
Effect of Abnormal Grains on the Mechanical Properties of FGH96 Solid-State Diffusion Bonding Joint

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods and Characterization
3. Results
3.1. Microstructural Characterization of FGH96 SSDB Joints
3.2. Mechanical Properties
4. Discussion
4.1. The Origin of Abnormal Grain Growth and Its Correlation with Preferred Grain Orientation and Twin Boundaries for the Newly Formed Grains in the Bonding Region
4.2. The Influence of Abnormal Grains on the Mechanical Properties
5. Conclusions
- (1)
- The joint characterized by abnormally large grains with preferred orientation in the bonding region has low relative (ratio to the matrix) yield strength (88.81%) and tensile strength (92.54%), but high relative elongation (116.11%). This is attributed to the easier activated slip systems in the large grains and the absent resistance from the twin boundaries.
- (2)
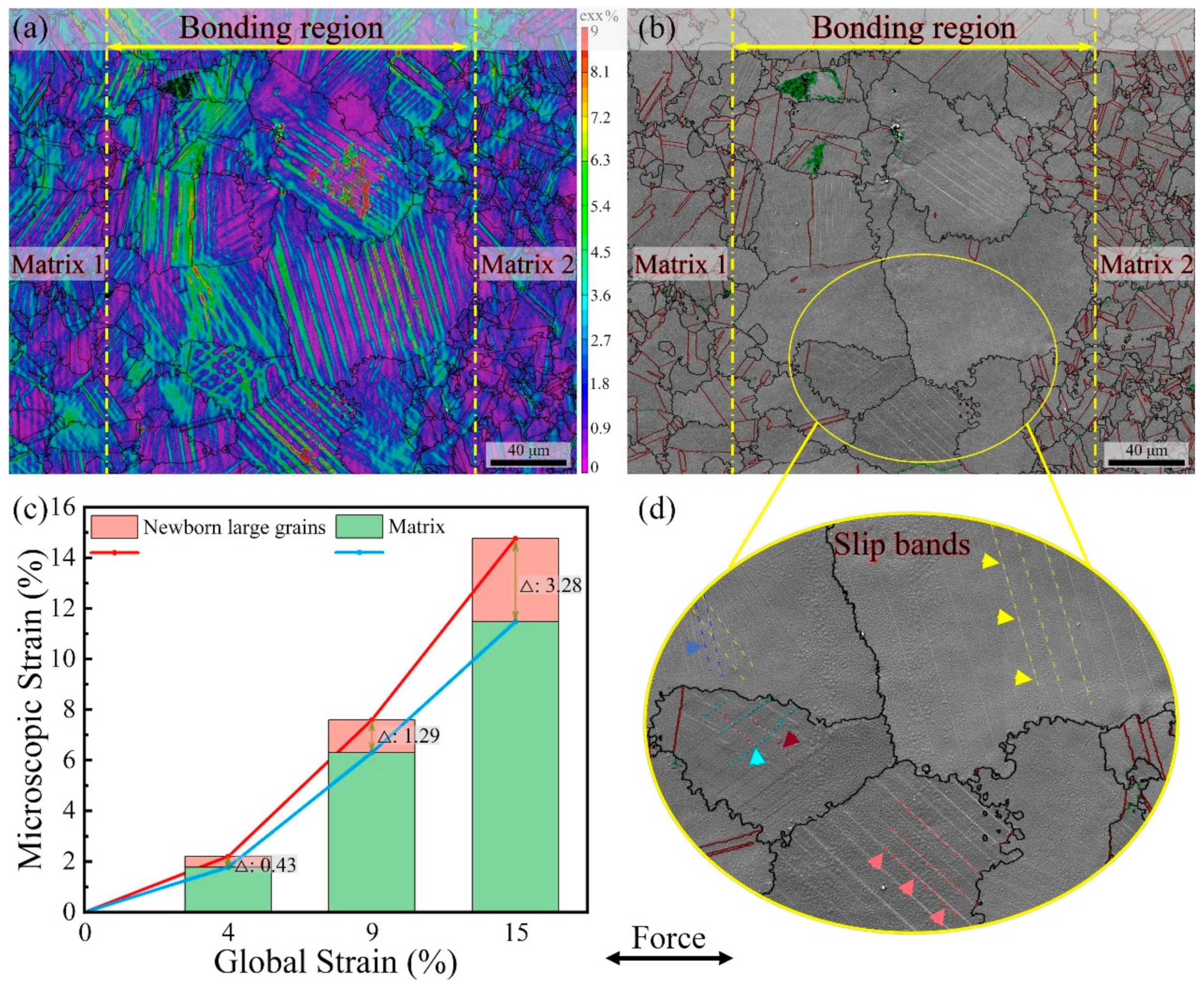
- The micro-strain, which accumulates at slip bands, escalates in the bonding region with larger grains (2.5 times that of the matrix), leading to failure located at the bonding region. Due to the marginal amount of twin boundaries in this region, the slip systems are mainly retarded by the high-angle grain boundaries, where concentrated stress and lattice curvature would occur, leading to the intergranular fracture.
- (3)
- After modifying the welding process, the grains in the bonding region are tailored to be close to that of the matrix, along with twin boundaries forming inside. The tensile and yield strength are increased by 100 MPa and 118 MPa, respectively, and the relative tensile and yield strength reach 98.86% and 99.37%, which results from the effect of fine-grained strengthening and twin boundaries on the micro-strain distribution. Furthermore, the fracture mode changes to the intragranular type.
- (4)
- Tailoring the newborn grain size in the bonding region along with introducing twin boundaries into the grain is an efficient way to improve the mechanical properties of the bonding joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peng, Z.; Zou, J.; Wang, X. Microstructural characterization of dislocation movement during creep in powder metallurgy FGH96 superalloy. Mater. Today Commun. 2020, 25, 101361. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Li, M.; Shen, W.; Gu, S. Effects of microstructure and γ′ distribution on the hot deformation behavior for a powder metallurgy superalloy FGH96. J. Mater. Res. 2014, 29, 2799–2808. [Google Scholar] [CrossRef]
- Qiao, S.; Wang, Y.; Lv, L.; Huang, Z.; Tan, G. Normal and abnormal grain growth in a FGH96 superalloy during thermomechanical treatment. J. Mater. Res. Technol. 2021, 15, 7033–7049. [Google Scholar] [CrossRef]
- Yuli, G.Y.H.S. Thermo-mechanical fatigue behavior of nickel-base powder metallurgy superalloy FGH96 under tension-tension loading. Acta Metall. Sin. Eng. Lett. 2010, 23, 147–153. [Google Scholar]
- Cairo, R.R.; Sargent, K.A. Twin Web Disk-A Step Beyond Convention. J. Eng. Gas. Turb. Power 2002, 124, 298–302. [Google Scholar] [CrossRef]
- Li, L.; Tang, Z.; Li, H.; Gao, W.; Yue, Z.; Xie, G. Convective heat transfer characteristics of twin-web turbine disk with pin fins in the inner cavity. Int. J. Therm. Sci. 2020, 152, 106303. [Google Scholar] [CrossRef]
- Zhang, M.; Yao, Q.; Sun, S.; Li, L.; Hou, X. An efficient strategy for reliability-based multidisciplinary design optimization of twin-web disk with non-probabilistic model. Appl. Math. Model. 2020, 82, 546–572. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A. Microstructure evolution mechanism during post-bond heat treatment of transient liquid phase bonded wrought IN718 superalloy: An approach to fabricate boride-free joints. J. Alloys Compd. 2017, 723, 84–91. [Google Scholar] [CrossRef]
- Arhami, F.; Mirsalehi, S.E.; Sadeghian, A.; Johar, M.H. The joint properties of a high-chromium Ni-based superalloy made by diffusion brazing: Microstructural evolution, corrosion resistance and mechanical behavior. J. Manuf. Process. 2019, 37, 203–211. [Google Scholar] [CrossRef]
- Xue, H.; Li, T.; Guo, W.; Chen, C.; Zhao, J.; Ding, Z. Effect of graphite content on microstructure and properties of Al2O3 ceramic and 304 stainless steel brazed joints. Mater. Lett. 2022, 307, 131050. [Google Scholar] [CrossRef]
- Xiong, J.; Yuan, L.; Zhu, Y.; Zhang, H.; Li, J. Diffusion bonding of nickel-based superalloy GH4099 with pure nickel interlayer. J. Mater. Sci. 2019, 54, 6552–6564. [Google Scholar] [CrossRef]
- Zhong, Y.; Xie, J.; Chen, Y.; Yin, L.; He, P.; Lu, W. Microstructure and mechanical properties of micro laser welding NiTiNb/Ti6Al4V dissimilar alloys lap joints with nickel interlayer. Mater. Lett. 2022, 306, 130896. [Google Scholar] [CrossRef]
- Xu, X.; Ma, X.; Zhao, G.; Chen, X.; Wang, Y. Abnormal grain growth of 2196 Al-Cu-Li alloy weld seams during extrusion and heat treatment. J. Alloys Compd. 2021, 867, 159043. [Google Scholar] [CrossRef]
- Wei, H.; Tang, J.; Xu, D. Effect of abnormal grain growth on thermoelectric properties of hot-pressed Bi0.5Sb1.5Te3 alloys. J. Alloys Compd. 2020, 817, 153284. [Google Scholar] [CrossRef]
- Baure, G.; Zhou, H.; Chung, C.-C.; Stozhkova, M.A.; Jones, J.L.; Nino, J.C. Grain orientation effects on the ionic conductivity of neodymia doped ceria thin films. Acta Mater. 2017, 133, 81–89. [Google Scholar] [CrossRef]
- Zhang, F.; Zheng, L.; Wang, F.; Zhang, H. Grain orientation dependence of ω phase precipitation in ordered body-centered cubic NiTi based alloys. Intermetallics 2019, 108, 77–80. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Jiang, H. Effect of grain size uniformity and crystallographic orientation on the corrosion behavior of Mg-2Zn-1Al bar. Mater. Charact. 2021, 179, 111374. [Google Scholar] [CrossRef]
- Jeng, Y.; Tsai, P.; Chiang, S. Effects of grain size and orientation on mechanical and tribological characterizations of nanocrystalline nickel films. Wear 2013, 303, 262–268. [Google Scholar] [CrossRef]
- Pushkareva, M.; Sket, F.; Segurado, J.; Llorca, J.; Yandouzi, M.; Weck, A. Effect of grain orientation and local strains on void growth and coalescence in titanium. Mater. Sci. Eng. A 2019, 760, 258–266. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Z.; Wang, Y.; Safaei, B.; Long, H.; Chu, F.; Wei, Y. Orientation effect on intergranular fracture behaviors along symmetrical tilt grain boundaries in bcc iron. Mater. Today Commun. 2021, 29, 102981. [Google Scholar] [CrossRef]
- Blochwitz, C.; Jacob, S.; Tirschler, W. Grain orientation effects on the growth of short fatigue cracks in austenitic stainless steel. Mater. Sci. Eng. A 2008, 496, 59–66. [Google Scholar] [CrossRef]
- Masoumi, M.; Tavares, S.S.M.; Pardal, J.M.; Martins, T.R.B.; da Silva, M.J.G.; de Abreu, H.F.G. The role of microstructure and grain orientations on intergranular cracking susceptibility of UNS 17400 martensitic stainless steel. Eng. Fail. Anal. 2017, 79, 198–207. [Google Scholar] [CrossRef]
- Zhu, Q.; Wang, C.; Qin, H.; Chen, G.; Zhang, P. Effect of the grain size on the microtensile deformation and fracture behaviors of a nickel-based superalloy via EBSD and in-situ synchrotron radiation X-ray tomography. Mater. Charact. 2019, 156, 109875. [Google Scholar] [CrossRef]
- Liu, M.; Gong, W.; Zheng, R.; Li, J.; Zhang, Z.; Gao, S.; Ma, C.; Tsuji, N. Achieving excellent mechanical properties in type 316 stainless steel by tailoring grain size in homogeneously recovered or recrystallized nanostructures. Acta Mater. 2022, 226, 117629. [Google Scholar] [CrossRef]
- Yan, F.; Liu, G.; Tao, N.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Wei, K.; Hu, R.; Yin, D.; Xiao, L.; Pang, S.; Cao, Y.; Zhou, H.; Zhao, Y.; Zhu, Y. Grain size effect on tensile properties and slip systems of pure magnesium. Acta Mater. 2021, 206, 116604. [Google Scholar] [CrossRef]
- Gabb, T.P.; Kantzos, P.T.; Palsa, B.; Telesman, J.; Gayda, J.; Sudbrack, C.K. Fatigue failure modes of the grain size transition zone in a dual microstructure disk, the minerals, metals and materials society. In Proceedings of the 12th International Symposium on Superalloys, Seven Springs, PA, USA, 9–13 September 2012; pp. 63–72. [Google Scholar]
- Gabb, T.; Kantzos, P.; Telesman, J.; Gayda, J.; Sudbrack, C.; Palsa, B. Fatigue resistance of the grain size transition zone in a dual microstructure superalloy disk. Int. J. Fatigue 2011, 33, 414–426. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Wang, L.; Zhang, G.; Zhang, J.; Lou, L. Creep anisotropy of a 3rd generation nickel-base single crystal superalloy at 850 °C. Mater. Sci. Eng. A 2019, 760, 26–36. [Google Scholar] [CrossRef]
- Li, P.; Yao, W.; Jiang, W.; Han, Q.; Huang, J. Orientation-dependent low cycle fatigue performance of nickel-base single crystal superalloy at intermediate temperature range. Mater. Today Commun. 2021, 26, 101836. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, S.; Tian, S.; Tian, N.; Zhao, G.; Yan, H. Microstructure evolution and deformation mechanism of a [111]-oriented nickel-based single-crystal superalloy during high-temperature creep. J. Mater. Res. Technol. 2022, 16, 495–504. [Google Scholar] [CrossRef]
- Li, Y.; Wang, L.; Zhang, G.; Zheng, W.; Qi, D.; Du, K.; Zhang, J.; Lou, L. Creep deformation related to γ′ phase cutting at high temperature of a [111] oriented nickel-base single crystal superalloy. Mater. Sci. Eng. A 2019, 763, 138162. [Google Scholar] [CrossRef]
- Gabb, T.P. The Low Cycle Fatigue Deformation Response of a Single-Crystal Superalioy at 650 °C. Mat. Sci. Eng. A 1989, 108, 189–202. [Google Scholar] [CrossRef]
- Miner, R.V.; Gabb, T.P.; Gayda, J.; Hemker, K.J. Orientation and Temperature Dependence of Some Mechanical Properties of the Single-Crystal Nickel-Base Superalloy Ren6 N4: Part II1. Tension-Compression Anisotropy. Metall. Trans. A 1986, 17, 507–512. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, W.; Wan, J.; Misra, R.D.K.; Wang, Q.; Wang, C. The grain size and orientation dependence of geometrically necessary dislocations in polycrystalline aluminum during monotonic deformation: Relationship to mechanical behavior. Mater. Sci. Eng. A 2020, 775, 138939. [Google Scholar] [CrossRef]
- Cooper, R.A.; Wang, Y.; Vignolle, B.; Lipscombe, O.J.; Hayden, S.M.; Tanabe, Y.; Adachi, T.; Koike, Y.; Nohara, M.; Takagi, H.; et al. Revealing the Maximum Strength in Nanotwinned Copper. Science 2009, 323, 603–607. [Google Scholar] [CrossRef]
- Zhang, Z.; Sheng, H.; Wang, Z.; Gludovatz, B.; Zhang, Z.; George, E.; Yu, Q.; Mao, S.X.; Ritchie, R.O. Dislocation mechanisms and 3D twin architectures generate exceptional strength-ductility-toughness combination in CrCoNi medium-entropy alloy. Nat. Commun. 2017, 8, 14390. [Google Scholar] [CrossRef] [PubMed]
- Zhao, S.; Zhang, R.; Yu, Q.; Ell, J.; Ritchie, R.O.; Minor, A.M. Cryoforged nanotwinned titanium with ultrahigh strength and ductility. Science 2021, 373, 1363–1368. [Google Scholar] [CrossRef]
- Li, J.; Zhang, F. A simultaneously improved strength and ductility on medium Mn TRIP steel designed by pre-twinning strategy based on SFE controlling. Mater. Lett. 2022, 316, 132078. [Google Scholar] [CrossRef]
- Wang, B.; Liu, H.; Zhang, Y.; Zhou, B.; Deng, L.; Wang, C.; Chen, J.; Zhang, Y. Effect of grain size on twinning behavior of pure titanium at room temperature. Mater. Sci. Eng. A 2021, 827, 142060. [Google Scholar] [CrossRef]
- Ott, R.; Geng, J.; Besser, M.; Kramer, M.; Wang, Y.; Park, E.; LeSar, R.; King, A. Optimization of strength and ductility in nanotwinned ultra-fine grained Ag: Twin density and grain orientations. Acta Mater. 2015, 96, 378–389. [Google Scholar] [CrossRef] [Green Version]
- Khorrami, M.S.; Saito, N.; Miyashita, Y. Texture and strain-induced abnormal grain growth in cryogenic friction stir processing of severely deformed aluminum alloy. Mater. Charact. 2019, 151, 378–389. [Google Scholar] [CrossRef]
- Novikov, V. Texture development during grain growth in polycrystals with strong preferred orientation. Acta Mater. 1999, 47, 1935–1943. [Google Scholar] [CrossRef]
- Zhang, J.; Shang, Y.; Dong, Y.; Pei, Y.; Li, S.; Gong, S. The crack initiation and strengthening mechanism in FGH96 solid-state diffusion bonding joint by quasi-in-situ SEM-DIC and EBSD. Mater. Today Commun. 2022, 31, 103689. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A Review of Strain Analysis Using Electron Backscatter Diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef]
- Malta, P.O.; Alves, D.S.; Ferreira, A.O.V.; Moutinho, I.D.; Dias, C.A.P.; Santos, D.B. Static Recrystallization Kinetics and Crystallographic Texture of Nb-Stabilized Ferritic Stainless Steel Based on Orientation Imaging Microscopy. Metall. Mater. Trans. A 2017, 48, 1288–1309. [Google Scholar] [CrossRef]
- Schuessler, B.J.; Field, D.P.; Overman, N.R.; Joshi, V.V. The Effect of Homogenization Heat Treatment on the Texture Evolution in U-10Mo Alloy. Metall. Mater. Trans. A 2021, 52, 3871–3879. [Google Scholar] [CrossRef]
- Reeve, J.I.; Schuessler, B.J.; Frazier, W.E.; Field, D.P.; Joshi, V.V. The role of second phase particles and grain boundaries on recrystallization: Quasi-in situ experiments and modeling in U-10Mo alloy system. J. Nucl. Mater. 2022, 559, 153445. [Google Scholar] [CrossRef]
- McCarley, J.; Tin, S. Understanding the effects of recrystallization and strain induced boundary migration on ∑3 twin boundary formation in Ni-base superalloys during iterative sub-solvus annealing. Mater. Sci. Eng. A 2019, 740–741, 427–438. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, F.; Wang, H.; Yang, W.; Yang, G.; Zhou, Y. A thermokinetic description for grain growth in nanocrystalline materials. Acta Mater. 2009, 57, 1466–1475. [Google Scholar] [CrossRef]
- Brons, J.; Thompson, G. A comparison of grain boundary evolution during grain growth in fcc metals. Acta Mater. 2013, 61, 3936–3944. [Google Scholar] [CrossRef]
- Gao, Q.; Jiang, X.; Sun, H.; Song, T.; Mo, D.; Li, X. Interfacial reaction and microstructure investigation of 4J36/Ni/Cu/V/TC4 diffusion-bonded joints. Mater. Lett. 2021, 305, 130809. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Pergamon, Turkey, 2004; Available online: https://www.elsevier.com/books/recrystallization-and-related-annealing-phenomena/rollett/978-0-08-044164-1 (accessed on 22 June 2022).
- Gottstein, B.; Shvindlerman, L.S. Grain Boundary Migragation in Metals: Thermodynamics, Kinetics, Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Zhang, J.-M.; Zhang, Y.; Xu, K.-W. Dependence of stresses and strain energies on grain orientations in FCC metal films. J. Cryst. Growth 2005, 285, 427–435. [Google Scholar] [CrossRef]
- Barrios, A.; Zhang, Y.; Maeder, X.; Castelluccio, G.; Pierron, O.; Zhu, T. Abnormal grain growth in ultrafine grained Ni under high-cycle loading. Scr. Mater. 2022, 209, 114372. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Bernacki, M.; Rohrer, G.; Rollett, A.; Bozzolo, N. Annealing twin development during recrystallization and grain growth in pure nickel. Mater. Sci. Eng. A 2014, 597, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.-M.; Lin, Y.; Wu, F. EBSD study of grain growth behavior and annealing twin evolution after full recrystallization in a nickel-based superalloy. J. Alloys Compd. 2017, 724, 198–207. [Google Scholar] [CrossRef]
- Dennis, J.; Bate, P.S.; Humphreys, F.J. Abnormal grain growth in Al–3.5Cu. Acta Mater. 2009, 57, 4539–4547. [Google Scholar] [CrossRef]
- Sun, Y.; Fujii, H. Effect of abnormal grain growth on microstructure and mechanical properties of friction stir welded SPCC steel plates. Mater. Sci. Eng. A 2017, 694, 81–92. [Google Scholar] [CrossRef]
- Wang, X.; Guan, D. The evolution of coarse grains and its effects on weakened basal texture during annealing of a cold-rolled magnesium AZ31B alloy. J. Magnes. Alloy. 2022, 10, 1235–1241. [Google Scholar] [CrossRef]
- Balasubramanian, N.; Langdon, T.G. The Strength–Grain Size Relationship in Ultrafine-Grained Metals. Metall. Mater. Trans. A 2016, 47, 5827–5838. [Google Scholar] [CrossRef] [Green Version]
- Mock, F. Laws for Work-Hardening and Low- Temperature Creep. J. Eng. Mater. T ASME 1976, 98, 76–85. [Google Scholar]
- Kvashin, N.; Anento, N.; Terentyev, D.; Serra, A. {111} tilt grain boundaries as barriers for slip transfer in bcc Fe. Comp. Mater. Sci. 2022, 203, 111044. [Google Scholar] [CrossRef]
- Yang, W.-P.; Li, J.-R.; Liu, S.-Z.; Shi, Z.-X.; Zhao, J.-Q.; Wang, X.-G. Orientation dependence of transverse tensile properties of nickel-based third generation single crystal superalloy DD9 from 760 to 1100 °C. Trans. Nonferrous Met. Soc. China 2019, 29, 558–568. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [Green Version]
- Huang, Q.; Yu, D.; Xu, B.; Hu, W.; Ma, Y.; Wang, Y.; Zhao, Z.; Wen, B.; He, J.; Liu, Z.; et al. Nanotwinned diamond with unprecedented hardness and stability. Nature 2014, 510, 250–253. [Google Scholar] [CrossRef]
- West, E.; Was, G. Strain incompatibilities and their role in intergranular cracking of irradiated 316L stainless steel. J. Nucl. Mater. 2013, 441, 623–632. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z. Dependence of intergranular fatigue cracking on the interactions of persistent slip bands with grain boundaries. Acta Mater. 2003, 51, 347–364. [Google Scholar] [CrossRef]
- Jamali, A.; Ma, A.; LLorca, J. Influence of grain size and grain boundary misorientation on the fatigue crack initiation mechanisms of textured AZ31 Mg alloy. Scr. Mater. 2022, 207, 114304. [Google Scholar] [CrossRef]
- West, E.; Was, G. A model for the normal stress dependence of intergranular cracking of irradiated 316L stainless steel in supercritical water. J. Nucl. Mater. 2011, 408, 142–152. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | Mo | W | Al | Ti | Nb | Zr | C | B | Ni |
| 12.5~13.5 | 15.5~16.5 | 3.8~4.2 | 3.8~4.2 | 2.0~2.4 | 3.5~3.9 | 0.6~1.0 | 0.025~0.05 | 0.02~0.05 | 0.006~0.015 | Bal. |
| Global Strain | 0% | 4% | 9% | 15% | |
|---|---|---|---|---|---|
| Slip System | {111} <11-2> | {111} <11-2> | {111} <11-2> | {111} <11-2> | |
| Grain | |||||
| G1U | 0.45 | 0.44 | 0.41~0.45 | 0.38~0.45 | |
| G1D | 0.46 | 0.45 | 0.41~0.44 | 0.38~0.42 | |
| G2 | 0.46 | 0.45 | 0.42~0.46 | 0.39~0.45 | |
| G3 | 0.42 | 0.42 | 0.38~0.44 | 0.36~0.44 | |
| G4 | 0.39 | 0.38 | 0.36~0.38 | 0.34~0.38 | |
| G5U | 0.47 | 0.46 | 0.43~0.45 | 0.39~0.44 | |
| G5D | 0.47 | 0.46 | 0.42~0.46 | 0.38~0.47 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Shang, Y.; Liu, Q.; Wang, J.; Pei, Y.; Li, S.; Gong, S. Effect of Abnormal Grains on the Mechanical Properties of FGH96 Solid-State Diffusion Bonding Joint. Crystals 2022, 12, 1017. https://doi.org/10.3390/cryst12081017
Zhang J, Shang Y, Liu Q, Wang J, Pei Y, Li S, Gong S. Effect of Abnormal Grains on the Mechanical Properties of FGH96 Solid-State Diffusion Bonding Joint. Crystals. 2022; 12(8):1017. https://doi.org/10.3390/cryst12081017
Chicago/Turabian StyleZhang, Jingqing, Yong Shang, Qiaomu Liu, Junwu Wang, Yanling Pei, Shusuo Li, and Shengkai Gong. 2022. "Effect of Abnormal Grains on the Mechanical Properties of FGH96 Solid-State Diffusion Bonding Joint" Crystals 12, no. 8: 1017. https://doi.org/10.3390/cryst12081017