
Microstructure and Hot Deformation Behaviour of Twin-Roll Cast AZ31 Magnesium Wire



Abstract
:1. Introduction
2. Materials and Methods
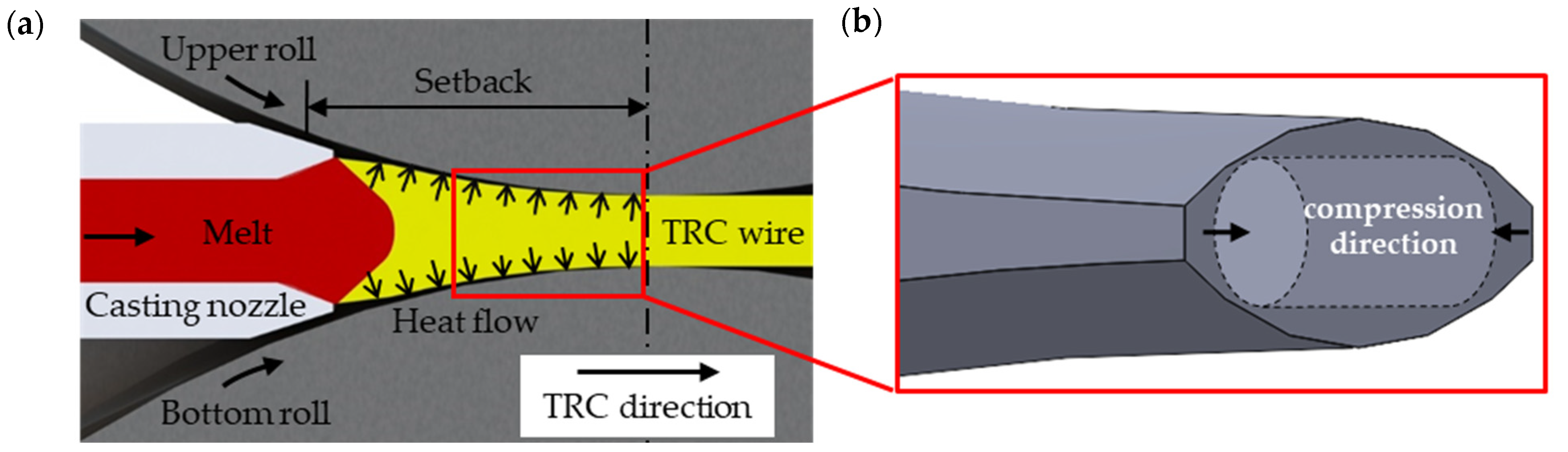
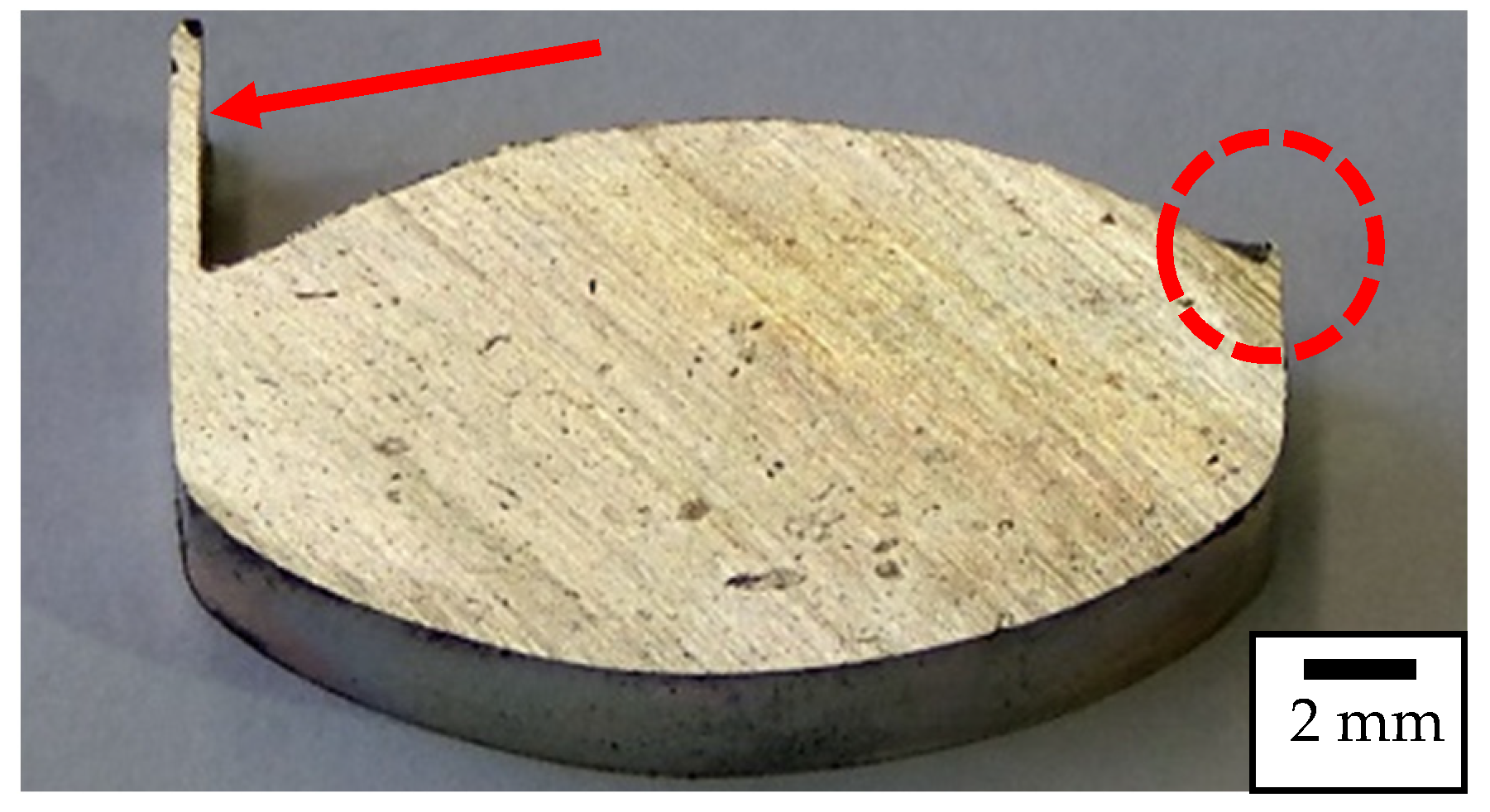
2.1. Twin-Roll Casting
2.2. Heat Treatment and Cylinder Compression Test
2.3. Microstructural Methods
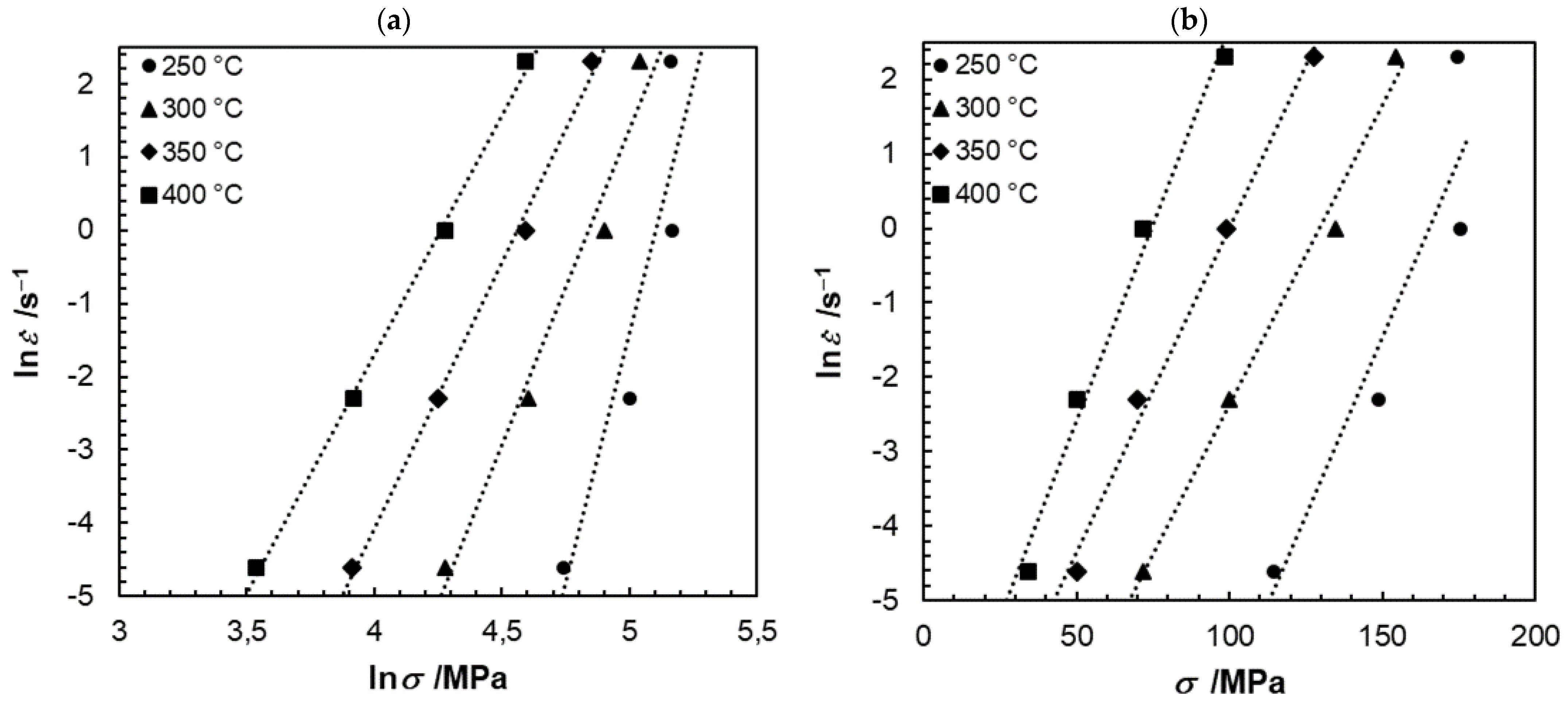
2.4. Theory of Processing Maps
3. Results
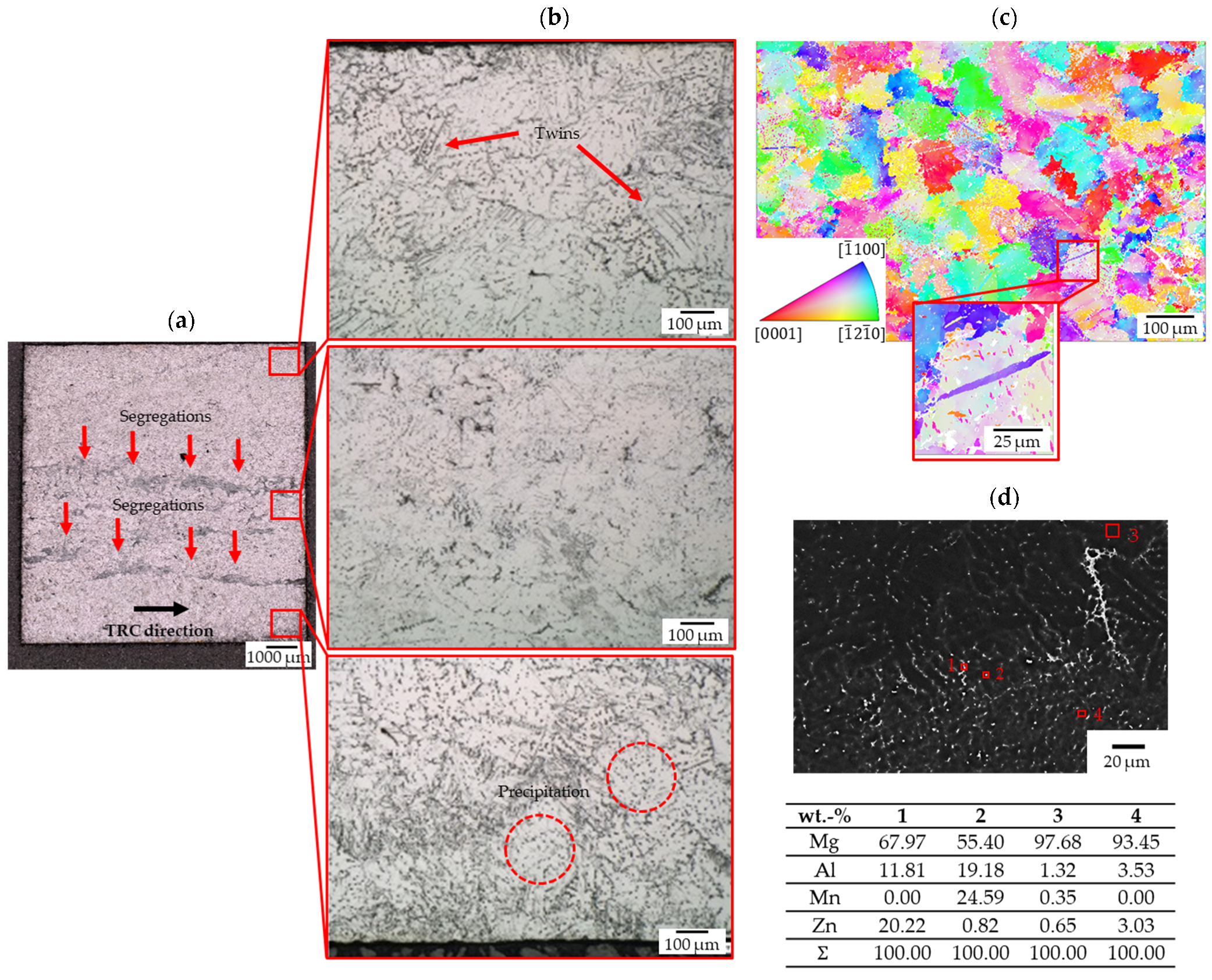
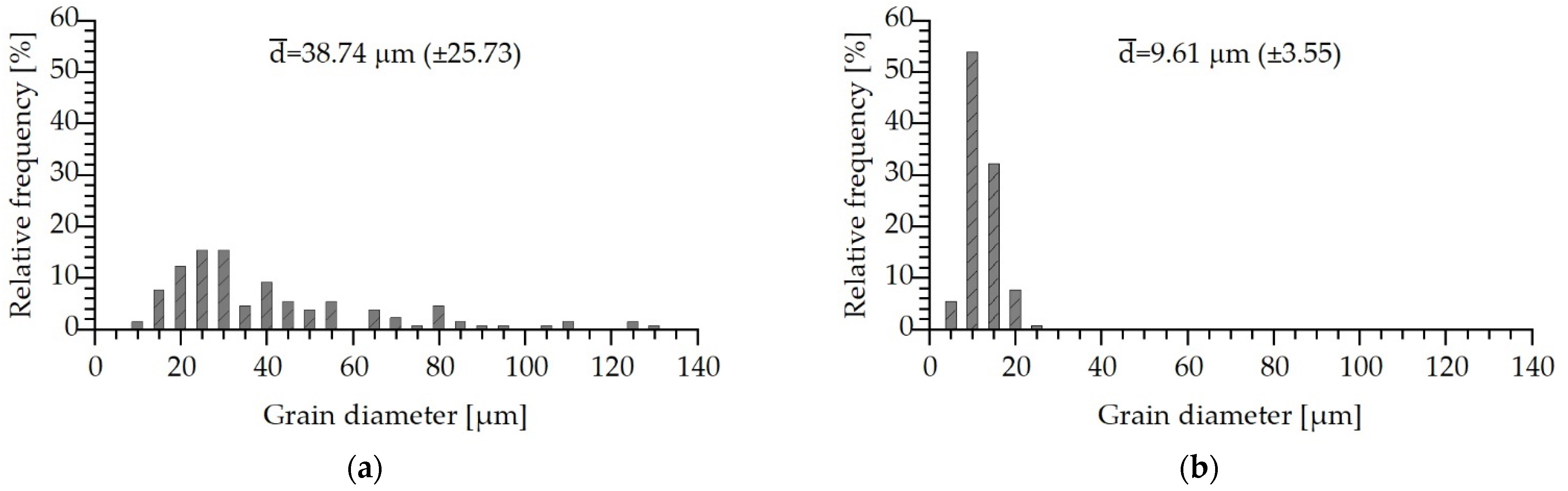
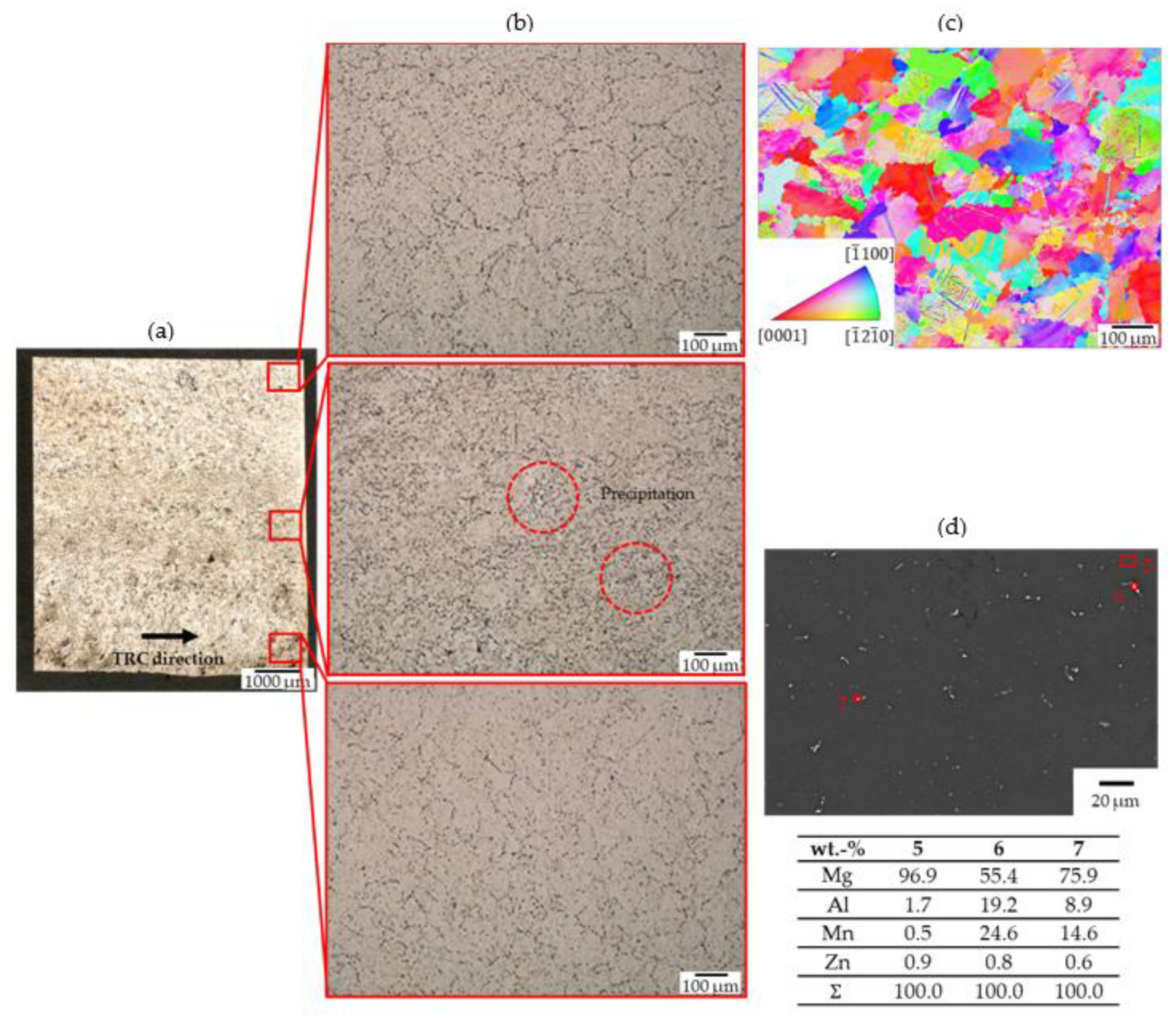
3.1. Microstructure of Twin-Roll Cast Alloy
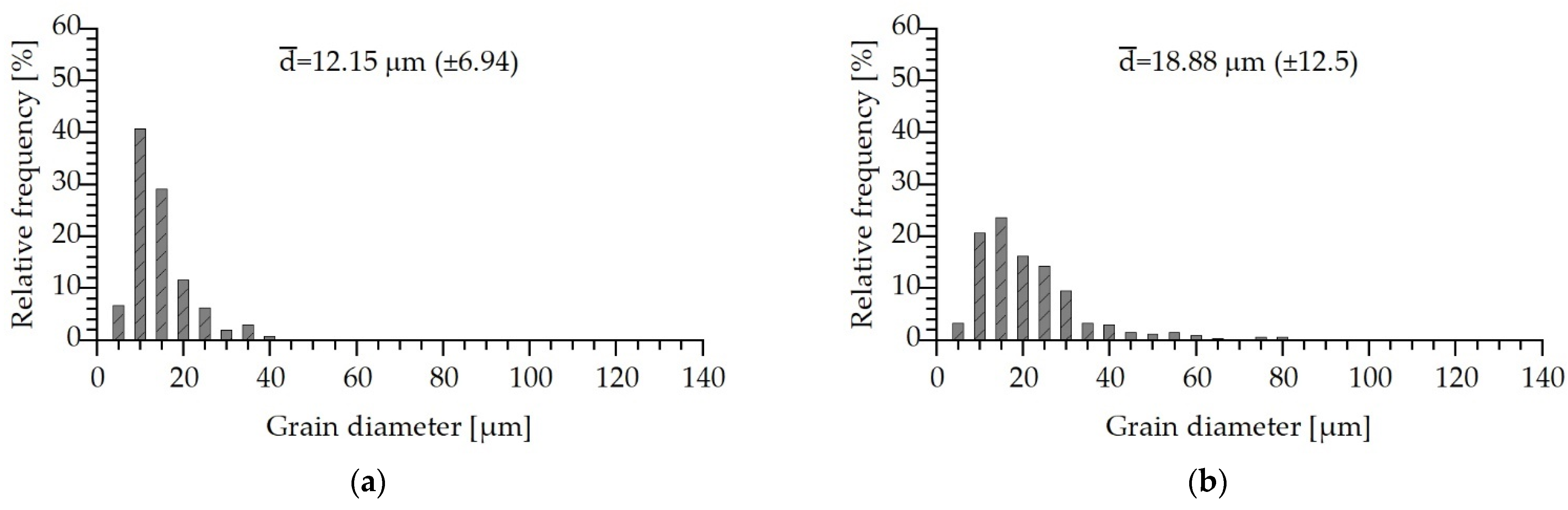
3.2. Microstructure of the Annealed Alloy
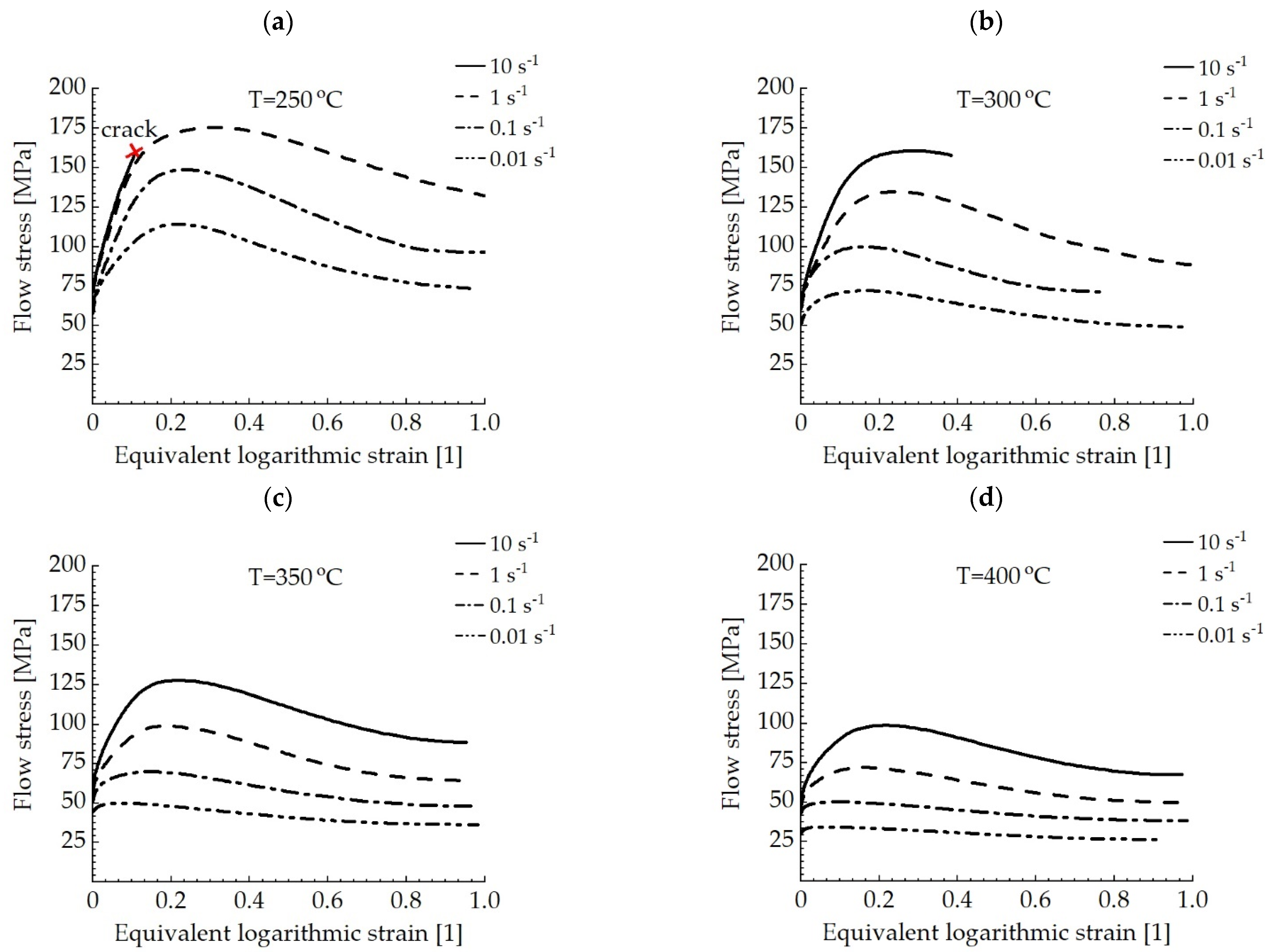
3.3. Hot Forming Behaviour of Twin-Roll Cast and Annealed Alloy
4. Discussion
4.1. Microstructure of Twin-Roll Cast and Annealed Alloy
4.2. Hot Deformation Behaviour of Twin-Roll Cast and Annealed Alloy
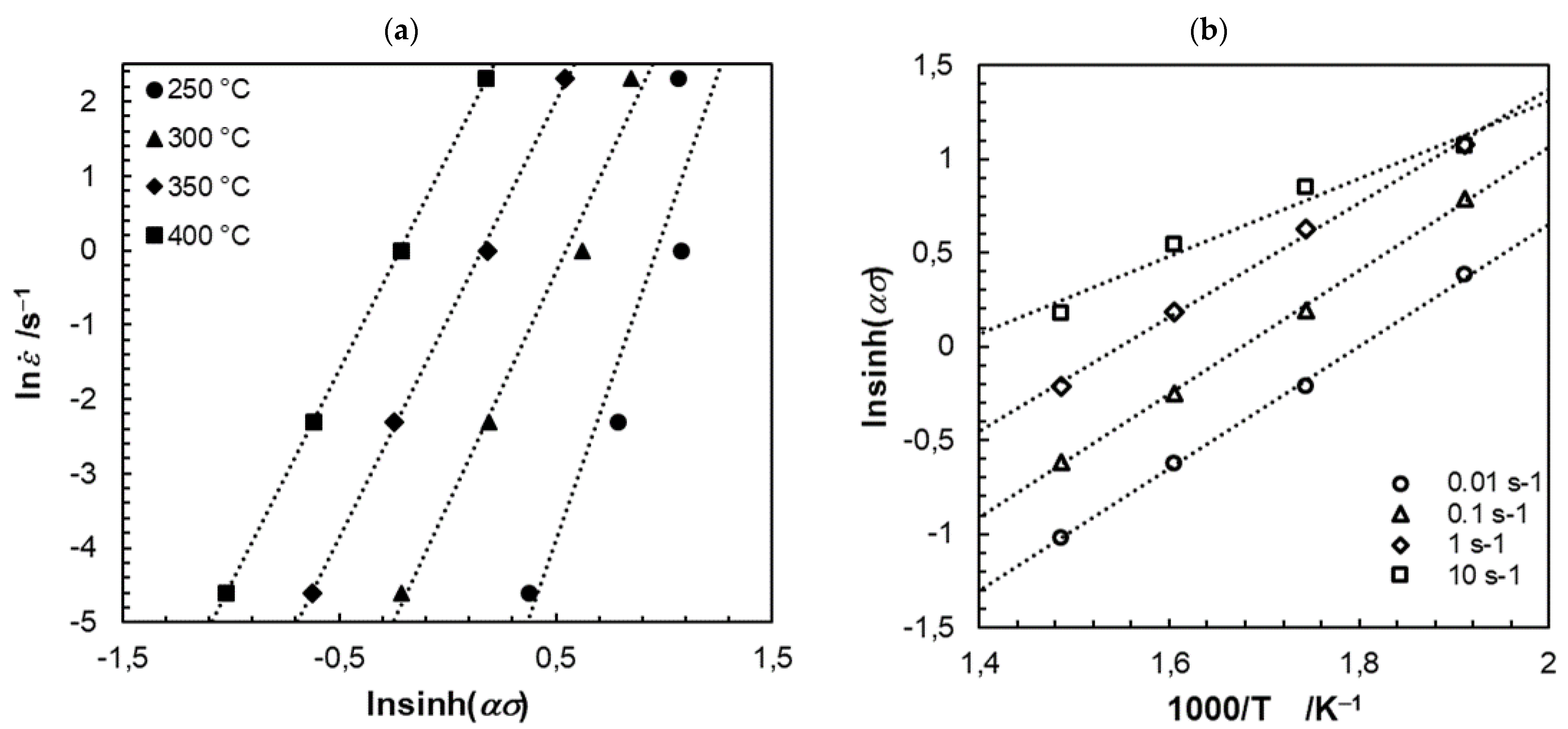
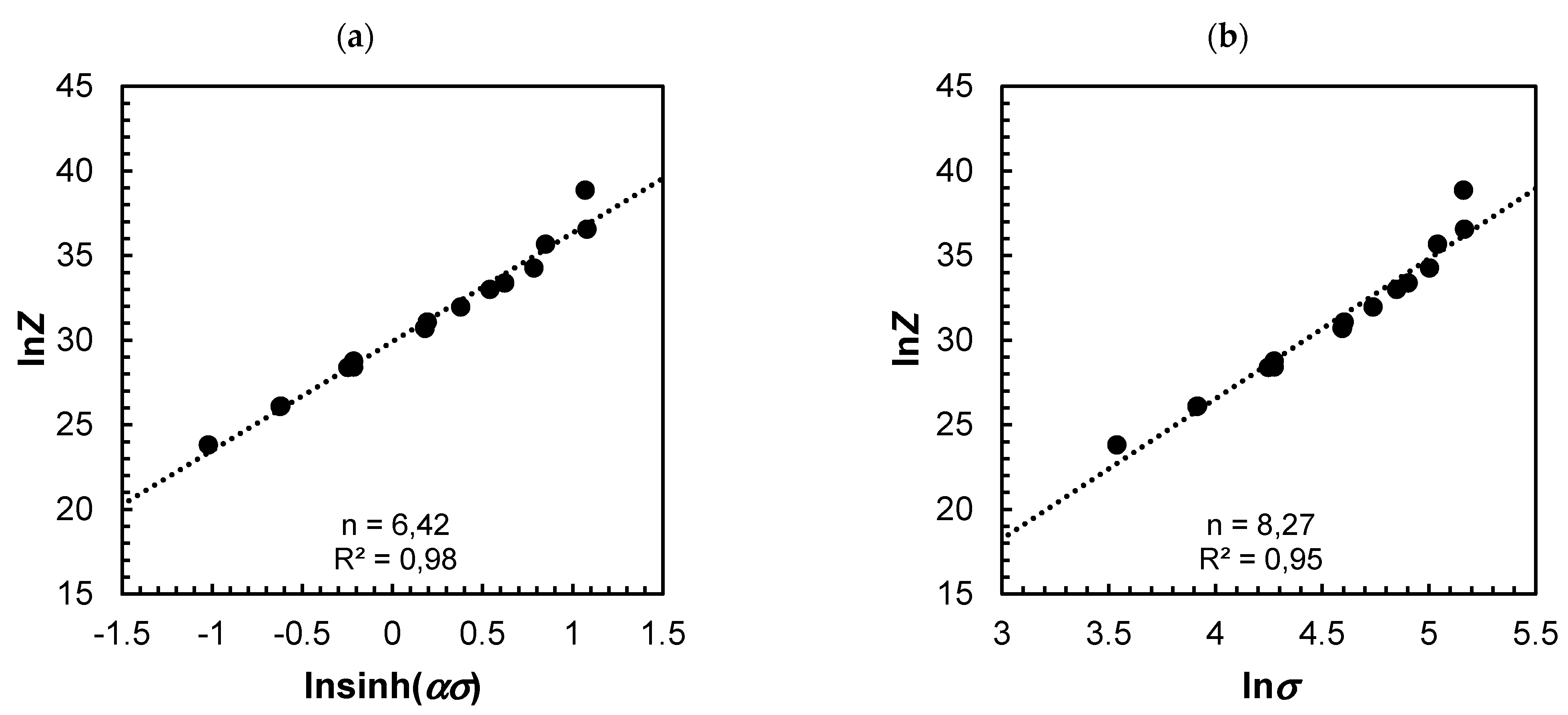
4.2.1. Analysis of Hot Compressive Deformation Behaviour
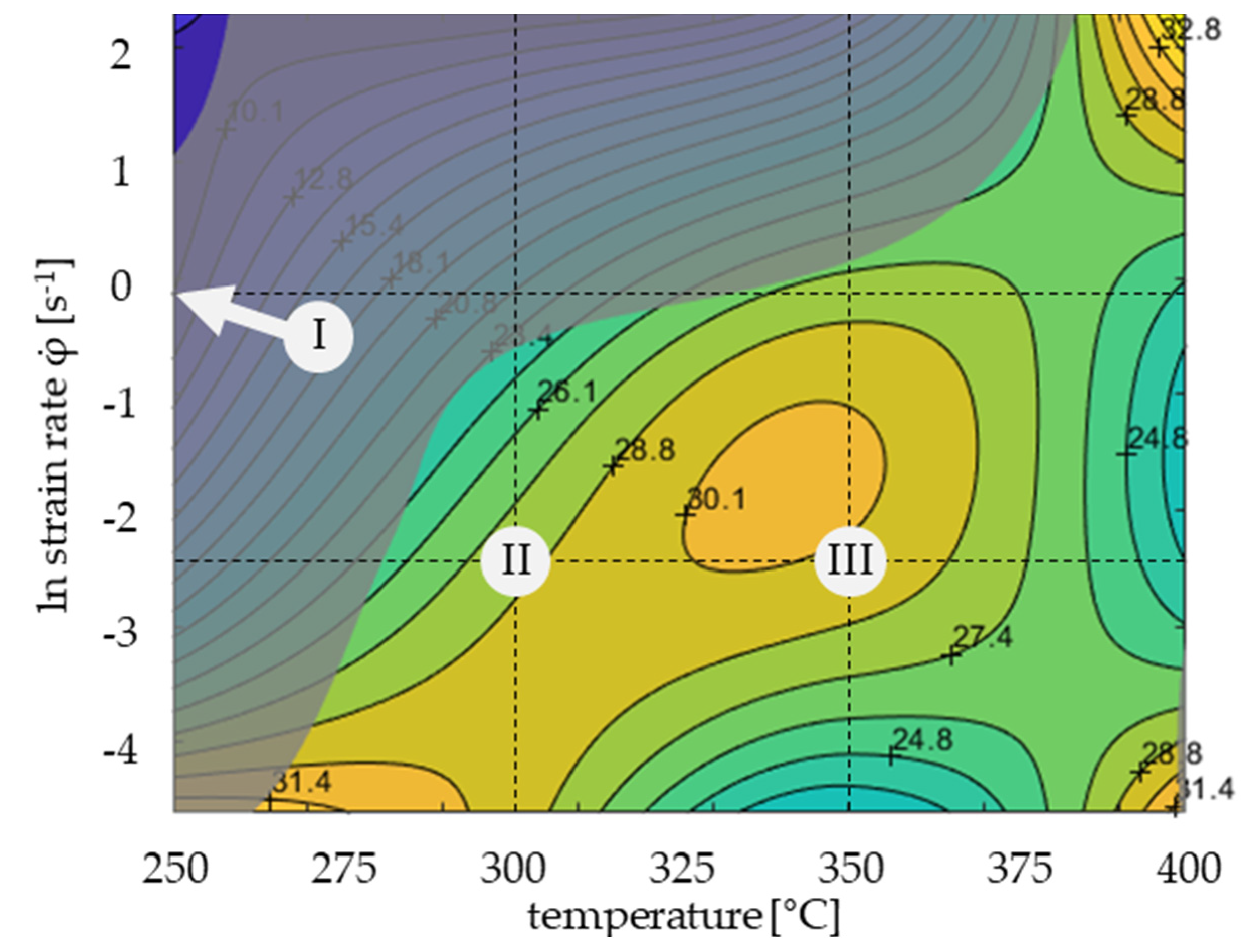
4.2.2. Processing Map
5. Conclusions
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Luo, A.A. Applications: Aerospace, automotive and other structural applications of magnesium. In Fundamentals of Magnesium Alloy Metallurgy; Woodhead Publishing: Sawston, UK, 2013; pp. 266–316. [Google Scholar]
- Neh, K.; Ullmann, M.; Oswald, M.; Berge, F.; Kawalla, R. Twin roll casting and strip rolling of several magnesium alloys. Mater. Today Proc. 2015, 2, S45–S52. [Google Scholar] [CrossRef]
- Kawalla, R.; Ullman, M. Magnesium sheet production–state and perspectives. Obróbka Plast. Metali 2006, 17, 21–26. [Google Scholar]
- Gunter, L.; Rudolf, K.; Matthias, O.; Michael, S. Verfahren zum Gießwalzen von Magnesiumdrähten Patent DE102012209568, 14 January 2016. Available online: https://patentimages.storage.googleapis.com/2b/f9/6a/d06d9da1341e94/DE102012209568A1.pdf (accessed on 11 July 2021).
- Moses, M.; Kawalla, C.; Kawalla, R.; Höck, M. Development of an Innovative and Quality-Focused Production Technology for Magnesium Wire. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2018; Volume 918, pp. 34–39. [Google Scholar]
- Wemme, H.; Moses, M.; Oswald, M.; Ullmann, M.; Kawalla, R.; Prahl, U. Anwendung des innovativen Gießwalzverfahrens zur wirtschaftlichen Herstellung von Magnesium-Langprodukten. 10. Ranshofener Leichtmetalltage. In Hochleistungsmetalle und Prozesse für den Leichtbau der Zukunft; LKR-Verlag: Ranshofen, Austria, 2018; pp. 113–123. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S. Hot Working Guide. A Compendium of Processing Maps; ASM International: Geauga County, OH, USA, 2015. [Google Scholar]
- Moses, M.; Ullmann, M.; Kawalla, R.; Prahl, U. Improving Mechanical Properties of Twin-Roll Cast AZ31 by Wire Rolling. Mater. Sci. Forum 2021, 1016, 957–963. [Google Scholar] [CrossRef]
- Moses, M.; Wemme, H.; Ullmann, M.; Kawalla, R.; Prahl, U.; Moses, M.; Wemme, H.; Ullmann, M.; Kawalla, R.; Prahl, U. Twin-roll casting of magnesium wire: An innovative continuous production route. In Proceedings of the 28th International Conference on Metallurgy and Materials, Brno, Czech Republic, 22–24 May 2019; pp. 438–443. [Google Scholar]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX–Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Pawar, S.; Zhou, X.; Hashimoto, T.; Thompson, G.E.; Scamans, G.; Fan, Z. Investigation of the microstructure and the influence of iron on the formation of Al8Mn5 particles in twin roll cast AZ31 magnesium alloy. J. Alloys Compd. 2015, 628, 195–198. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, M.-p.; Li, Z.; Jiang, N.; Hao, S.; Gong, J.; Hu, H. Twinning, dynamic recovery and recrystallization in the hot rolling process of twin-roll cast AZ31B alloy. J. Alloys Compd. 2011, 509, 5571–5580. [Google Scholar] [CrossRef]
- Guan, L.; Tang, G.; Jiang, Y.; Chu, P.K. Texture evolution in cold-rolled AZ31 magnesium alloy during electropulsing treatment. J. Alloys Compd. 2009, 487, 309–313. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys: Part II. “Contraction” twins. Mater. Sci. Eng. A 2007, 464, 8–16. Available online: https://www.sciencedirect.com/science/article/pii/S0921509306026876 (accessed on 29 November 2021). [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys. Mater. Sci. Eng A 2007, 464, 1–7. Available online: https://www.sciencedirect.com/science/article/pii/S0921509307004297 (accessed on 29 November 2021). [CrossRef]
- Zhi, C.; Ma, L.; Jia, W.; Huo, X.; Fan, Q.; Huang, Z.; Le, Q.; Lin, J. Dependence of deformation behaviors on temperature for twin-roll casted AZ31 alloy by processing maps. J. Mater. Res. Technol. 2019, 8, 5217–5232. [Google Scholar] [CrossRef]
- Wang, S.-r.; Wang, M.; Kang, S.-b.; Cho, J.-h. Microstructure comparison of ZK60 alloy under casting, twin roll casting and hot compression. Trans. Nonferrous Met. Soc. China 2010, 20, 763–768. [Google Scholar] [CrossRef]
- Bae, J.H.; Shim, M.S.; Suh, B.C.; Kim, D.W.; Park, S.H.; Kim, N.J. Segregation in twin-roll cast Mg alloy and its suppression through alloy design. Mater. Lett. 2014, 132, 361–364. [Google Scholar] [CrossRef]
- Kim, J.J.; Park, W.-J.; Choo, D. Microstructural Analysis of Segregated Area in Twin Roll Cast Mg Alloy Sheet; Research Institute of Industrial Science and Technology (RIST): Pohang, Korea, 2011; pp. 147–150. [Google Scholar]
- Park, S.S.; Park, W.-J.; Kim, C.H.; You, B.S.; Kim, N.J. The twin-roll casting of magnesium alloys. JOM 2009, 61, 14–18. [Google Scholar] [CrossRef]
- Aljarrah, M.; Essadiqi, E.; Kang, D.H.; Jung, I.H. Solidification Microstructure and Mechanical Properties of Hot Rolled and Annealed Mg Sheet Produced through Twin Roll Casting Route. Mater. Sci. Forum 2011, 690, 331–334. [Google Scholar] [CrossRef]
- Kawalla, R.; Ullmann, M.; Schmidt, C.; Dembińska, J.; Vogt, H.P. Properties of Magnesium Strips Produced by Twin-Roll-Casting and Hot Rolling. Mater. Sci. Forum 2011, 690, 21–24. [Google Scholar] [CrossRef]
- Sellars, C.M.; Tegart, W.J.M. Hot Workability. Int. Metall. Rev. 1972, 17, 1–24. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Barnett, M.R. Hot working microstructure map for magnesium AZ31. Mater. Sci. Forum 2003, 426, 515–520. [Google Scholar] [CrossRef]
- Barnett, M.R. Recrystallization during and following hot working of magnesium alloy AZ31. Mater. Sci. Forum 2003, 419, 503–508. [Google Scholar] [CrossRef]
- Spigarelli, S.; Mehtedi, M.E.; Cabibbo, M.; Evangelista, E.; Kaneko, J.; Jäger, A.; Gartnerova, V. Analysis of high-temperature deformation and microstructure of an AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 462, 197–201. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K.P. Processing maps for hot deformation of rolled AZ31 magnesium alloy plate: Anisotropy of hot workability. Mater. Sci. Eng. A 2008, 487, 316–327. [Google Scholar] [CrossRef]
- Poletti, C.; Dieringa, H.; Warchomicka, F. Local deformation and processing maps of as-cast AZ31 alloy. Mater. Sci. Eng. A 2009, 516, 138–147. [Google Scholar] [CrossRef]
- Lee, B.H.; Reddy, N.S.; Yeom, J.T.; Lee, C.S. Flow softening behavior during high temperature deformation of AZ31Mg alloy. J. Mater. Process. Technol. 2007, 187, 766–769. [Google Scholar] [CrossRef]
- Guo, Q.; Yan, H.G.; Zhang, H.; Chen, Z.H.; Wang, Z.F. Behaviour of AZ31 magnesium alloy during compression at elevated temperatures. Mater. Sci. Technol. 2005, 21, 1349–1354. [Google Scholar] [CrossRef]
- Gottstein, G. Physikalische Grundlagen der Materialkunde; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Beer, A.G.; Barnett, M.R. The hot working flow stress and microstructure in magnesium AZ31. In Essential Readings in Magnesium Technology; Springer: Berlin/Heidelberg, Germany, 2016; pp. 369–374. [Google Scholar]
- Johnson, W.A. Reaction kinetics in processes of nucleation and growth. Am. Inst. Min. Metal. Petro. Eng. 1939, 135, 416–458. [Google Scholar]
- Sherby, O.D.; Taleff, E.M. Influence of grain size, solute atoms and second-phase particles on creep behavior of polycrystalline solids. Mater. Sci. Eng. A 2002, 322, 89–99. [Google Scholar] [CrossRef]
- Ullmann, M.; Schmidtchen, M.; Kittner, K.; Henseler, T.; Kawalla, R.; Prahl, U. Hot Deformation Behaviour and Processing Maps of an as-Cast Mg-6.8Y-2.5Zn-0.4Zr Alloy. Mater. Sci. Forum 2019, 949, 57–65. [Google Scholar] [CrossRef] [Green Version]
- Kittner, K.; Ullmann, M.; Henseler, T.; Kawalla, R.; Prahl, U. Microstructure and Hot Deformation Behavior of Twin Roll Cast Mg-2Zn-1Al-0.3Ca Alloy. Materials 2019, 12, 1020. [Google Scholar] [CrossRef] [Green Version]
- Fatemi-Varzaneh, S.M.; Zarei-Hanzaki, A.; Beladi, H. Dynamic recrystallization in AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 456, 52–57. [Google Scholar] [CrossRef]
- Liu, Z.-M.; Xing, S.-M.; Bao, P.-W.; Nan, L.I.; Yao, S.-Q.; Zhang, M.-L. Characteristics of hot tensile deformation and microstructure evolution of twin-roll cast AZ31B magnesium alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 776–782. [Google Scholar] [CrossRef]
- Peng, W.P.; Li, P.J.; Zeng, P.; Lei, L.P. Hot deformation behavior and microstructure evolution of twin-roll-cast Mg–2.9 Al–0.9 Zn alloy: A study with processing map. Mater. Sci. Eng. A 2008, 494, 173–178. [Google Scholar]
- Tan, J.C.; Tan, M.J. Dynamic continuous recrystallization characteristics in two stage deformation of Mg–3Al–1Zn alloy sheet. Mater. Sci. Eng. A 2003, 339, 124–132. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Dynamic recrystallization during high temperature deformation of magnesium. Mater. Sci. Eng. A 2008, 490, 411–420. [Google Scholar] [CrossRef]
- Liang, S.; Okrutny, P.; Wang, X.; Zurob, H. Recrystallization nucleation sites in deformed AZ31. In Proceedings of the Mg2012: 9th International Conference on Magnesium Alloys and their Applications, Vancouver, BC, Canada, 8–12 July 2012; Volume 9, pp. 663–668. [Google Scholar]
- Sitdikov, O.; Kaibyshev, R. Dynamic recrystallization in pure magnesium. Mater. Trans. 2001, 42, 1928–1937. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.; Xin, R.; Wang, B.; Liu, Q. Effect of initial texture on dynamic recrystallization of AZ31 Mg alloy during hot rolling. Mater. Sci. Eng. A 2011, 528, 2941–2951. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; Del Valle, J.A.; Contreras, J.M.; Ruano, O.A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy. Scr. Mater. 2004, 50, 661–665. [Google Scholar] [CrossRef]
- Yang, X.-Y.; Ji, Z.-S.; Miura, H.; Sakai, T. Dynamic recrystallization and texture development during hot deformation of magnesium alloy AZ31. Trans. Nonferrous Met. Soc. China 2009, 19, 55–60. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Mg |
|---|---|---|---|---|
| Average | 2.6 | 1.1 | 0.4 | 95.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arndt, F.; Berndorf, S.; Moses, M.; Ullmann, M.; Prahl, U. Microstructure and Hot Deformation Behaviour of Twin-Roll Cast AZ31 Magnesium Wire. Crystals 2022, 12, 173. https://doi.org/10.3390/cryst12020173
Arndt F, Berndorf S, Moses M, Ullmann M, Prahl U. Microstructure and Hot Deformation Behaviour of Twin-Roll Cast AZ31 Magnesium Wire. Crystals. 2022; 12(2):173. https://doi.org/10.3390/cryst12020173
Chicago/Turabian StyleArndt, Falko, Susanne Berndorf, Marie Moses, Madlen Ullmann, and Ulrich Prahl. 2022. "Microstructure and Hot Deformation Behaviour of Twin-Roll Cast AZ31 Magnesium Wire" Crystals 12, no. 2: 173. https://doi.org/10.3390/cryst12020173