
Evolution of Structure and Properties of Micro-Nano Structure 2507 Duplex Stainless Steel Prepared by Aluminothermic Reduction

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Material and Processing
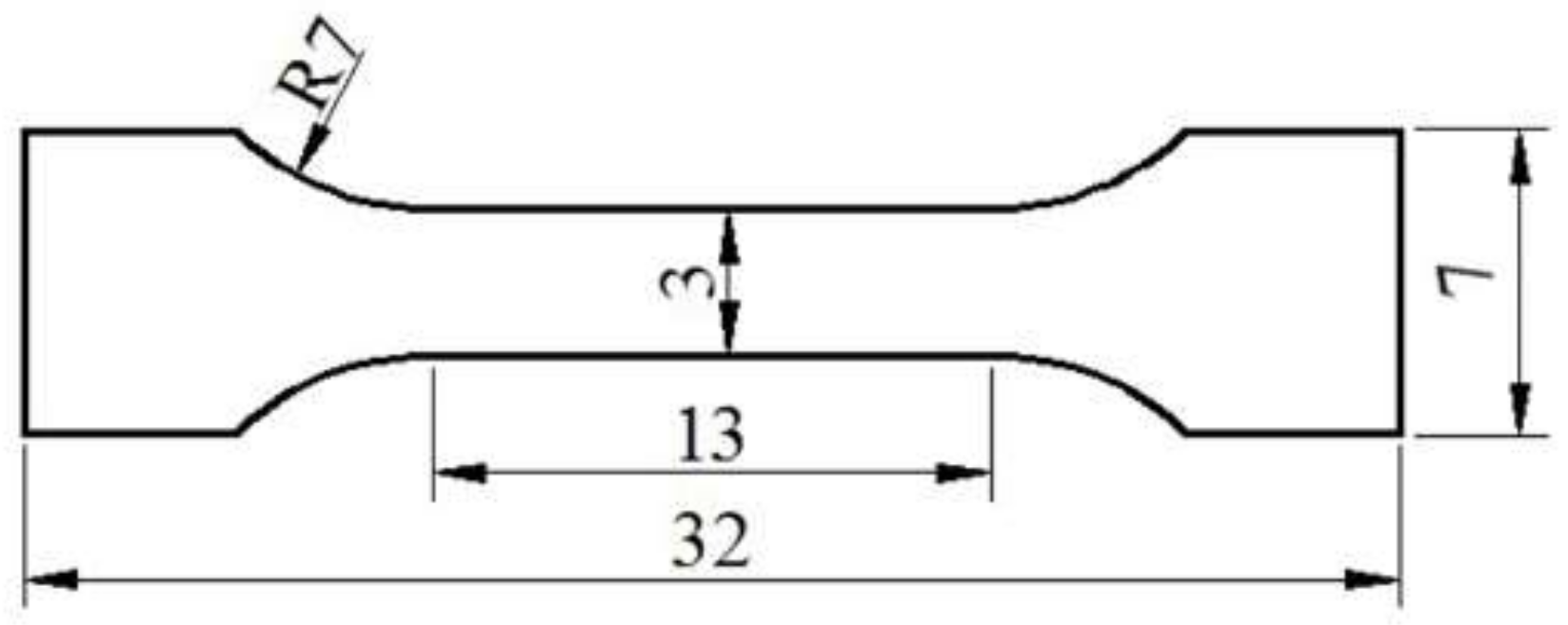
2.2. Microstructural and Mechanical Evaluation
3. Results
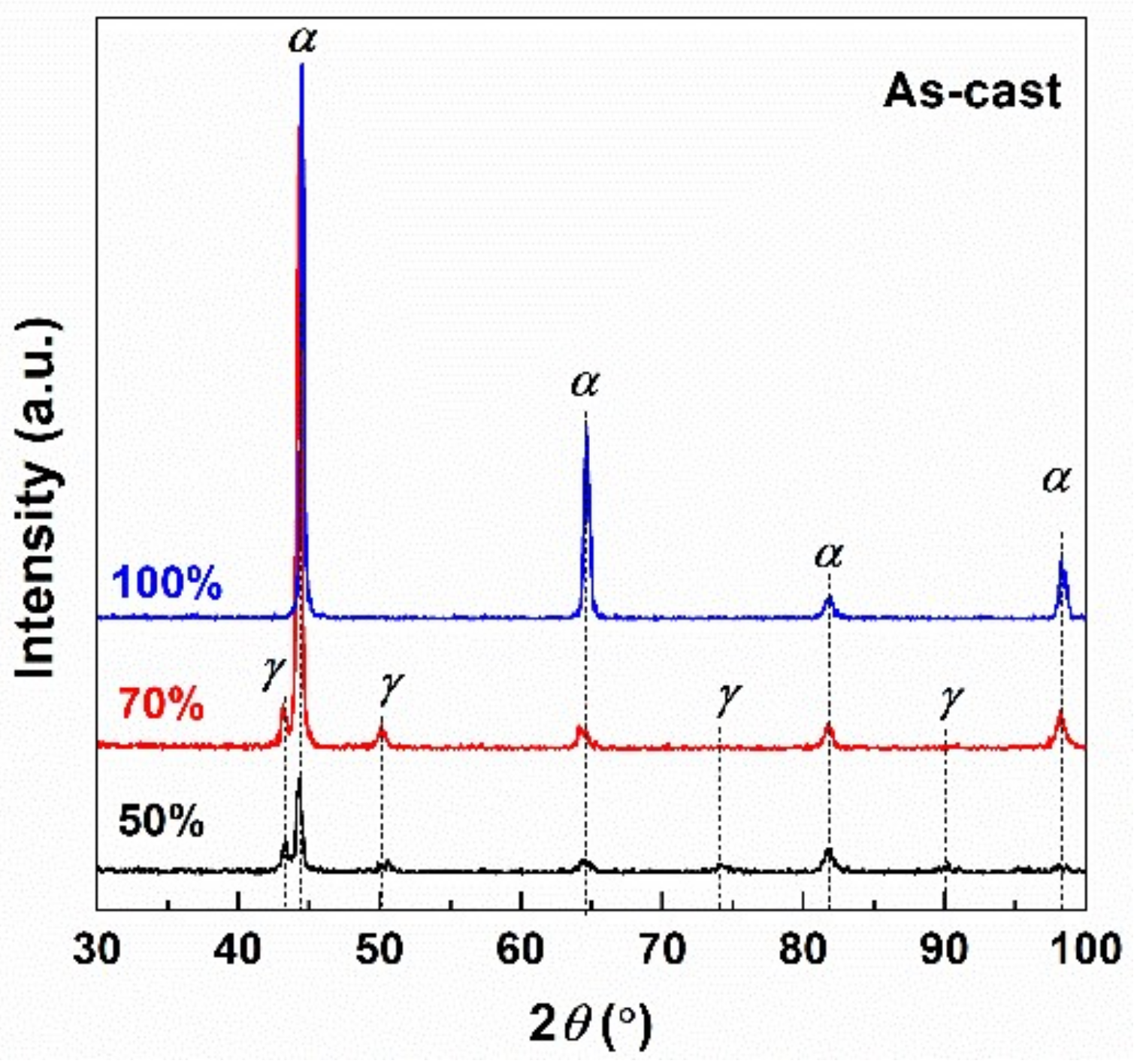
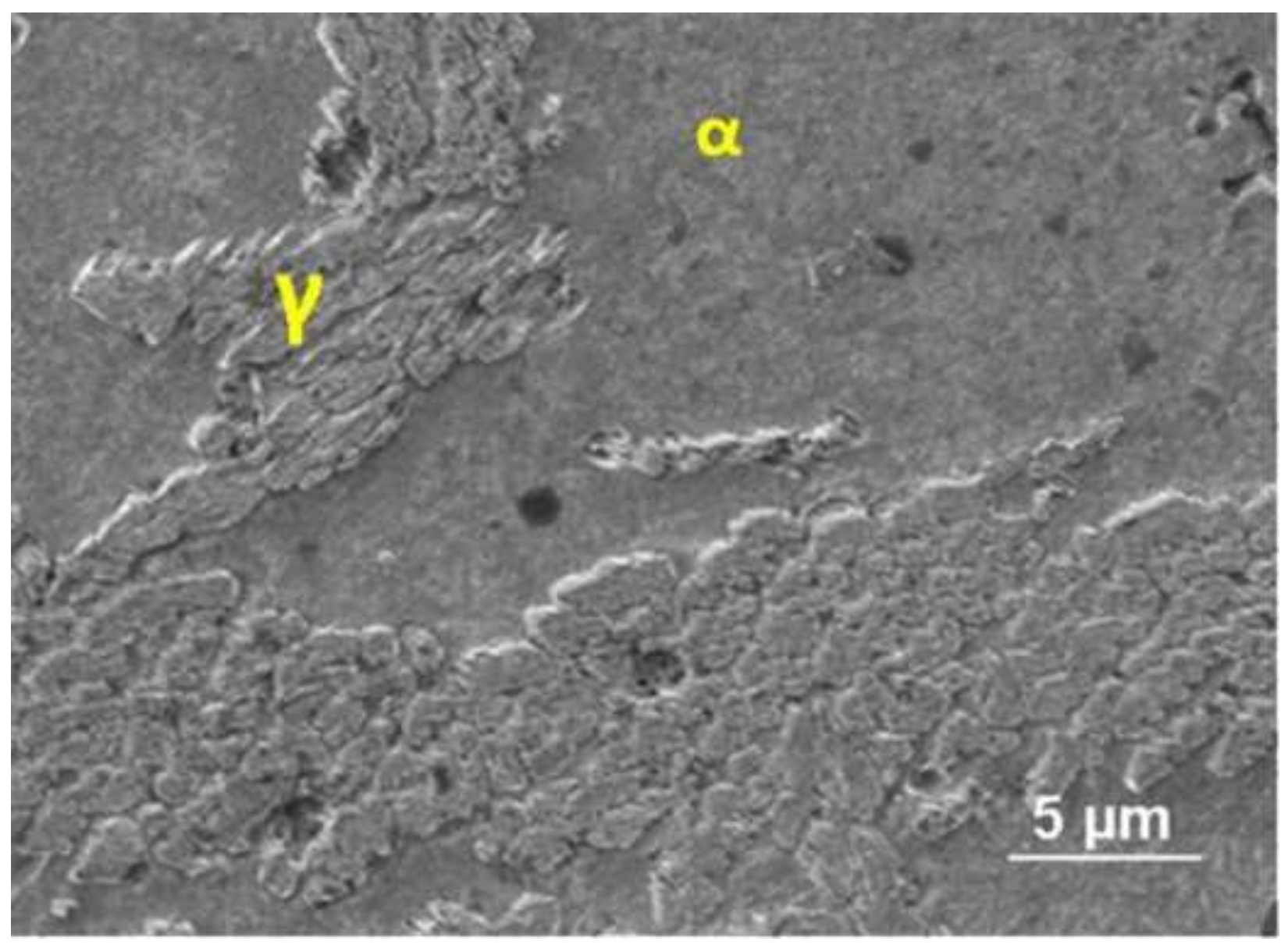
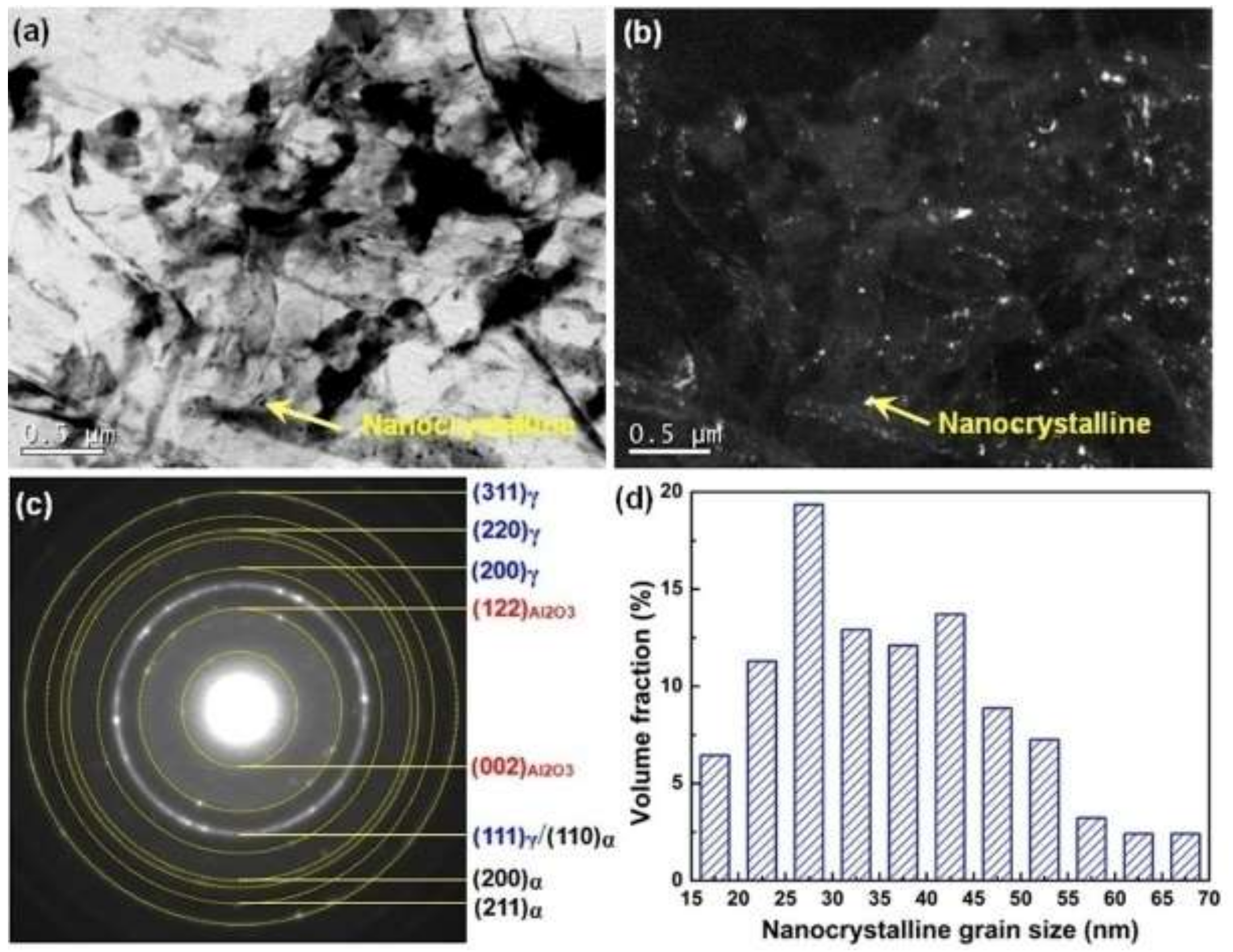
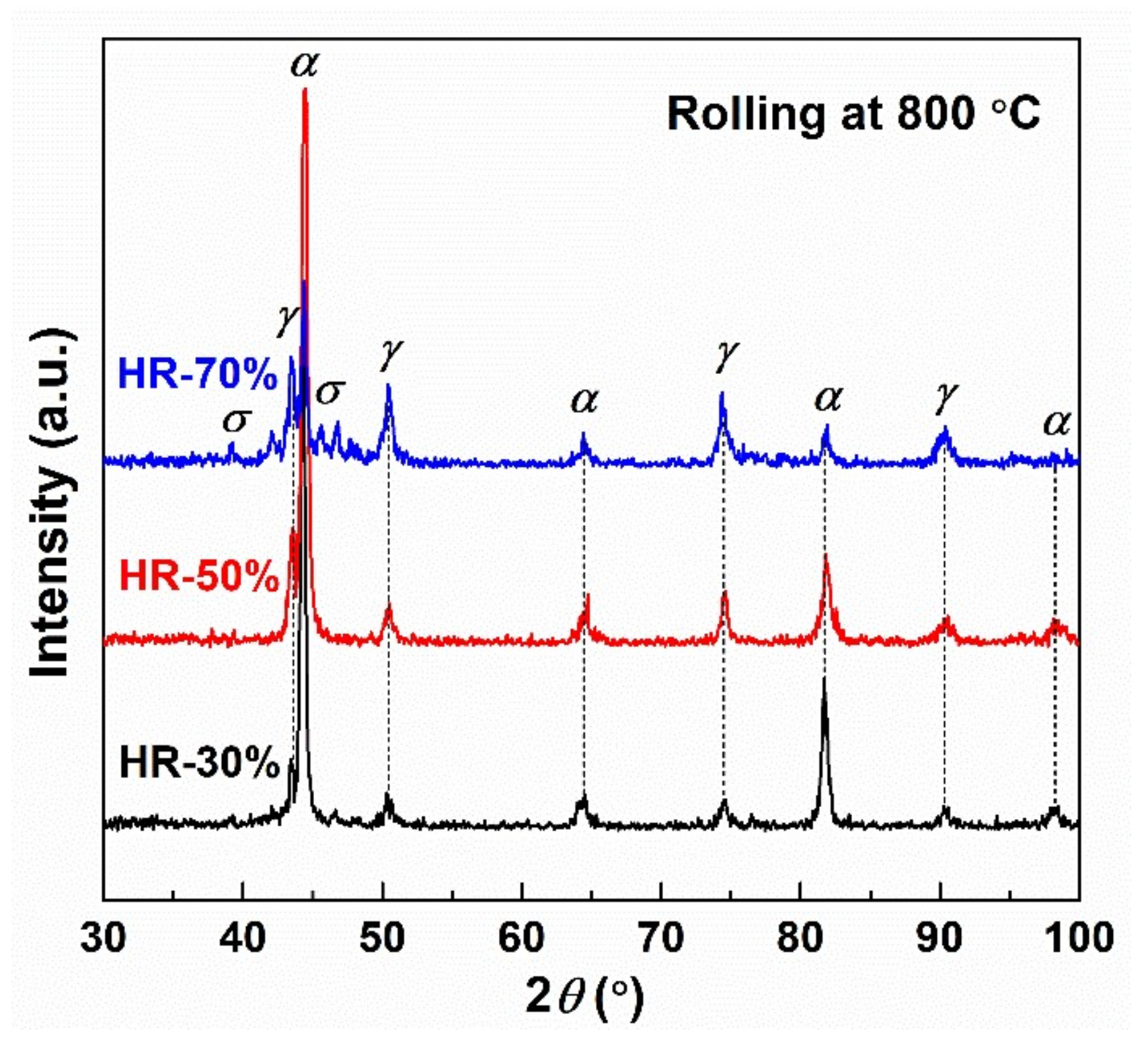
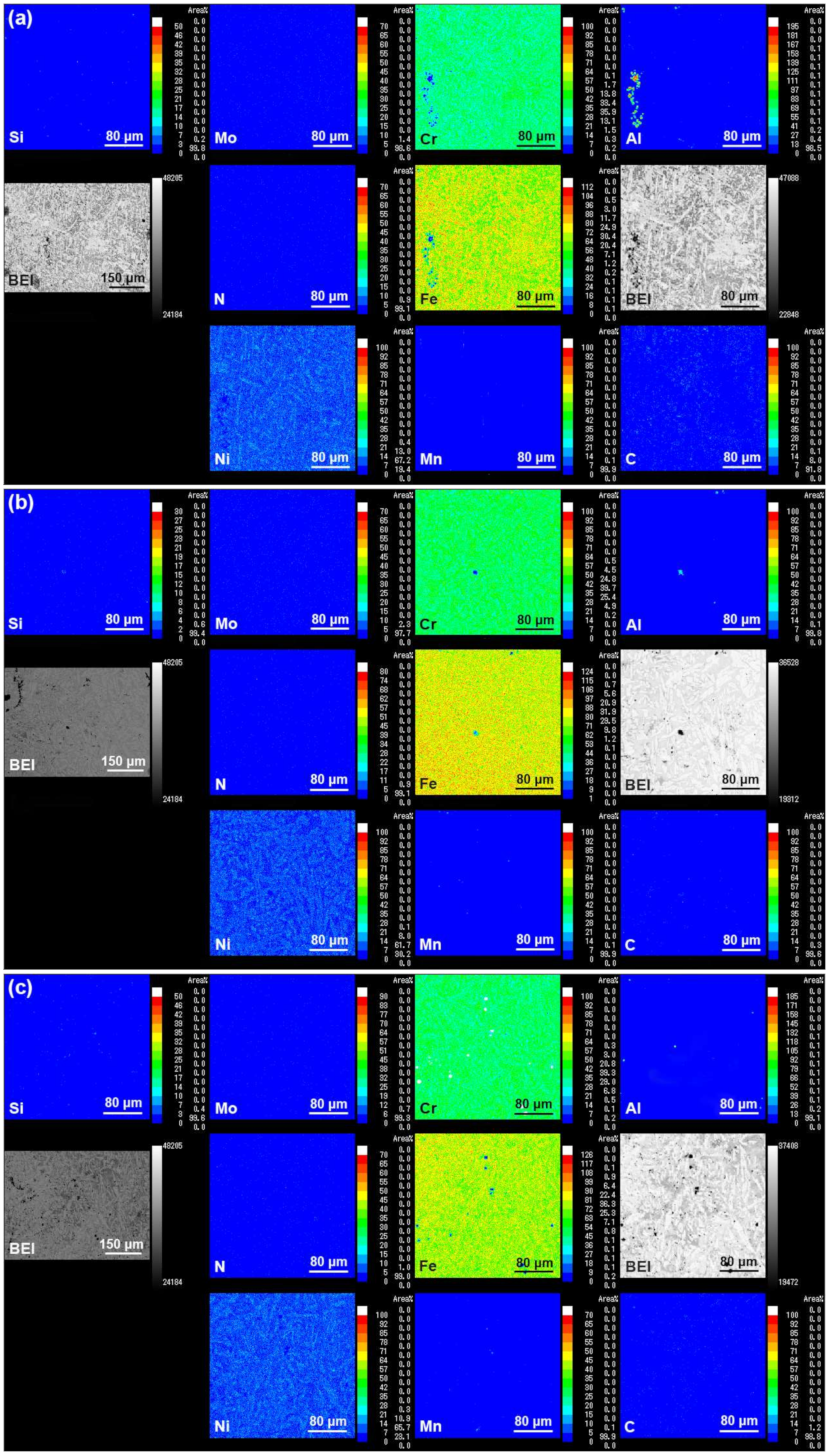
3.1. Microstructure
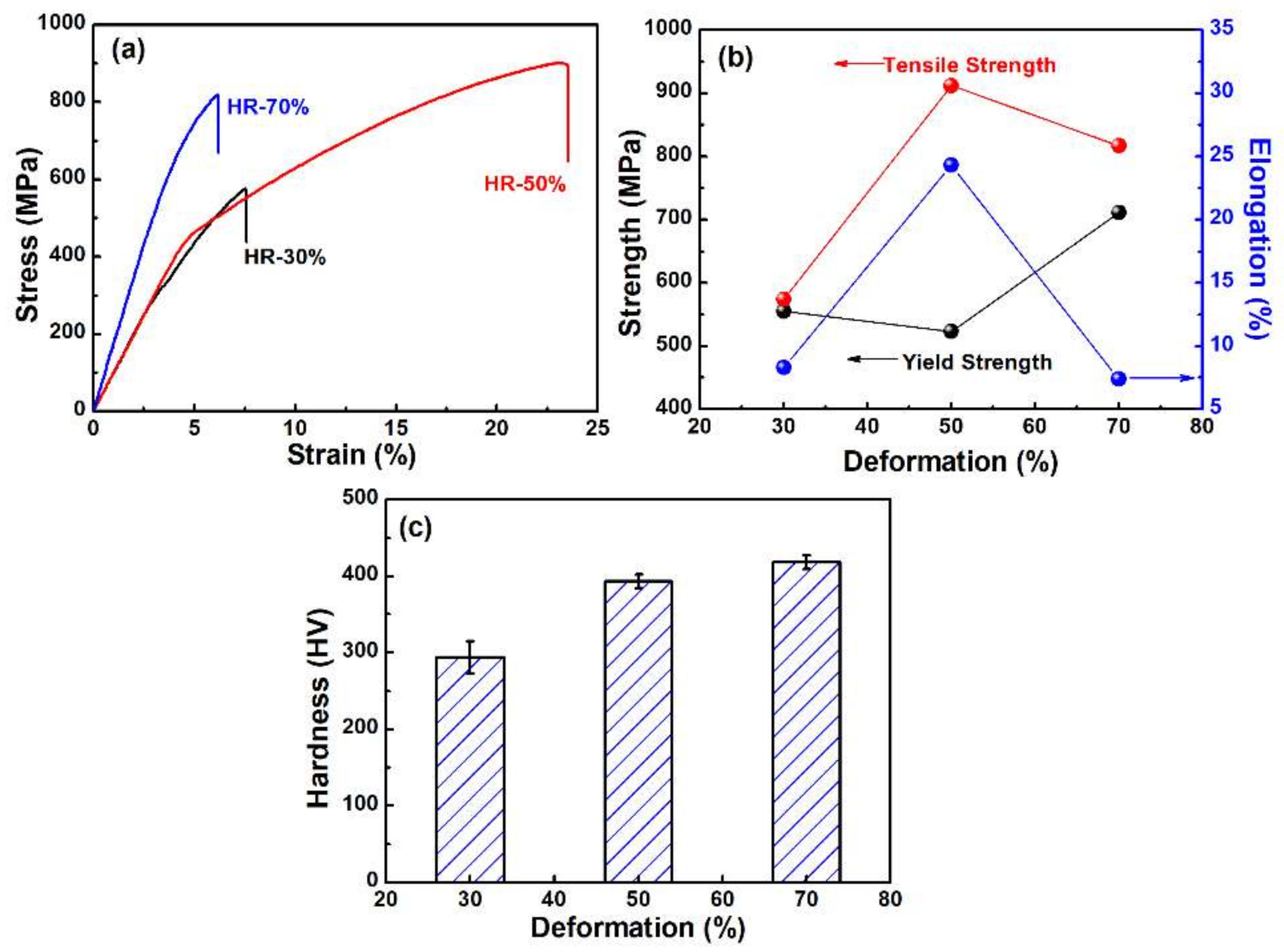
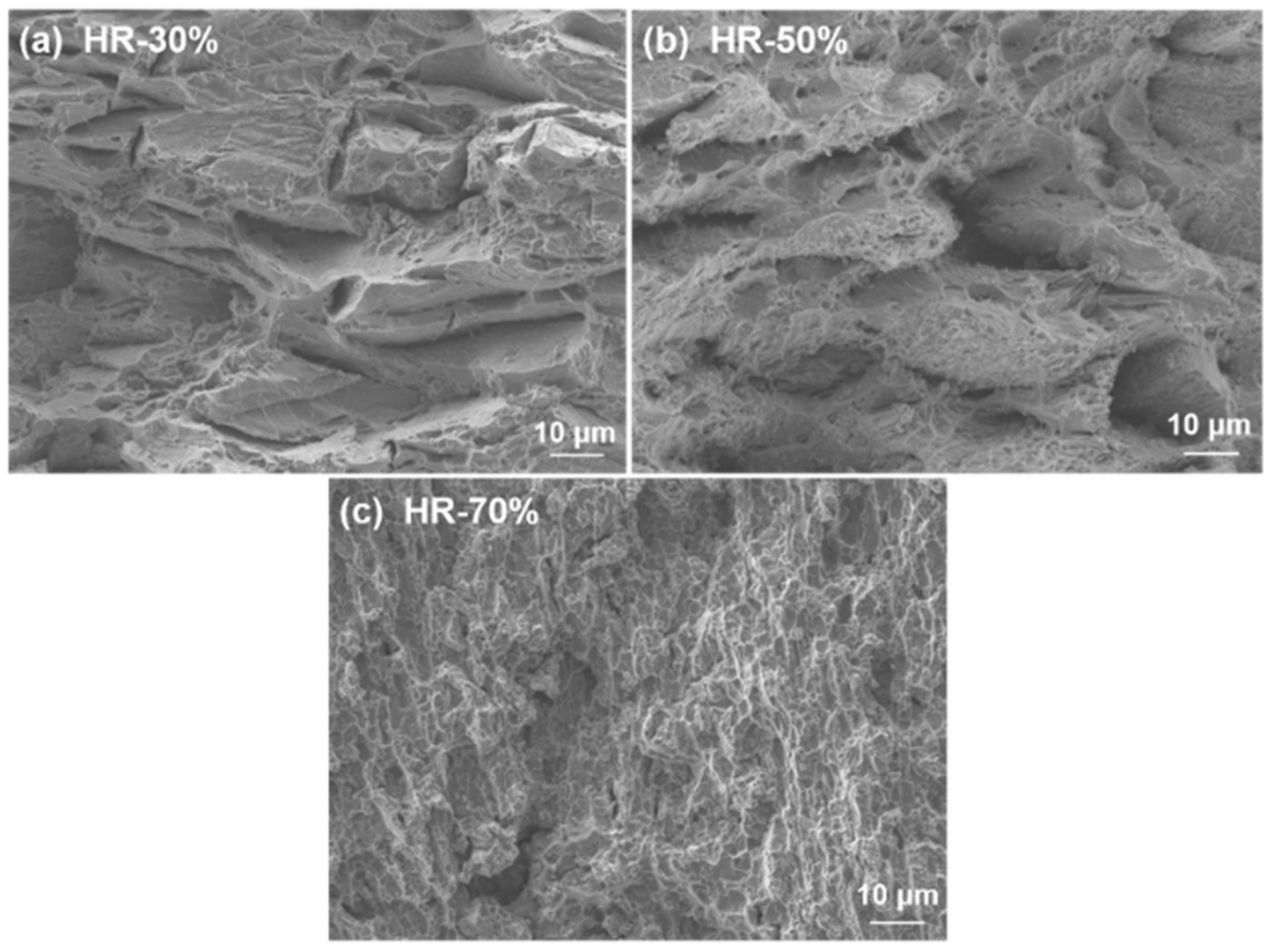
3.2. Tensile Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Feng, H.; Zhou, X.Y.; Liu, H.; Song, Z.G. Development and trend of hyper duplex stainless steels. J. Iron Steel Res. 2015, 27, 1–5. [Google Scholar]
- Fan, Y.; Liu, T.; Xin, L.; Han, Y.; Lu, Y.; Shoji, T. Thermal aging behaviors of duplex stainless steels used in nuclear power plant: A review. J. Nucl. Mater. 2021, 544, 152693–152706. [Google Scholar] [CrossRef]
- Li, J.; Li, G.; Liang, W.; Han, P.; Wang, H. Effect of Aging on Precipitation Behavior and Pitting Corrosion Resistance of SAF2906 Super Duplex Stainless Steel. J. Mater. Eng. Perform. 2017, 26, 4533–4543. [Google Scholar] [CrossRef]
- George, P.; Wins, K.L.D.; Dhas, D.E.J.; George, P. Machinability, weldability and surface treatment studies of SDSS 2507 material—A review. Mater. Today Proc. 2021, 46, 7682–7687. [Google Scholar] [CrossRef]
- Du, J.-K.; Chao, C.-Y.; Wei, L.-L.; Wang, C.-H.; Chen, J.-H.; Chen, K.-K.; Huang, R.-B. Effects of Ag-Rich Nano-Precipitates on the Antibacterial Properties of 2205 Duplex Stainless Steel. Metals 2021, 11, 23. [Google Scholar] [CrossRef]
- Chen, M.; Liu, H.; Wang, L.; Xu, Z.; Ji, V.; Jiang, C. Residual stress and microstructure evolutions of SAF 2507 duplex stainless steel after shot peening. Appl. Surf. Sci. 2018, 459, 155–163. [Google Scholar] [CrossRef]
- Li, J.; Ma, Z.; Xiao, X.; Zhao, J.; Jiang, L. On the behavior of nitrogen in a low-Ni high-Mn super duplex stainless steel. Mater. Des. 2011, 32, 2199–2205. [Google Scholar] [CrossRef]
- Torres, C.; Johnsen, R.; Iannuzzi, M. Crevice corrosion of solution annealed 25Cr duplex stainless steels: Effect of W on critical temperatures. Corros. Sci. 2021, 178, 109053–109066. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Z.; Chen, H.; Xiao, X.; Zhao, J.; Jiang, L. New Economical 19Cr Duplex Stainless Steels. Met. Mater. Trans. A 2012, 43, 428–436. [Google Scholar] [CrossRef]
- Llorca-Isern, N.; López-Luque, H.; López-Jiménez, I.; Biezma, M.V. Identification of sigma and chi phases in duplex stainless steels. Mater. Charact. 2016, 112, 20–29. [Google Scholar] [CrossRef] [Green Version]
- He, L. Microstructure Evolution and Corrosion Behavior of Duplex Stainless Steel During Isothermal Aged at 650 °C. Int. J. Electrochem. Sci. 2016, 11, 8046–8056. [Google Scholar] [CrossRef]
- Li, Z.; Wei, F.; La, P.; Wang, H.; Wei, Y. Enhancing Ductility of 1045 Nanoeutectic Steel Prepared by Aluminothermic Reaction through Annealing at 873K. Adv. Mater. Sci. Eng. 2017, 2017, 5392073. [Google Scholar] [CrossRef] [Green Version]
- Mao, Y.; Zheng, Y.; Shi, Y.; Zhu, M.; Saitejin; Liu, S.; Lin, X.; La, P. Effect of rolling deformation on microstructure and mechanical properties of 2205 duplex stainless steel with micro-nano structure. Mod. Phys. Lett. B 2020, 34, 2050269–2050280. [Google Scholar] [CrossRef]
- Zhang, W.; Zou, D.N.; Fan, G.W.; Li, J. Influence of Aging Time on Sigma Phase Precipitation in SAF2507 Super-Duplex Stainless Steel. Mater. Sci. Forum 2009, 620–622, 355–358. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, H.; Li, J.; Li, D.; Li, N. Pitting Corrosion of Thermally Aged Duplex Stainless Steels at Different Temperature for Long Time. Mater. Res. 2019, 22, e20180663. [Google Scholar] [CrossRef]
- Lin, P.-C.; Tsai, Y.-T.; Gan, N.-H.; Yang, J.-R.; Wang, S.-H.; Chang, H.-Y.; Lin, T.-R.; Chiu, P.-K. Characteristics of Flakes Stacked Cr2N with Many Domains in Super Duplex Stainless Steel. Crystals 2020, 10, 965. [Google Scholar] [CrossRef]
- Mészáros, I.; Bögre, B.; Szabó, P.J. Magnetic and Thermoelectric Detection of Sigma Phase in 2507 Duplex Stainless Steel. Crystals 2022, 12, 527. [Google Scholar] [CrossRef]
- Berecz, T.; Fazikas, É.; Fábián, E.R.; Jenei, P.; Marióti, J.E. Investigation of Thermally Induced Deterioration Processes in Cold Worked SAF 2507 Type Duplex Stainless Steel by DTA. Crystals 2020, 10, 937. [Google Scholar] [CrossRef]
- Chen, M.; Liu, H.; Wang, L.; Wang, C.; Zhu, K.; Xu, Z.; Jiang, C.; Ji, V. Evaluation of the residual stress and microstructure character in SAF 2507 duplex stainless steel after multiple shot peening process. Surf. Coat. Technol. 2018, 344, 132–140. [Google Scholar] [CrossRef]
- Zheng, Z.; Liu, J.; Gao, Y. Achieving high strength and high ductility in 304 stainless steel through bi-modal microstructure prepared by post-ECAP annealing. Mater. Sci. Eng. A 2017, 680, 426–432. [Google Scholar] [CrossRef]
- Kb, A.; Jm, B.; Mf, B.; Kec, D.; Zhc, D. Effect of high-pressure torsion on grain refinement, strength enhancement and uniform ductility of EZ magnesium alloy-ScienceDirect. Mater. Lett. 2018, 212, 323–326. [Google Scholar]
- Zhizhong, S.; Henry, H.; Xiang, C.; Qigui, W.; Wenying, Y. Gating system design for a magnesium alloy casting. J. Mater. Sci. Technol. 2008, 24, 93–95. [Google Scholar]
- Wang, H.-D.; La, P.-Q.; Shi, T.; Wei, Y.-P.; Lu, X.-F. Research status and development trend of bulk nano/micro-crystalline composite metallic materials. J. Mater. Eng. 2013, 3, 92–96. [Google Scholar]
- Świeboda, C.; Leszczyński, J. Influence of production technology on magnetic properties of nanocrystalline stacked and block magnetic cores. Prz. Elektrotechniczny 2016, 92, 281–285. [Google Scholar] [CrossRef] [Green Version]
- Cheng, W.; Tian, L.; Ma, S.; Bai, Y.; Wang, H. Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy. Materials 2017, 10, 708. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mao, X.; Kang, S.H.; Kim, T.K.; Kim, S.C.; Oh, K.H.; Jang, J. Microstructure and Mechanical Properties of Ultrafine-Grained Austenitic Oxide Dispersion Strengthened Steel. Met. Mater. Trans. A 2016, 47, 5334–5343. [Google Scholar] [CrossRef]
- Guo, X.; Yang, G.; Weng, G. The saturation state of strength and ductility of bimodal nanostructured metals. Mater. Lett. 2016, 175, 131–134. [Google Scholar] [CrossRef] [Green Version]
- Korn, M.; Lapovok, R.; Bohner, A.; Hoppel, H.W.; Mughrabi, H. Bimodal grain size distributions in UFG materials produced by SPD–Their evolution and effect on the fatigue and monotonic strength properties. Met. Mater. 2011, 49, 51–63. [Google Scholar] [CrossRef]
- Azushima, A.; Kopp, R.; Korhonen, A.; Yang, D.Y.; Micari, F.; Lahoti, G.D.; Groche, P.; Yanagimoto, J.; Tsuji, N.; Rosochowski, A.; et al. Severe plastic deformation processes for metals. CIRP Ann. 2008, 57, 716–735. [Google Scholar] [CrossRef]
- Segal, V. Review: Modes and Processes of Severe Plastic Deformation (SPD). Materials 2018, 11, 1175. [Google Scholar] [CrossRef] [Green Version]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium-past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Mahdieh, S.O.; Hamed, A.; Sina, S.; Mozhgan, S. Significant Corrosion Resistance in an Ultrafine-Grained Al6063 Alloy with a Bimodal Grain-Size Distribution through a Self-Anodic Protection Mechanism. Metals 2016, 6, 307. [Google Scholar]
- Zhao, Y.; Topping, T.; Bingert, J.F.; Thornton, J.J.; Dangelewicz, A.M.; Li, Y.; Liu, W.; Zhu, Y.; Zhou, Y.; Lavernia, E.J. High Tensile Ductility and Strength in Bulk Nanostructured Nickel. Adv. Mater. 2008, 20, 3028–3033. [Google Scholar] [CrossRef]
- Yu, P.-J.; Chen, S.-C.; Yen, H.-W.; Chang, H.-Y.; Yang, J.-R.; Wang, S.-H.; Chiu, P.-K.; Lin, T.-R. Large Delta T Thermal Cycling Induced Stress Accelerates Equilibrium and Transformation in Super DSS. Crystals 2020, 10, 962. [Google Scholar] [CrossRef]
- Wei, F.; La, P.; Ma, F.; Donic, T.; Wang, H. Enhanced intergranular corrosion resistance and tensile strength in 304 stainless steel with dispersed nanocrystallines in microcrystalline austenite. J. Mater. Res. 2016, 31, 1691–1701. [Google Scholar] [CrossRef]
- La, P.; Guo, X.; Wang, H.; Shi, T.; Zhen, X.; Wei, F.; Lu, X. Effect of annealing temperature on the microstructure and tensile properties of a bimodal nano/micro grained 1020 carbon steel prepared by aluminothermic reaction casting. Met. Mater. Int. 2016, 22, 236–242. [Google Scholar] [CrossRef]
- Aghili, S.; Enayati, M.; Karimzadeh, F. Synthesis of (Fe, Cr)3Al-Al2O3 nanocomposite through mechanochemical combustion reaction induced by ball milling of Cr, Al and Fe2O3 powders. Adv. Powder Technol. 2014, 25, 408–414. [Google Scholar] [CrossRef]
- Mishra, M.K.; Balasundar, I.; Rao, A.G.; Kashyap, B.P.; Prabhu, N. On the High Temperature Deformation Behaviour of 2507 Super Duplex Stainless Steel. J. Mater. Eng. Perform. 2017, 26, 802–812. [Google Scholar] [CrossRef]
- Qingshan, W. Empirical formula for strength-hardness conversion of ferrous metals. Phys. Test. Chem. Anal. Part A Phys. Test. 1995, 31, 39–40. [Google Scholar]
- Macek, W.; Pejkowski, Ł.; Branco, R.; Nejad, R.M.; Żak, K. Fatigue fracture surface metrology of thin-walled tubular austenitic steel specimens after asynchronous loadings. Eng. Fail. Anal. 2022, 138, 106354–106371. [Google Scholar] [CrossRef]
- Azevedo, C.R.d.F.; Marques, E. Three-dimensional analysis of fracture, corrosion and wear surfaces. Eng. Fail. Anal. 2010, 17, 286–300. [Google Scholar] [CrossRef]
- Han, Y.; Zou, D.N.; Zhang, W.; Huang, R. Sigma Phase Precipitation of Duplex Stainless Steel and its Effect on Corrosion Resistance. Mater. Sci. Forum 2009, 620, 391–394. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Han, J.; Wu, H.C.; Yang, B.; Wang, X.T. Effect of sigma phase precipitation on the mechanical and wear properties of Z3CN20.09M cast duplex stainless steel. Nucl. Eng. Des. 2013, 259, 1–7. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Mo | N | Mn | Si | Fe |
|---|---|---|---|---|---|---|---|---|
| wt.% | ≤0.03 | 24~26 | 6~8 | 3~5 | 0.24~0.32 | ≤1.2 | ≤0.8 | Balance |
| Excess Percentage of Chromium | Composition (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Al | Si | Mo | Cr | Mn | Fe | Ni | |
| 50% | 1.76 | 0.36 | 0.65 | 4.39 | 20.87 | 0.00 | 65.31 | 5.99 |
| 70% | 0.80 | 1.52 | 0.81 | 4.33 | 24.45 | 0.12 | 61.37 | 6.59 |
| 100% | 0.08 | 1.12 | 0.87 | 3.67 | 27.81 | 0.00 | 61.10 | 6.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, F.; Liu, X.; Zhang, H.; Wang, K.; Xu, S.; Zhu, M.; Zheng, Y.; La, P. Evolution of Structure and Properties of Micro-Nano Structure 2507 Duplex Stainless Steel Prepared by Aluminothermic Reduction. Crystals 2022, 12, 848. https://doi.org/10.3390/cryst12060848
Zhan F, Liu X, Zhang H, Wang K, Xu S, Zhu M, Zheng Y, La P. Evolution of Structure and Properties of Micro-Nano Structure 2507 Duplex Stainless Steel Prepared by Aluminothermic Reduction. Crystals. 2022; 12(6):848. https://doi.org/10.3390/cryst12060848
Chicago/Turabian StyleZhan, Faqi, Xiao Liu, Hua Zhang, Keliang Wang, Shipeng Xu, Min Zhu, Yuehong Zheng, and Peiqing La. 2022. "Evolution of Structure and Properties of Micro-Nano Structure 2507 Duplex Stainless Steel Prepared by Aluminothermic Reduction" Crystals 12, no. 6: 848. https://doi.org/10.3390/cryst12060848