
Two-Stage Conversion of Used Cooking Oil to Biodiesel Using Ion Exchange Resins as Catalysts

Abstract
:1. Introduction
2. Results and Discussions
2.1. Esterification Reaction
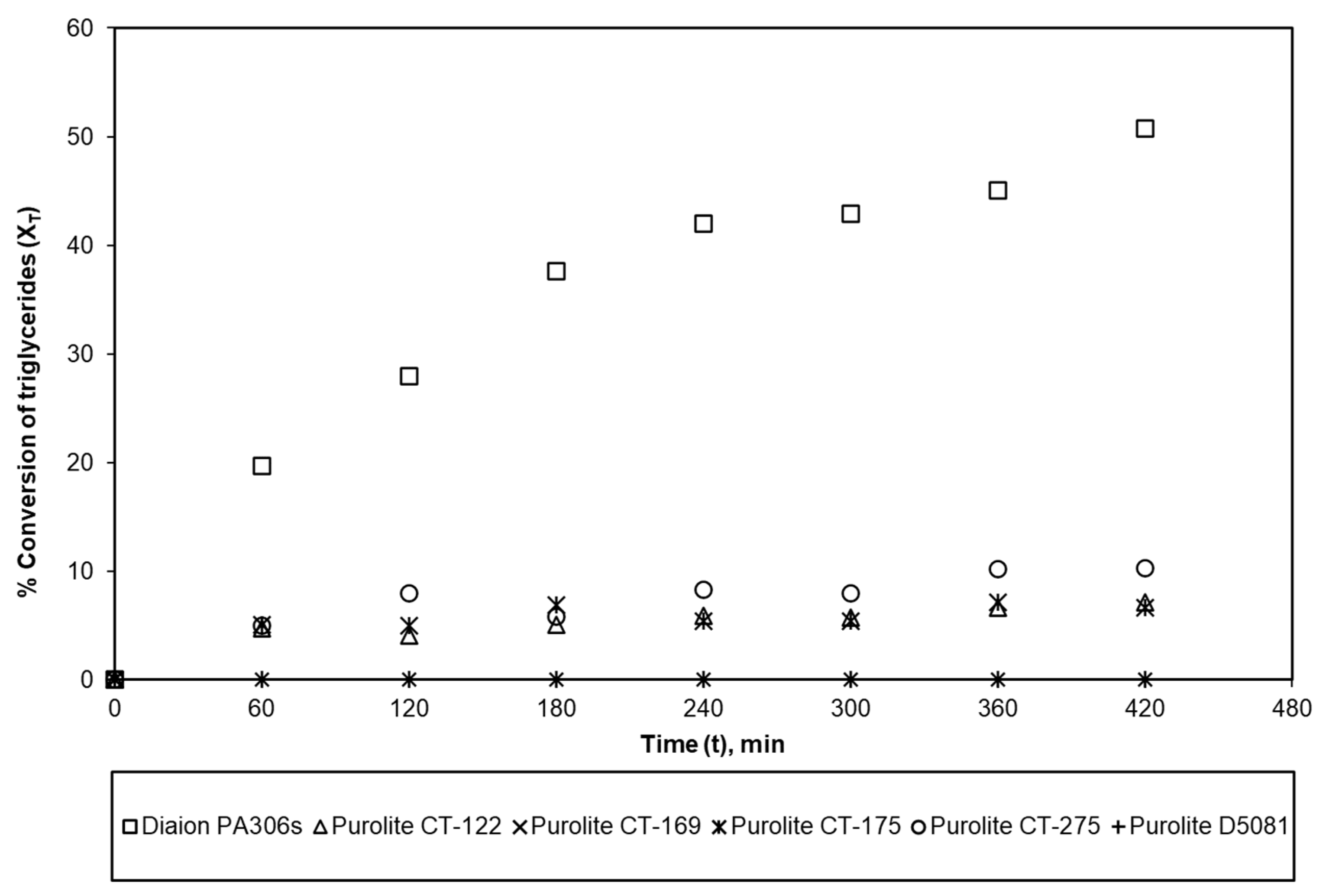
2.2. Catalyst Screening for Transesterification Reaction
2.3. Optimisation of the Transesterification Reaction
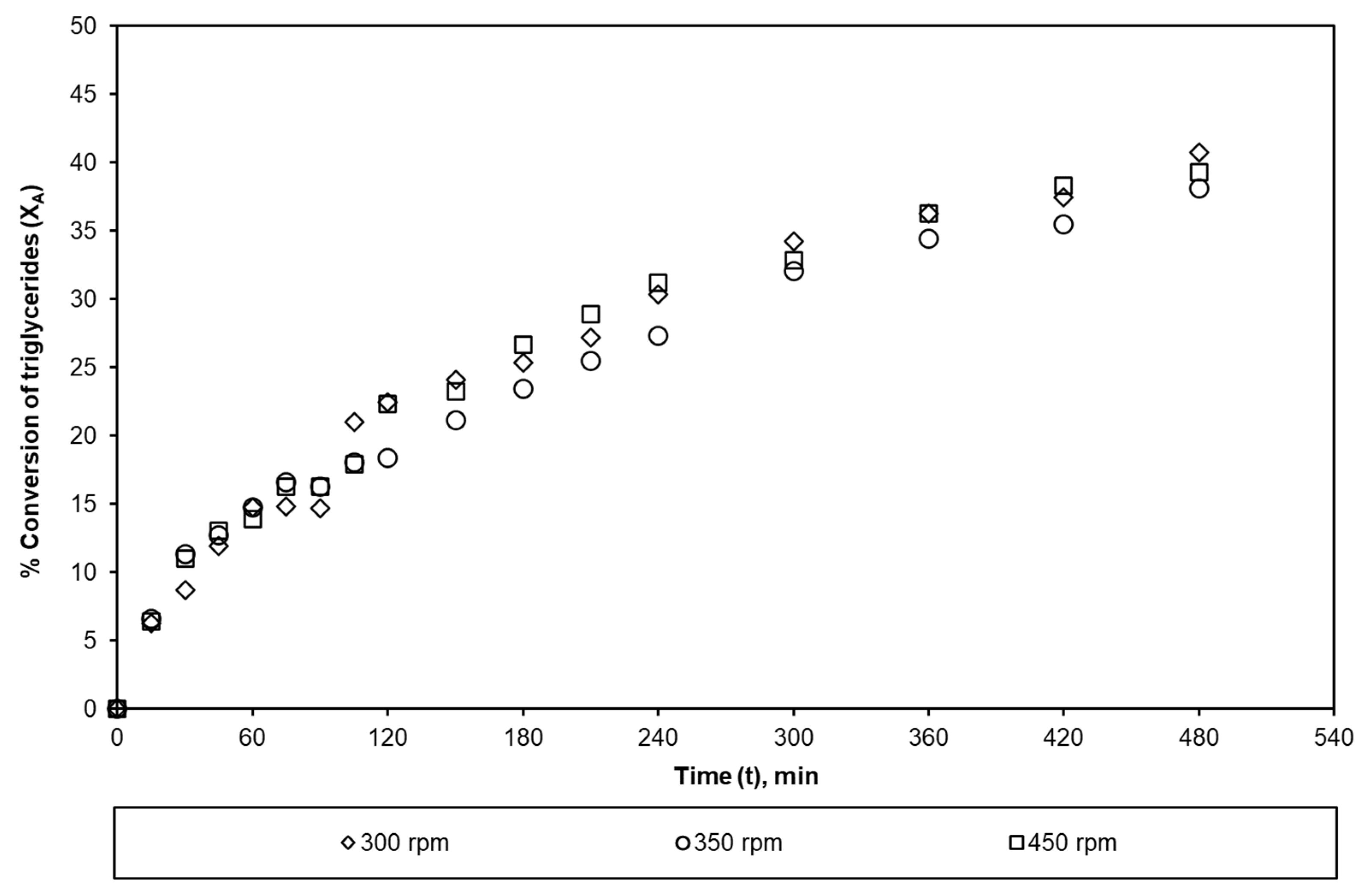
2.3.1. Elimination of Mass Transfer Resistances
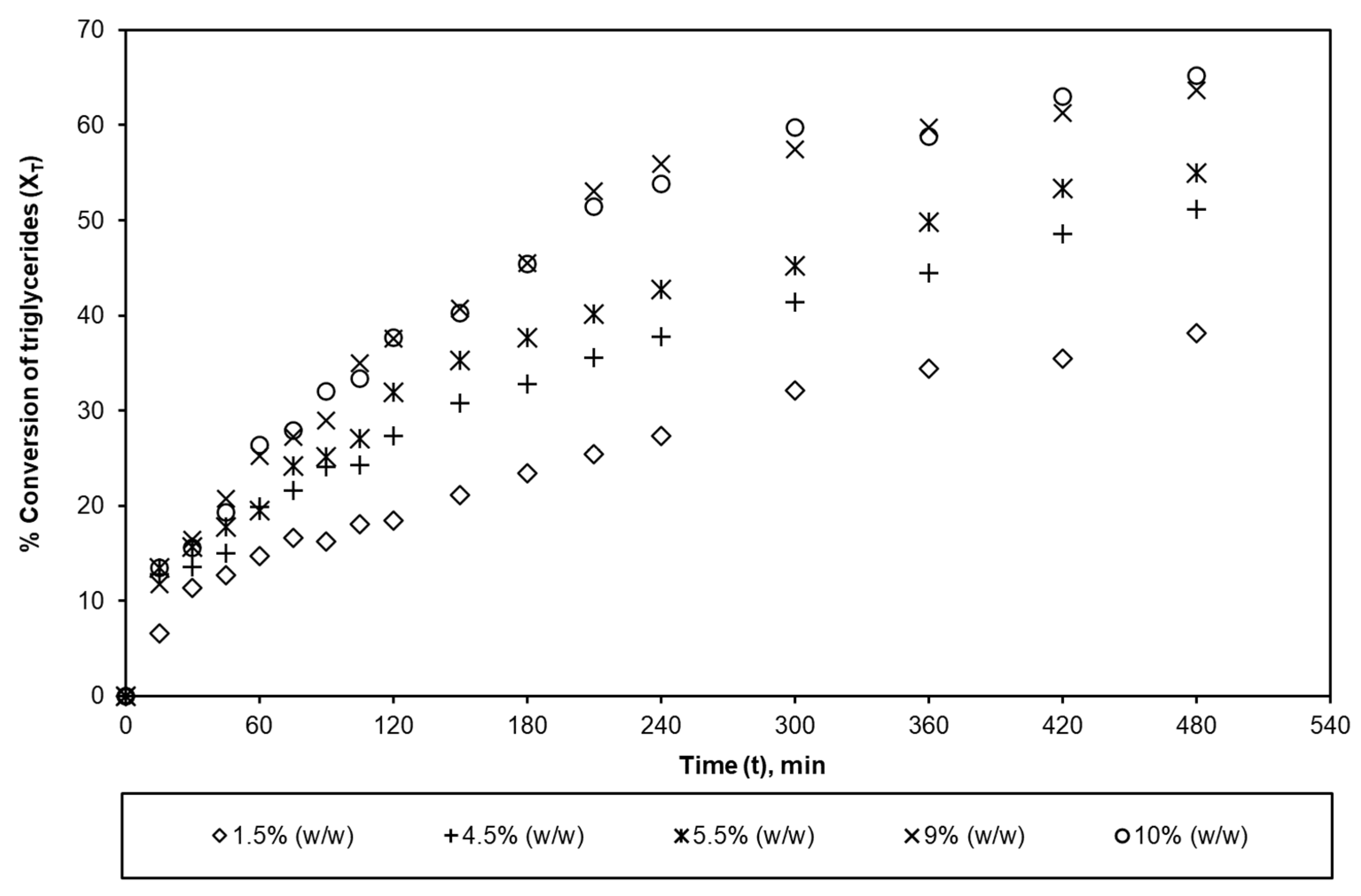
2.3.2. Effect of Catalyst Loading
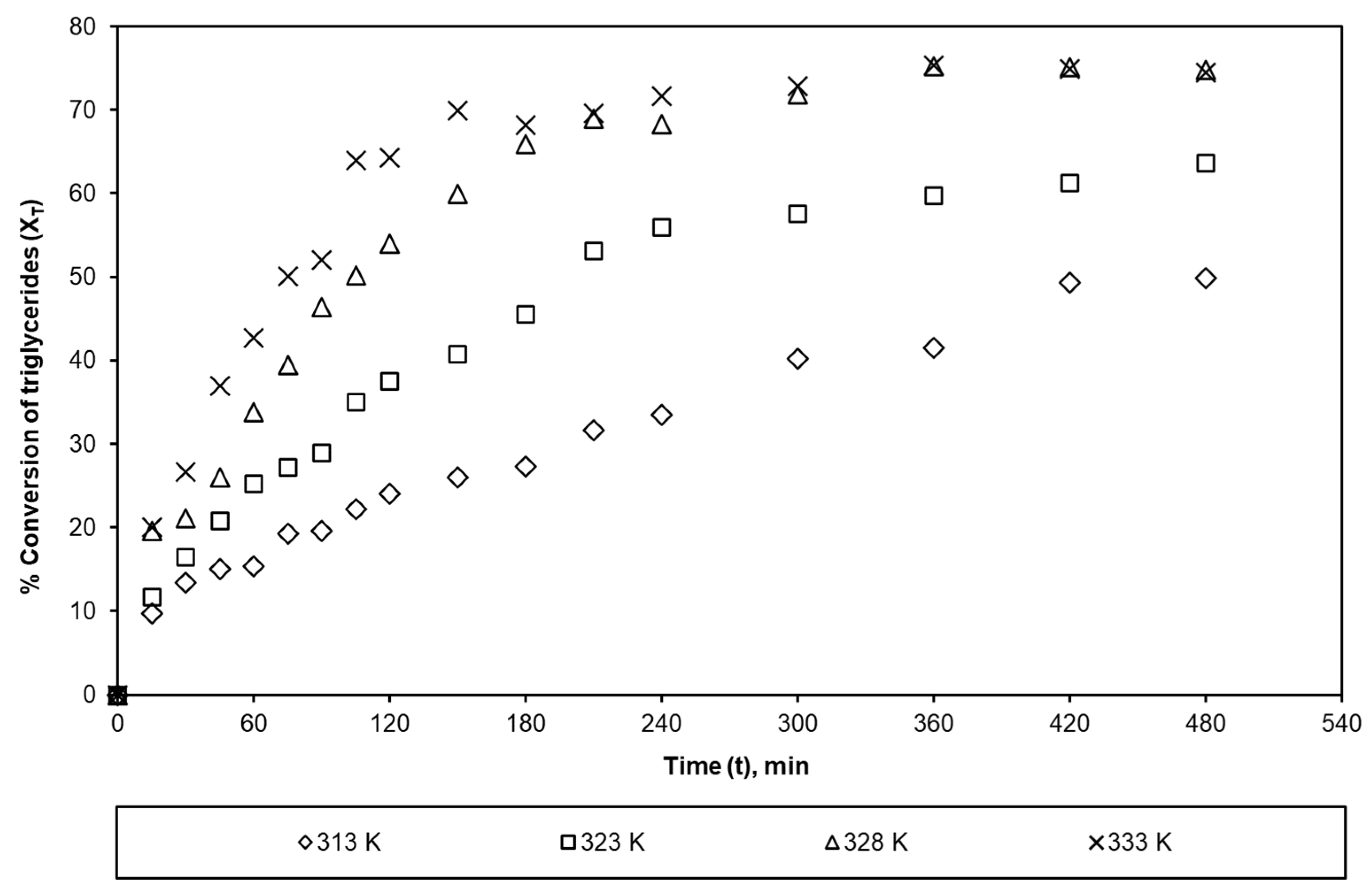
2.3.3. Effect of Reaction Temperature
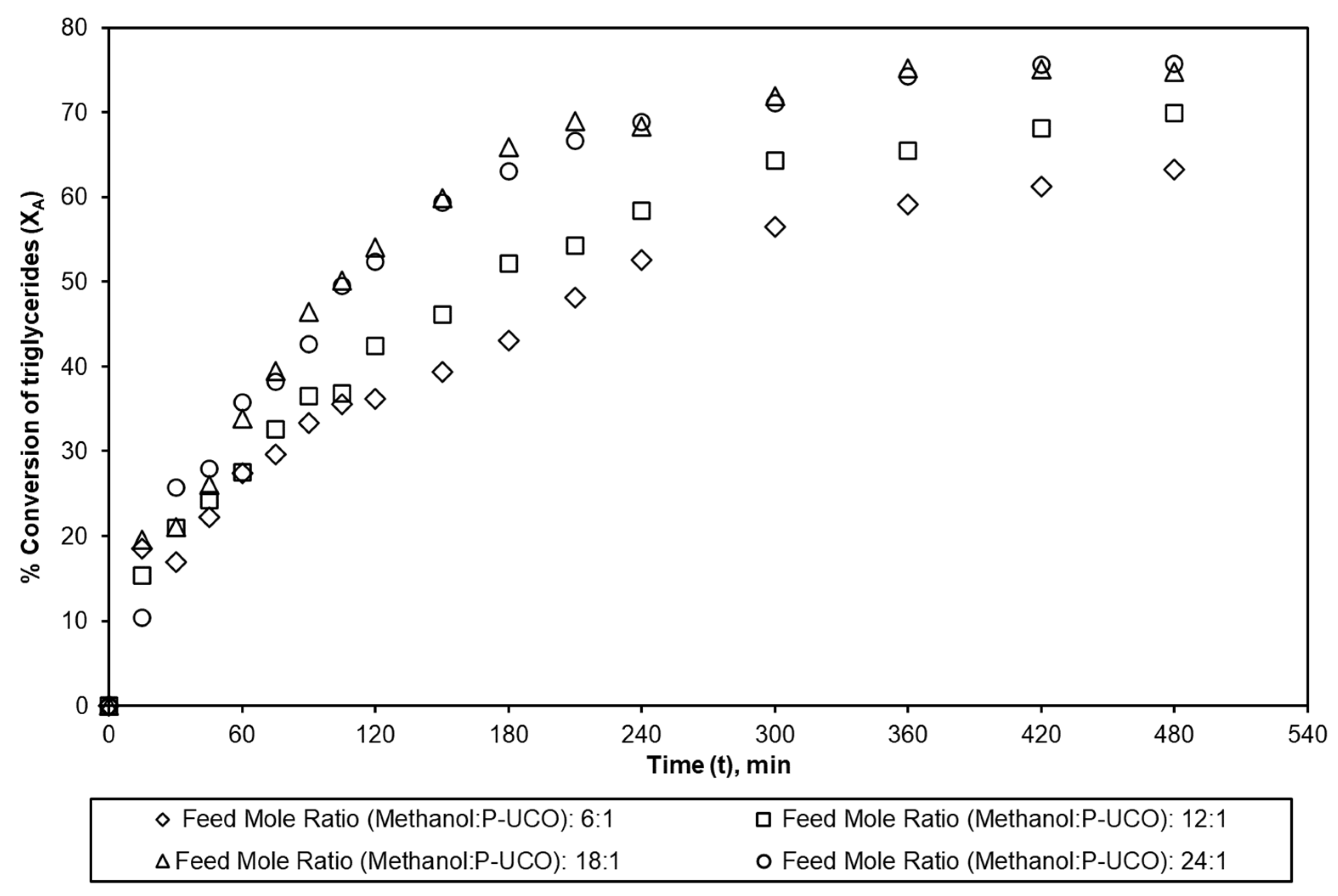
2.3.4. Effect of Feed Mole Ratio of Methanol to P-UCO
2.3.5. Comparison of the Obtained Biodiesel Conversion with Relevant Studies in the Literature
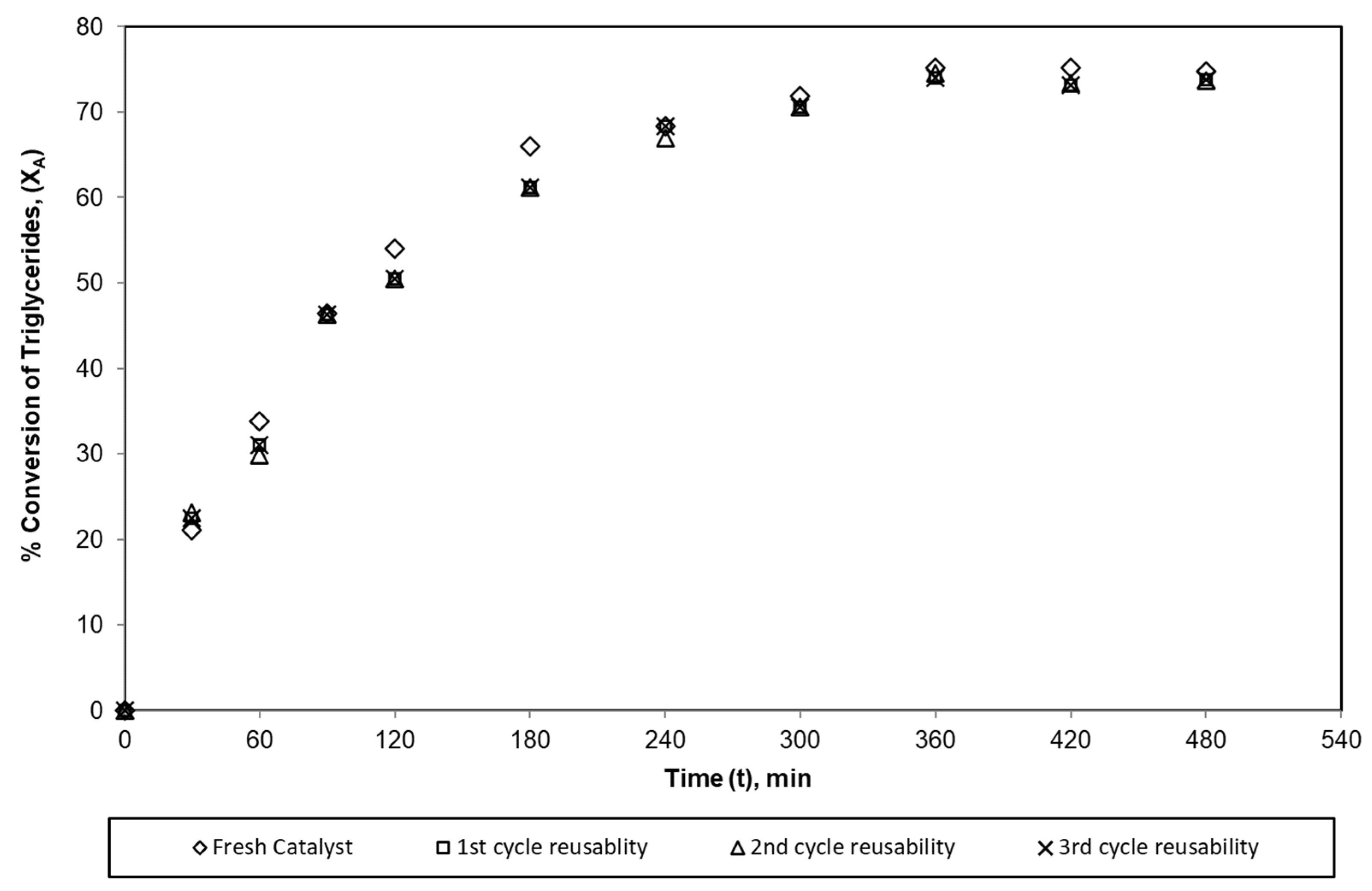
2.4. Catalyst Reusability Study
2.5. Separation and Purification Process
3. Materials and Method
3.1. Materials
3.2. Catalyst Preparation
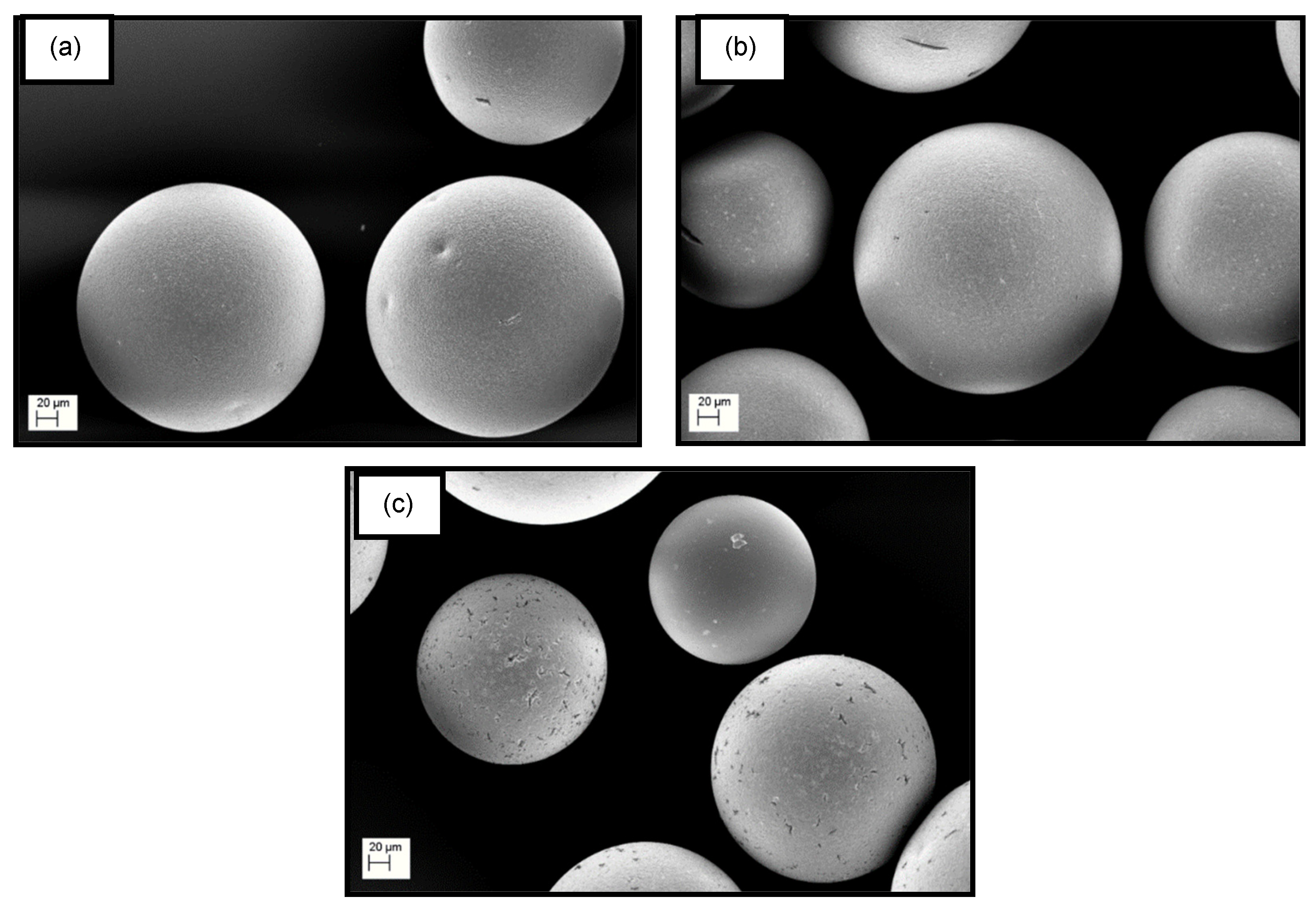
3.3. Catalyst Characterisation
3.4. Experimental Methods
3.4.1. Esterification–Transesterification Reaction
3.4.2. Catalyst Reusability Study
3.5. GC-MS Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| FAME | Fatty acid methyl ester |
| FESEM | Field emission gun–scanning electron microscope |
| FFA | Free fatty acid |
| P-UCO | Pre-treated used cooking oil |
| RO | Reverse osmosis |
| UCO | Used cooking oil |
References
- Akram, F.; Haq, I.U.; Raja, S.I.; Mir, A.S.; Qureshi, S.S.; Aqeel, A.; Shah, F.I. Current trends in biodiesel production technologies and future progressions: A possible displacement of the petro-diesel. J. Clean. Prod. 2022, 370, 133479. [Google Scholar] [CrossRef]
- Gowrishankar, S.; Krishnasamy, A. Emulsification—A promising approach to improve performance and reduce exhaust emissions of a biodiesel fuelled light-duty diesel engine. Energy 2023, 263, 125782. [Google Scholar] [CrossRef]
- Julio, A.A.V.; Milessi, T.S.; Ocampo Batlle, E.A.; Silva Lora, E.E.; Yepes Maya, D.M.; Escobar Palacio, J.C. Techno-economic and environmental potential of Renewable Diesel as complementation for diesel and biodiesel in Brazil: A comprehensive review and perspectives. J. Clean. Prod. 2022, 371, 133431. [Google Scholar] [CrossRef]
- Lin, L.; Zhou, C.; Saritporn, V.; Shen, X.; Dong, M. Opportunities and challenges for biodiesel fuel. Appl. Energy 2011, 88, 1020–1031. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Badruddin, I.A.; Mahlia, T.M.I.; Masjuki, H.H.; Mekhilef, S. A comprehensive review on biodiesel as an alternative energy resource and its characteristics. Renew. Sustain. Energy Rev. 2012, 16, 2070–2093. [Google Scholar] [CrossRef]
- Naylor, R.L.; Higgins, M.M. The rise in global biodiesel production: Implications for food security. Glob. Food Secur. 2018, 16, 75–84. [Google Scholar] [CrossRef]
- Singh, D.; Sharma, D.; Soni, S.L.; Inda, C.S.; Sharma, S.; Sharma, P.K.; Jhalani, A. A comprehensive review of biodiesel production from waste cooking oil and its use as fuel in compression ignition engines: 3rd generation cleaner feedstock. J. Clean. Prod. 2021, 307, 127299. [Google Scholar] [CrossRef]
- Pinzi, S.; Leiva, D.; López-García, I.; Redel-Macías, M.D.; Dorado, M.P. Latest trends in feedstocks for biodiesel production. Biofuel Bioprod. Biorefin. 2014, 8, 126–143. [Google Scholar] [CrossRef]
- Balat, M. Potential alternatives to edible oils for biodiesel production—A review of current work. Energy Convers. Manag. 2011, 52, 1479–1492. [Google Scholar] [CrossRef]
- Kasirajan, R. Biodiesel production by two step process from an energy source of Chrysophyllum albidum oil using homogeneous catalyst. S. Afr. J. Chem. 2021, 37, 161–166. [Google Scholar] [CrossRef]
- Thoai, D.N.; Tongurai, C.; Prasertsit, K.; Kumar, A. Review on biodiesel production by two-step catalytic conversion. Biocatal. Agric. Biotechnol. 2019, 18, 101023. [Google Scholar] [CrossRef]
- Grosmann, M.T.; Andrade, T.A.; Bitonto, L.D.; Pastore, C.; Corazza, M.L.; Tronci, S.; Errico, M. Hydrated metal salt pretreatment and alkali catalyzed reactive distillation: A two-step production of waste cooking oil biodiesel. Chem. Eng. Process. Process Intensif. 2022, 176, 108980. [Google Scholar] [CrossRef]
- López, D.E.; Goodwin, J.G.; Bruce, D.A. Transesterification of triacetin with methanol on Nafion® acid resins. J. Catal. 2007, 245, 381–391. [Google Scholar] [CrossRef]
- Hajra, B.; Sultana, N.; Pathak, A.K.; Guria, C. Response surface method and genetic algorithm assisted optimal synthesis of biodiesel from high free fatty acid sal oil (Shorea robusta) using ion-exchange resin at high temperature. Environ. Chem. Eng. 2015, 3, 2378–2392. [Google Scholar] [CrossRef]
- Orege, J.I.; Oderinde, O.; Kifle, G.A.; Ibikunle, A.A.; Raheem, S.A.; Ejeromedoghene, O.; Okeke, E.S.; Olukowi, O.M.; Orege, O.B.; Fagbohun, E.O.; et al. Recent advances in heterogeneous catalysis for green biodiesel production by transesterification. Energy Convers. Manag. 2022, 258, 115406. [Google Scholar] [CrossRef]
- Ferreira, R.S.B.; Bejarano-Alva, I.J.; Shimamoto, G.G.; Tubino, M.; Meirelles, A.J.A.; Batista, E.A.C. Optimizing the production of biodiesel from palm olein (Elaeis guineensis Jacq.) using a strong basic anionic resin as a heterogeneous catalyst. Ind. Crop. Prod. 2021, 174, 114121. [Google Scholar] [CrossRef]
- Akkarawatkhoosith, N.; Kaewchada, A.; Ngamcharussrivichai, C.; Jaree, A. Biodiesel Production via Interesterification of Palm Oil and Ethyl Acetate Using Ion-Exchange Resin in a Packed-Bed Reactor. Bioenergy Res. 2020, 13, 542–551. [Google Scholar] [CrossRef]
- Reinoso, D.M.; Tonetto, G.M. Bioadditives synthesis from selective glycerol esterification over acidic ion exchange resin as catalyst. J. Environ. Chem. Eng. 2018, 6, 3399–3407. [Google Scholar] [CrossRef]
- Osazuwa, O.U.; Abidin, S.Z. The Functionality of Ion Exchange Resins for Esterification, Transesterification and Hydrogenation Reactions. ChemistrySelect 2020, 5, 7658–7670. [Google Scholar] [CrossRef]
- Talukder, M.M.R.; Wu, J.C.; Lau, S.K.; Cui, L.C.; Shimin, G.; Lim, A. Comparison of Novozym 435 and Amberlyst 15 as heterogeneous catalyst for production of biodiesel from palm fatty acid distillate. Energy Fuels 2009, 23, 1–4. [Google Scholar] [CrossRef]
- Roslan, N.A.; Abdullah, N.; Abidin, S.Z. The synthesis of sulphonated hypercrosslinked exchange resin for free fatty acid esterification. Comptes Rendus Chim. 2019, 22, 761–770. [Google Scholar] [CrossRef]
- Özbay, N.; Oktar, N.; Tapan, N.A. Esterification of free fatty acids in waste cooking oils (WCO): Role of ion-exchange resins. Fuel 2008, 87, 1789–1798. [Google Scholar] [CrossRef]
- Shibasaki-Kitakawa, N.; Honda, H.; Kuribayashi, H.; Toda, T.; Fukumura, T.; Yonemoto, T. Biodiesel production using anionic ion-exchange resin as heterogeneous catalyst. Bioresour. Technol. 2007, 98, 416–421. [Google Scholar] [CrossRef]
- Shibasaki-Kitakawa, N.; Tsuji, T.; Kubo, M.; Yonemoto, T. Biodiesel production from waste cooking oil using anion-exchange resin as both catalyst and adsorbent. Bioenergy Res. 2011, 4, 287–293. [Google Scholar] [CrossRef]
- Haigh, K.F.; Abidin, S.Z.; Saha, B.; Vladisavljević, G. Pretreatment of used cooking oil for the preparation of biodiesel using heterogeneous catalysis. Prog. Colloid Polym. Sci. 2012, 139, 19–23. [Google Scholar]
- Haigh, K.F.; Abidin, S.Z.; Vladisavljević, G.; Saha, B. Comparison of Novozyme 435 and Purolite D5081 as heterogeneous catalysts for the pretreatment of used cooking oil for biodiesel production. Fuel 2013, 111, 186–193. [Google Scholar] [CrossRef] [Green Version]
- Abidin, S.Z.; Haigh, K.F.; Saha, B. Esterification of free fatty acids in used cooking oil using ion-exchange resins as catalysts: An efficient pretreatment method for biodiesel feedstock. Ind. Eng. Chem. Res. 2012, 51, 14653–14664. [Google Scholar] [CrossRef]
- Hiromori, K.; Shibasaki-Kitakawa, N.; Nakashima, K.; Yonemoto, T. Novel simple process for tocopherols selective recovery from vegetable oils by adsorption and desorption with an anion-exchange resin. Food Chem. 2016, 194, 1–5. [Google Scholar] [CrossRef]
- Bringué, R.; Ramírez, E.; Iborra, M.; Tejero, J.; Cunill, F. Esterification of furfuryl alcohol to butyl levulinate over ion-exchange resins. Fuel 2019, 257, 116010. [Google Scholar] [CrossRef]
- Silva, A.L.; Farias, A.F.F.; Meneghetti, S.M.P.; Antonio dos Santos Filho, E.; Figueiredo de Melo Cost, A.C. Optimization of biodiesel production via transesterification of soybean oil using α-MoO3 catalyst obtained by the combustion method. Arab. J. Chem. 2022, 15, 104012. [Google Scholar] [CrossRef]
- Borah, M.J.; Devi, A.; Borah, R.; Deka, D. Synthesis and application of Co doped ZnO as heterogeneous nanocatalyst for biodiesel production from non-edible oil. Renew. Energy 2019, 133, 512–519. [Google Scholar] [CrossRef]
- Marinković, M.; Waisi, H.; Blagojević, S.; Zarubica, A.; Ljupković, R.; Krstić, A.; Janković, B. The effect of process parameters and catalyst support preparation methods on the catalytic efficiency in transesterification of sunflower oil over heterogeneous KI/Al2O3-based catalysts for biodiesel production. Fuel 2022, 315, 123246. [Google Scholar] [CrossRef]
- da Costa, J.M.; de Andrade Lima, L.R.P. Transesterification of cotton oil with ethanol for biodiesel using a KF/bentonite solid catalyst. Fuel 2021, 293, 120446. [Google Scholar] [CrossRef]
- Murguía-Ortiz, D.; Cordova, I.; Manriquez, M.E.; Ortiz-Islas, E.; Cabrera-Sierra, R.; Contreras, J.L.; Alcántar-Vázquez, B.; Trejo-Rubio, M.; Vázquez-Rodríguez, J.T.; Castro, L.V. Na-CaO/MgO dolomites used as heterogeneous catalysts in canola oil transesterification for biodiesel production. Mater. Lett. 2021, 291, 129587. [Google Scholar] [CrossRef]
- Abidin, S.Z.; Patel, D.; Saha, B. Quantitative analysis of fatty acids composition in the used cooking oil (UCO) by gas chromatography−mass spectrometry (GC–MS). Can. J. Chem. Eng. 2013, 91, 1896–1903. [Google Scholar] [CrossRef]
- Haigh, K.F.; Vladisavljević, G.T.; Reynolds, J.C.; Nagy, Z.; Saha, B. Kinetics of the pre-treatment of used cooking oil using Novozyme 435 for biodiesel production. Chem. Eng. Res. Des. 2014, 92, 713–719. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | Catalyst | Reaction Conditions | Conversion (%) | References |
|---|---|---|---|---|
| Used cooking oil | Purolite D5081 and Diaion PA306s | 9% (w/w) catalyst loading, 328 K reaction temperature, 18:1 methanol to P-UCO feed mole ratio | 75% | Current study |
| Soybean oil | α-MoO3 | Temperature of 220.7 °C, 3% catalyst, and alcohol/oil ratio 15:1 | 96.9 | Silva et al., 2022 [30] |
| Mesua ferrea oil | Co-doped ZnO | 3 h reaction at 60 °C with 2.5 wt% catalyst loading and 1:9 oil to methanol molar ratio | 98.03 | Borah et al., 2019 [31] |
| Sunflower oil | SG-KI/γ-Al2O3 | 15:1 methanol to sunflower oil molar ratio, 2.5 wt% catalysts loading, 600 rpm stirring rate, and 4 h of reaction | 99.99 | Marinkovi’c et al., 2022 [32] |
| Cottonseed oil | KF/bentonite | Reaction temperature of 120 °C using 6% (w/w) of the catalyst | 95% | da Costa et al., 2021 [33] |
| Canola oil | Na-CaO/MgO dolomites | A reaction time of 7 h, a catalyst amount of 6 wt%, and a methanol:oil ratio of 12 | 97.46% | Murguía-Ortiz et al., 2021 [34] |
| Catalysts | Elemental Analysis | |||
|---|---|---|---|---|
| %C | %H | %N | %O * | |
| Fresh Diaion PA306s | 55.59 | 9.42 | 4.34 | 30.65 |
| Used Diaion PA306s (1 M acetic acid) | 55.44 | 9.20 | 4.31 | 31.05 |
| Used Diaion PA306s (17.5 M acetic acid) | 54.51 | 8.84 | 4.35 | 32.30 |
| Treatment Processes | Purity of FAME, % |
|---|---|
| Ion exchange resin (PD 206) treatment | 75.4 ± 1 |
| Water treatment | 72.3 ± 2 |
| Unpurified biodiesel | 71.6 ± 0.5 |
| Component | Ion Exchange Resin (PD 206) Treatment% (m/m) | Unpurified Biodiesel % (m/m) |
|---|---|---|
| Monoglycerides | 0.85 | 1.35 |
| Diglycerides | 0.1 | 2.74 |
| Triglycerides | 0.47 | 1.91 |
| Free glycerine | 0.03 | 0.05 |
| Total glycerine | 0.33 | 0.9 |
| Catalyst | % C | % H | % N | % S | % O * |
|---|---|---|---|---|---|
| Diaion PA306s | 55.59 | 9.42 | 4.34 | 0.00 | 30.65 |
| Purolite CT-122 | 51.06 | 5.68 | 0.06 | 15.99 | 27.22 |
| Purolite CT-169 | 48.88 | 5.07 | 0.06 | 16.58 | 29.42 |
| Purolite CT-175 | 47.35 | 4.74 | 0.00 | 15.75 | 32.17 |
| Purolite CT-275 | 44.59 | 4.61 | 0.00 | 16.61 | 34.20 |
| Purolite D5081 | 77.04 | 5.32 | 0.95 | 4.09 | 12.61 |
| Catalyst Properties | Purolite CT-122 | Purolite CT-169 | Purolite CT-175 | Purolite CT-275 | Purolite D5081 | Diaion PA306s |
|---|---|---|---|---|---|---|
| Physical appearance | Golden spherical beads | Opaque spherical beads | Opaque spherical beads | Opaque spherical beads | Opaque spherical beads | White beads |
| Functional group | Sulphonic acid | Sulphonic acid | Sulphonic acid | Sulphonic acid | Sulphonic acid | Quaternary ammonium |
| Moisture capacity (%H+) * | 78–82 | 51–57 | 50–57 | 51–59 | 56.9 | 66–76 |
| Polymer structure | Gelular Polystyrene cross-linked DVB | Macroporous Polystyrene cross-linked DVB | Macroporous Polystyrene cross-linked DVB | Macroporous Polystyrene cross-linked DVB | Macroporous Polystyrene cross-linked DVB | Gelular Polystyrene cross-linked DVB |
| Cross-linking level | Low cross-linked | Medium cross-linked | Highly cross-linked | Highly cross-linked | Hyper cross-linked | Low cross-linked |
| Temperature limit, (K) * | 403 | 393 | 418 | 418 | 393 | 333 |
| BET surface area, (m2g1) | # | 37.97 | 23.77 | 20.9 | 514.18 | # |
| Total pore volume (cm3 g−1) | # | 0.27 | 0.108 | 0.108 | 0.47 | # |
| Average pore diameter (nm) | # | 27.42 | 17.37 | 19.6 | 3.69 | # |
| True density (g cm−3) | 1.297 | 1.297 | 1.296 | 1.296 | 1.309 | 1.297 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abidin, S.Z.; Mohammed, M.L.; Saha, B. Two-Stage Conversion of Used Cooking Oil to Biodiesel Using Ion Exchange Resins as Catalysts. Catalysts 2023, 13, 1209. https://doi.org/10.3390/catal13081209
Abidin SZ, Mohammed ML, Saha B. Two-Stage Conversion of Used Cooking Oil to Biodiesel Using Ion Exchange Resins as Catalysts. Catalysts. 2023; 13(8):1209. https://doi.org/10.3390/catal13081209
Chicago/Turabian StyleAbidin, Sumaiya Zainal, Misbahu Ladan Mohammed, and Basudeb Saha. 2023. "Two-Stage Conversion of Used Cooking Oil to Biodiesel Using Ion Exchange Resins as Catalysts" Catalysts 13, no. 8: 1209. https://doi.org/10.3390/catal13081209