, S.; Loganathan, M.K. An experimental investigation on the material removal rate and surface roughness of a hybrid aluminum metal matrix composite (Al6061/sic/gr). Metals 2021, 11, 1449. [Google Scholar] [CrossRef]
- Khan, A.; Abdelrazeq, M.W.; Mattli, M.R.; Yusuf, M.M.; Alashraf, A.; Matli, P.R.; Shakoor, R.A. Structural and mechanical properties of Al-SiC-ZrO2 nanocomposites fabricated by microwave sintering technique. Crystals 2020, 10, 904. [Google Scholar] [CrossRef]
- Díaz, M.; Smirnov, A.; Gutiérrez-González, C.F.; Estrada, D.; Bartolomé, J.F. Microstructure and mechanical properties of zirconia (3Y-TZP)/Zr composites prepared by wet processing and subsequent spark plasma sintering. Ceramics 2020, 3, 53–64. [Google Scholar] [CrossRef]
- Kvashnin, V.I.; Dudina, D.V.; Ukhina, A.V.; Koga, G.Y.; Georgarakis, K. The Benefit of the Glassy State of Reinforcing Particles for the Densification of Aluminum Matrix Composites. J. Compos. Sci. 2022, 6, 135. [Google Scholar] [CrossRef]
- Simoncini, A.; Tagliaferri, V.; Ucciardello, N. High thermal conductivity of copper matrix composite coatings with highly-aligned graphite nanoplatelets. Materials 2017, 10, 1226. [Google Scholar] [CrossRef]
- Sadhana, A.D.; Prakash, J.U.; Sivaprakasam, P.; Ananth, S. Wear behaviour of aluminum matrix composites (LM25/Fly Ash)-A Taguchi approach. Mater. Today Proc. 2020, 33, 3093–3096. [Google Scholar] [CrossRef]
- Prakash, J.U.; Juliyana, S.J.; Pallavi, P.; Moorthy, T.V. Optimization of Wire EDM Process Parameters for Machining Hybrid Composites (356/B4C/Fly Ash) using Taguchi Technique. Mater. Today Proc. 2018, 5, 7275–7283. [Google Scholar]
- Rubi, C.S.; Prakash, J.U. Drilling of Hybrid Aluminum Matrix Composites using Grey-Taguchi Method. INCAS Bull. 2020, 12, 167–174. [Google Scholar]
- Seon, G.; Makeev, A.; Schaefer, J.D.; Justusson, B. Measurement of interlaminar tensile strength and elastic properties of composites using open-hole compression testing and digital image correlation. Appl. Sci. 2019, 9, 2647. [Google Scholar]
- Deng, C.; Li, R.; Yuan, T.; Niu, P.; Wang, Y. Microstructure and Mechanical Properties of a Combination Interface between Direct Energy Deposition and Selective Laser Melted Al-Mg-Sc-Zr Alloy. Metals 2021, 11, 801. [Google Scholar]
- Chandel, R.; Sharma, N.; Bansal, S.A. A review on recent developments of aluminum-based hybrid composites for automotive applications. Emergent Mater. 2021, 4, 1243–1257. [Google Scholar]
- Jadhav, P.R.; Sridhar, B.R.; Nagaral, M.; Harti, J.I. Mechanical behavior and fractography of graphite and boron carbide particulates reinforced A356 alloy hybrid metal matrix composites. Adv. Compos. Hybrid Mater. 2020, 3, 114–119. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Si | Mn | Fe | Pb | Zn | Al |
|---|---|---|---|---|---|---|---|
| 0.032 | 3.299 | 0.212 | 0.022 | 0.268 | 0.02 | 0.01 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Juliyana, S.J.; Prakash, J.U.; Salunkhe, S.; Hussein, H.M.A.; Gawade, S.R. Mechanical Characterization and Microstructural Analysis of Hybrid Composites (LM5/ZrO2/Gr). Crystals 2022, 12, 1207. https://doi.org/10.3390/cryst12091207
Juliyana SJ, Prakash JU, Salunkhe S, Hussein HMA, Gawade SR. Mechanical Characterization and Microstructural Analysis of Hybrid Composites (LM5/ZrO2/Gr). Crystals. 2022; 12(9):1207. https://doi.org/10.3390/cryst12091207
Chicago/Turabian StyleJuliyana, Sunder Jebarose, Jayavelu Udaya Prakash, Sachin Salunkhe, Hussein Mohamed Abdelmoneam Hussein, and Sharad Ramdas Gawade. 2022. "Mechanical Characterization and Microstructural Analysis of Hybrid Composites (LM5/ZrO2/Gr)" Crystals 12, no. 9: 1207. https://doi.org/10.3390/cryst12091207