
The Effect of Cooling Rate from Solution Treatment on γ′ Reprecipitates and Creep Behaviors of a Ni-Based Superalloy Single-Crystal Casting
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Heat Treatment
2.2. Creep Test
2.3. Microstructural Characterization
2.4. Lattice Misfit Determination
3. Results
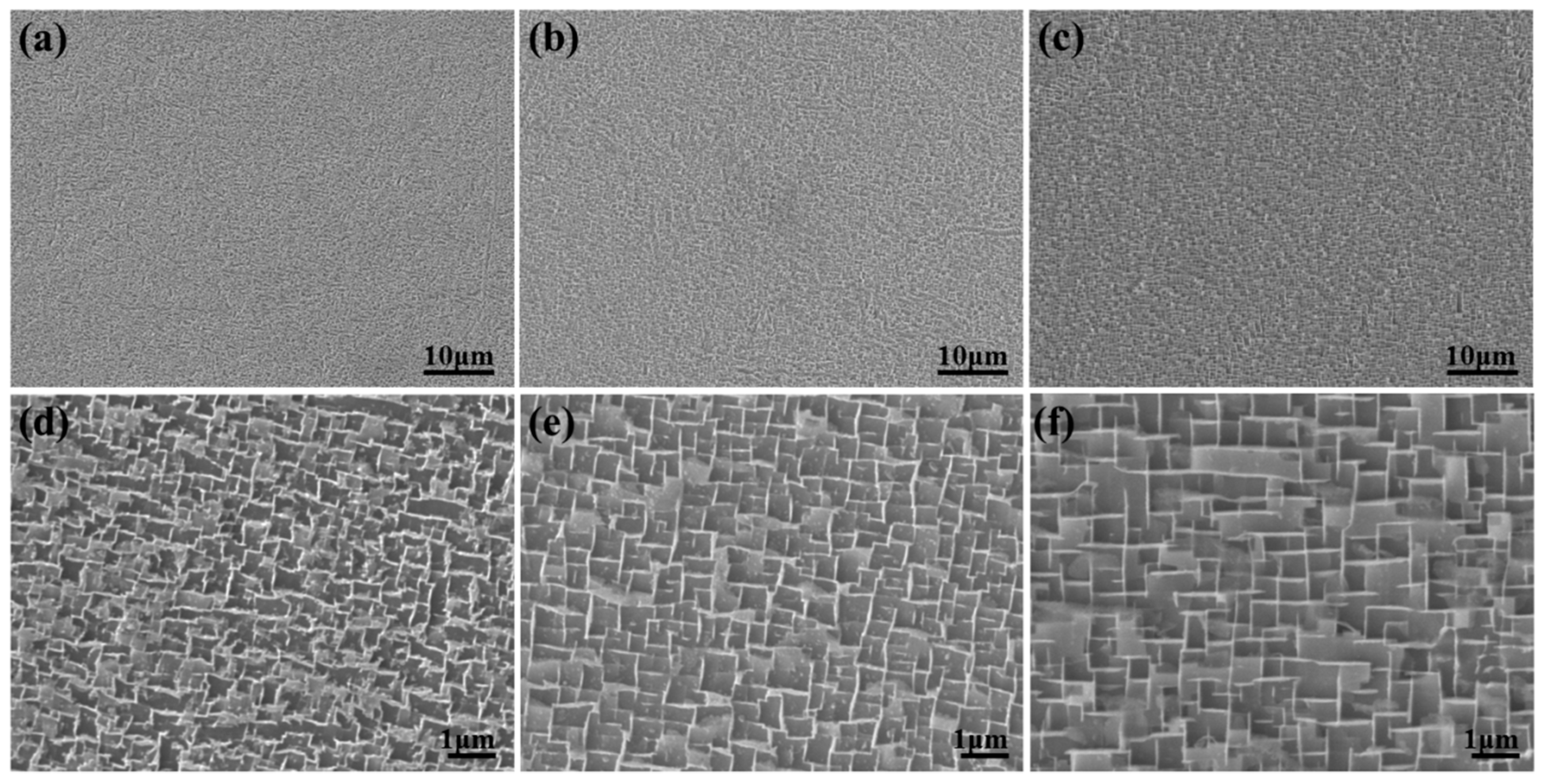
3.1. Microstructure of the As-Cast and Heat-Treatmented Alloy
3.2. Element Partitioning and Lattice Misfit of γ–γ′ Phase
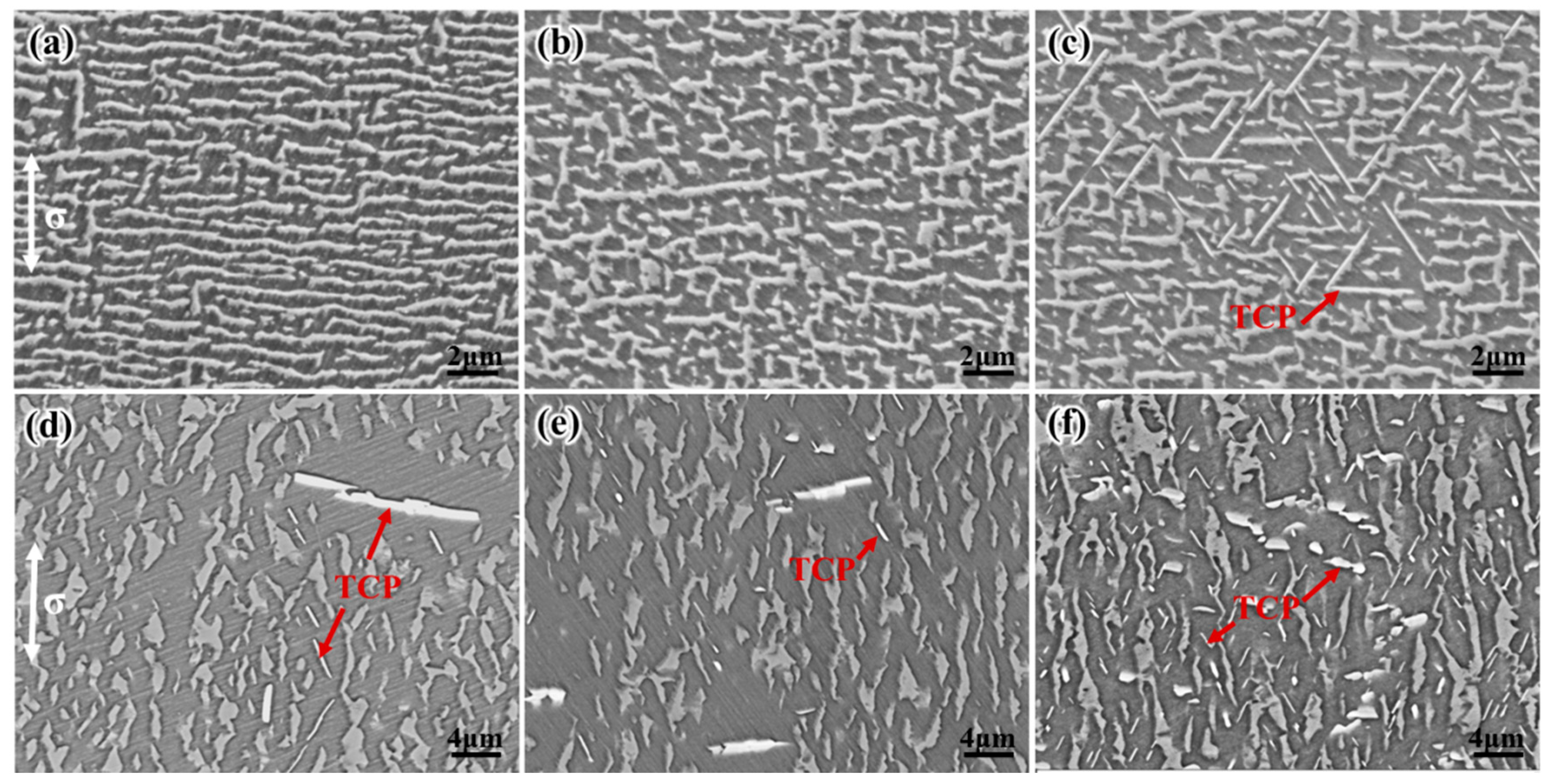
3.3. Microstructure Evolution during Thermal Exposure at 1100 °C
3.4. Creep Behavior under 1100 °C/137 MPa
4. Discussion
4.1. Effect of Cooling Rate on the Reprecipitation and Coarsening of γ′ Phase
4.2. Effect of Cooling Rate on Precipitation of the TCP Phase
4.3. Effect of γ′ Reprecipitation and TCP Phase on Creep Properties
5. Conclusions
- The cooling rate after solid solution treatment significantly affected the size distribution and morphology of the γ′ reprecipitates (secondary γ′ phase), and with the increasing of the cooling rate, the size of γ′ precipitates decreases while its number density increases. The morphology of γ′ phase also transforms from cubic to complex shape.
- The size of γ′ reprecipitates under fast cooling rate showed a monomodal size distribution, while the tertiary γ′ phase precipitated in the γ-channel under slow-cooling rate, and the faster cooling rate leads to lower Mo and Re content in the γ-phase (i.e., lower supersaturation degree).
- During the thermal exposure at 1100 °C, the coarsening rate of γ′ phase under fast cooling rate is slower, and the area fraction of the precipitated TCP phase is lower due to lower supersaturation degree of the γ-phase, but the length of the TCP is longer compared to the slow-cooled sample.
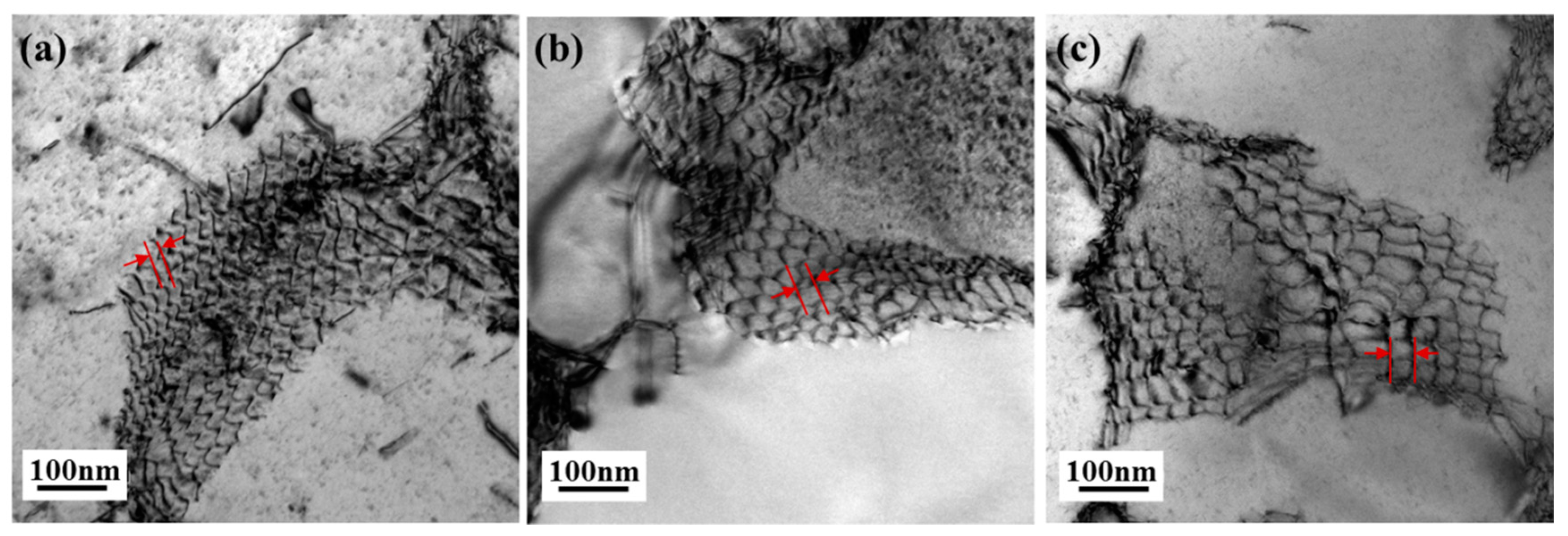
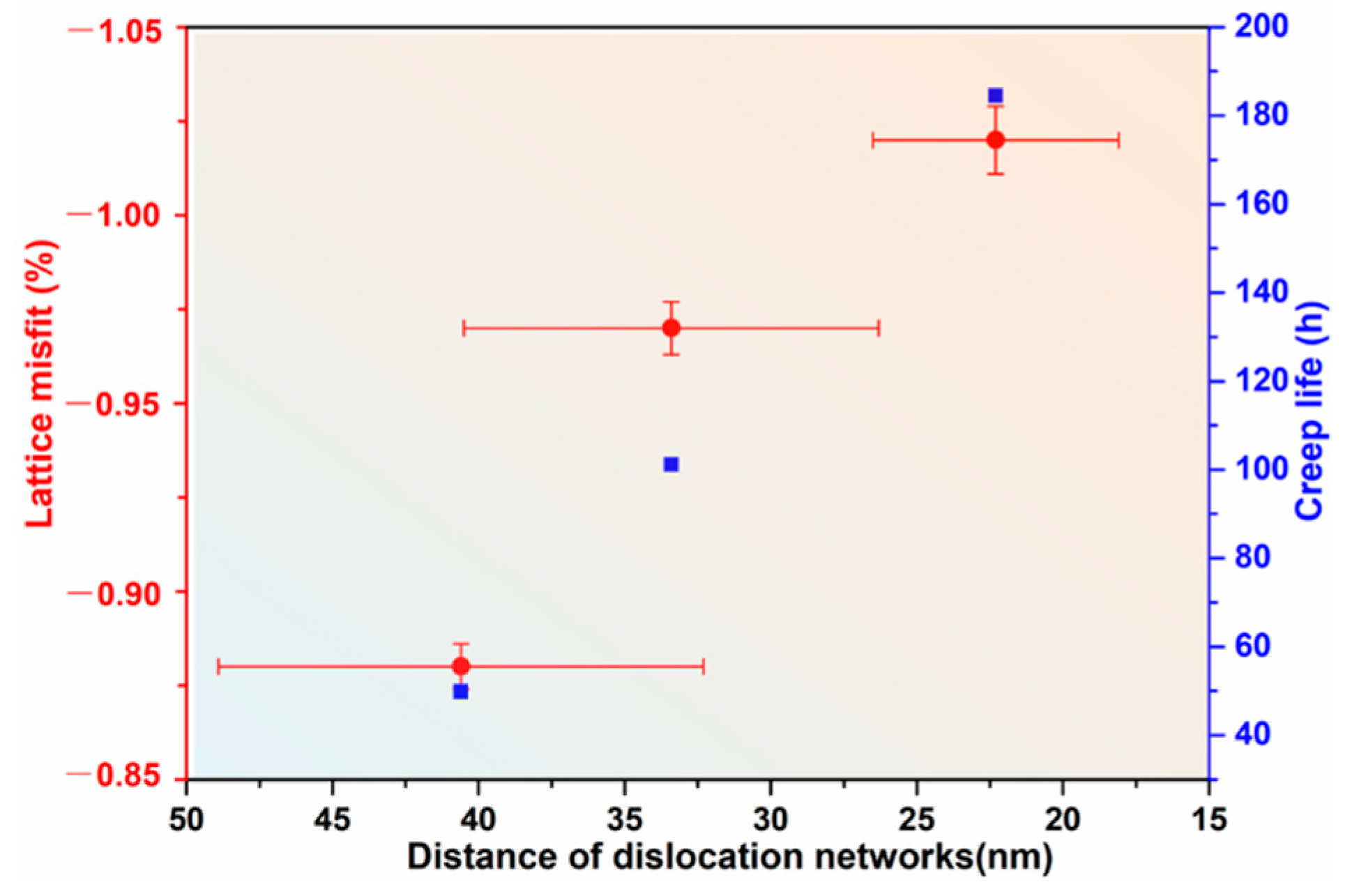
- The creep life of the alloy significantly improved by increasing the cooling rate after solution treatment. On the one hand, this comes from the better homogeneity and thermal stability of the microstructure under high cooling rate after solution heat treatment; On the other hand, The finer cubic γ′ precipitation facilitated rafting, which, combined with the reduction in the TCP phase as the origin of microcracks, resulted in better high-temperature creep properties of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006; Chapters 1 and 3. [Google Scholar]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propul. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Nembach, E.; Schänzer, S.; Schröer, W.; Trinckauf, K. Hardening of nickel-base superalloys by high volume fractions of γ’-precipitates. Acta Metall. 1988, 36, 1471–1479. [Google Scholar] [CrossRef]
- Long, H.; Mao, S.; Liu, Y.; Zhang, Z.; Han, X. Microstructural and compositional design of Ni-based single crystalline superalloys—A review. J. Alloys Compd. 2018, 743, 203–220. [Google Scholar] [CrossRef]
- Murakumo, T.; Kobayashi, T.; Koizumi, Y.; Harada, H. Creep behaviour of Ni-base single-crystal superalloys with various γ′ volume fraction. Acta Mater. 2004, 52, 3737–3744. [Google Scholar] [CrossRef]
- Wang, T.; Wang, X.; Zhao, Z.; Zhang, Z. Dissolution behaviour of the γ′ precipitates in two kinds of Ni-based superalloys. Mater. High Temp. 2016, 33, 51–57. [Google Scholar] [CrossRef]
- Bhowal, P.R.; Wright, E.F.; Raymond, E.L. Effects of cooling rate and γ’ morphology on creep and stress-rupture properties of a powder metallurgy superalloy. Metall. Trans. A 1990, 21, 1709–1717. [Google Scholar] [CrossRef]
- Li, Y.; Wang, L.; He, Y.; Zheng, W.; Lou, L.; Zhang, J. Role of interfacial dislocation networks during secondary creep at elevated temperatures in a single crystal Ni-based superalloy. Scr. Mater. 2022, 217, 114769–114773. [Google Scholar] [CrossRef]
- Huang, Y.S.; Wang, X.G.; Cui, C.Y.; Li, J.G.; Ye, L.H.; Hou, G.C.; Yang, Y.H.; Liu, J.L.; Liu, J.D.; Zhou, Y.Z.; et al. The effect of coarsening of γ′ precipitate on creep properties of Ni-based single crystal superalloys during long-term aging. Mater. Sci. Eng. A 2020, 773, 138886. [Google Scholar] [CrossRef]
- Pollock, T.M.; Argon, A.S. Directional coarsening in nickel-base single crystals with high volume fractions of coherent precipitates. Acta Metall. Mater. 1994, 42, 1859–1874. [Google Scholar] [CrossRef]
- Long, H.; Mao, S.; Liu, Y.; Yang, H.; Wei, H.; Deng, Q.; Chen, Y.; Li, A.; Zhang, Z.; Han, X. Structural evolution of topologically closed packed phase in a Ni-based single crystal superalloy. Acta Mater. 2020, 185, 233–244. [Google Scholar] [CrossRef]
- Tang, S.; Ning, L.K.; Xin, T.Z.; Zheng, Z. Coarsening Behavior of Gamma Prime Precipitates in a Nickel Based Single Crystal Superalloy. J. Mater. Sci. Technol. 2016, 32, 172–176. [Google Scholar] [CrossRef]
- Matuszewski, K.; Rettig, R.; Matysiak, H.; Peng, Z.; Povstugar, I.; Choi, P.; Müller, J.; Raabe, D.; Spiecker, E.; Kurzydłowski, K.J.; et al. Effect of ruthenium on the precipitation of topologically close packed phases in Ni-based superalloys of 3rd and 4th generation. Acta Mater. 2015, 95, 274–283. [Google Scholar] [CrossRef]
- Lv, X.; Zhang, J.; Feng, Q. The promotion of Ru on topologically close-packed phase precipitation in the high Cr-containing (∼9wt.%) nickel-base single crystal superalloy. J. Alloys Compd. 2015, 648, 853–857. [Google Scholar] [CrossRef]
- Fuchs, G.E. Solution heat treatment response of a third-generation single crystal Ni-base superalloy. Mater. Sci. Eng. A 2001, 300, 52–60. [Google Scholar] [CrossRef]
- van Sluytman, J.S.; Pollock, T.M. Optimal precipitate shapes in nickel-base γ-γ′ alloys. Acta Mater. 2012, 60, 1771–1783. [Google Scholar] [CrossRef]
- Caron, P.; Khan, T. Improvement of Creep strength in a nickel-base single-crystal superalloy by heat treatment. Mater. Sci. Eng. A 1983, 61, 173–184. [Google Scholar] [CrossRef]
- Jia, C.; Zhang, F.; Wei, K.; Lv, S. Effective solution treatment can result in improved creep performance of superalloys. J. Alloys Compd. 2019, 770, 166–174. [Google Scholar] [CrossRef]
- Sun, N.; Zhang, L.; Li, Z.; Shan, A. Effect of heat-treatment on microstructure and high-temperature deformation behavior of a low rhenium-containing single crystal nickel-based superalloy. Mater. Sci. Eng. A 2014, 606, 417–425. [Google Scholar] [CrossRef]
- Du, Y.; Yang, Y.; Diao, A.; Li, Y.; Wang, X.; Zhou, Y.; Li, J.; Sun, X. Effect of solution heat treatment on creep properties of a nickel-based single crystal superalloy. J. Mater. Res. Technol. 2021, 15, 4702–4713. [Google Scholar] [CrossRef]
- Epishin, A.; Link, T.; Svetlov, I.L.; Nolze, G.; Neumann, R.S.; Lucas, H. Mechanism of porosity growth during homogenisation in single crystal nickel-based superalloys. Int. J. Mater. Res. 2013, 104, 776–782. [Google Scholar] [CrossRef]
- Hegde, S.R.; Kearsey, R.M.; Beddoes, J.C. Designing homogenization-solution heat treatments for single crystal superalloys. Mater. Sci. Eng. A 2010, 527, 5528–5538. [Google Scholar] [CrossRef]
- Karunaratne, M.S.A.; Cox, D.C.; Carter, P.; Reed, R.C. Modelling of the Microsegregation in CMSX-4 Superalloy and its Homogenisation during Heat Treatment; Superalloy 2000; TMS: Warrendale, PA, USA, 2000; pp. 263–272. [Google Scholar] [CrossRef]
- Babu, S.S.; Miller, M.K.; Vitek, J.M.; David, S.A. Characterization of the microstructure evolution in a nickel base superalloy during continuous cooling conditions. Acta Metall. 2001, 49, 4149–4160. [Google Scholar] [CrossRef]
- Yu, H.; Wang, Z.; Zhang, B.; Ning, Y.; Fu, M.W. Re-precipitation mechanisms of the γ′ phase with sphere, near-sphere, cubic, octets and finally-dendrite in as-cast Ni-based superalloys. J. Alloys Compd. 2021, 876, 160104. [Google Scholar] [CrossRef]
- Gabb, T.P.; Gayda, J.; Telesman, J.; Garg, A. The Effects of Heat Treatment and Microstructure Variations on Disk Superalloy Properties at High Temperature; Superalloy 2008; TMS: Warrendale, PA, USA, 2008; pp. 121–130. [Google Scholar] [CrossRef]
- Singh, A.R.P.; Nag, S.; Hwang, J.Y.; Viswanathan, G.B.; Tiley, J. Influence of cooling rate on the development of multiple generations of γ′ precipitates in a commercial nickel base superalloy. Mater. Charact. 2011, 62, 878–886. [Google Scholar] [CrossRef]
- Hardy, M.C.; Argyrakis, C.; Kitaguchi, H.S.; Wilson, A.S.; Buckingham, R.C.; Severs, K.; Yu, S.; Jackson, C.; Pickering, E.J.; Llewelyn, S.C.H.; et al. Developing Alloy Compositions for Future High Temperature Disk Rotors; Superalloy 2020; TMS: Warrendale, PA, USA, 2020; pp. 19–30. [Google Scholar] [CrossRef]
- Mitchell, R.J.; Preuss, M.; Tin, S.; Hardy, M.C. The influence of cooling rate from temperatures above the γ′ solvus on morphology, mismatch and hardness in advanced polycrystalline nickel-base superalloys. Mater. Sci. Eng. A 2008, 473, 158–165. [Google Scholar] [CrossRef]
- Ricks, R.A.; Porter, A.J.; Ecob, R.C. The growth of γ’ precipitates in nickel-base superalloy. Acta Met. 1983, 75, 1354–1361. [Google Scholar] [CrossRef]
- Cosentino, F.; Warnken, N.; Gebelin, J.; Reed, R.C. Numerical and experimental study of post-heat treatment gas quenching and its impact on microstructure and creep in CMSX-10 superalloy. J. Mater. Process. Technol. 2013, 213, 2350–2360. [Google Scholar] [CrossRef]
- Rojhirunsakool, T.; Meher, S.; Hwang, J.Y.; Nag, S.; Tiley, J.; Banerjee, R. Influence of composition on monomodal versus multimodal γ′ precipitation in Ni–Al–Cr alloys. J. Mater. Sci. 2013, 48, 825–831. [Google Scholar] [CrossRef]
- Caron, P. High γ’ Solvus New Generation Nickel-Based Superalloys for Single Crystal Turbine Blade Applications; Superalloy 2000; TMS: Warrendale, PA, USA, 2000; pp. 737–746. [Google Scholar] [CrossRef]
- Rae, C.M.F.; Reed, R.C. The precipitation of topologically close-packed phases in rhenium-containing superalloys. Acta Mater. 2001, 49, 4113–4125. [Google Scholar] [CrossRef]
- Zhang, J.X.; Koizumi, Y.; Kobayshi, T. Strengthening by γ/γ′ interfacial dislocation networks in TMS-162—Toward a fifth-generation single-crystal superalloy. Metall. Mater. Trans. A 2004, 35, 1911–1915. [Google Scholar] [CrossRef]
- Xia, W.; Zhao, X.; Yue, L.; Zhang, Z. A review of composition evolution in Ni-based single crystal superalloys. J. Mater. Sci. Technol. 2020, 44, 76–95. [Google Scholar] [CrossRef]
- Russell, K.C. Nucleation in solids: The induction and steady state effects. Adv. Colloid Interface Sci. 1980, 13, 205–318. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, T.; Lu, F.; Cao, K.; Wang, D.; Zhang, J.; Zhang, J.; Su, H.; Liu, L. The effect of rhenium on the microstructure stability and γ/γ′ interfacial characteristics of Ni-based single crystal superalloys during long-term aging. J. Alloys Compd. 2021, 876, 160114. [Google Scholar] [CrossRef]
- Guan, Y.; Liu, Y.; Ma, Z.; Li, H.; Yu, H. Precipitation and coarsening behavior of γ′ phase in CoNi-base superalloy under different aging treatments. Vacuum 2020, 175, 109247. [Google Scholar] [CrossRef]
- Tan, X.P.; Hong, H.U.; Choi, B.G.; Kim, I.S.; Jo, C.Y.; Jin, T.; Hu, Z.Q. Characterization of topologically close-packed phases in secondary reaction zone in a coated CMSX-4 single crystal Ni-based superalloy. J. Mater. Sci. 2012, 48, 1085–1089. [Google Scholar] [CrossRef]
- Sugui, T.; Minggang, W.; Tang, L.; Benjiang, Q.; Jun, X. Influence of TCP phase and its morphology on creep properties of single crystal nickel-based superalloys. Mater. Sci. Eng. A 2010, 527, 5444–5451. [Google Scholar] [CrossRef]
- Roth, H.A.; Davis, C.L.; Thomson, R.C. Modeling solid solution strengthening in nickel alloys. Metall. Mater. Trans. A 1997, 28, 1329–1335. [Google Scholar] [CrossRef]
- Heckl, A.; Neumeier, S.; Göken, M.; Singer, R.F. The effect of Re and Ru on γ/γ′ microstructure, γ-solid solution strengthening and creep strength in nickel-base superalloys. Mater. Sci. Eng. A 2011, 528, 3435–3444. [Google Scholar] [CrossRef]
- Raynor, D.K.; Silcock, J. Strengthening mechanisms in γ′ precipitating alloys. Met. Sci. J. 1970, 4, 121–130. [Google Scholar] [CrossRef]
- Yue, Q.; Liu, L.; Yang, W.; Huang, T.; Zhang, J.; Fu, H. Stress dependence of dislocation networks in elevated temperature creep of a Ni-based single crystal superalloy. Mater. Sci. Eng. A 2019, 742, 132–137. [Google Scholar] [CrossRef]
- Nathal, M.V. Effect of initial gamma prime size on the elevated temperature creep properties of single crystal nickel base superalloys. Metall. Trans. A 1987, 18, 1961–1970. [Google Scholar] [CrossRef]
- Rae, C.M.F.; Zhang, L. Primary creep in single crystal superalloys: Some comments on effects of composition and micro-structure. Mater. Sci. Technol. 2009, 25, 228–235. [Google Scholar] [CrossRef]
- Locq, D.; Caron, P.; Raujol, S.; Pettinari-Sturmel, F.; Coujou, A.; Clément, N. On the Role of Tertiary γ’ Precipitates in the Creep Behaviour at 700 °C of a PM Disk Superalloy; Superalloy 2004; TMS: Warrendale, PA, USA, 2004; pp. 179–187. [Google Scholar] [CrossRef]
- Wilson, B.C.; Fuchs, G.E. The Effect of Composition, Misfit, and Heat Treatment on the Primary Creep Behavior of Single Crystal Nickel Base Superalloys PWA 1480 and PWA 1484; Superalloy 2008; TMS: Warrendale, PA, USA, 2008; pp. 149–158. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Mo | Re | Ta | Hf | Y | Ni |
|---|---|---|---|---|---|---|---|
| nominal | 7.0~8.5 | 7.0~11.0 | 3.0 | 1.0~4.5 | 0.1 | 0.05 | Bal. |
| measured | 6.9~8.3 | 7.2~11.3 | 2.85 | 1.2~4.6 | 0.08 | 0.045 | Bal. |
| Sample | Heat Treatment Schedule | Cooling Rate after ST (K/min) |
|---|---|---|
| AC | 1310 °C/2 h + 1320 °C/4 h + 1330 °C/4 h + 1340 °C/6 h + 1350 °C/6 h, air cooling | 150~300 |
| WQ | 1310 °C/2 h + 1320 °C/4 h + 1330 °C/4 h + 1340 °C/6 h + 1350 °C/6 h, water cooling | 1000~1200 |
| HT | 1310 °C/2 h + 1320 °C/4 h + 1330 °C/4 h + 1340 °C/6 h + 1350 °C/6 h, air cooling, 1040 °C/2 h, air cooling, 870 °C/32 h, air cooling | 150~300 |
| Sample | Size of γ′ Phase (μm) | Area Fraction of γ′ Phase (%) | Number Density of γ′ Phase (μm−2) |
|---|---|---|---|
| HT | 0.621 | 82.3 ± 2.4 | 4.53 |
| AC | 0.425 | 79.2 ± 2.8 | 6.40 |
| WQ | 0.291 | 76.6 ± 3.2 | 12.78 |
| Condition | Al | Mo | Re | Ta | Ni | |
|---|---|---|---|---|---|---|
| WQ | γ | 7.82 | 11.53 | 2.36 | 1.31 | 76.98 |
| γ′ | 11.96 | 4.28 | 0.56 | 2.25 | 80.95 | |
| k = Cγ′/Cγ | 1.53 | 0.37 | 0.24 | 1.71 | 1.05 | |
| AC | γ | 4.26 | 13.46 | 3.26 | 1.19 | 77.82 |
| γ′ | 12.59 | 4.05 | 0.50 | 2.37 | 80.49 | |
| k = Cγ′/Cγ | 2.96 | 0.30 | 0.15 | 1.98 | 1.03 | |
| HT | γ | 3.65 | 13.17 | 4.65 | 1.17 | 77.48 |
| γ′ | 13.70 | 4.35 | 0.53 | 2.32 | 79.10 | |
| k = Cγ′/Cγ | 3.75 | 0.33 | 0.11 | 1.99 | 1.02 | |
| Condition | Life (h) | Elongation (%) | Time of the Primary Stage (h) | Time of the Tertiary Stage (h) | Strain of the Primary Stage (%) | |
|---|---|---|---|---|---|---|
| HT | 49.8 ± 4.6 | 80.0 ± 3.3 | 14.89 | 0.9 | 21.1 | 0.15 |
| AC | 101.2 ± 7.9 | 84.1 ± 4.5 | 4.02 | 8.9 | 36.7 | 0.71 |
| WQ | 184.5 ± 10.2 | 87.9 ± 5.2 | 1.03 | 15.4 | 57.4 | 0.98 |
| Condition | Al | Mo | Re | Ta | Ni | |
|---|---|---|---|---|---|---|
| WQ | γ | 3.57 | 13.84 | 4.03 | 2.36 | 76.19 |
| γ′ | 12.62 | 4.55 | 0.36 | 2.70 | 79.78 | |
| AC | γ | 3.60 | 14.25 | 4.26 | 1.21 | 76.68 |
| γ′ | 13.11 | 4.62 | 0.47 | 2.17 | 79.63 | |
| HT | γ | 3.68 | 14.06 | 4.35 | 1.13 | 76.79 |
| γ′ | 13.02 | 4.70 | 0.50 | 2.25 | 79.55 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Ai, C.; Ru, Y.; Shang, Y.; Pei, Y.; Li, S.; Gong, S.; Zhang, H. The Effect of Cooling Rate from Solution Treatment on γ′ Reprecipitates and Creep Behaviors of a Ni-Based Superalloy Single-Crystal Casting. Crystals 2022, 12, 1235. https://doi.org/10.3390/cryst12091235
Huang J, Ai C, Ru Y, Shang Y, Pei Y, Li S, Gong S, Zhang H. The Effect of Cooling Rate from Solution Treatment on γ′ Reprecipitates and Creep Behaviors of a Ni-Based Superalloy Single-Crystal Casting. Crystals. 2022; 12(9):1235. https://doi.org/10.3390/cryst12091235
Chicago/Turabian StyleHuang, Jiapeng, Cheng Ai, Yi Ru, Yong Shang, Yanling Pei, Shusuo Li, Shengkai Gong, and Heng Zhang. 2022. "The Effect of Cooling Rate from Solution Treatment on γ′ Reprecipitates and Creep Behaviors of a Ni-Based Superalloy Single-Crystal Casting" Crystals 12, no. 9: 1235. https://doi.org/10.3390/cryst12091235