
A State-of-the-Art Review on the Technological Advancements for the Sustainable Management of Plastic Waste in Consort with the Generation of Energy and Value-Added Chemicals
 , , and
, , and
Abstract
:1. Introduction
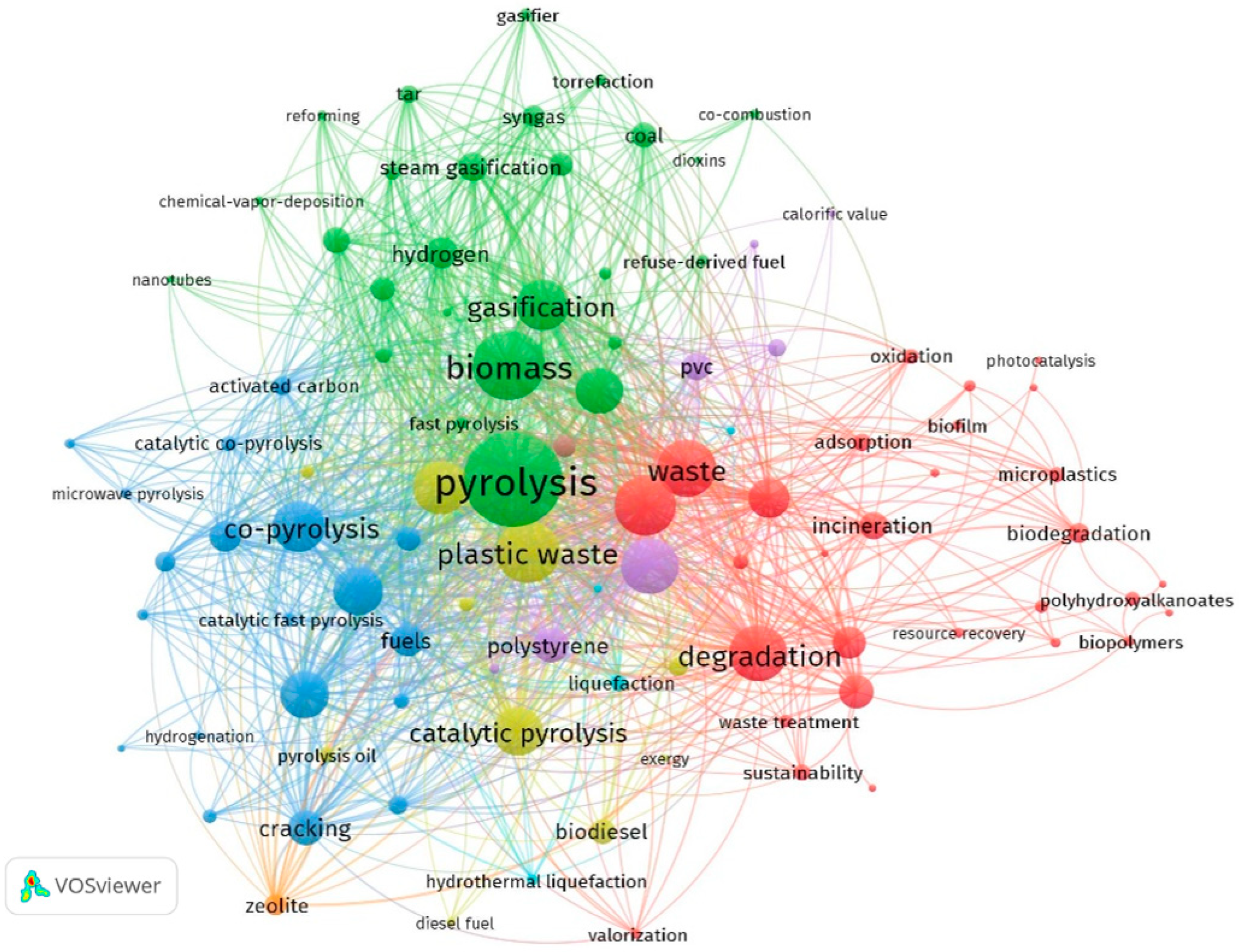
2. Bibliometric Analysis
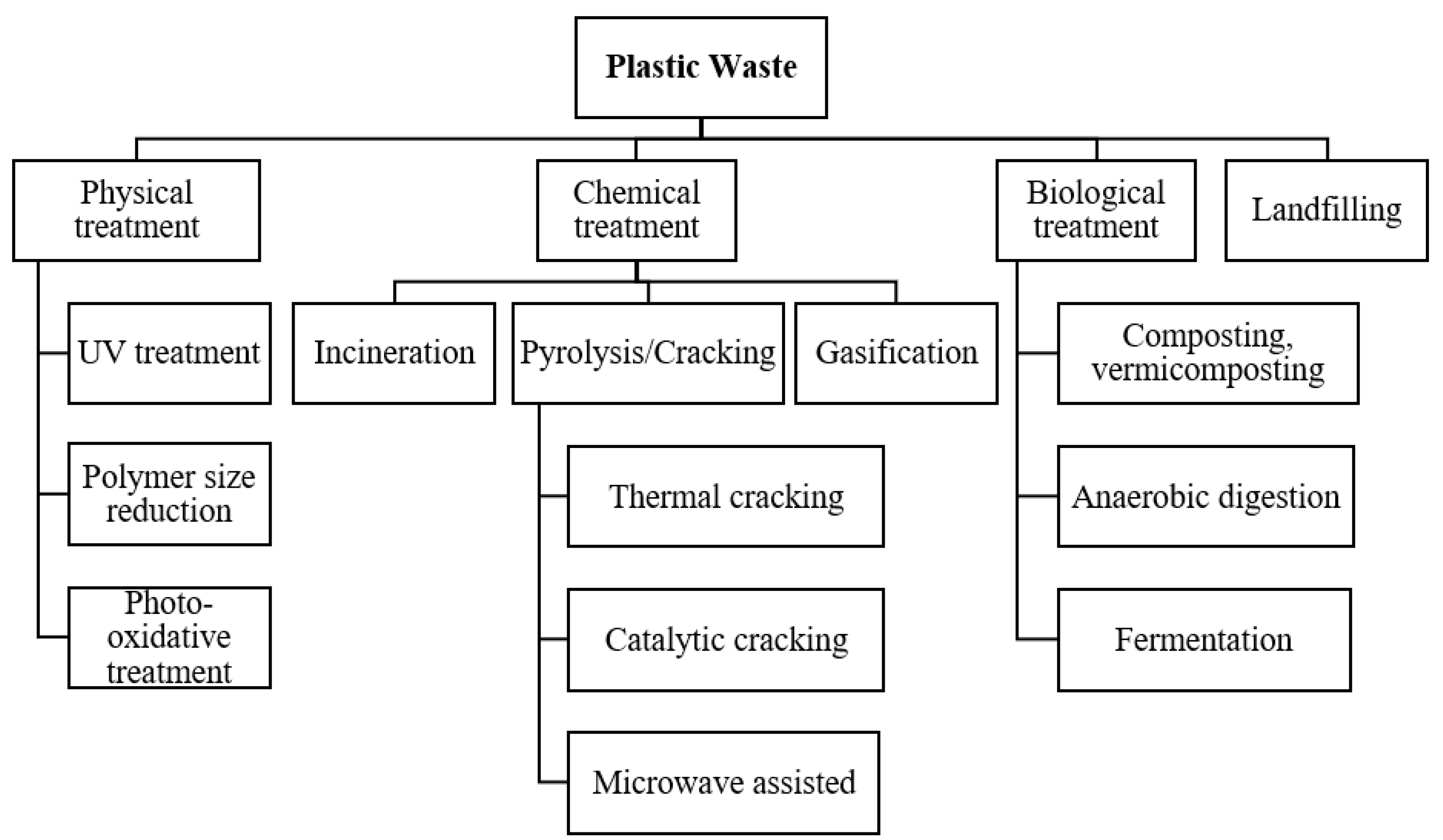
3. Conventional Techniques for Thermal Treatment of Plastic Waste
3.1. Pyrolysis
3.1.1. Thermal Pyrolysis
3.1.2. Microwave-Assisted Pyrolysis
3.1.3. Catalytic Pyrolysis
Zeolite Catalyst
FCC Catalyst
Silica–Alumina Catalyst
3.2. Gasification
3.2.1. Gasifying Medium
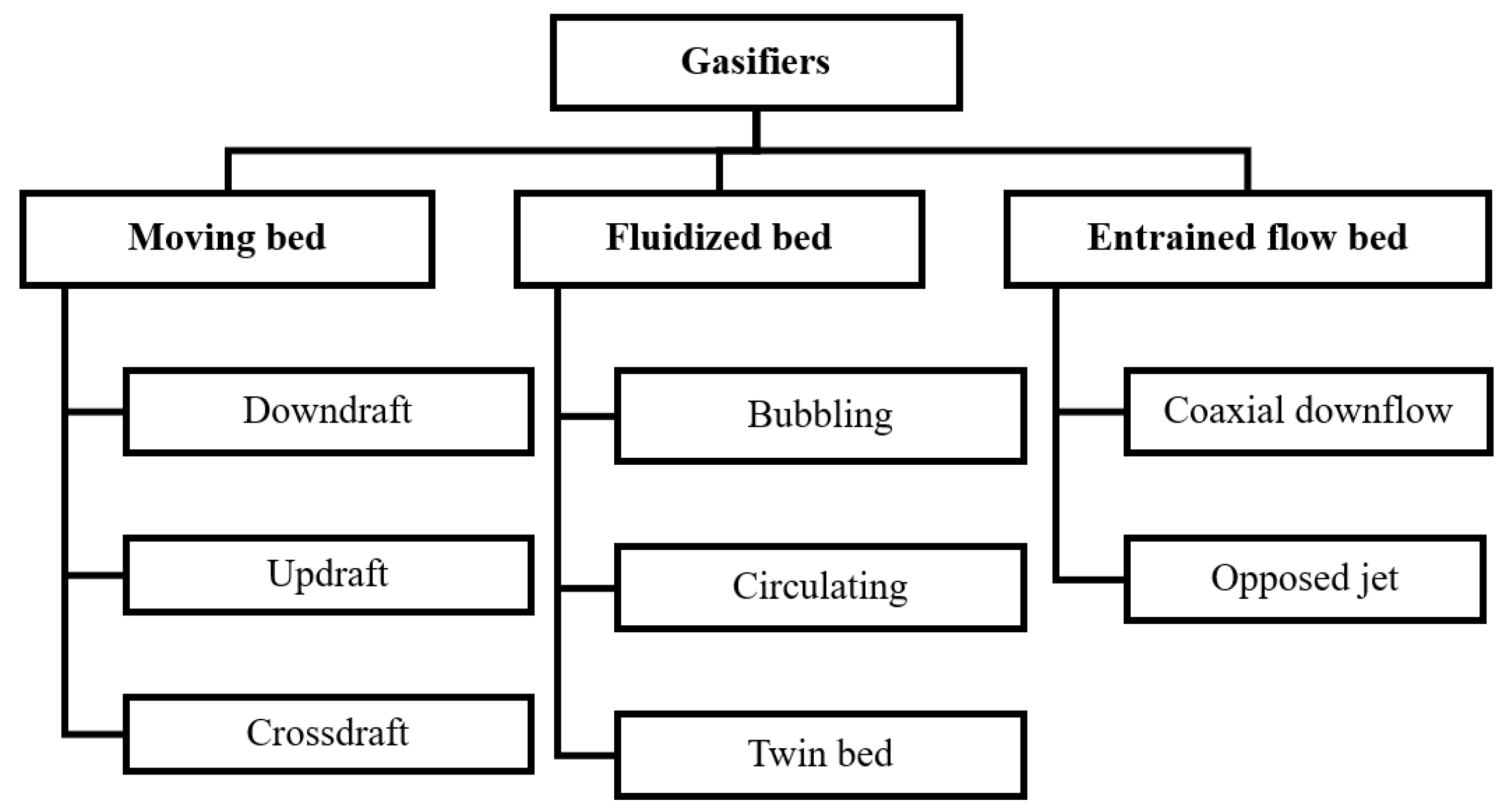
3.2.2. Classification of Gasifiers
3.2.3. Other Gasifier Types
Spouted Bed
Plasma Gasifier
Pyrolysis-Reforming Process
3.2.4. Gasification Reactions
4. Advanced Oxidation Techniques for Treatment of Plastic Waste
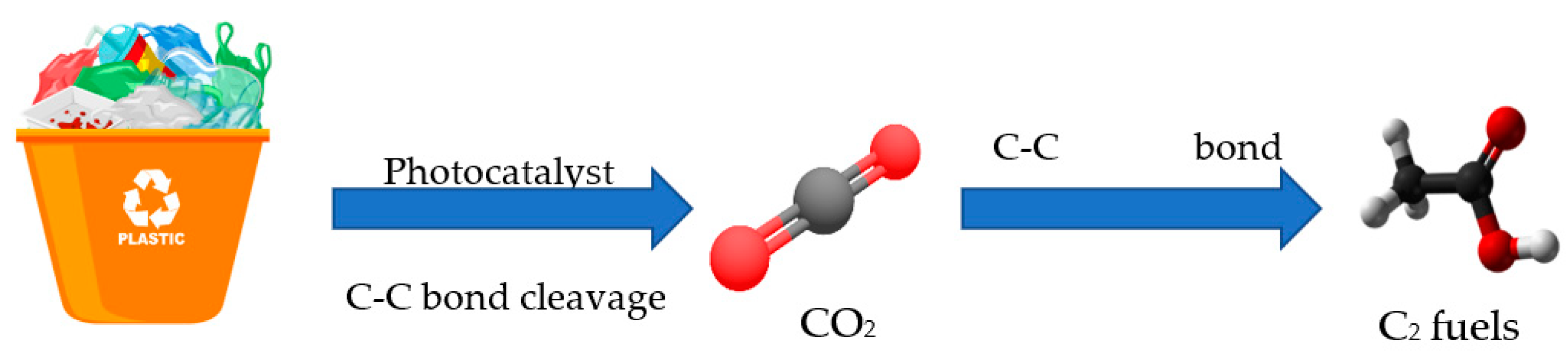
4.1. Photocatalytic Oxidation
4.2. Electrocatalytic Oxidation
4.3. Fenton Oxidation
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Weiland, F.; Lundin, L.; Celebi, M.; van der Vlist, K.; Moradian, F. Aspects of chemical recycling of complex plastic waste via the gasification route. Waste Manag. 2021, 126, 65–77. [Google Scholar] [CrossRef] [PubMed]
- Bai, B.; Jin, H.; Fan, C.; Cao, C.; Wei, W.; Cao, W. Experimental investigation on liquefaction of plastic waste to oil in supercritical water. Waste Manag. 2019, 89, 247–253. [Google Scholar] [CrossRef] [PubMed]
- Gallo, F.; Fossi, C.; Weber, R.; Santillo, D.; Sousa, J.; Ingram, I.; Nadal, A.; Romano, D. Marine litter plastics and microplastics and their toxic chemicals components: The need for urgent preventive measures. Environ. Sci. Eur. 2018. [Google Scholar] [CrossRef] [PubMed]
- Brems, A.; Dewil, R.; Baeyens, J.; Zhang, R. Gasification of Plastic Waste as Waste-to-Energy or Waste-to-Syngas Recovery Route. In Solid Waste as a Renewable Resource; Apple Academic Press: Palm Bay, FL, USA, 2015; pp. 241–263. ISBN 9780429154485. [Google Scholar]
- Arena, U.; Di Gregorio, F.; Amorese, C.; Mastellone, M.L. A techno-economic comparison of fluidized bed gasification of two mixed plastic wastes. Waste Manag. 2011, 31, 1494–1504. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Alvarez, J.; Bilbao, J.; Olazar, M. Recent advances in the gasification of waste plastics. A critical overview. Renew. Sustain. Energy Rev. 2018, 82, 576–596. [Google Scholar] [CrossRef]
- Uzoejinwa, B.B.; He, X.; Wang, S.; El-Fatah Abomohra, A.; Hu, Y.; Wang, Q. Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: Recent progress and future directions elsewhere worldwide. Energy Convers. Manag. 2018, 163, 468–492. [Google Scholar] [CrossRef]
- Wong, S.L.; Ngadi, N.; Abdullah, T.A.T.; Inuwa, I.M. Current state and future prospects of plastic waste as source of fuel: A review. Renew. Sustain. Energy Rev. 2015, 50, 1167–1180. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manage. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Mohanraj, C.; Senthilkumar, T.; Chandrasekar, M. A review on conversion techniques of liquid fuel from waste plastic materials. Int. J. Energy Res. 2017, 41, 1534–1552. [Google Scholar] [CrossRef]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Kunwar, B.; Cheng, H.N.; Chandrashekaran, S.R.; Sharma, B.K. Plastics to fuel: A review. Renew. Sustain. Energy Rev. 2016, 54, 421–428. [Google Scholar] [CrossRef]
- Okolie, J.A.; Nanda, S.; Dalai, A.K.; Berruti, F.; Kozinski, J.A. A review on subcritical and supercritical water gasification of biogenic, polymeric and petroleum wastes to hydrogen-rich synthesis gas. Renew. Sustain. Energy Rev. 2020, 119, 109546. [Google Scholar] [CrossRef]
- Pichler, C.M.; Bhattacharjee, S.; Rahaman, M.; Uekert, T.; Reisner, E. Conversion of Polyethylene Waste into Gaseous Hydrocarbons via Integrated Tandem Chemical-Photo/Electrocatalytic Processes. ACS Catal. 2021, 11, 9159–9167. [Google Scholar] [CrossRef] [PubMed]
- Weber, R.S.; Ramasamy, K.K. Electrochemical oxidation of lignin and waste plastic. ACS Omega 2020, 5, 27735–27740. [Google Scholar] [CrossRef]
- Liu, L.; Zhao, H.; Andino, J.M.; Li, Y. Photocatalytic CO2 reduction with H2O on TiO2 nanocrystals: Comparison of anatase, rutile, and brookite polymorphs and exploration of surface chemistry. ACS Catal. 2012, 2, 1817–1828. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic pyrolysis of plastic waste: A review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Eze, W.U.; Madufor, I.C.; Onyeagoro, G.N.; Obasi, H.C. The effect of Kankara zeolite-Y-based catalyst on some physical properties of liquid fuel from mixed waste plastics (MWPs) pyrolysis. Polym. Bull. 2020, 77, 1399–1415. [Google Scholar] [CrossRef]
- Qureshi, M.S.; Oasmaa, A.; Pihkola, H.; Deviatkin, I.; Tenhunen, A.; Mannila, J.; Minkkinen, H.; Pohjakallio, M.; Laine-Ylijoki, J. Pyrolysis of plastic waste: Opportunities and challenges. J. Anal. Appl. Pyrolysis 2020, 152, 104804. [Google Scholar] [CrossRef]
- Kaminsky, W.; Kim, J.S. Pyrolysis of mixed plastics into aromatics. J. Anal. Appl. Pyrolysis 1999, 51, 127–134. [Google Scholar] [CrossRef]
- Olazar, M.; Lopez, G.; Amutio, M.; Elordi, G.; Aguado, R.; Bilbao, J. Influence of FCC catalyst steaming on HDPE pyrolysis product distribution. J. Anal. Appl. Pyrolysis 2009, 85, 359–365. [Google Scholar] [CrossRef]
- Eze, W.U.; Umunakwe, R.; Obasi, H.C.; Ugbaja, M.I.; Uche, C.C.; Madufor, I.C. Plastics waste management: A review of pyrolysis technology. Clean Technol. Recycl. 2021, 1, 50–69. [Google Scholar] [CrossRef]
- Al-Salem, S.M. Thermal pyrolysis of high density polyethylene (HDPE) in a novel fixed bed reactor system for the production of high value gasoline range hydrocarbons (HC). Process Saf. Environ. Prot. 2019, 127, 171–179. [Google Scholar] [CrossRef]
- Singh, R.K.; Ruj, B.; Sadhukhan, A.K.; Gupta, P. Impact of fast and slow pyrolysis on the degradation of mixed plastic waste: Product yield analysis and their characterization. J. Energy Inst. 2019, 92, 1647–1657. [Google Scholar] [CrossRef]
- Sharma, B.K.; Moser, B.R.; Vermillion, K.E.; Doll, K.M.; Rajagopalan, N. Production, characterization and fuel properties of alternative diesel fuel from pyrolysis of waste plastic grocery bags. Fuel Process. Technol. 2014, 122, 79–90. [Google Scholar] [CrossRef]
- Ahmad, I.; Ismail Khan, M.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Pyrolysis Study of Polypropylene and Polyethylene Into Premium Oil Products. Int. J. Green Energy 2015, 12, 663–671. [Google Scholar] [CrossRef]
- López, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Adrados, A. Influence of time and temperature on pyrolysis of plastic wastes in a semi-batch reactor. Chem. Eng. J. 2011, 173, 62–71. [Google Scholar] [CrossRef]
- Fakhrhoseini, S.M.; Dastanian, M. Predicting pyrolysis products of PE, PP, and PET using NRTL activity coefficient model. J. Chem. 2013, 2013, 7–9. [Google Scholar] [CrossRef] [Green Version]
- Williams, P.T.; Slaney, E. Analysis of products from the pyrolysis and liquefaction of single plastics and waste plastic mixtures. Resour. Conserv. Recycl. 2007, 51, 754–769. [Google Scholar] [CrossRef]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H. Evaluation of pyrolysis product of virgin high density polyethylene degradation using different process parameters in a stirred reactor. Fuel Process. Technol. 2013, 109, 90–95. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.I.; Navarro, R. Thermal and catalytic pyrolysis of polyethylene over HZSM5 and HUSY zeolites in a batch reactor under dynamic conditions. Appl. Catal. B Environ. 2009, 86, 78–86. [Google Scholar] [CrossRef]
- Mastral, F.J.; Esperanza, E.; Garciía, P.; Juste, M. Pyrolysis of high-density polyethylene in a fluidised bed reactor. Influence of the temperature and residence time. J. Anal. Appl. Pyrolysis 2002, 63, 1–15. [Google Scholar] [CrossRef]
- Lee, K.H.; Noh, N.S.; Shin, D.H.; Seo, Y. Comparison of plastic types for catalytic degradation of waste plastics into liquid product with spent FCC catalyst. Polym. Degrad. Stab. 2002, 78, 539–544. [Google Scholar] [CrossRef]
- Luo, G.; Suto, T.; Yasu, S.; Kato, K. Catalytic degradation of high density polyethylene and polypropylene into liquid fuel in a powder-particle fluidized bed. Polym. Degrad. Stab. 2000, 70, 97–102. [Google Scholar] [CrossRef]
- Demirbas, A. Pyrolysis of municipal plastic wastes for recovery of gasoline-range hydrocarbons. J. Anal. Appl. Pyrolysis 2004, 72, 97–102. [Google Scholar] [CrossRef]
- Sakata, Y.; Uddin, M.A.; Muto, A. Degradation of polyethylene and polypropylene into fuel oil by using solid acid and non-acid catalysts. J. Anal. Appl. Pyrolysis 1999, 51, 135–155. [Google Scholar] [CrossRef]
- Adnan; Shah, J.; Jan, M.R. Thermo-catalytic pyrolysis of polystyrene in the presence of zinc bulk catalysts. J. Taiwan Inst. Chem. Eng. 2014, 45, 2494–2500. [Google Scholar] [CrossRef]
- Uddin, M.A.; Koizumi, K.; Murata, K.; Sakata, Y. Thermal and catalytic degradation of structurally different types of polyethylene into fuel oil. Polym. Degrad. Stab. 1997, 56, 37–44. [Google Scholar] [CrossRef]
- Williams, P.T.; Williams, E.A. Fluidised bed pyrolysis of low density polyethylene to produce petrochemical feedstock. J. Anal. Appl. Pyrolysis 1999, 51, 107–126. [Google Scholar] [CrossRef]
- Miskolczi, N.; Bartha, L.; Deák, G.; Jóver, B.; Kalló, D. Thermal and thermo-catalytic degradation of high-density polyethylene waste. J. Anal. Appl. Pyrolysis 2004, 72, 235–242. [Google Scholar] [CrossRef]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H.; McDonald, A.G. Evaluation of pyrolysis process parameters on polypropylene degradation products. J. Anal. Appl. Pyrolysis 2014, 109, 272–277. [Google Scholar] [CrossRef]
- Elordi, G.; Olazar, M.; Lopez, G.; Artetxe, M.; Bilbao, J. Product yields and compositions in the continuous pyrolysis of high-density polyethylene in a conical spouted bed reactor. Ind. Eng. Chem. Res. 2011, 50, 6650–6659. [Google Scholar] [CrossRef]
- Arabiourrutia, M.; Elordi, G.; Lopez, G.; Borsella, E.; Bilbao, J.; Olazar, M. Characterization of the waxes obtained by the pyrolysis of polyolefin plastics in a conical spouted bed reactor. J. Anal. Appl. Pyrolysis 2012, 94, 230–237. [Google Scholar] [CrossRef]
- Jung, S.H.; Cho, M.H.; Kang, B.S.; Kim, J.S. Pyrolysis of a fraction of waste polypropylene and polyethylene for the recovery of BTX aromatics using a fluidized bed reactor. Fuel Process. Technol. 2010, 91, 277–284. [Google Scholar] [CrossRef]
- Cho, M.H.; Jung, S.H.; Kim, J.S. Pyrolysis of mixed plastic wastes for the recovery of benzene, toluene, and xylene (BTX) aromatics in a fluidized bed and chlorine removal by applying various additives. Energy Fuels 2010, 24, 1389–1395. [Google Scholar] [CrossRef]
- Grause, G.; Matsumoto, S.; Kameda, T.; Yoshioka, T. Pyrolysis of mixed plastics in a fluidized bed of hard burnt lime. Ind. Eng. Chem. Res. 2011, 50, 5459–5466. [Google Scholar] [CrossRef]
- Bagri, R.; Williams, P.T. Catalytic pyrolysis of polyethylene. J. Anal. Appl. Pyrolysis 2002, 63, 29–41. [Google Scholar] [CrossRef]
- Ali, M.F.; Ahmed, S.; Qureshi, M.S. Catalytic coprocessing of coal and petroleum residues with waste plastics to produce transportation fuels. Fuel Process. Technol. 2011, 92, 1109–1120. [Google Scholar] [CrossRef]
- Kaminsky, W. Plastics recycling. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 1992; ISBN 3-52730-385-5. [Google Scholar]
- Xue, Y.; Johnston, P.; Bai, X. Effect of catalyst contact mode and gas atmosphere during catalytic pyrolysis of waste plastics. Energy Convers. Manag. 2017, 142, 441–451. [Google Scholar] [CrossRef]
- Wan, S.; Wang, Y. A review on ex situ catalytic fast pyrolysis of biomass. Front. Chem. Sci. Eng. 2014, 8, 280–294. [Google Scholar] [CrossRef]
- Luo, G.; Resende, F.L.P. In-situ and ex-situ upgrading of pyrolysis vapors from beetle-killed trees. Fuel 2016, 166, 367–375. [Google Scholar] [CrossRef]
- Degnan, T.F. Applications of zeolites in petroleum refining. Top. Catal. 2000, 13, 349–356. [Google Scholar] [CrossRef]
- Artetxe, M.; Lopez, G.; Amutio, M.; Elordi, G.; Bilbao, J.; Olazar, M. Cracking of high density polyethylene pyrolysis waxes on HZSM-5 catalysts of different acidity. Ind. Eng. Chem. Res. 2013, 52, 10637–10645. [Google Scholar] [CrossRef]
- Garforth, A.A.; Lin, Y.H.; Sharratt, P.N.; Dwyer, J. Production of hydrocarbons by catalytic degradation of high density polyethylene in a laboratory fluidised-bed reactor. Appl. Catal. A Gen. 1998, 169, 331–342. [Google Scholar] [CrossRef]
- Lin, Y.H.; Yen, H.Y. Fluidised bed pyrolysis of polypropylene over cracking catalysts for producing hydrocarbons. Polym. Degrad. Stab. 2005, 89, 101–108. [Google Scholar] [CrossRef]
- Seo, Y.H.; Lee, K.H.; Shin, D.H. Investigation of catalytic degradation of high-density polyethylene by hydrocarbon group type analysis. J. Anal. Appl. Pyrolysis 2003, 70, 383–398. [Google Scholar] [CrossRef]
- del Remedio Hernández, M.; Gómez, A.; García, Á.N.; Agulló, J.; Marcilla, A. Effect of the temperature in the nature and extension of the primary and secondary reactions in the thermal and HZSM-5 catalytic pyrolysis of HDPE. Appl. Catal. A Gen. 2007, 317, 183–194. [Google Scholar] [CrossRef]
- Aguado, J.; Serrano, D.P.; San Miguel, G.; Castro, M.C.; Madrid, S. Feedstock recycling of polyethylene in a two-step thermo-catalytic reaction system. J. Anal. Appl. Pyrolysis 2007, 1–2, 415–423. [Google Scholar] [CrossRef]
- Marcilly, C.R. Where and how shape selectivity of molecular sieves operates in refining and petrochemistry catalytic processes. Top. Catal. 2000, 13, 357–366. [Google Scholar] [CrossRef]
- Sakata, Y.; Azhar Uddin, M.; Muto, A.; Kanada, Y.; Koizumi, K.; Murata, K. Catalytic degradation of polyethylene into fuel oil over mesoporous silica (KFS-16) catalyst. J. Anal. Appl. Pyrolysis 1997, 43, 15–25. [Google Scholar] [CrossRef]
- Ratnasari, D.K.; Nahil, M.A.; Williams, P.T. Catalytic pyrolysis of waste plastics using staged catalysis for production of gasoline range hydrocarbon oils. J. Anal. Appl. Pyrolysis 2017, 124, 631–637. [Google Scholar] [CrossRef]
- Khan, M.S.; Inamullah; Sohail, M.; Khattak, N.S. Conversion of Mixed Low-Density Polyethylene Wastes into Liquid Fuel by Novel CaO/SiO2 Catalyst. J. Polym. Environ. 2016, 24, 255–263. [Google Scholar] [CrossRef]
- Huang, W.C.; Huang, M.S.; Huang, C.F.; Chen, C.C.; Ou, K.L. Thermochemical conversion of polymer wastes into hydrocarbon fuels over various fluidizing cracking catalysts. Fuel 2010, 89, 2305–2316. [Google Scholar] [CrossRef]
- Ateş, F.; Miskolczi, N.; Borsodi, N. Comparision of real waste (MSW and MPW) pyrolysis in batch reactor over different catalysts. Part I: Product yields, gas and pyrolysis oil properties. Bioresour. Technol. 2013, 133, 443–454. [Google Scholar] [CrossRef] [PubMed]
- Muneer, B.; Zeeshan, M.; Qaisar, S.; Razzaq, M.; Iftikhar, H. Influence of in-situ and ex-situ HZSM-5 catalyst on co-pyrolysis of corn stalk and polystyrene with a focus on liquid yield and quality. J. Clean. Prod. 2019, 237, 117762. [Google Scholar] [CrossRef]
- Zhang, Y.; Duan, D.; Lei, H.; Villota, E.; Ruan, R. Jet fuel production from waste plastics via catalytic pyrolysis with activated carbons. Appl. Energy 2019, 251, 113337. [Google Scholar] [CrossRef]
- Utami, M.; Wijaya, K.; Trisunaryanti, W. Pt-promoted sulfated zirconia as catalyst for hydrocracking of LDPE plastic waste into liquid fuels. Mater. Chem. Phys. 2018, 213, 548–555. [Google Scholar] [CrossRef]
- Hu, M.; Guo, D.; Ma, C.; Luo, S.; Chen, X.; Cheng, Q.; Laghari, M.; Xiao, B. A novel pilot-scale production of fuel gas by allothermal biomass gasification using biomass micron fuel (BMF) as external heat source. Clean Technol. Environ. Policy 2016, 18, 743–751. [Google Scholar] [CrossRef]
- Nyakuma, B.B.; Ivase, T.J.P. Emerging trends in sustainable treatment and valorisation technologies for plastic wastes in Nigeria: A concise review. Environ. Prog. Sustain. Energy 2021, 40, e13660. [Google Scholar] [CrossRef]
- Salaudeen, S.A.; Arku, P.; Dutta, A. Gasification of Plastic Solid Waste and Competitive Technologies; Elsevier Inc.: Amsterdam, The Netherlands, 2018; ISBN 9780128131404. [Google Scholar]
- Gil, J.; Corella, J.; Aznar, M.P.; Caballero, M.A. Biomass gasification in atmospheric and bubbling fluidized bed: Effect of the type of gasifying agent on the product distribution. Biomass Bioenergy 1999, 17, 389–403. [Google Scholar] [CrossRef]
- Erkiaga, A.; Lopez, G.; Amutio, M.; Bilbao, J.; Olazar, M. Syngas from steam gasification of polyethylene in a conical spouted bed reactor. Fuel 2013, 109, 461–469. [Google Scholar] [CrossRef]
- Xiao, R.; Jin, B.; Zhou, H.; Zhong, Z.; Zhang, M. Air gasification of polypropylene plastic waste in fluidized bed gasifier. Energy Convers. Manag. 2007, 48, 778–786. [Google Scholar] [CrossRef]
- Czernik, S.; French, R.J. Production of hydrogen from plastics by pyrolysis and catalytic steam reform. Energy Fuels 2006, 20, 754–758. [Google Scholar] [CrossRef]
- Namioka, T.; Saito, A.; Inoue, Y.; Park, Y.; Min, T.J.; Roh, S.A.; Yoshikawa, K. Hydrogen-rich gas production from waste plastics by pyrolysis and low-temperature steam reforming over a ruthenium catalyst. Appl. Energy 2011, 88, 2019–2026. [Google Scholar] [CrossRef]
- Park, Y.; Namioka, T.; Sakamoto, S.; Min, T.J.; Roh, S.A.; Yoshikawa, K. Optimum operating conditions for a two-stage gasification process fueled by polypropylene by means of continuous reactor over ruthenium catalyst. Fuel Process. Technol. 2010, 91, 951–957. [Google Scholar] [CrossRef]
- Wu, C.; Williams, P.T. A novel Ni–Mg–Al–CaO catalyst with the dual functions of catalysis and CO2 sorption for H2 production from the pyrolysis–gasification of polypropylene. Fuel 2010, 89, 1435–1441. [Google Scholar] [CrossRef]
- Wu, C.; Williams, P.T. Pyrolysis-gasification of plastics, mixed plastics and real-world plastic waste with and without Ni-Mg-Al catalyst. Fuel 2010, 89, 3022–3032. [Google Scholar] [CrossRef]
- Wu, C.; Williams, P.T. Investigation of coke formation on Ni-Mg-Al catalyst for hydrogen production from the catalytic steam pyrolysis-gasification of polypropylene. Appl. Catal. B Environ. 2010, 96, 198–207. [Google Scholar] [CrossRef]
- Barbarias, I.; Lopez, G.; Alvarez, J.; Artetxe, M.; Arregi, A.; Bilbao, J.; Olazar, M. A sequential process for hydrogen production based on continuous HDPE fast pyrolysis and in-line steam reforming. Chem. Eng. J. 2016, 296, 191–198. [Google Scholar] [CrossRef]
- Arregi, A.; Lopez, G.; Amutio, M.; Barbarias, I.; Bilbao, J.; Olazar, M. Hydrogen production from biomass by continuous fast pyrolysis and in-line steam reforming. RSC Adv. 2016, 6, 25975–25985. [Google Scholar] [CrossRef]
- Ouadi, M.; Jaeger, N.; Greenhalf, C.; Santos, J.; Conti, R.; Hornung, A. Thermo-Catalytic Reforming of municipal solid waste. Waste Manag. 2017, 68, 198–206. [Google Scholar] [CrossRef]
- Olazar, M.; Santamaria, L.; Lopez, G.; Fernandez, E.; Cortazar, M.; Arregi, A.; Bilbao, J. Progress on catalyst development for the steam reforming of biomass and waste plastics pyrolysis volatiles: A review. Energy Fuels 2021, 35, 17051–17084. [Google Scholar] [CrossRef]
- Kannan, P.; Al Shoaibi, A.; Srinivasakannan, C. Energy recovery from co-gasification of waste polyethylene and polyethylene terephthalate blends. Comput. Fluids 2013, 88, 38–42. [Google Scholar] [CrossRef]
- Arena, U.; Zaccariello, L.; Mastellone, M.L. Fluidized bed gasification of waste-derived fuels. Waste Manag. 2010, 30, 1212–1219. [Google Scholar] [CrossRef] [PubMed]
- Martínez-Lera, S.; Torrico, J.; Pallarés, J.; Gil, A. Design and first experimental results of a bubbling fluidized bed for air gasification of plastic waste. J. Mater. Cycles Waste Manag. 2013, 15, 370–380. [Google Scholar] [CrossRef]
- Sancho, J.A.; Aznar, M.P.; Toledo, J.M. Catalytic Air Gasification of Plastic Waste (Polypropylene) in Fluidized Bed. Part I: Use of in-Gasifier Bed Additives. Ind. Eng. Chem. Res. 2008, 47, 1005–1010. [Google Scholar] [CrossRef]
- Arena, U.; Di Gregorio, F. Energy generation by air gasification of two industrial plastic wastes in a pilot scale fluidized bed reactor. Energy 2014, 68, 735–743. [Google Scholar] [CrossRef]
- Lee, J.W.; Yu, T.U.; Lee, J.W.; Moon, J.H.; Jeong, H.J.; Park, S.S.; Yang, W.; Lee, U. Do Gasification of mixed plastic wastes in a moving-grate gasifier and application of the producer gas to a power generation engine. Energy Fuels 2013, 27, 2092–2098. [Google Scholar] [CrossRef]
- Zaccariello, L.; Mastellone, M.L. Fluidized-bed gasification of plastic waste, wood, and their blends with coal. Energies 2015, 8, 8052–8068. [Google Scholar] [CrossRef] [Green Version]
- Wilk, V.; Hofbauer, H. Conversion of mixed plastic wastes in a dual fluidized bed steam gasifier. Fuel 2013, 107, 787–799. [Google Scholar] [CrossRef]
- Friengfung, P.; Jamkrajang, E.; Sunphorka, S.; Kuchonthara, P.; Mekasut, L. NiO/dolomite catalyzed steam/O2 gasification of different plastics and their mixtures. Ind. Eng. Chem. Res. 2014, 53, 1909–1915. [Google Scholar] [CrossRef]
- Rutberg, P.G.; Kuznetsov, V.A.; Serba, E.O.; Popov, S.D.; Surov, A.V.; Nakonechny, G.V.; Nikonov, A.V. Novel three-phase steam-air plasma torch for gasification of high-caloric waste. Appl. Energy 2013, 108, 505–514. [Google Scholar] [CrossRef]
- Barbarias, I.; Lopez, G.; Artetxe, M.; Arregi, A.; Santamaria, L.; Bilbao, J.; Olazar, M. Pyrolysis and in-line catalytic steam reforming of polystyrene through a two-step reaction system. J. Anal. Appl. Pyrolysis 2016, 122, 502–510. [Google Scholar] [CrossRef]
- Uekert, T.; Kuehnel, M.F.; Wakerley, D.W.; Reisner, E. Plastic waste as a feedstock for solar-driven H2 generation. Energy Environ. Sci. 2018, 11, 2853–2857. [Google Scholar] [CrossRef] [Green Version]
- Jiao, X.; Zheng, K.; Chen, Q.; Li, X.; Li, Y.; Shao, W.; Xu, J.; Zhu, J.; Pan, Y.; Sun, Y.; et al. Photocatalytic Conversion of Waste Plastics into C2 Fuels under Simulated Natural Environment Conditions. Angew. Chemie-Int. Ed. 2020, 59, 15497–15501. [Google Scholar] [CrossRef] [PubMed]
- Liang, W.; Luo, Y.; Song, S.; Dong, X.; Yu, X. High photocatalytic degradation activity of polyethylene containing polyacrylamide grafted TiO2. Polym. Degrad. Stab. 2013, 98, 1754–1761. [Google Scholar] [CrossRef]
- Uekert, T.; Kasap, H.; Reisner, E. Photoreforming of Nonrecyclable Plastic Waste over a Carbon Nitride/Nickel Phosphide Catalyst. J. Am. Chem. Soc. 2019, 141, 15201–15210. [Google Scholar] [CrossRef] [Green Version]
- Kamalian, P.; Khorasani, S.N.; Abdolmaleki, A.; Karevan, M.; Khalili, S.; Shirani, M.; Neisiany, R.E. Toward the development of polyethylene photocatalytic degradation. J. Polym. Eng. 2020, 40, 181–191. [Google Scholar] [CrossRef] [Green Version]
- Hori, T.; Kobayashi, K.; Teranishi, S.; Nagao, M.; Hibino, T. Fuel cell and electrolyzer using plastic waste directly as fuel. Waste Manag. 2020, 102, 30–39. [Google Scholar] [CrossRef]
- Miao, F.; Liu, Y.; Gao, M.; Yu, X.; Xiao, P.; Wang, M.; Wang, S.; Wang, X. Degradation of polyvinyl chloride microplastics via an electro-Fenton-like system with a TiO2/graphite cathode. J. Hazard. Mater. 2020, 399, 123023. [Google Scholar] [CrossRef]
- Jiang, T.; Zhao, X.; Gu, D.; Yan, C.; Jiang, H.; Wu, H.; Wang, B.; Wang, X. STEP polymer degradation: Solar thermo-coupled electrochemical depolymerization of plastics to generate useful fuel plus abundant hydrogen. Sol. Energy Mater. Sol. Cells 2020, 204, 110208. [Google Scholar] [CrossRef]
- Chow, C.F.; Wong, W.L.; Ho, K.Y.F.; Chan, C.S.; Gong, C.B. Combined Chemical Activation and Fenton Degradation to Convert Waste Polyethylene into High-Value Fine Chemicals. Chem.-A Eur. J. 2016, 22, 9513–9518. [Google Scholar] [CrossRef] [PubMed]
- Chow, C.F.; Wong, W.L.; Chan, C.S.; Li, Y.; Tang, Q.; Gong, C.B. Breakdown of plastic waste into economically valuable carbon resources: Rapid and effective chemical treatment of polyvinylchloride with the Fenton catalyst. Polym. Degrad. Stab. 2017, 146, 34–41. [Google Scholar] [CrossRef]
- Feng, H.M.; Zheng, J.C.; Lei, N.Y.; Yu, L.; Kong, K.H.K.; Yu, H.Q.; Lau, T.C.; Lam, M.H.W. Photoassisted fenton degradation of polystyrene. Environ. Sci. Technol. 2011, 45, 744–750. [Google Scholar] [CrossRef] [PubMed]
- Chow, C.F.; Wong, W.L.; Chan, C.W.; Chan, C.S. Converting inert plastic waste into energetic materials: A study on the light-accelerated decomposition of plastic waste with the Fenton reaction. Waste Manag. 2018, 75, 174–180. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Feed | Reactor | Temperature (°C) | Yield (wt%) | Reference | ||
|---|---|---|---|---|---|---|---|
| Liquid | Gas | Char | |||||
| 1. | HDPE | Fixed bed | 550 | 70 | 23 | 7 | [23] |
| 2. | Mixed | Semi batch | 500 | 75.8 | 10 | 14.2 | [24] |
| 3. | HDPE | Batch | 440 | 74 | 9 | 17 | [25] |
| 4. | PE | Steel micro | 350 | 80.9 | 17.2 | 1.9 | [26] |
| 5. | PP | Steel micro | 350 | 67.8 | 30 | 1.6 | [26] |
| 6. | Mixed | Semi batch | 500 | 65.2 | 34 | 0.8 | [27] |
| 7. | PET | Fixed bed | 500 | 38.89 | 52.13 | 8.98 | [28] |
| 8. | PET | Parr mini bench top | 500 | 15.0 | 32.0 | 53.0 | [29] |
| 9. | HDPE | Horizontal steel | 350 | 80.88 | 17.24 | 1.88 | [26] |
| 10. | HDPE | Semi batch | 450 | 91.2 | 4.1 | 4.7 | [30] |
| 11. | HDPE | Batch | 550 | 84.70 | 16.30 | - | [31] |
| 12. | HDPE | Fluidized bed | 650 | 68.50 | 31.50 | - | [32] |
| 13. | HDPE | Semi-batch | 400 | 82 | 16 | 2 | [33] |
| 14. | HDPE | Fluidized bed | 500 | 85 | 10 | 5 | [34] |
| 15. | PS | Batch | 581 | 89.5 | 9.9 | 0.6 | [35] |
| 16. | PS | Semi-batch | 400 | 90 | 6 | 4 | [33] |
| 17. | PP | Batch | 380 | 80.1 | 6.6 | 13.3 | [36] |
| 18. | PS | Batch | 500 | 96.73 | 3.27 | - | [37] |
| 19. | LDPE | Batch | 430 | 75.6 | 8.2 | 7.5 | [38] |
| 20. | PP | Semi-batch | 400 | 85 | 13 | 2 | [33] |
| 21. | HDPE | Semi-batch | 450 | 91.2 | 4.1 | 4.7 | [30] |
| 22. | LDPE | Fluidized bed | 600 | 51.0 | 24.2 | - | [39] |
| 23. | HDPE | Batch | 450 | 74.5 | 5.8 | 19.7 | [40] |
| 24. | PP | Semi-batch | 450 | 92.3 | 4.1 | 3.6 | [41] |
| 25. | HDPE | CSBR | 650 | 46.0 | 18.0 | - | [42] |
| 26. | Mixed | CSBR | 450–600 | - | - | 100% wax | [43] |
| 27. | LDPE and PP | Fluidized bed | 680 | 56.7 | 42.8 | 0.5 | [44] |
| 28. | Mixed | Fluidized bed | 677 | 57.8 | 35.3 | 6.9 | [45] |
| 29. | Mixed | Fluidized bed | 600 | 49.0 | 43.0 | 8.0 | [46] |
| 30. | LDPE | Fixed bed | 500 | 95.0 | 5.0 | - | [47] |
| 31. | PP | Batch | 430 | 80.7 | 4.3 | 6.1 | [48] |
| 32. | LDPE | Batch | 550 | 93.1 | 14.6 | - | [31] |
| 33. | HDPE | Fluidized bed | 650 | 68.5 | 31.5 | - | [32] |
| S. No. | Feed | Microwave Power Range (kW) | Yield (wt.%) | ||
|---|---|---|---|---|---|
| Liquid | Gas | Char | |||
| 1. | HDPE | 3 | 83.92 | 15.68 | 0.40 |
| 2. | PP | 3 | 70.82 | 13.29 | 15.89 |
| 3. | PVC | 3 | 3.44 | 81.87 | 14.69 |
| 4. | PET | 1.8–3 | 35.32 | 26.48 | 38.20 |
| 5. | PS | 3–6 | 89.25 | 8.92 | 6.83 |
| S. No. | Plastic Type | Catalyst | Operating Temperature | Plastic to Catalyst Ratio | Oil Yield (wt. %) | Reference |
|---|---|---|---|---|---|---|
| 1. | LDPE and HDPE | MCM-41 and HZSM-5 | 500 °C | 1:2 | 97 | [62] |
| 2. | LDPE | CaO/SiO2 | 300 °C | 1:1 | 69 | [63] |
| 3. | PE, PP, PS | USY | 360 °C | 5:2 | 3.7 | [64] |
| 4. | PE, PP, PS | ZSM-5 | 360 °C | 5:2 | 3.3 | [64] |
| 5. | PE, PP, PS | MOR | 360 °C | 5:2 | 4.3 | [64] |
| 6. | PE, PP, PS | ASA | 360 °C | 5:2 | 4.7 | [64] |
| 7. | PE, PP, PS and organic wastes | Y-zeolite, b-zeolite, MoO3, Ni-Mo-catalyst, HZSM-5, Al(OH)3 | 500 °C | 10:1 | 28 | [65] |
| 8. | PS | HZSM-5 | 500 °C | 1:4 | 66.5 | [66] |
| 9. | LDPE | Activated carbon | 500 °C | 2:5 | 70 | [67] |
| 10. | LDPE | Platinum promoted sulphated zirconia | 300–400 °C | 100:1 | 67.5 | [68] |
| 11. | HDPE | ZSM-5 | 450 °C | 20:1 | 35 | [57] |
| 12. | HDPE | Silica alumina | 450 °C | 20:1 | 78 | [57] |
| 13. | LDPE | HZSM-5 | 425 °C | 10:1 | 7 | [59] |
| 14. | LDPE | HZSM-5 | 450 °C | 10:1 | 16 | [59] |
| 15. | LDPE | HZSM-5 | 475 °C | 10:1 | 22 | [59] |
| 16. | LDPE | Al-MCM-41 | 475 °C | 10:1 | 40 | [59] |
| 17. | LDPE | HZSM-5 | 550 °C | 10:1 | 18 | [31] |
| 18. | HDPE | HZSM-5 | 550 °C | 10:1 | 17 | [31] |
| 19. | LDPE | HUSY | 550 °C | 10:1 | 62 | [31] |
| 20. | HDPE | MCM | 450 °C | 34:1 | 78 | [40] |
| 21. | HDPE | FCC | 450 °C | 34:1 | 82 | [40] |
| 22. | HDPE | HZSM-5 | 450 °C | 34:1 | 81 | [40] |
| S. No. | Parameter | Fixed or Moving Bed | Fluidized Bed | Entrained Bed |
|---|---|---|---|---|
| 1. | Feed size | Less than 51 mm | Less than 6 mm | Less than 0.15 mm |
| 2. | Tolerance for fines | Limited | Good | Excellent |
| 3. | Tolerance for coarse | Very good | Good | Poor |
| 4. | Gas exit temperature | 450–650 °C | 800–1000 °C | Greater than 1200 °C |
| 5. | Feedstock tolerance | Low rank coal | Low rank coal and excellent for biomass | Any coal including caking but unsuitable for biomass |
| 6. | Oxidant requirements | Low | Moderate | High |
| 7. | Reaction zone temperature | 1090 °C | 800–1000 °C | 1990 °C |
| 8. | Steam requirement | High | Moderate | Low |
| 9. | Nature of ash produced | Dry | Dry | Slagging |
| 10. | Cold-gas efficiency | 80% | 89% | 80% |
| 11. | Application | Small capacities | Medium size units | Large capacities |
| 12. | Problem areas | Tar production and utilization of fines | Carbon conversion | Raw-gas cooling |
| Reaction Type | Reaction | Heat of Reaction (kJ/mol) |
|---|---|---|
| R1: Combustion reaction | C + ½ O2  CO CO | −122 |
| R2: Combustion reaction | CO + ½ O2 CO2 | −283 |
| R3: Combustion reaction | H2 + ½ O2 H2O | −248 |
| R4: Water gas reaction | C + H2O CO + H2 | +136 |
| R5: Water gas shift reaction | CO + H2O CO2 + H2 | −35 |
| R6: Steam reforming of methane | CH4 + H2O CO + 3H2 | +206 |
| R7: Boudouard reaction | C + CO2 2CO | +171 |
| R8: Hydrogasification | C + 2H2 CH4 | −74.8 |
| S. No. | Feed | Reactor Type | Conditions [Equivalence Ratio (ER), Temperature (T), Steam to Plastic (S/P)] | Gasifying Medium | Gas Yield (m3kg−1) | Gas Composition (% vol) | Reference |
|---|---|---|---|---|---|---|---|
| 1. | PE | Bubbling fluidized bed | ER: 0.2–0.31, T: 845–897 °C | Air | 3–4.3 | H2: 9.1–9.5, CO: 2.2–2.8, CO2: 9.1–10.4, CH4: 7.1–10.4 | [86] |
| 2. | PE | Bubbling fluidized bed | ER: 0.3, T: 750 °C | Air | 3.6 | H2: 2.7, CO: 6.1, CO2: 8.8, CH4: 7.0 | [87] |
| 3. | PP | Fluidized bed | ER: 0.32–0.36 T: 850 °C | Air | 4.5 | H2: 5, CO: 5, CO2: 12, CH4: 3 | [88] |
| 4. | PP | Fluidized bed | ER: 0.2–0.45 T: 690–950 °C | Air | 2.0–3.8 | H2: 4–5, CO: 15–20, CO2: 9–15, CH4: 4–6 | [74] |
| 5. | Waste PE | Bubbling fluidized bed | ER: 0.3, T: 750 °C | Air | 3.7 | H2: 3, CO: 8.7, CO2: 7.4, CH4: 8.7 | [87] |
| 6. | Mixed plastic wastes | Bubbling fluidized bed | ER: 0.25, T: 887 °C | Air | 3.3 | H2: 5.9, CO: 4.5, CO2: 10.3, CH4: 6.6 | [89] |
| 7. | PE | Bubbling fluidized bed | ER: 0.2–0.29 T: 807–850 °C | Air | 4.2–6.2 | H2: 30, CO: 18.4–20.9, CO2: 1.6–2.2, CH4: 3.4–1.5 | [86] |
| 8. | Waste plastic mixture | Fixed bed | ER: 0.15–0.6 T: 700–900 °C | Air | 1.2–1.5 | H2: 29–41, CO: 22–33, CO2: 8.2–22, CH4: 4.3–10 | [90] |
| 9. | Waste polyolefins | Bubbling fluidized bed | ER: 0.25–0.35, T: 750 °C | Air | 3.2–4.4 | H2: 3, CO: 8.5–10, CO2: 6.5–7.8, CH4: 8.5–10 | [87] |
| 10. | Waste plastic mixture | Bubbling fluidized bed | ER: 0.22–0.31 T: 869–914 °C | Air | 2.5–3.2 | H2: 6.6–6.8, CO: 3.7–4.8, CO2: 11–11.6, CH4: 6.3–7.3 | [86] |
| 11. | PP | Fluidized bed | ER: 0.32–0.36 T: 850 °C | Air | 5.3 | H2: 6, CO: 7, CO2: 16, CH4: 8 | [88] |
| 12. | Mixed plastic and cellulosic material | Bubbling fluidized bed | ER: 0.24, T: 869 °C | Air | 2.73 | H2: 6, CO: 6.6, CO2: 12.7, CH4: 6.5 | [89] |
| 13. | Recycled plastic | Bubbling fluidized bed | ER: 0.25, T: 877 °C | Air | 3.5 | H2: 6, CO: 6.6, CO2: 12.7, CH4: 6.5 | [91] |
| 14. | PE | Fluidized bed | S/P: 2, T: 850 °C | Steam | 1.2 | H2: 38, CO: 7, CO2: 8, CH4: 30 | [92] |
| 15. | PP | Fluidized bed | S/P: 2, T: 850 °C | Steam | 1 | H2: 34, CO: 4, CO2: 8, CH4: 40 | [92] |
| 16. | PP + PE | Fluidized bed | S/P: 2, T: 835 °C | Steam | 2.1 | H2: 46, CO: 22, CO2: 5, CH4: 16 | [92] |
| 17. | PE + PET | Fluidized bed | S/P: 1.2, T: 850 °C | Steam | 1 | H2: 27, CO: 20, CO2: 29, CH4: 15 | [92] |
| 18. | PE + PS | Fluidized bed | S/P: 1.8, T: 850 °C | Steam | 1.4 | H2: 52, CO: 24, CO2: 7, CH4: 12 | [92] |
| 19. | PE | Spouted bed | S/P: 1, T: 800–900 °C | Steam | 2.5-3.4 | H2: 57–60, CO: 24–28, CO2: 1–3, CH4: 6–7 | [73] |
| 20. | PE | Spouted bed | S/P: 1, T: 900 °C | Steam | 3.2 | H2: 58, CO: 27, CO2: 3, CH4: 7 | [73] |
| 21. | PE | Spouted bed | S/P: 1, T: 900 °C | Steam | 3.3 | H2: 59, CO: 26, CO2: 2, CH4: 8 | [73] |
| 22. | PP | Fixed bed | T: 850 °C | Steam | 1.9 | H2: 38, CO: 45, CO2: 8, CH4: 9 | [93] |
| 23. | HDPE | Fixed bed | T: 850 °C | Steam | 2.4 | H2: 35, CO: 43, CO2: 10, CH4: 11 | [93] |
| 24. | PS | Fixed bed | T: 850 °C | Steam | 1.3 | H2: 29, CO: 43, CO2: 26, CH4: 1.7 | [93] |
| 25. | Waste plastic | Plasma | T: 1200 °C | Steam | 3.5 | H2: 62, CO: 34 | [94] |
| 26. | PP | Fixed bed/fixed bed | T: 400/580–680 °C | Pyrolysis and steam reforming | 5.4-8.8 | H2: 70, CO: 9–11, CO2: 16–19, CH4: 1.4–1.5 | [77] |
| 27. | PP | Fixed bed/fixed bed | T: 400–600/630 °C | Pyrolysis and steam reforming | 5.4-5.6 | H2: 71–72, CO: 8–9, CO2: 19, CH4: 0.9–1.5 | [77] |
| 28. | PS | Spouted bed/fluidized bed | T: 500/700 °C | Pyrolysis and steam reforming | 5 | H2: 65, CO: 14, CO2: 21, CH4: <0.1 | [95] |
| 29. | PE | Fixed bed/fixed bed | T: 500/800 °C | Pyrolysis and steam reforming | 4.35 | H2: 67, CO: 24, CO2: 9, CH4: 1 | [79] |
| 30. | PP | Fluidized bed/fluidized bed | T: 650/850 °C | Pyrolysis and steam reforming | 4.1 | H2: 65, CO: 12, CO2: 21, CH4: 1.6 | [75] |
| S. No. | Feed Type | Catalyst | Operating Condition | Products | References |
|---|---|---|---|---|---|
| 1. | LDPE | TiO2 | UV light | CO2 | [98] |
| 2. | PET | CdS/CdOx | Visible light | H2 | [96] |
| 3. | PET | CN/Ni2P | Solar light | H2 | [99] |
| 4. | LDPE | ZnO | UV light | CO2 | [100] |
| S. No. | Feed Type | Catalyst | Operating Condition | Products | References |
|---|---|---|---|---|---|
| 1. | PVC | TiO2/graphite cathode | Temperature = 100 °C, Applied potential = −0.7 V | CH3COOH | [102] |
| 2. | PVA | H3PO4 | Temperature = 100 °C, External voltage = 0.55 V | H2 | [101] |
| 3. | PP | NaOH, KOH | Temperature = 350 °C, External voltage = 1.5 V | Gas | [103] |
| S. No. | Feed Type | Catalyst | Operating Condition | Products | References |
|---|---|---|---|---|---|
| 1. | PS | FeCl3, H2O2 | UV light, Time = 5 h | CO2 | [106] |
| 2. | LDPE | FeCl3, H2O2 | Chlorosulfuric acid (HSO3Cl) = 2.5% | C1–C4 acids | [104] |
| 3. | PVC | FeCl3, H2O2 | Temperature = 50 °C | C1 or C2 acids | [105] |
| 4. | PE | FeCl3, H2O2 | pH = 2.5 UV-Vis light Time = 2 h | CO2 | [107] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rafey, A.; Pal, K.; Bohre, A.; Modak, A.; Pant, K.K. A State-of-the-Art Review on the Technological Advancements for the Sustainable Management of Plastic Waste in Consort with the Generation of Energy and Value-Added Chemicals. Catalysts 2023, 13, 420. https://doi.org/10.3390/catal13020420
Rafey A, Pal K, Bohre A, Modak A, Pant KK. A State-of-the-Art Review on the Technological Advancements for the Sustainable Management of Plastic Waste in Consort with the Generation of Energy and Value-Added Chemicals. Catalysts. 2023; 13(2):420. https://doi.org/10.3390/catal13020420
Chicago/Turabian StyleRafey, Abdul, Kunwar Pal, Ashish Bohre, Arindam Modak, and Kamal Kishore Pant. 2023. "A State-of-the-Art Review on the Technological Advancements for the Sustainable Management of Plastic Waste in Consort with the Generation of Energy and Value-Added Chemicals" Catalysts 13, no. 2: 420. https://doi.org/10.3390/catal13020420