3.1. Analysis of Mineral Phase
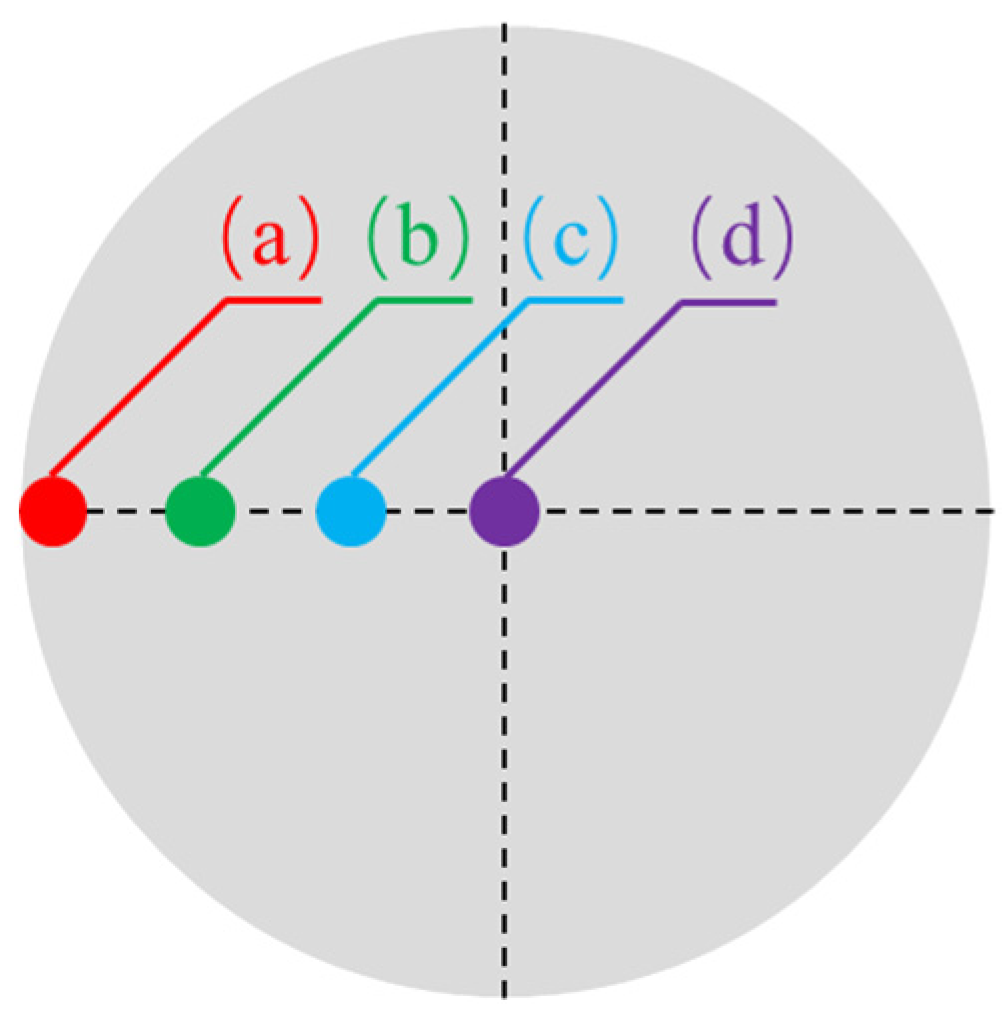
Figure 5 shows the mineral phase diagram of roasted pellets with different basicities. It can be seen from the figure that the main phases of the pellets are hematite, porouss, silicate liquid phase and a trace amount of magnetite. As the shooting field of view is from the edge to the center of the pellet, that is, from (a) → (d), it is easier to find the magnetite phase in the mineral phase photos. The Fe
2O
3 crystal structure formed at the edge of the pellets is dense and has less pores, whereas the Fe
2O
3 crystal structure formed at the center is looser. This shows that the transformation of magnetite to hematite and the crystallization behavior of hematite proceed from outside to inside during the roasting process of the pellets, because the diffusion of oxygen and the transfer of heat move from the edge to the center.
With the increase in basicity, the recrystallization ability of the hematite first decreases and then increases. The most important mechanism in the consolidation process of the pellets is bridging consolidation [
21]. Fe
3O
4 undergoes crystal transformation during oxidative roasting to form Fe
2O
3 microcrystals. As the calcination temperature gradually increases, these crystallites grow, develop and interconnect to form crystallite bridges, which can connect the surrounding particles together. When the calcination temperature reaches above 1100 °C, the Fe
3O
4 is completely oxidized, and the resulting crystallites will recrystallize, so that the separated crystallites are connected into sheets, and finally, a complete Fe
2O
3 crystal is formed. In this process, the pellets obtain the highest degree of oxidation and great mechanical strength.
The combined of the reduction swelling law of pellets with different basicities is obtained in
Table 5. The reduction swelling rate of samples 1# and 7# was relatively low. In the corresponding photos of the mineral phase of the pellets, Fe
2O
3 crystals were connected into sheets, indicating that the degree of connection between crystals was high, and the crystal bridges were well developed. The pore distribution of the pellets is concentrated; the pores are small in number and large in volume, and the structure of the pellets is dense. Such a pellet structure can minimize the stress of reduction swelling, which is beneficial to resisting the swelling behavior of the pellets during the reduction process [
22]. The reduction swelling rate of 3# and 4# samples is higher, and the Fe
2O
3 crystals have a poor degree of connection and a weak connection in their corresponding pellet ore phase photos. Fe
2O
3 grains remain isolated and dispersed, and they are distributed alternately with pores. The porosity of the pellets is characterized by a large number, scattered distribution and uneven volume.
In order to further understand the composition of each phase of the pellet sample, the analysis software Micro-image Analysis and Process was used to calculate the generation amount of the main phases of each image, as shown in
Table 6.
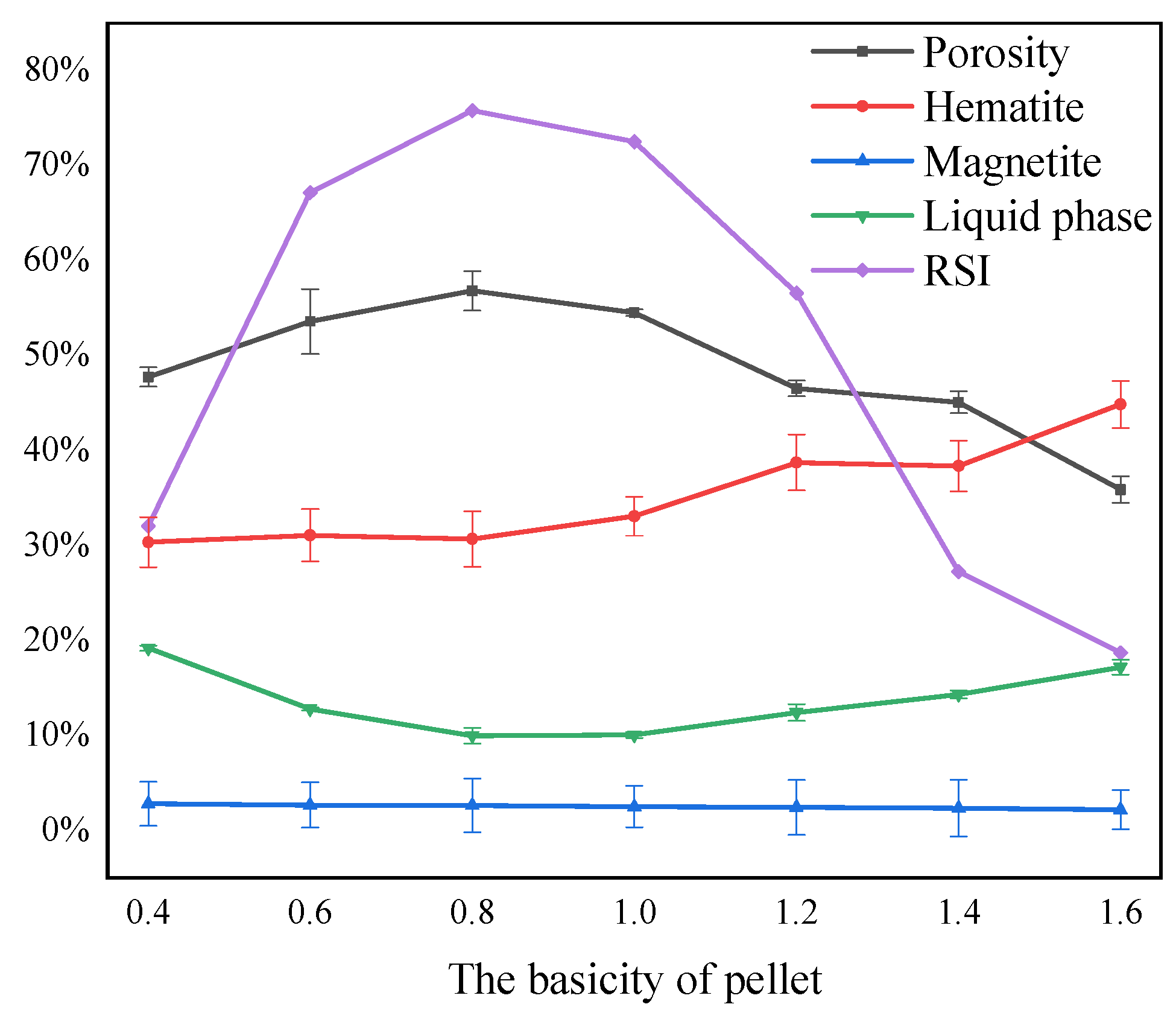
In order to more intuitively describe the change law of each phase of the pellets with different basicities during the roasting process and the relationship with the pellets’ swelling rate, the data in
Table 5 and
Table 6 are drawn as
Figure 6. With the increase in basicity, the porosity is proportional to the reduction swelling rate of the pellets, and the generation-of-liquid phase is inversely proportional to the reduction swelling rate of the pellets. In other words, with the increase in basicity, the reduction swelling rate of the pellets as well as their porosity gradually increase, and the generation-of-liquid phase gradually decreases. When the basicity is 0.8, the porosity is the largest, which is 56.78%; the generation-of-liquid phase is the smallest, which is 9.94%.
This shows that the reduction swelling rate of the pellets has a direct relationship with the liquid phase and porosity. An appropriate amount of the liquid phase will promote the consolidation of the pellets [
23], because the generation-of-liquid phase will accelerate the diffusion of crystalline particles, thereby promoting the growth rate of the Fe
2O
3 crystals. The surface tension of the liquid melt causes the ore particles to move closer together, reducing porosity and densifying the pellets.
In addition, with the increase in basicity, the area proportion of Fe2O3 gradually increases. The change in the area rate of Fe3O4 is not large, and the overall trend is gradually decreasing. Because SiO2 mainly comes from Bayan Obo ore and bentonite, the dosage of bentonite is fixed. With the increase in basicity, the additional amount of Bayan Obo mine gradually decreases, so the amount of SiO2 decreases gradually. Too much SiO2 will react with Fe3O4 to form a low-melting liquid phase, so that the oxidation of Fe3O4 is incomplete.
When performing an analysis of the mineral phase, the surface occupied by the porosity can alter the real amount of iron oxide available in the pellets, adding a bias to the discussion of the other results. Therefore, this paper quantifies the mineral phases in the pellets by using XRD. In this way, the effect of porosity can be avoided and the correct amount of available FeO
x and liquid phase can be detected, and the calculation results are shown in
Table 7. It can be seen from
Table 7 that with the increase in basicity, the change rule of the silicate liquid phase is to decrease first and then increase, reaching the minimum when the basicity is 0.8. Obviously, the calculated results of the XRD analysis are consistent with the results of the mineral phase analysis.
3.2. Analysis of the Weight-Loss Behavior in the Reduction Process of Pellets
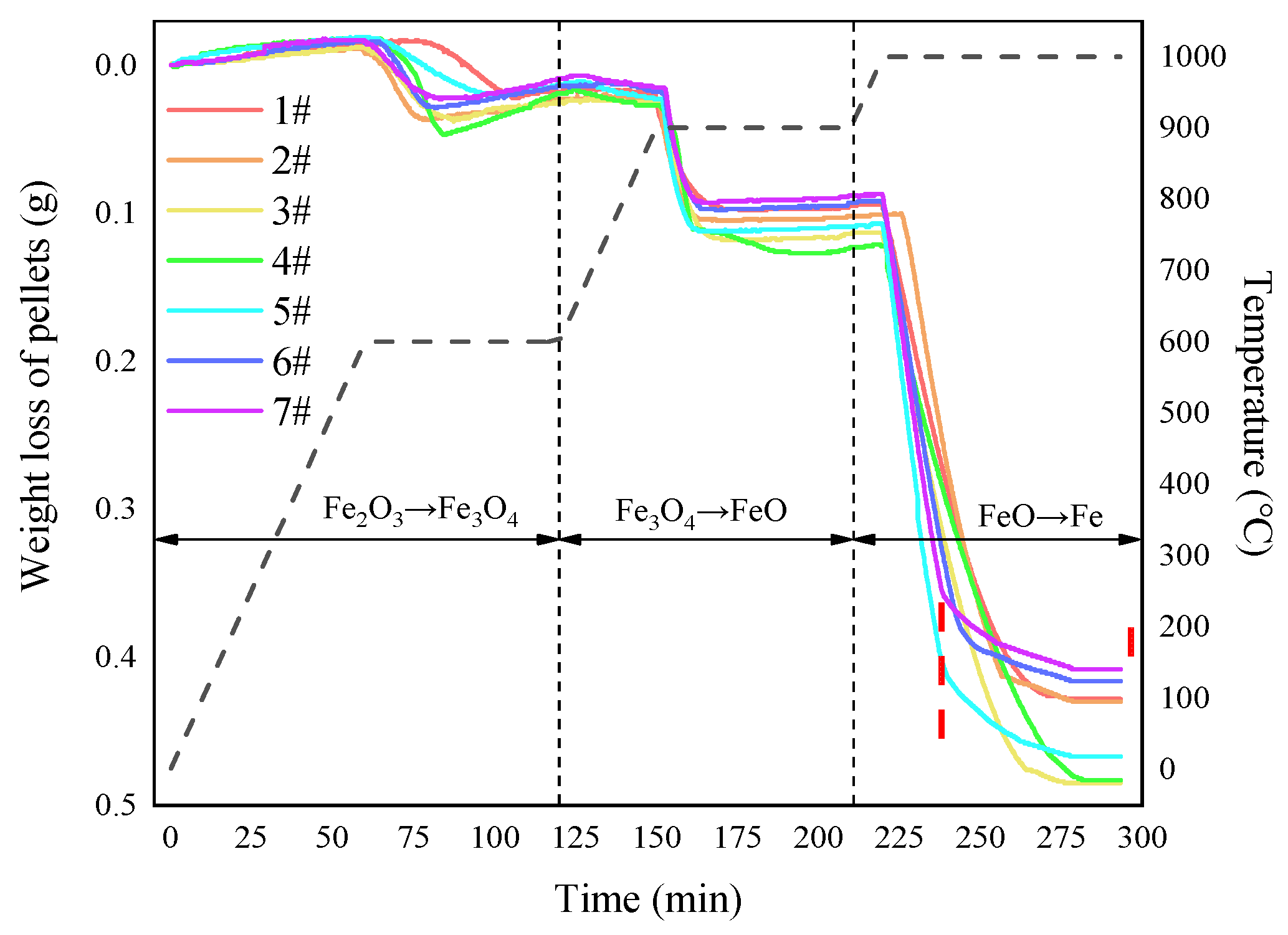
The weight-loss curve diagram of pellet samples with different basicities is shown in
Figure 7. With the progress in the reduction reaction, on the whole, the weight-loss rate of the pellets increases step-by-step. However, in the first stage of pellet reduction, the mass of the pellets increases, which may be due to the deposition of carbon [
24].
Studies have shown [
25] that the diffusion of alkali metals into the iron oxide lattice can expand the ion channels of the reactants and reduce the activation energy of the interfacial reduction reaction, thereby speeding up the interfacial reduction reaction. Therefore, by comparing and observing the occurrence state of alkali metals in iron oxides in pellet samples with different basicities, the difference in the weight loss and weight-loss rate of pellets with different basicities can be explained. The analysis of this explanation will be explained in detail in
Section 3.3.
Figure 7 is the raw data of the weight-loss behavior in the reduction process of the pellets. The data regarding the weight loss in pellets extracted from
Figure 7 are recorded in
Table 8, and the data regarding the weight-loss rate of the pellets extracted from
Figure 7 are drawn as
Figure 8. Formulas (2)–(5) are the calculation formulas of the weight-loss rate and the total weight-loss rate of the pellets in the three stages with different basicities in
Figure 8.
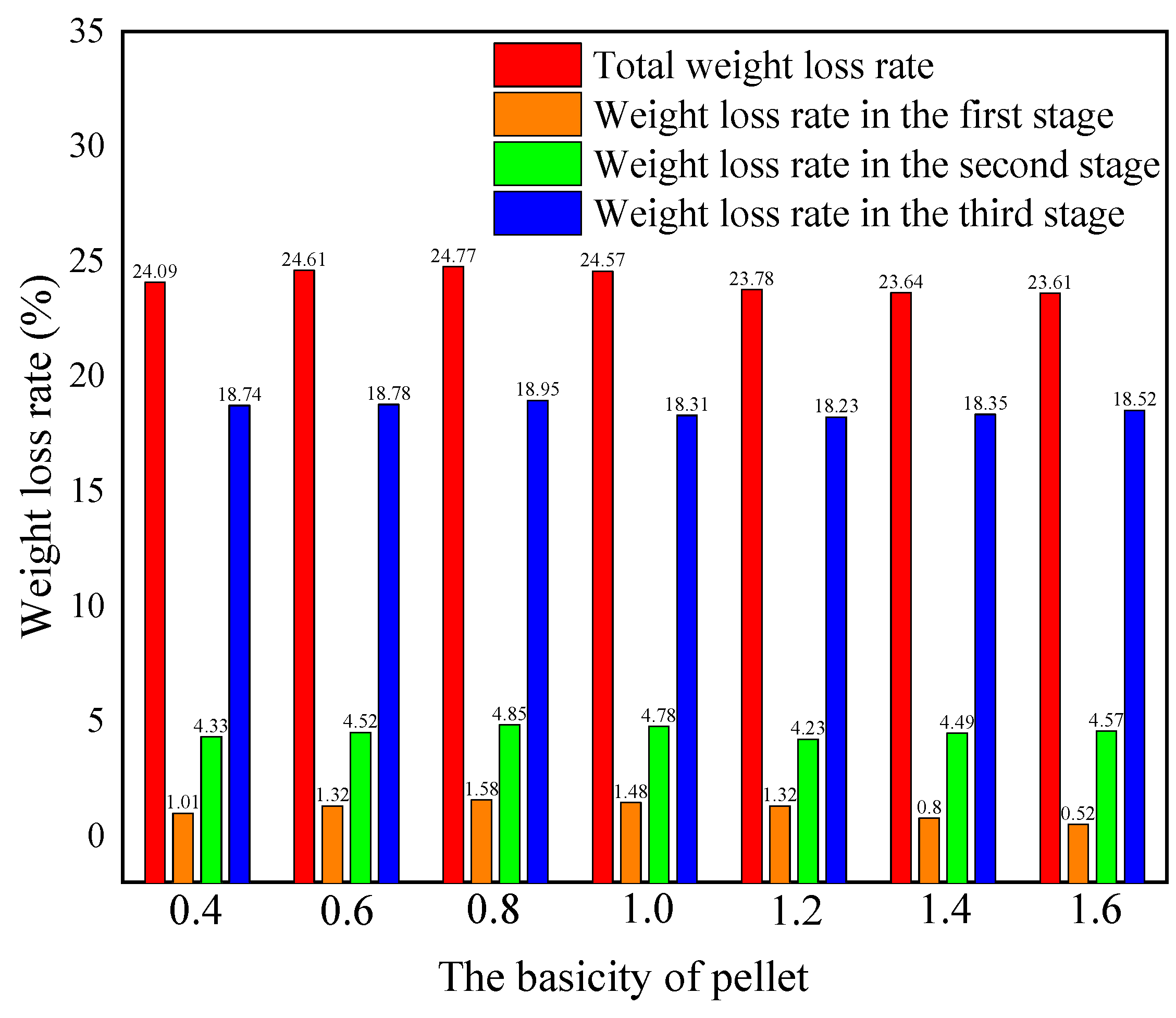
It can be found from the
Figure 8 that with the increase in basicity, the total weight-loss rate increases first and then decreases. Among the samples, the total weight-loss rate of 3# is the largest, reaching 24.77%. The total weight-loss rate of the 7# sample is the smallest, at only 23.61%. Per the weight-loss rate of each stage, all pellet samples showed the phenomenon that the weight-loss rate of the third stage was much higher than that of the other two stages. This shows that the reduction reaction of the pellets is mainly completed in the third stage.
In the formula, ⅠWLR is weight-loss rate in the first stage, %; ⅡWLR is weight-loss rate in the second stage, %; ⅢWLR is weight-loss rate in the third stage, %; TWLR is total weight-loss rate, %; m0 is the weight of initial sample, g; m1 is the weight of the sample after the first stage of reduction, g; m2 is weight of the sample after the second stage of reduction, g; m3 is weight of the sample after the third stage of reduction, g.
3.3. Analysis of SEM and Its Energy-Dispersive Spectrum
In order to better explore the microstructure changes in pellets during the reduction process, combined with the reduction expansion laws of pellets with different basicities obtained in
Table 4, the basicity is divided into three gradients: low basicity (0.4–0.6), medium basicity (0.8–1.2) and high basicity (1.4–1.6). We selected 0.4 (1#), 0.8 (3#) and 1.6 (7#) from the three gradients as representative of the three basicity gradients for our research. The microstructure diagrams of the three reduction stages of the 1#, 3# and 7# samples are listed in
Figure 9,
Figure 10 and
Figure 11.
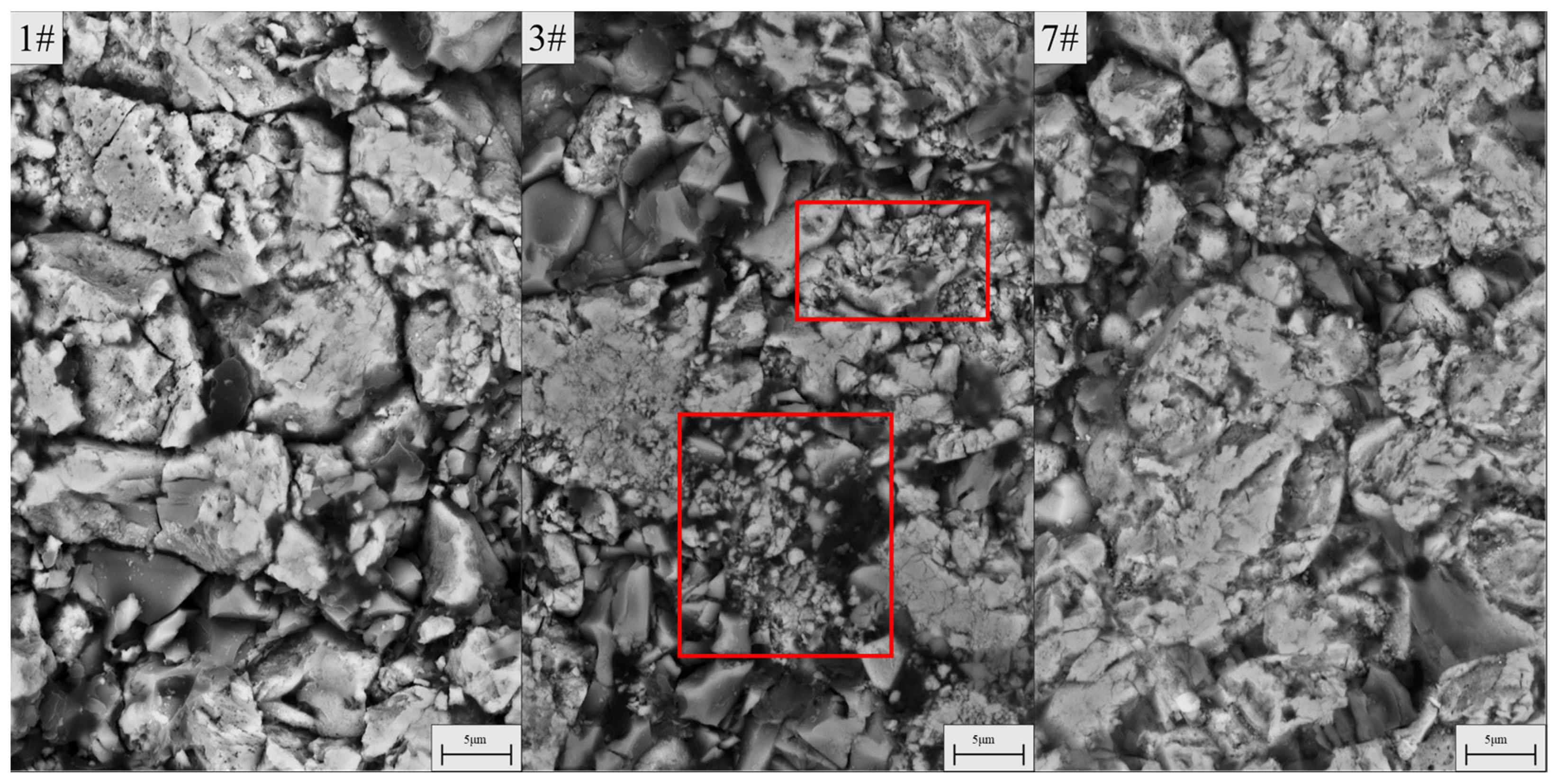
Comparing the three basicity samples in
Figure 9, the microscopic morphology of the 1# and 7# samples is dominated by plate-like crystals, the structure is dense, and the Fe
3O
4 crystal has fewer internal cracks. The microscopic morphology of the 3# sample has a tendency to change from a plate-like crystal form to a granular crystal form, especially in the red square area. There are many small Fe
3O
4 crystal particles, and the number of cracks is significantly more than that of the 1# and 7# sample. The lattice parameters of Fe
2O
3 and Fe
3O
4 are presented in
Table 9 [
24]. The main reason for the swelling in the first stage of reduction is because of the crystal transformation. The lattice constant of the equiaxed crystal system is larger than that of the trigonal crystal system, so the pellets swell and crack due to the increase in crystal volume during the transformation from hematite to magnetite. Combined with the above
Section 3.2, the weight-loss rate of the 3# sample in the first stage is the largest. The reason the 3# sample has a more severe weight-loss rate is that the reduction reaction of the 3# sample is faster, which makes the reduction swelling rate caused by the crystal transformation higher.
Microscopic topography of the second reduction stage of the iron oxides is shown in
Figure 10. Compared with
Figure 9, from the topographic images of the three samples in
Figure 10, there are different amounts of silicate liquid phase (the optical reflection color of the liquid phase in the photograph is tile gray or dark gray [
22]). According to the reference in [
26], the main components of these liquid phases are fayalite (2FeO·SiO
2) and kirschsteinite (CaO·FeO·SiO
2), which also contain some multi-component mutual solutions (Ca, K, Na, Al, Mg and other elements). The elements in the mutual solution will be dissolved in the FeO lattice to form a substitutional solid solution, which makes FeO incur lattice defects or even lattice distortion, thereby promoting the uneven nucleation of FeO and creating conditions for the growth of iron whiskers. In addition, compared with the pellets in the first stage of reduction, the iron matrix of the 1# and 3# samples after the reduction in the second stage was damaged to different degrees, the crystal size was significantly reduced, and the porosity was increased. Among the samples, the iron matrix of the 3# sample is more serious (as shown in the orange box). However, the iron matrix of the 7# sample is still relatively complete, and the structural characteristics of the plate-like crystal form can still be maintained.
Figure 11 shows the SEM images of the third reduction stage of samples 1#, 3# and 7#. In the SEM images of the 1# and 7# samples, a variable amount of spherical metallic iron was observed (iron has a high reflectivity, and the optical reflection color observed under the microscope is white or light gray, with no internal reflection [
27]). However, coarse iron whiskers (indicated by the yellow box) were observed in the SEM image of the 3# sample. The growth direction of most iron whiskers is toward the corner and edge of the crystal, because the crystal structure of these positions is loose, which makes the growth of iron whiskers easy. The appearance of iron whiskers will lead to the loosening of the structure of the pellets, resulting in a sharp increase in the volume of the pellets.
Figure 12,
Figure 13 and
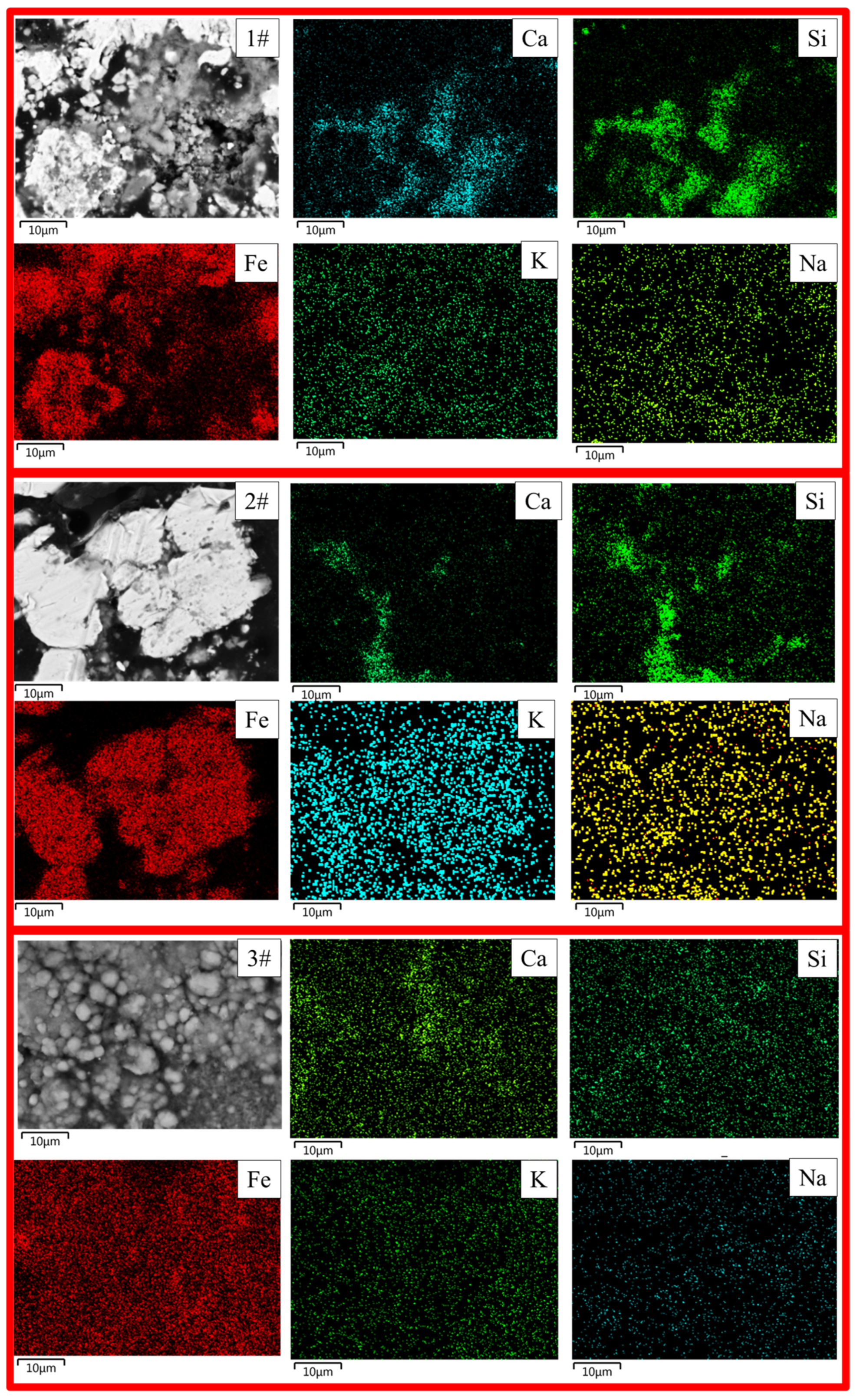
Figure 14 show the energy-dispersive spectrum of the three stages of reduction in samples 1#, 3# and 7#. They mainly describe the enrichment of each element on the surface of the pellets, and they focus on the observation of whether the distribution of other elements and Fe overlaps [
28]. Because the dynamic equilibrium between the crystals is maintained due to the existence of the interacting gravitational field, the introduction of other elements (especially the alkali metal elements K and Na) will break this equilibrium. Alkali metal elements have larger ionic radii (the ionic radius of Fe
3+ is 64.5 pm, the ionic radius of Na
+ is 102 pm, and the ionic radius of K
+ is 138 pm). It is difficult for them to diffuse uniformly in the tightly packed crystal, which increases the lattice constant of the crystal and causes the distortion and distortion of the crystal, resulting in abnormal deformation energy, and its external manifestation is the generation of internal stress. Pellets need to release internal stress through volume swelling, thereby reducing their own energy and re-converting to a stable state [
29].
Combining the three graphs in
Figure 12,
Figure 13 and
Figure 14, it can be found that, first of all, the distribution areas of Ca and Si elements mostly overlap and are inlaid with Fe elements, indicating that the slag phase formed around iron oxides is mainly composed of Ca and Si elements. Secondly, in the same reduction stage, the amount of K and Na elements entering the iron oxide lattice in the 3# sample is much larger than that of 1# and 7#. This also explains why the weight-loss rate of the 3# sample is the largest in
Section 3.2. Finally, comparing the three reduction stages of the same sample, it is found that the alkali metals rarely enter the Fe
3O
4 lattice and are scattered on the surface of the pellet sample. In the second stage of reduction, the surface density of alkali metals in the pellet samples increases, which indicates that alkali metals easily enter the FeO lattice. With the reduction of FeO to Fe, the amount of alkali metal entry increases sharply, which promotes the distortion and distortion of the iron oxide crystal.


 and
and 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}