
Assessment of Structure and Properties Homogeneity after Repairing of a Nickel-Based Superalloy Product by the Electron Beam Additive Technology
 , ,
, ,
Abstract
:1. Introduction
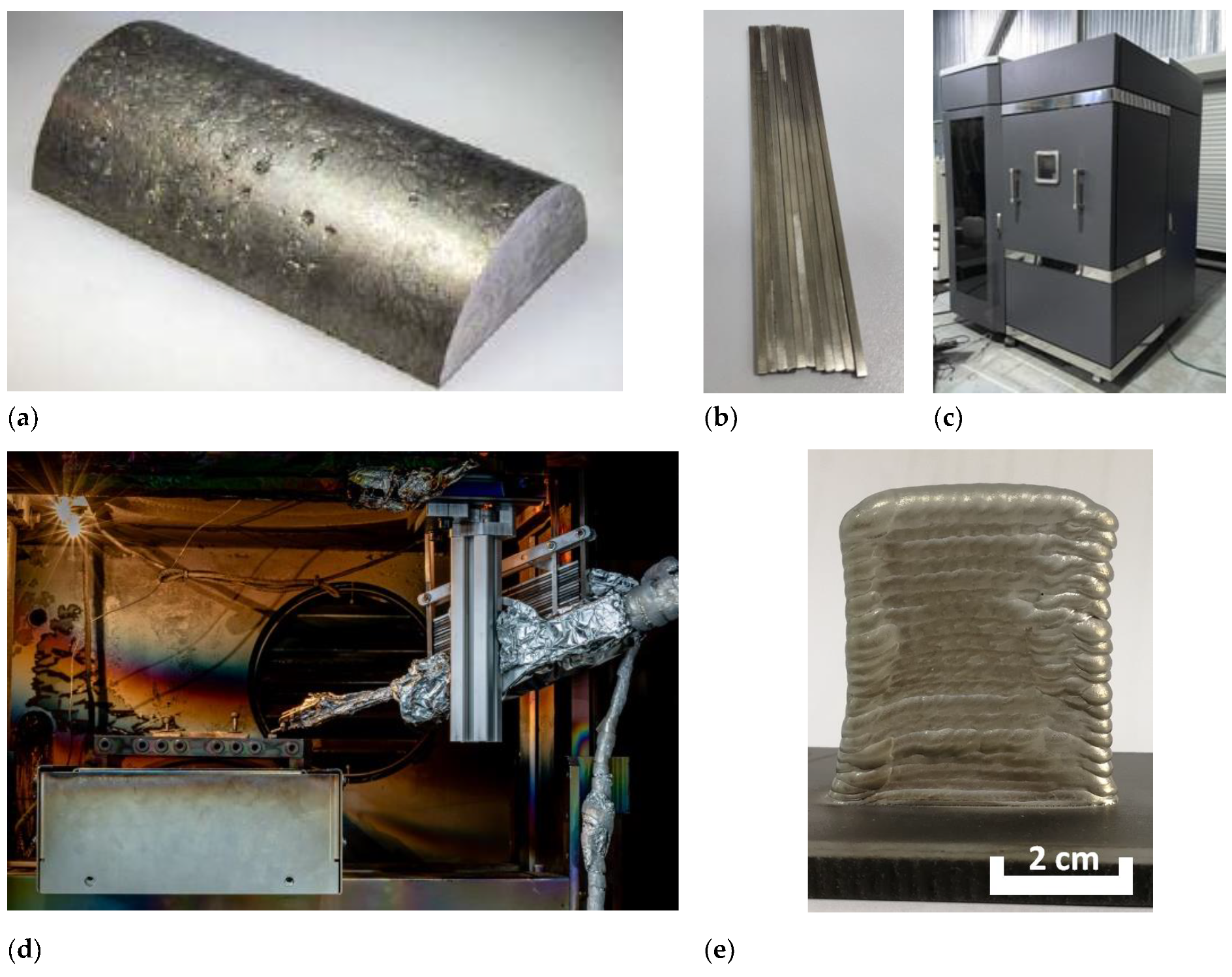
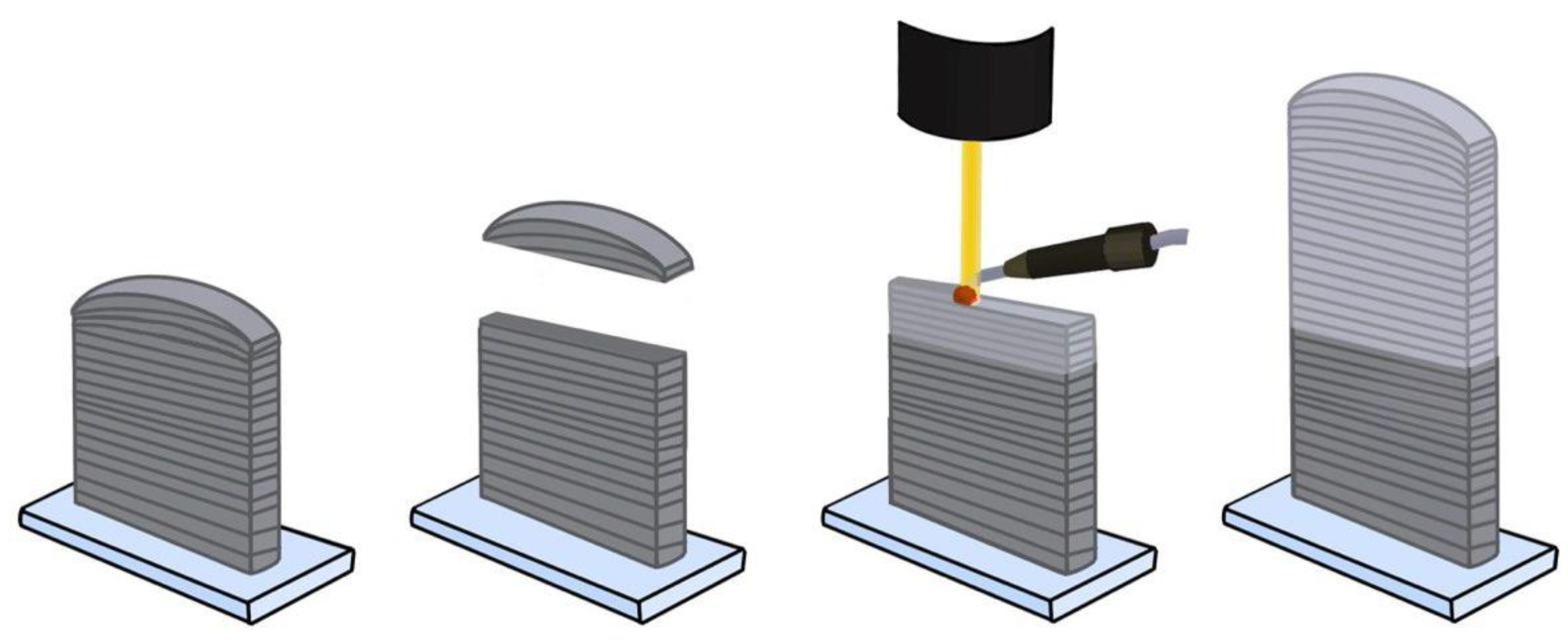
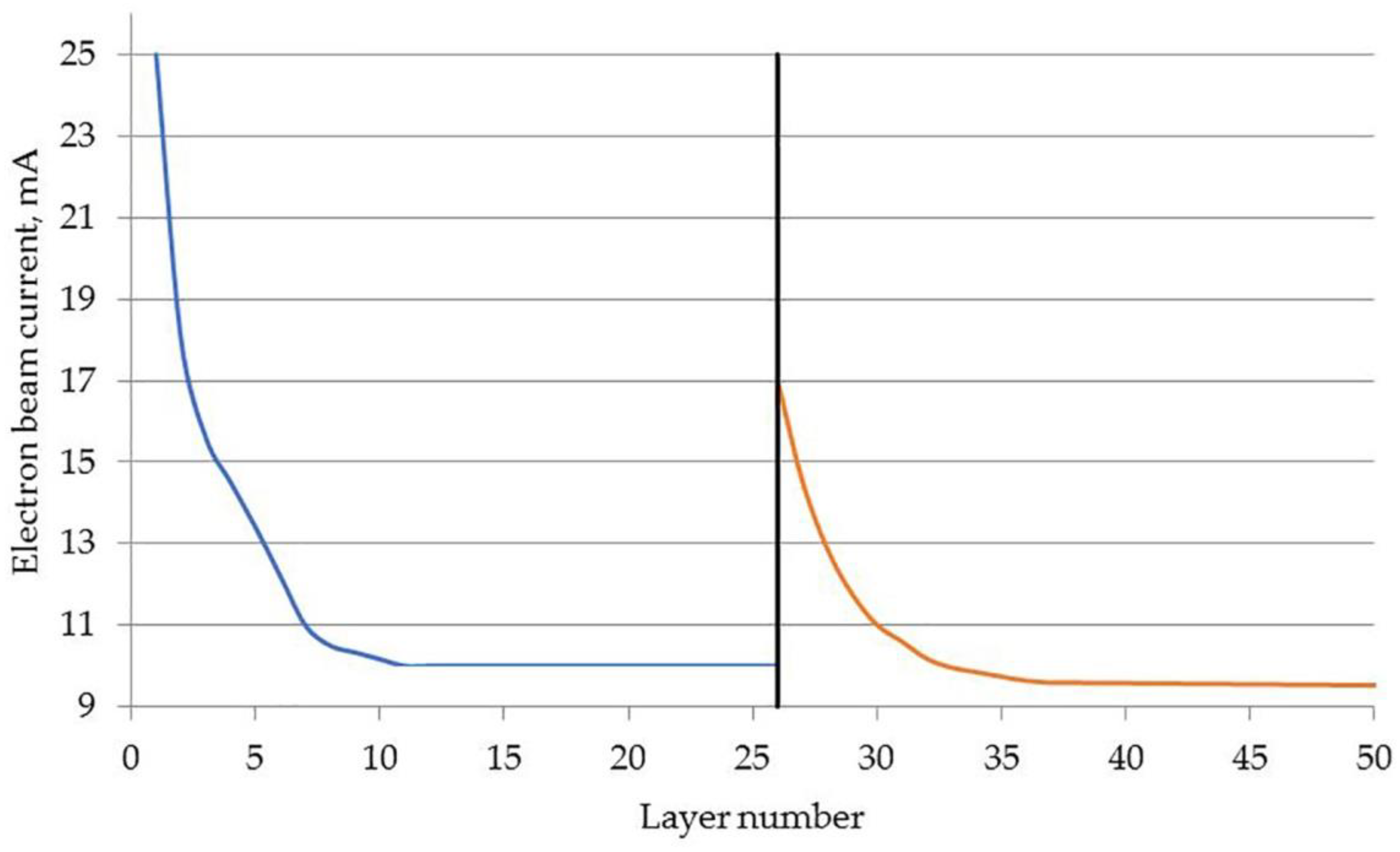
2. Materials and Methods
3. Results and Discussions
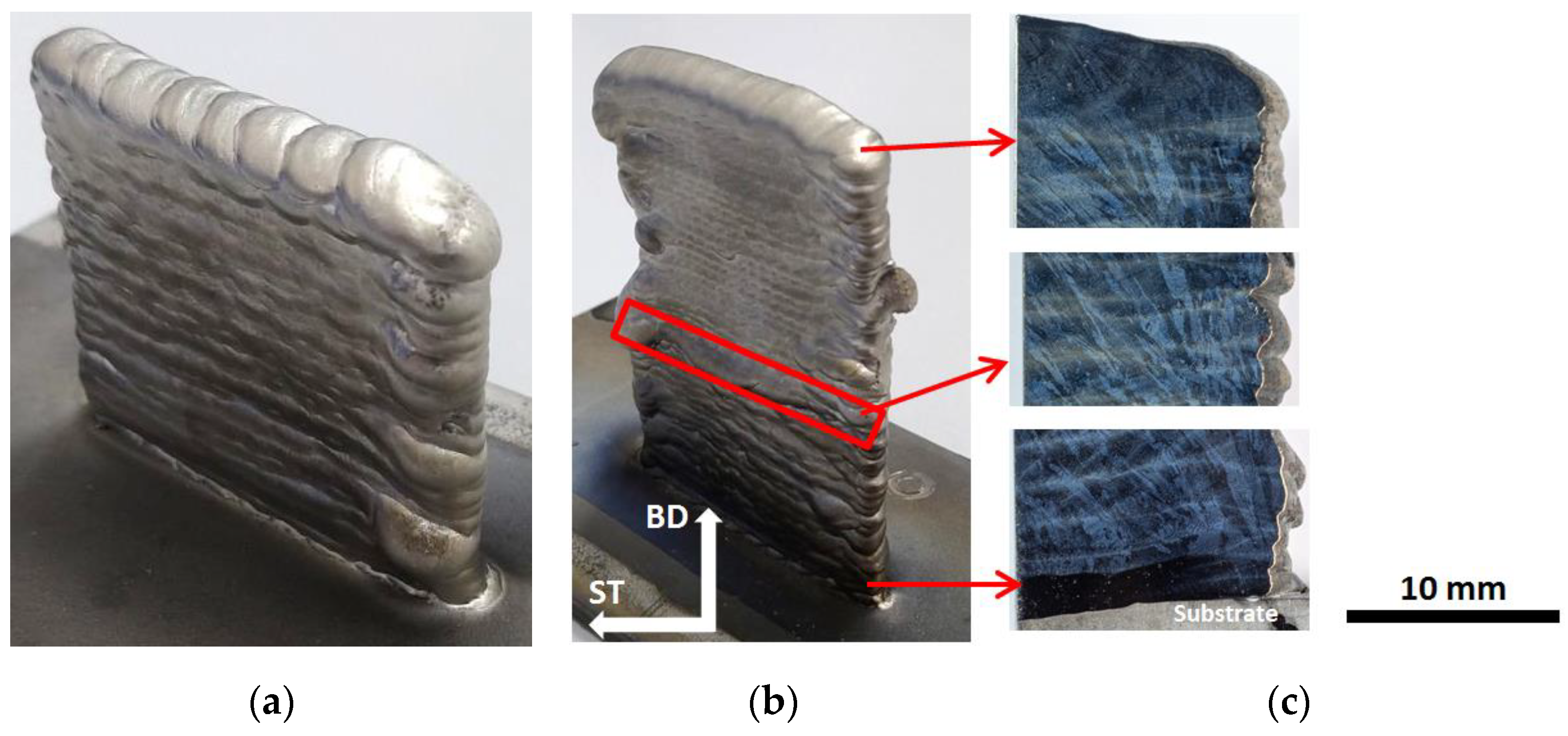
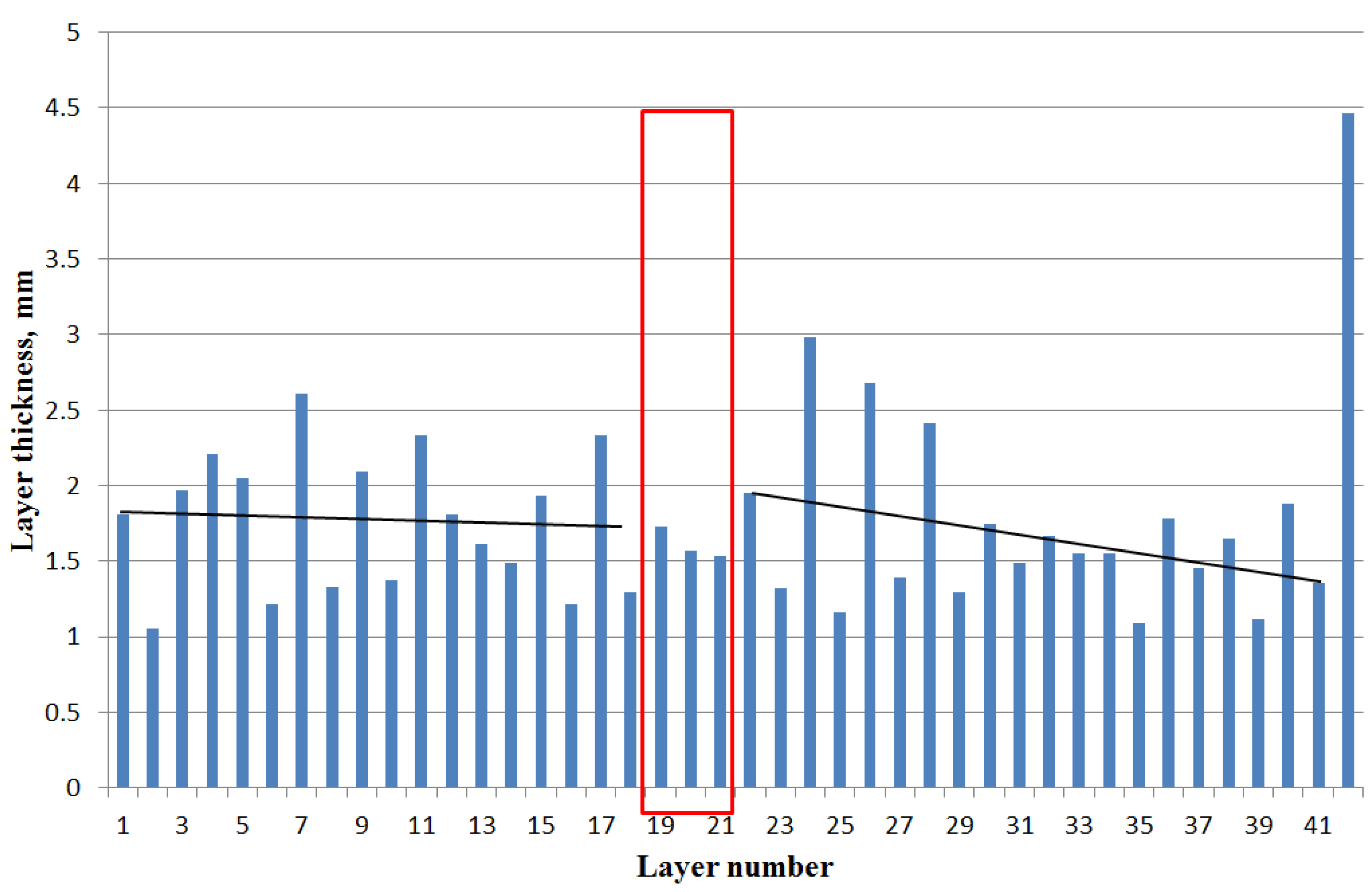
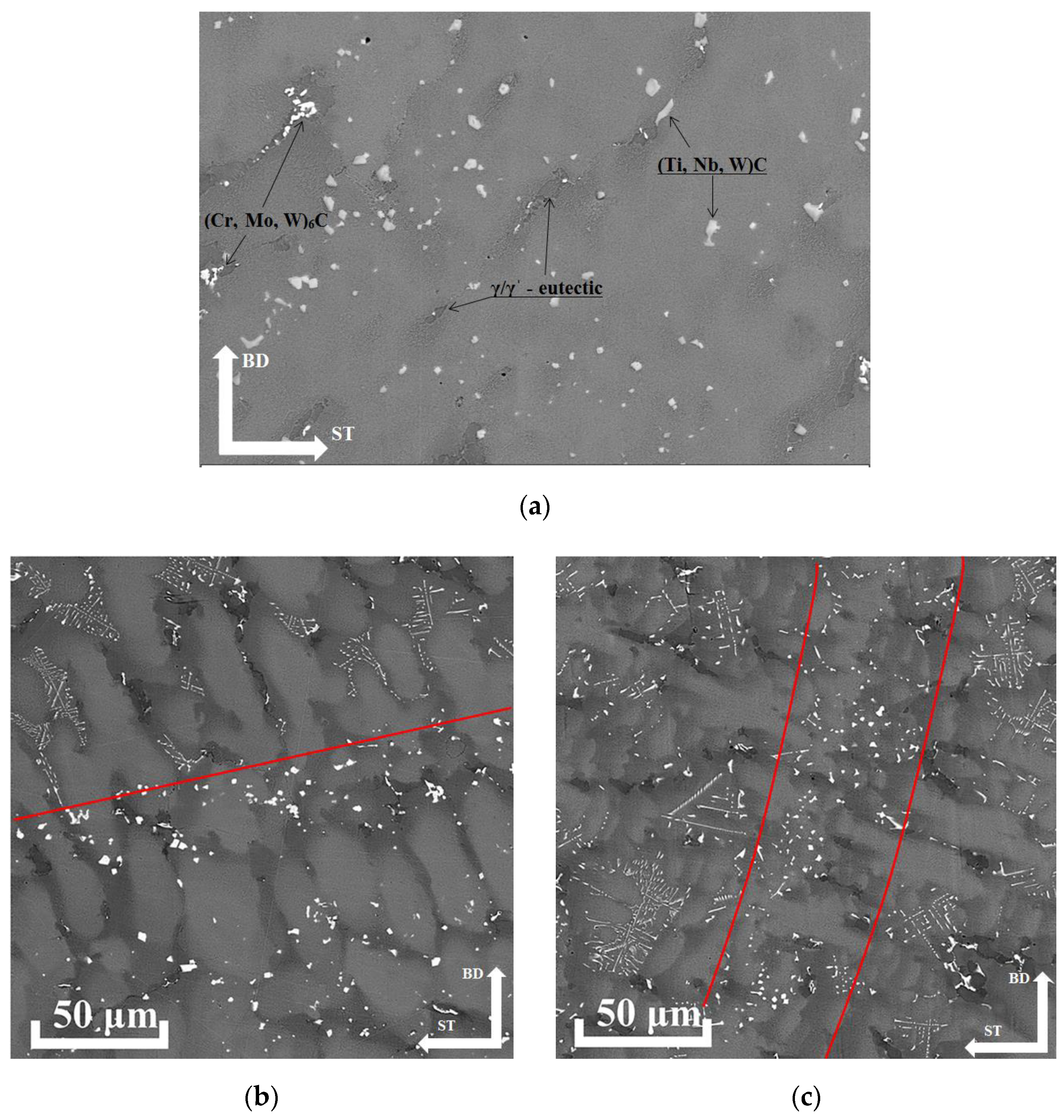
3.1. Macrostructure
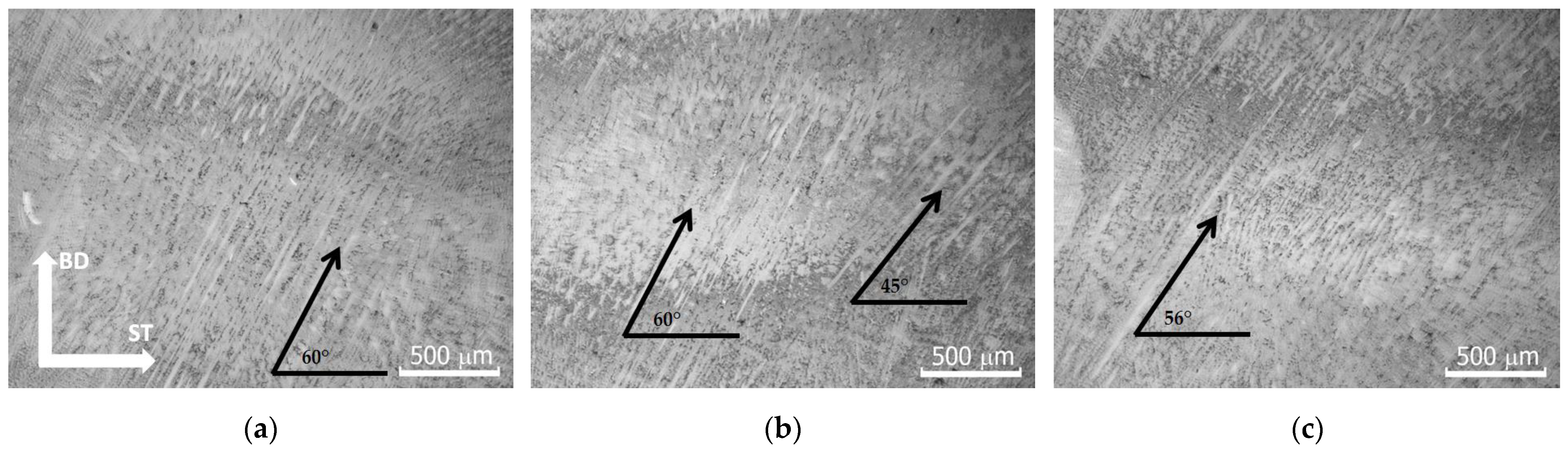
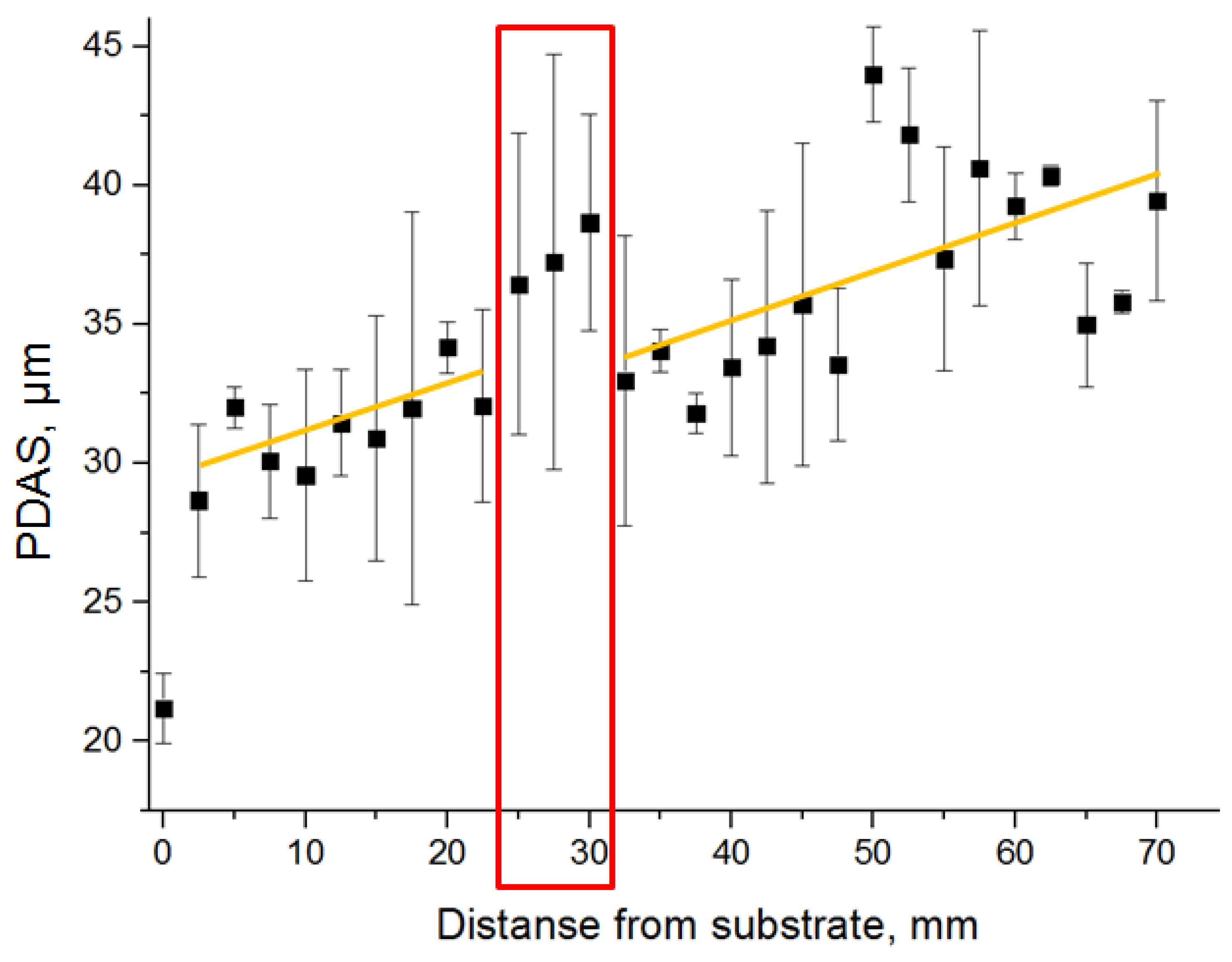
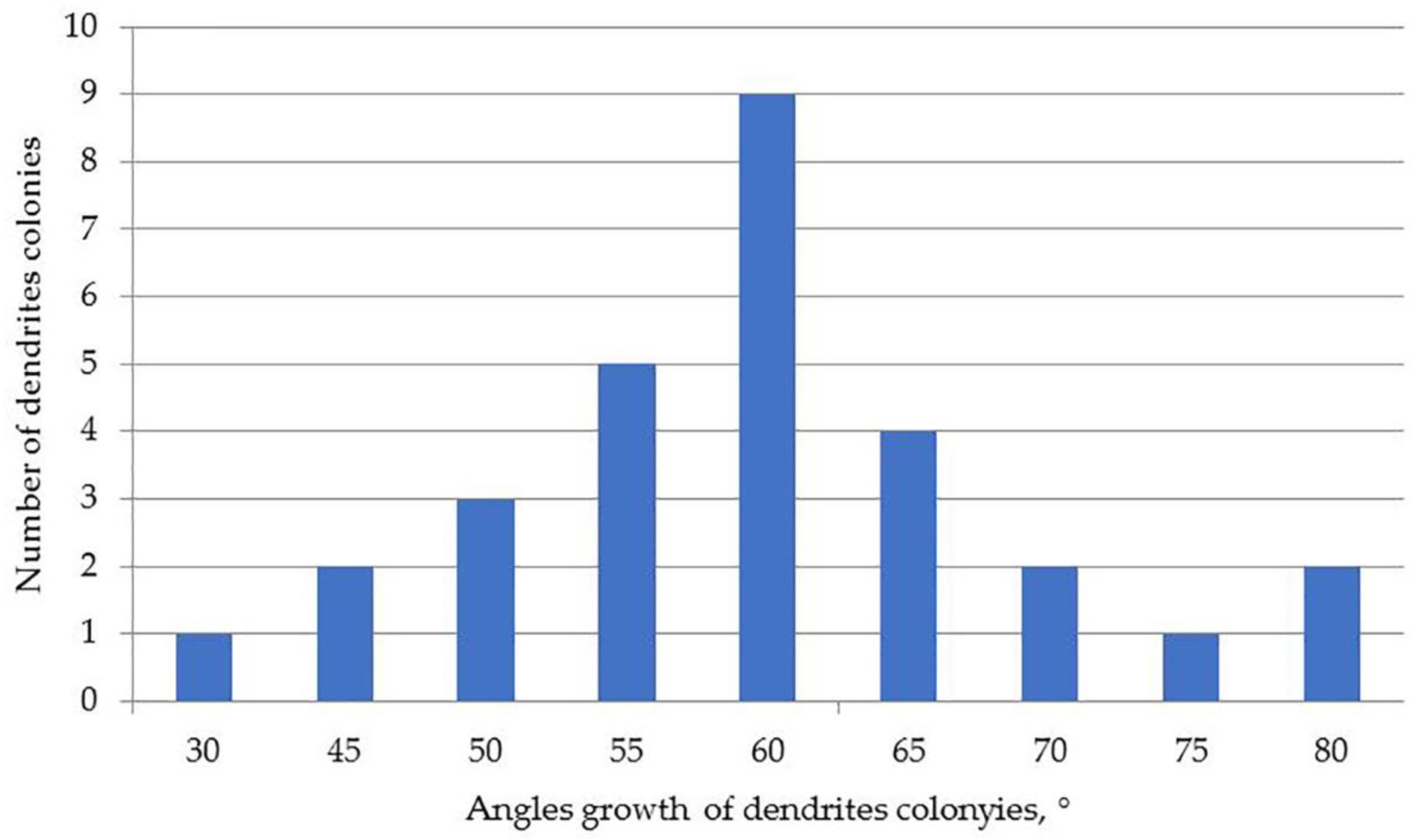
3.2. Dendritic Structure
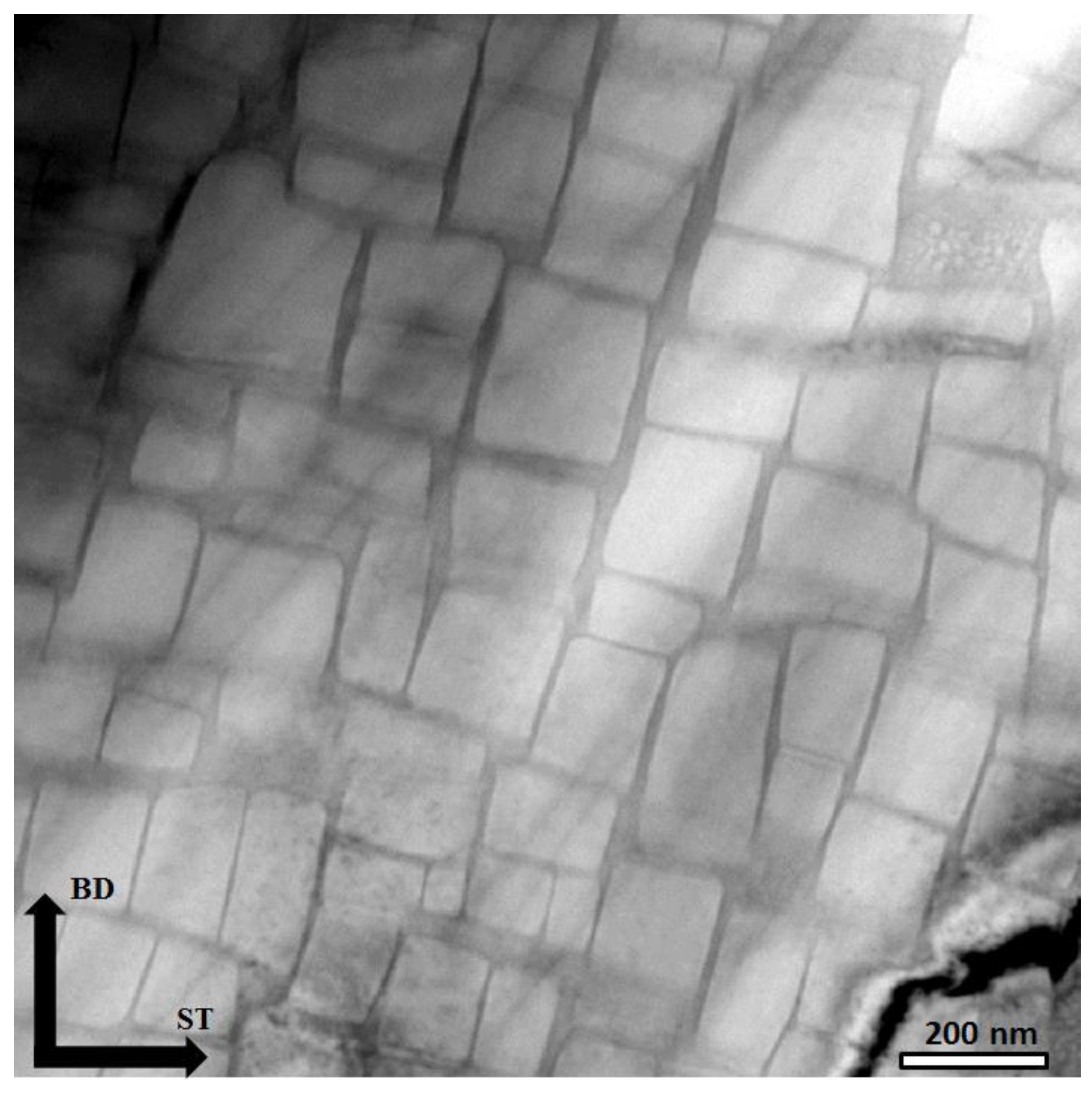
3.3. Microstructure and Phase Composition
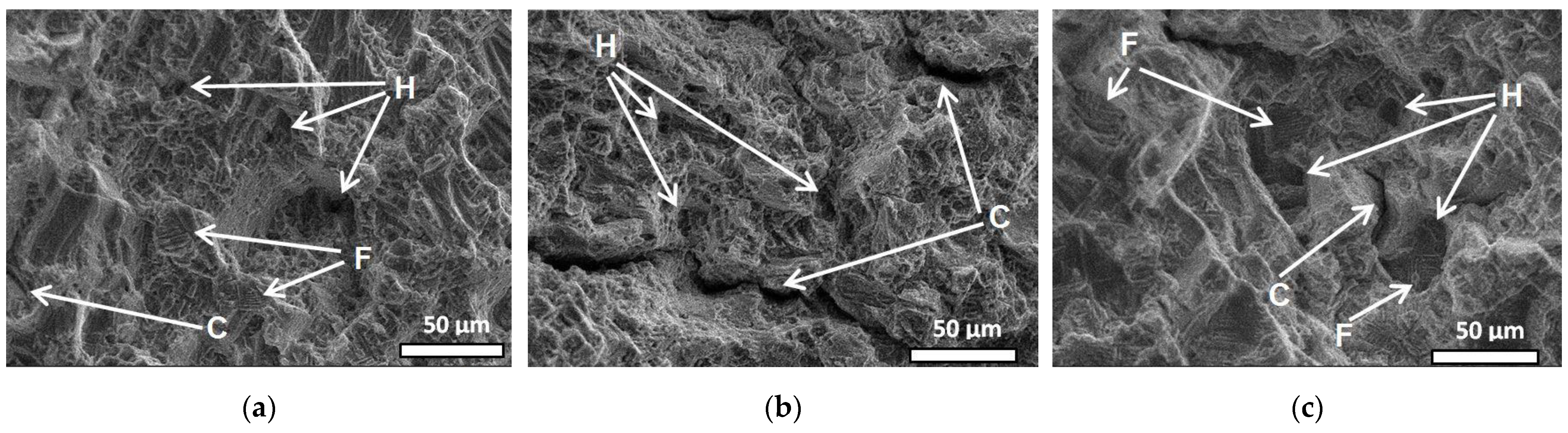
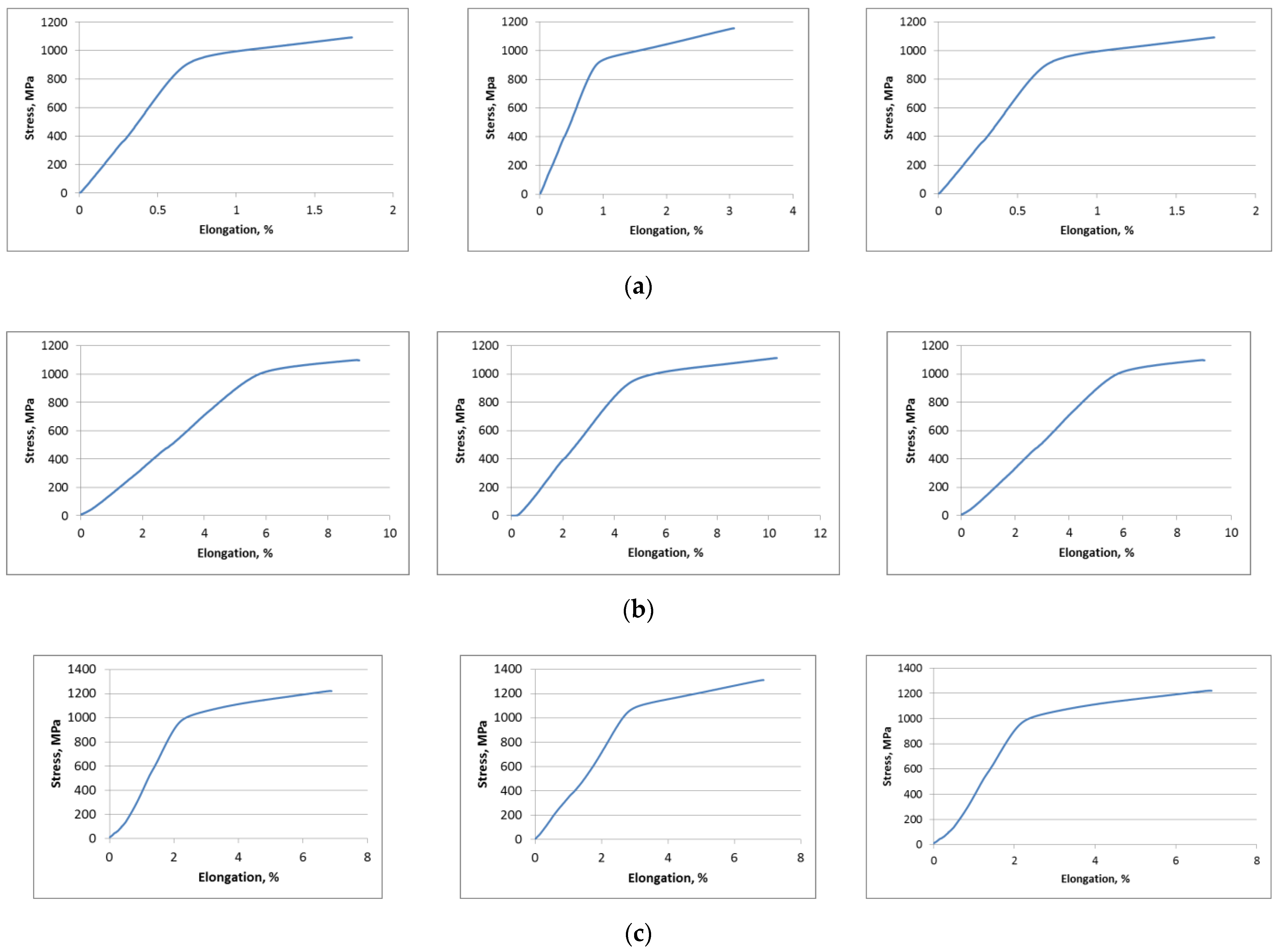
3.4. Mechnical Properties and Fractography
4. Conclusions
- (a)
- dendrite axes standing of secondary and tertiary nanoscale and submicrocrystalline γ′-phase cuboidal separations with interlayers of γ-phase.
- (b)
- interdendritic space, also consisting of γ-phase and larger (within the submicrocrystalline size) cuboidal γ′-phase precipitations.
- (c)
- secondary phases in the form of γ′/γ -eutectics and carbides of two types (MeC and Me6C).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Pan, H.; Dahmen, T.; Bayat, M.; Lin, K.; Zhang, X. Independent effects of laser power and scanning speed on IN718’s precipitation and mechanical properties produced by LBPF plus heat treatment. Mater. Sci. Eng. A 2022, 849, 143530. [Google Scholar] [CrossRef]
- Li, Y.; Liang, X.; Peng, G.; Lin, F. Effect of heat treatments on the microstructure and mechanical properties of IN738LC prepared by electron beam powder bed fusion. J. Alloys Compd. 2022, 918, 165807. [Google Scholar] [CrossRef]
- Wang, Y.; Roy, S.; Choi, H.; Rimon, T. Cracking suppression in additive manufacturing of hard-to-weld nickel-based superalloy through layer-wise ultrasonic impact peening. J. Manuf. Process. 2022, 80, 320–327. [Google Scholar] [CrossRef]
- Gradl, P.; Tinker, D.C.; Park, A.; Mireles, O.R.; Garcia, M.; Wilkerson, R.; Mckinney, C. Robust metal additive manufacturing process selection and development for aerospace components. J. Mater. Eng. Perform. 2022, 31, 6013–6044. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, L.; Lin, X.; Yang, H.; Huang, W. The formation and dissolution mechanisms of Laves phase in Inconel 718 fabricated by selective laser melting compared to directed energy deposition and cast. Compos. B Eng. 2022, 239, 109994. [Google Scholar] [CrossRef]
- Theska, F.; Buerstmayr, R.; Liu, H.; Lison-Pick, M.; Street, S.R.; Primig, S. Influence of grain boundary precipitation and segregation on cracking of cast and wrought superalloys containing B and Zr. Mater. Charact. 2022, 187, 111881. [Google Scholar] [CrossRef]
- Wang, H.; Liu, D.; Wang, J.; Yang, Y.; Rao, H.; Wang, H.; Nah, J.; Wang, L. Study on the evolution of the γˈ phase and grain boundaries in nickel-based superalloy during interrupted continuous cooling. Crystals 2021, 11, 1464. [Google Scholar] [CrossRef]
- Yu, Z.; Wang, X.; Yang, F.; Yue, Z.; Li, J. Review of γ’ rafting behavior in nickel-based superalloys: Crystal plasticity and phase-field simulation. Crystals 2020, 10, 1095. [Google Scholar] [CrossRef]
- Doğu, M.N.; Davut, K.; Obeidi, M.A.; Yalçın, M.A.; Gu, H.; Low, T.; Ginn, J.; Brabazon, D. Recrystallization and grain growth kinetics of IN718 manufactured by laser powder bed fusion. J. Mater. Res. Technol. 2022, 19, 4242–4257. [Google Scholar] [CrossRef]
- Luo, H.; Li, X.; Pan, C.; Qu, S.; Jiang, C.; He, P.; Zeng, K. Interfacial characterization and mechanical properties of additively manufactured IN718/CoNiCrAlY laminate. Mater. Sci. Eng. A 2022, 850, 143578. [Google Scholar] [CrossRef]
- Silva, C.; Song, M.; Leonard, K.; Wang, M.; Was, G.; Busby, J. Characterization of alloy 718 subjected to different thermomechanical treatments. Mater. Sci. Eng. A 2017, 691, 195–202. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, C.; Fan, C.; Wang, M. The influence of solution temperature on microstructure evolution and mechanical properties of ATI 718Plus repaired by wire and arc additive manufacturing. Mater. Sci. Eng. A 2022, 852, 143641. [Google Scholar] [CrossRef]
- Ci, S.; Liang, J.; Li, J.; Zhou, Y.; Sun, X. Microstructure and tensile properties of DD32 single crystal Ni-base superalloy repaired by laser metal forming. J. Mater. Sci. Technol. 2020, 45, 23–34. [Google Scholar] [CrossRef]
- Liu, G.; Du, D.; Wang, K.; Pu, Z.; Chang, B. Epitaxial growth behavior and stray grains formation mechanism during laser surface re-melting of directionally solidified nickel-based superalloys. J. Alloys Compd. 2021, 853, 157325. [Google Scholar] [CrossRef]
- Kablov, E.N.; Petrushin, N.V.; Parfenovich, P.I. Design of castable refractory nickel alloys with polycrystalline structure. Met. Sci. Heat Treat. 2018, 60, 106–114. [Google Scholar] [CrossRef]
- Gurianov, D.A.; Fortuna, S.V.; Nikonov, S.Y.; Moskvichev, E.N.; Kolubaev, E.A. Heat input effect on the structure of zhs6u alloy products produced by wire-feed electron-beam additive manufacturing. Russ. Phys. J. 2021, 64, 1415–1421. [Google Scholar] [CrossRef]
- Kolubaev, E.A.; Rubtsov, V.E.; Chumaevsky, A.V.; Astafurova, E.G. Scientific Approaches to Micro-, Meso- and Macrostructural Design of Bulk Metallic and Polymetallic Materials by Wire-Feed Electron-Beam Additive Manufacturing. Phys. Mesomech. 2022; 25, (in-press). [Google Scholar] [CrossRef]
- Gurianov, D.A.; Fortuna, S.V.; Nikonov, S.Y.; Chumaevskii, A.V. Influence of Post Heat Treatment on Additively Manufactured Nickel-Based Superalloy Structure. AIP Conf. Proc. 2022, 2509, 020085. [Google Scholar] [CrossRef]
- Errico, V.; Campanelli, S.L.; Angelastro, A.; Dassisti, M.; Mazzarisi, M.; Bonserio, C. Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition. Materials 2021, 14, 673. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Y.; Savinov, R.; Shi, J. Epitaxial growth of a single-crystal nickel-based superalloy during laser melting with high-power flat-top laser. Opt. Laser Technol. 2021, 144, 10744. [Google Scholar] [CrossRef]
- Alhuzaim, A.; Imbrogno, S.; Attallah, M.M. Controlling microstructural and mechanical properties of direct laser deposited Inconel 718 via laser power. J. Alloys Compd. 2021, 872, 159588. [Google Scholar] [CrossRef]
- Zhang, J.; Lou, L. Directional solidification assisted by liquid metal cooling. J. Mater. Sci. Technol. 2007, 23, 289–300. [Google Scholar]
- Campanelli, S.L.; Angelastro, A.; Posa, P. Daurelio, G. Fiber laser surface remelting of a nickel-based superalloy by an integrated rectangular laser spot. Opt. Lasers Eng. 2018, 111, 42–49. [Google Scholar] [CrossRef]
- Wang, X.; Huang, T.; Yang, W.; Yue, Q.; He, C.; Qu, P.; Zhang, J.; Liu, L. Effect of withdrawal rate on precipitation characteristics of MC-type carbides in a nickel-based directionally solidified superalloy with high Re content. Vacuum 2021, 183, 109800. [Google Scholar] [CrossRef]
- Han, K.; Wang, H.; Shen, L.; Zhang, B. Analysis of cracks in the electron beam welded joint of K465 nickel-base superalloy. Vacuum 2018, 157, 21–30. [Google Scholar] [CrossRef]
- Shi, D.; Dong, C.; Yang, X. Constitutive modeling and failure mechanisms of anisotropic tensile and creep behaviors of nickel-base directionally solidified superalloy. Mater. Des. 2013, 45, 663–673. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | C | Al | Ti | W | Nb |
| 8.0–9.5 | 0.13–0.2 | 5.1–6.0 | 2.0–2.9 | 9.5–11.0 | 0.8–1.2 |
| Mo | Co | Fe | Ni | Other (Si, S, Mn, P, Ce, Zr, B, Pb, Bi, Y) | |
| 1.2–2.4 | 9.0–10.5 | ≤1 | Base | ≤0.93 | |
| Al | Ti | Cr | Co | Ni | Nb | Mo | W | |
|---|---|---|---|---|---|---|---|---|
| Dendrite axis | ||||||||
| Initial area | 11.00 | 2.44 | 10.10 | 10.44 | 60.52 | 0.43 | 1.15 | 3.92 |
| Transitional area | 10.97 | 2.74 | 10.67 | 10.51 | 60.08 | 0.14 | 1.10 | 3.79 |
| Repaired area | 11.81 | 2.32 | 10.64 | 10.56 | 59.43 | - | 0.63 | 4.61 |
| γ/γ′—eutectic | ||||||||
| Initial area | 12.31 | 3.89 | 9.46 | 9.51 | 60.24 | 0.78 | 1.01 | 2.80 |
| Transitional area | 12.78 | 3.38 | 8.77 | 9.49 | 60.51 | 0.51 | 1.13 | 3.43 |
| Repaired area | 12.08 | 4.61 | 9.09 | 9.52 | 60.12 | 0.86 | 0.97 | 2.72 |
| MeC—carbides | ||||||||
| Initial area | 3.25 | 33.41 | 5.86 | 4.10 | 24.02 | 13.01 | 0.6 | 15.75 |
| Transitional area | 4.58 | 33.92 | 4.90 | 4.06 | 21.67 | 14.76 | - | 16.11 |
| Repaired area | 1.79 | 41.24 | 4.53 | 2.33 | 14.03 | 17.81 | - | 18.87 |
| Me6C—carbides | ||||||||
| Initial area | 5.05 | 3.9 | 35.14 | 5.2 | 13.63 | - | 15.07 | 22.01 |
| Transitional area | 4.69 | 3.48 | 23.02 | 6.30 | 31.85 | - | 13.49 | 17.17 |
| Repaired area | 4.77 | 3.98 | 24.31 | 6.94 | 34.62 | - | 10.11 | 15.27 |
| Initial Area | Transitional Area | Repaired Area |
|---|---|---|
| 150.1 ± 37.5 | 163.6 ± 49.1 | 143.9 ± 35.0 |
| σB, MPa | σ0.2, MPa | δ, % | |
|---|---|---|---|
| Initial area | 1105 ± 33 | 1019 ± 62 | 2.6 ± 0.7 |
| Transitional area | 1099 ± 102 | 1015 ± 68 | 8.9 ± 0.9 |
| Repaired area | 1312 ± 94 | 1085 ± 88 | 6.8 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gurianov, D.; Fortuna, S.; Nikonov, S.; Kalashnikova, T.; Chumaevskii, A.; Utyaganova, V.; Kolubaev, E.; Rubtsov, V. Assessment of Structure and Properties Homogeneity after Repairing of a Nickel-Based Superalloy Product by the Electron Beam Additive Technology. Crystals 2022, 12, 1400. https://doi.org/10.3390/cryst12101400
Gurianov D, Fortuna S, Nikonov S, Kalashnikova T, Chumaevskii A, Utyaganova V, Kolubaev E, Rubtsov V. Assessment of Structure and Properties Homogeneity after Repairing of a Nickel-Based Superalloy Product by the Electron Beam Additive Technology. Crystals. 2022; 12(10):1400. https://doi.org/10.3390/cryst12101400
Chicago/Turabian StyleGurianov, Denis, Sergey Fortuna, Sergey Nikonov, Tatiana Kalashnikova, Andrey Chumaevskii, Veronika Utyaganova, Evgeny Kolubaev, and Valery Rubtsov. 2022. "Assessment of Structure and Properties Homogeneity after Repairing of a Nickel-Based Superalloy Product by the Electron Beam Additive Technology" Crystals 12, no. 10: 1400. https://doi.org/10.3390/cryst12101400