
Selective Synthesis of Levulinic Ester from Furfural Catalyzed by Hierarchical Zeolites

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Results
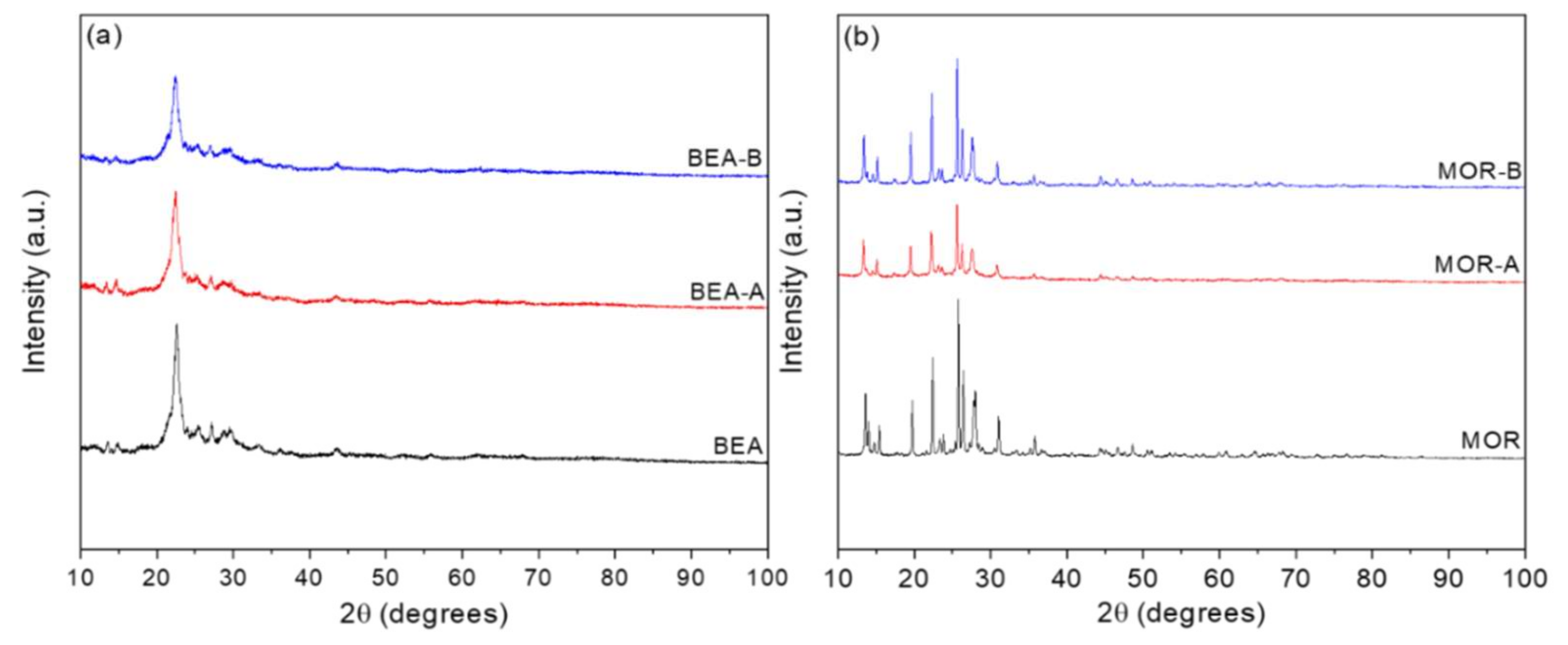
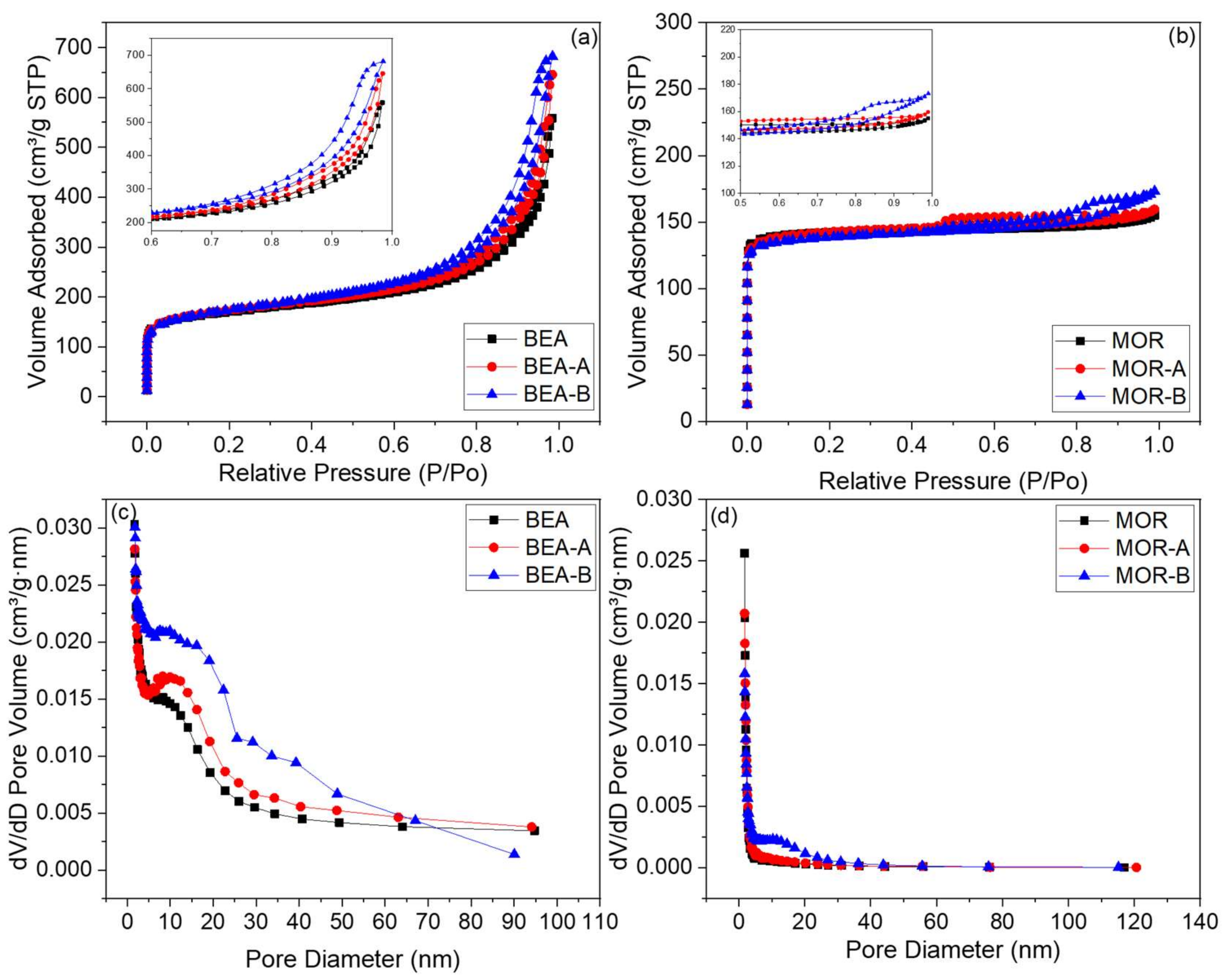
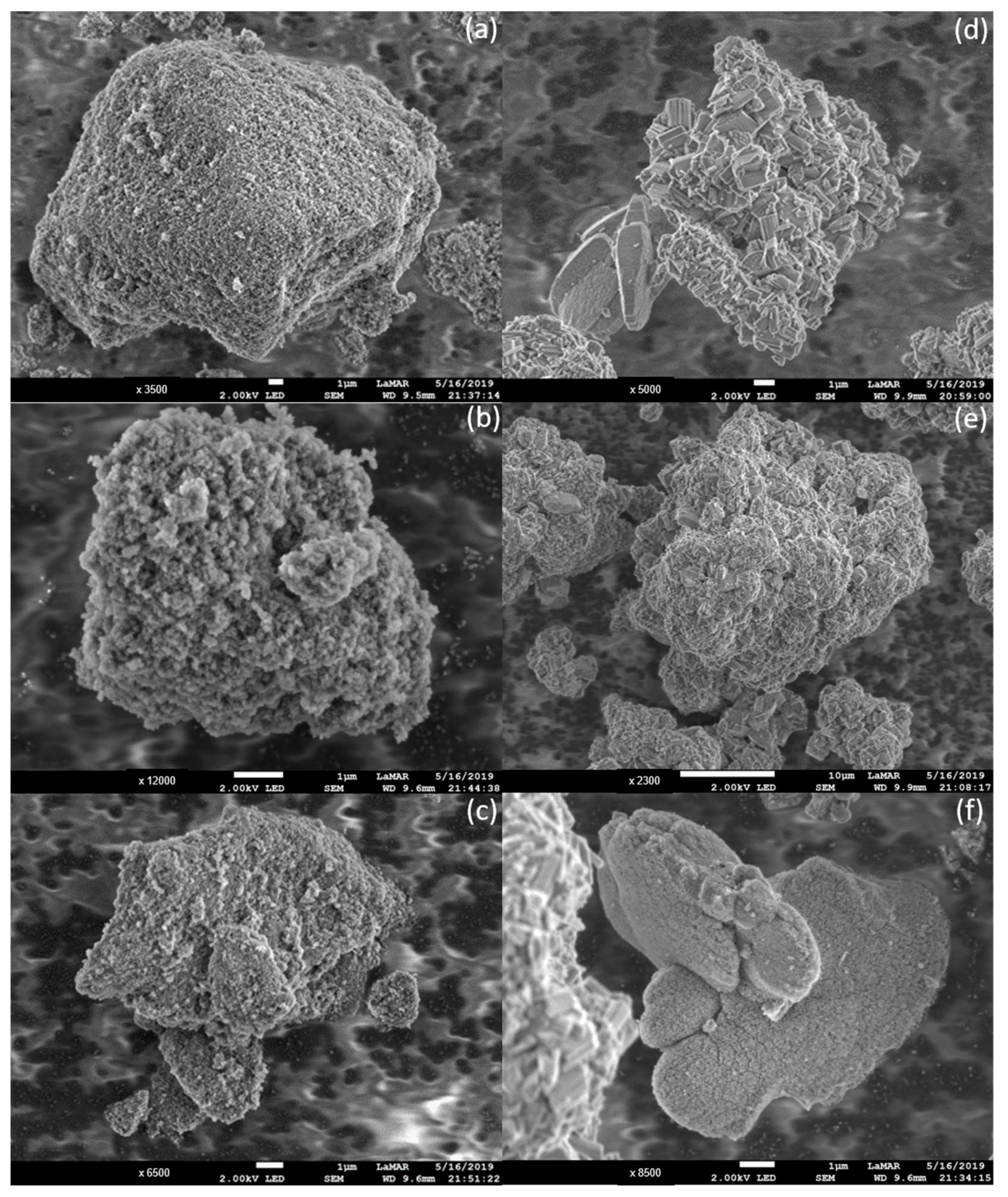
2.1. Crystalline, Textural, and Morphological Properties
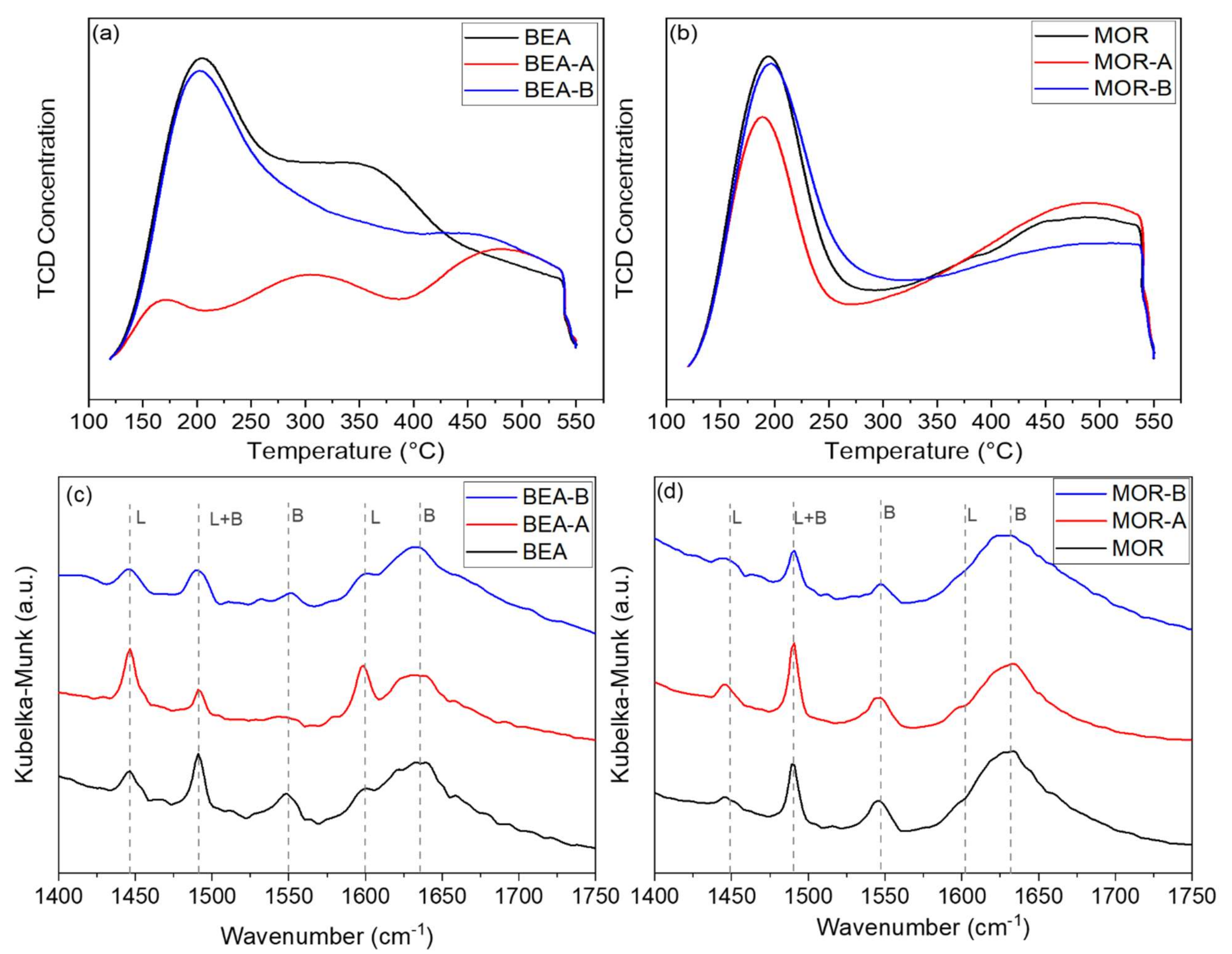
2.2. Acidic Properties
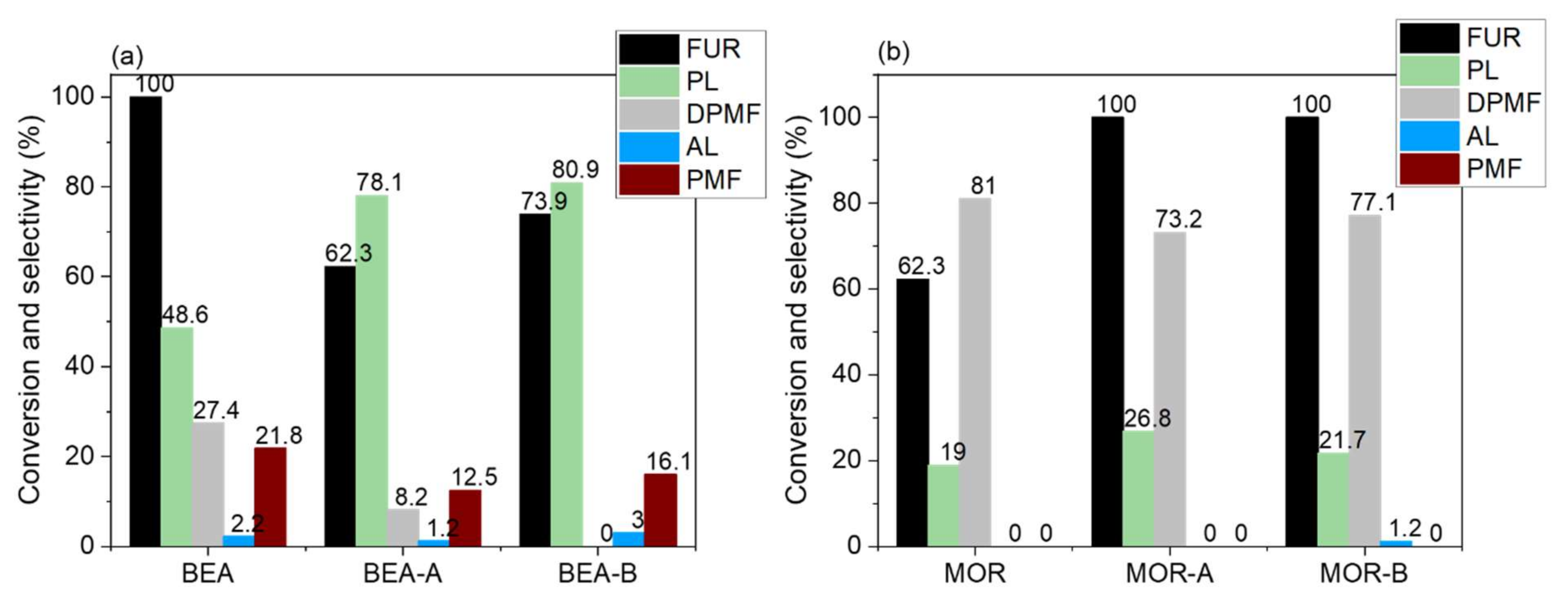
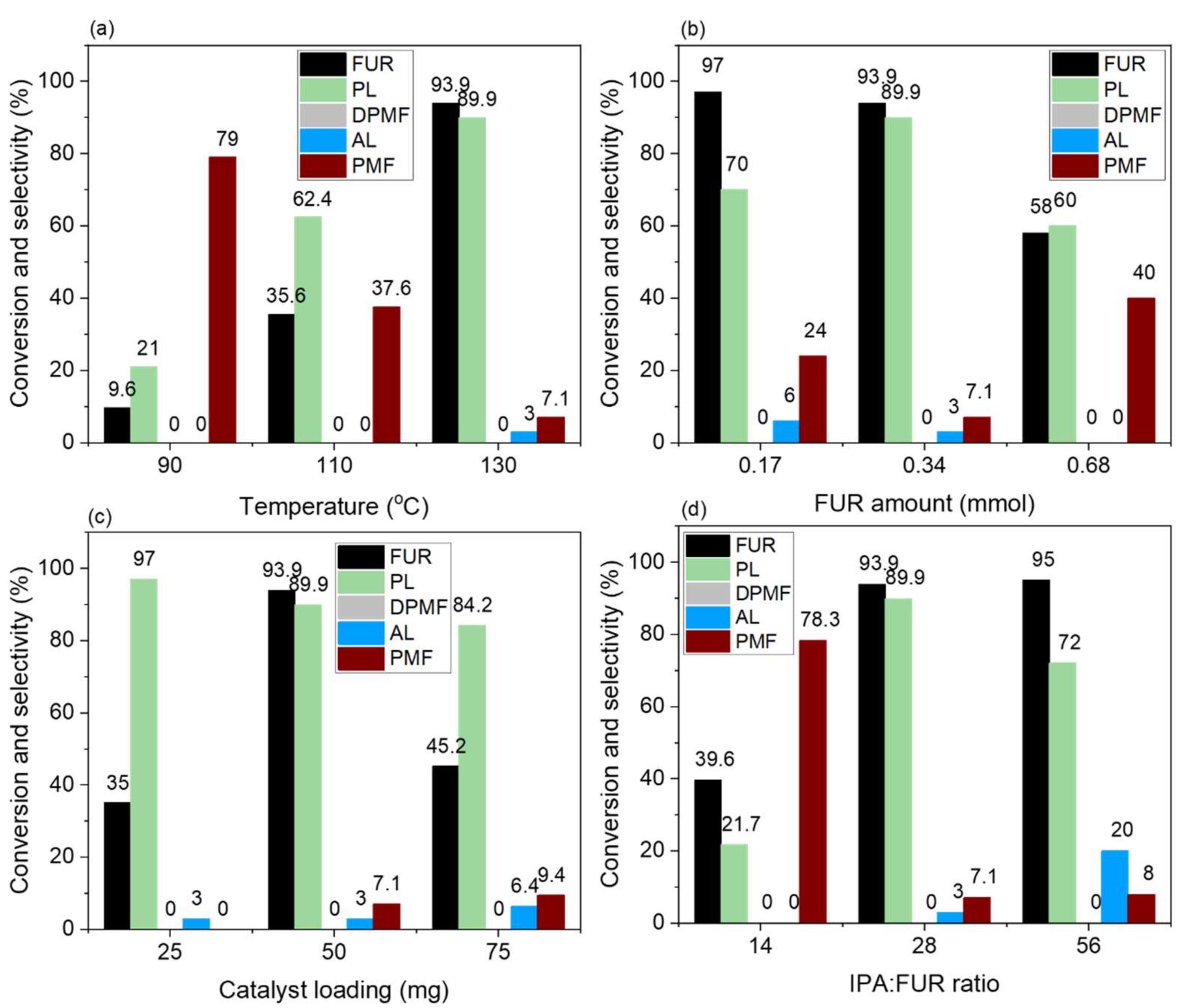
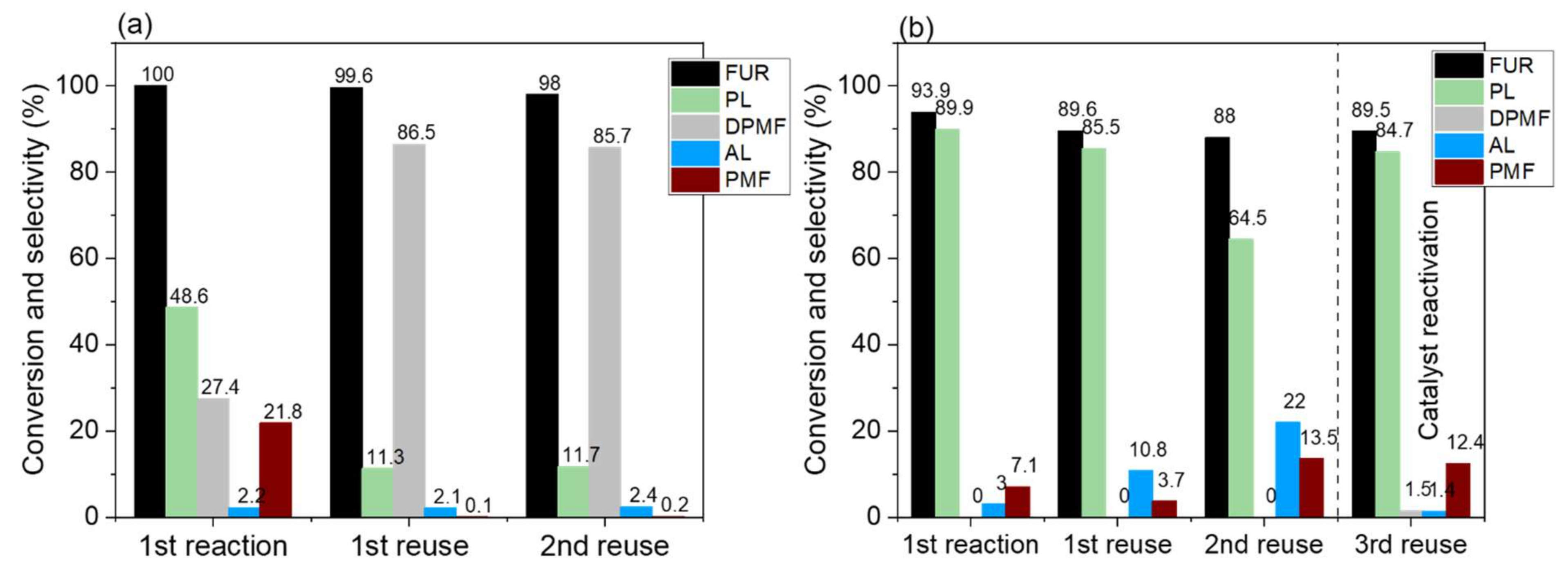
2.3. Catalytic Evaluation
3. Materials and Methods
3.1. Materials
3.2. Hierarchical Beta Zeolite Synthesis
3.3. Hierarchical Mordenite Zeolite Synthesis
3.4. Materials Characterization
3.5. Catalytic Evaluation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kilian, L. Understanding the Estimation of Oil Demand and Oil Supply Elasticities. Energy Econ. 2022, 107, 105844. [Google Scholar] [CrossRef]
- Nanda, S.; Mohammad, J.; Reddy, S.N.; Kozinski, J.A.; Dalai, A.K. Pathways of Lignocellulosic Biomass Conversion to Renewable Fuels. Biomass Convers. Biorefin. 2014, 4, 157–191. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Huber, G.W. The Critical Role of Heterogeneous Catalysis in Lignocellulosic Biomass Conversion. Energy Environ. Sci. 2009, 2, 68–80. [Google Scholar] [CrossRef] [Green Version]
- Den, W.; Sharma, V.K.; Lee, M.; Nadadur, G.; Varma, R.S. Lignocellulosic Biomass Transformations via Greener Oxidative Pretreatment Processes: Access to Energy and Value-Added Chemicals. Front. Chem. 2018, 6, 141. [Google Scholar] [CrossRef] [Green Version]
- Seidl, P.R.; Goulart, A.K. Pretreatment Processes for Lignocellulosic Biomass Conversion to Biofuels and Bioproducts. Curr. Opin. Green Sustain. Chem. 2016, 2, 48–53. [Google Scholar] [CrossRef]
- Rinaldi, R. Catalytic Hydrogenation for Biomass Valorization; Energy and Environment Series; Royal Society of Chemistry: Cambridge, UK, 2014; pp. 22–150. ISBN 978-1-84973-801-9. [Google Scholar]
- Li, X.; Jia, P.; Wang, T. Furfural: A Promising Platform Compound for Sustainable Production of C4 and C5 Chemicals. ACS Catal. 2016, 6, 7621–7640. [Google Scholar] [CrossRef]
- Jorge, E.Y.C.; Lima, C.G.S.; Lima, T.M.; Marchini, L.; Gawande, M.B.; Tomanec, O.; Varma, R.S.; Paixão, M.W. Sulfonated Dendritic Mesoporous Silica Nanospheres: A Metal-Free Lewis Acid Catalyst for the Upgrading of Carbohydrates. Green Chem. 2020, 22, 1754–1762. [Google Scholar] [CrossRef]
- Jorge, E.Y.C.; de M. Lima, T.; Lima, C.G.S.; Marchini, L.; Castelblanco, W.N.; Rivera, D.G.; Urquieta-González, E.A.; Varma, R.S.; Paixão, M.W. Metal-Exchanged Magnetic β-Zeolites: Valorization of Lignocellulosic Biomass-Derived Compounds to Platform Chemicals. Green Chem. 2017, 19, 3856–3868. [Google Scholar] [CrossRef]
- Long, J.; Zhao, W.; Li, H.; Yang, S. Furfural as a Renewable Chemical Platform for Furfuryl Alcohol Production. In Biomass, Biofuels, Biochemicals; Elsevier: Amsterdam, The Netherlands, 2020; pp. 299–322. [Google Scholar]
- Démolis, A.; Essayem, N.; Rataboul, F. Synthesis and Applications of Alkyl Levulinates. ACS Sustain. Chem. Eng. 2014, 2, 1338–1352. [Google Scholar] [CrossRef]
- Bui, L.; Luo, H.; Gunther, W.R.; Román-Leshkov, Y. Domino Reaction Catalyzed by Zeolites with Brønsted and Lewis Acid Sites for the Production of γ-Valerolactone from Furfural. Angew. Chem. Int. Ed. 2013, 52, 8022–8025. [Google Scholar] [CrossRef]
- Lin, X.; Li, M.; Jian, Y.; Huang, J.; Yang, S.; Li, H. One-Pot Domino Conversion of Biomass-Derived Furfural to γ-Valerolactone with an in-Situ Formed Bifunctional Catalyst. Energy Sources Part A Recover. Util. Environ. Eff. 2021, 1–17. [Google Scholar] [CrossRef]
- Sun, W.; Li, H.; Wang, X.; Liu, A. Cascade Upgrading of Biomass-Derived Furfural to γ-Valerolactone Over Zr/Hf-Based Catalysts. Front. Chem. 2022, 10, 863674. [Google Scholar] [CrossRef]
- Li, W.; Li, M.; Liu, H.; Jia, W.; Yu, X.; Wang, S.; Zeng, X.; Sun, Y.; Wei, J.; Tang, X.; et al. Domino Transformation of Furfural to γ-Valerolactone over SAPO-34 Zeolite Supported Zirconium Phosphate Catalysts with Tunable Lewis and Brønsted Acid Sites. Mol. Catal. 2021, 506, 111538. [Google Scholar] [CrossRef]
- Taarning, E.; Osmundsen, C.M.; Yang, X.; Voss, B.; Andersen, S.I.; Christensen, C.H. Zeolite-Catalyzed Biomass Conversion to Fuels and Chemicals. Energy Environ. Sci. 2011, 4, 793–804. [Google Scholar] [CrossRef] [Green Version]
- Gómez Bernal, H.; Benito, P.; Rodríguez-Castellón, E.; Raspolli Galletti, A.M.; Funaioli, T. Synthesis of Isopropyl Levulinate from Furfural: Insights on a Cascade Production Perspective. Appl. Catal. A Gen. 2019, 575, 111–119. [Google Scholar] [CrossRef]
- Sajid, M.; Farooq, U.; Bary, G.; Azim, M.M.; Zhao, X. Sustainable Production of Levulinic Acid and Its Derivatives for Fuel Additives and Chemicals: Progress, Challenges, and Prospects. Green Chem. 2021, 23, 9198–9238. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Yang, S.; Wei, J.; He, L.; Peng, L.; Tang, X.; Ni, Y. Highly Selective Conversion of Furfural to Furfural Alcohol or Levulinate Ester in One Pot over ZrO2@SBA-15 and Its Kinetic Behavior. ACS Sustain. Chem. Eng. 2020, 8, 5584–5594. [Google Scholar] [CrossRef]
- Ennaert, T.; Van Aelst, J.; Dijkmans, J.; De Clercq, R.; Schutyser, W.; Dusselier, M.; Verboekend, D.; Sels, B.F. Potential and Challenges of Zeolite Chemistry in the Catalytic Conversion of Biomass. Chem. Soc. Rev. 2016, 45, 584–611. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Yang, S.; Riisager, A.; Pandey, A.; Sangwan, R.S.; Saravanamurugan, S.; Luque, R. Zeolite and Zeotype-Catalysed Transformations of Biofuranic Compounds. Green Chem. 2016, 18, 5701–5735. [Google Scholar] [CrossRef]
- Triantafyllidis, K.S.; Iliopoulou, E.F.; Karakoulia, S.A.; Nitsos, C.K.; Lappas, A.A. Mesoporous Zeolite Catalysts for Biomass Conversion to Fuels and Chemicals. In Mesoporous Zeolites; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2015; pp. 497–540. [Google Scholar]
- Khan, W.; Jia, X.; Wu, Z.; Choi, J.; Yip, A. Incorporating Hierarchy into Conventional Zeolites for Catalytic Biomass Conversions: A Review. Catalysts 2019, 9, 127. [Google Scholar] [CrossRef] [Green Version]
- Pérez-Ramírez, J.; Christensen, C.H.; Egeblad, K.; Christensen, C.H.; Groen, J.C. Hierarchical Zeolites: Enhanced Utilisation of Microporous Crystals in Catalysis by Advances in Materials Design. Chem. Soc. Rev. 2008, 37, 2530. [Google Scholar] [CrossRef] [PubMed]
- Hartmann, M. Hierarchical Zeolites: A Proven Strategy to Combine Shape Selectivity with Efficient Mass Transport. Angew. Chem. Int. Ed. 2004, 43, 5880–5882. [Google Scholar] [CrossRef]
- Feliczak-Guzik, A. Hierarchical Zeolites: Synthesis and Catalytic Properties. Microporous Mesoporous Mater. 2018, 259, 33–45. [Google Scholar] [CrossRef]
- Mardiana, S.; Azhari, N.J.; Ilmi, T.; Kadja, G.T.M. Hierarchical Zeolite for Biomass Conversion to Biofuel: A Review. Fuel 2022, 309, 122119. [Google Scholar] [CrossRef]
- González, M.D.; Cesteros, Y.; Salagre, P. Comparison of Dealumination of Zeolites Beta, Mordenite and ZSM-5 by Treatment with Acid under Microwave Irradiation. Microporous Mesoporous Mater. 2011, 144, 162–170. [Google Scholar] [CrossRef]
- Müller, M.; Harvey, G.; Prins, R. Comparison of the Dealumination of Zeolites Beta, Mordenite, ZSM-5 and Ferrierite by Thermal Treatment, Leaching with Oxalic Acid and Treatment with SiCl4 by 1H, 29Si and 27Al MAS NMR. Microporous Mesoporous Mater. 2000, 34, 135–147. [Google Scholar] [CrossRef]
- Zhang, K.; Fernandez, S.; Kobaslija, S.; Pilyugina, T.; O’Brien, J.; Lawrence, J.A.; Ostraat, M.L. Optimization of Hierarchical Structures for Beta Zeolites by Post-Synthetic Base Leaching. Ind. Eng. Chem. Res. 2016, 55, 8567–8575. [Google Scholar] [CrossRef]
- Treacy, M.M.J.; Higgins, J.B. Collection of Simulated XRD Powder Patterns for Zeolites; Elsevier: Amsterdam, The Netherlands, 2007; p. 585. ISBN 9780444530677. [Google Scholar]
- Silaghi, M.-C.; Chizallet, C.; Raybaud, P. Challenges on Molecular Aspects of Dealumination and Desilication of Zeolites. Microporous Mesoporous Mater. 2014, 191, 82–96. [Google Scholar] [CrossRef]
- Pastvova, J.; Kaucky, D.; Moravkova, J.; Rathousky, J.; Sklenak, S.; Vorokhta, M.; Brabec, L.; Pilar, R.; Jakubec, I.; Tabor, E.; et al. Effect of Enhanced Accessibility of Acid Sites in Micromesoporous Mordenite Zeolites on Hydroisomerization of n -Hexane. ACS Catal. 2017, 7, 5781–5795. [Google Scholar] [CrossRef]
- Possato, L.G.; Chaves, T.F.; Cassinelli, W.H.; Pulcinelli, S.H.; Santilli, C.V.; Martins, L. The Multiple Benefits of Glycerol Conversion to Acrolein and Acrylic Acid Catalyzed by Vanadium Oxides Supported on Micro-Mesoporous MFI Zeolites. Catal. Today 2017, 289, 20–28. [Google Scholar] [CrossRef] [Green Version]
- Schwieger, W.; Machoke, A.G.; Weissenberger, T.; Inayat, A.; Selvam, T.; Klumpp, M.; Inayat, A. Hierarchy Concepts: Classification and Preparation Strategies for Zeolite Containing Materials with Hierarchical Porosity. Chem. Soc. Rev. 2016, 45, 3353–3376. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, L.; Xie, S.; Xin, W.; Li, X.; Liu, S.; Xu, L. Crystallization and Morphology of Mordenite Zeolite Influenced by Various Parameters in Organic-Free Synthesis. Mater. Res. Bull. 2011, 46, 894–900. [Google Scholar] [CrossRef]
- Galarneau, A.; Villemot, F.; Rodriguez, J.; Fajula, F.; Coasne, B. Validity of the T-Plot Method to Assess Microporosity in Hierarchical Micro/Mesoporous Materials. Langmuir 2014, 30, 13266–13274. [Google Scholar] [CrossRef] [PubMed]
- Desmurs, L.; Galarneau, A.; Cammarano, C.; Hulea, V.; Vaulot, C.; Nouali, H.; Lebeau, B.; Daou, T.J.; Vieira Soares, C.; Maurin, G. Determination of Microporous and Mesoporous Surface Areas and Volumes of Mesoporous Zeolites by Corrected t -Plot Analysis. ChemNanoMat 2022, 8, e202200051. [Google Scholar] [CrossRef]
- Zhang, W.; Ming, W.; Hu, S.; Qin, B.; Ma, J.; Li, R. A Feasible One-Step Synthesis of Hierarchical Zeolite Beta with Uniform Nanocrystals via CTAB. Materials 2018, 11, 651. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jin, Y.; Zhang, L.; Liu, J.; Zhang, S.; Sun, S.; Asaoka, S.; Fujimoto, K. Mesopore Modification of Beta Zeolites by Sequential Alkali and Acid Treatments: Composition-Dependent T-Atoms Removal Behavior Back Donating to Hierarchical Structure and Catalytic Activity in Benzene Alkylation. Microporous Mesoporous Mater. 2017, 248, 7–17. [Google Scholar] [CrossRef] [Green Version]
- Tang, B.; Dai, W.; Sun, X.; Wu, G.; Guan, N.; Hunger, M.; Li, L. Mesoporous Zr-Beta Zeolites Prepared by a Post-Synthetic Strategy as a Robust Lewis Acid Catalyst for the Ring-Opening Aminolysis of Epoxides. Green Chem. 2015, 17, 1744–1755. [Google Scholar] [CrossRef]
- Groen, J.C.; Abelló, S.; Villaescusa, L.A.; Pérez-Ramírez, J. Mesoporous Beta Zeolite Obtained by Desilication. Microporous Mesoporous Mater. 2008, 114, 93–102. [Google Scholar] [CrossRef]
- Thommes, M.; Kaneko, K.; Neimark, A.V.; Olivier, J.P.; Rodriguez-Reinoso, F.; Rouquerol, J.; Sing, K.S.W. Physisorption of Gases, with Special Reference to the Evaluation of Surface Area and Pore Size Distribution (IUPAC Technical Report). Pure Appl. Chem. 2015, 87, 1051–1069. [Google Scholar] [CrossRef] [Green Version]
- Möller, K.; Yilmaz, B.; Jacubinas, R.M.; Müller, U.; Bein, T. One-Step Synthesis of Hierarchical Zeolite Beta via Network Formation of Uniform Nanocrystals. J. Am. Chem. Soc. 2011, 133, 5284–5295. [Google Scholar] [CrossRef]
- Samanta, S.; Mal, N.K.; Kumar, P.; Bhaumik, A. Hydrothermally Synthesized High Silica Mordenite as an Efficient Catalyst in Alkylation Reaction under Liquid Phase Condition. J. Mol. Catal. A Chem. 2004, 215, 169–175. [Google Scholar] [CrossRef]
- Tamura, M.; Shimizu, K.; Satsuma, A. Comprehensive IR Study on Acid/Base Properties of Metal Oxides. Appl. Catal. A Gen. 2012, 433–434, 135–145. [Google Scholar] [CrossRef]
- Wang, Y.; Yokoi, T.; Namba, S.; Tatsumi, T. Effects of Dealumination and Desilication of Beta Zeolite on Catalytic Performance in N-Hexane Cracking. Catalysts 2016, 6, 8. [Google Scholar] [CrossRef]
- Mochizuki, H.; Yokoi, T.; Imai, H.; Namba, S.; Kondo, J.N.; Tatsumi, T. Effect of Desilication of H-ZSM-5 by Alkali Treatment on Catalytic Performance in Hexane Cracking. Appl. Catal. A Gen. 2012, 449, 188–197. [Google Scholar] [CrossRef]
- van Laak, A.N.C.; Sagala, S.L.; Zečević, J.; Friedrich, H.; de Jongh, P.E.; de Jong, K.P. Mesoporous Mordenites Obtained by Sequential Acid and Alkaline Treatments–Catalysts for Cumene Production with Enhanced Accessibility. J. Catal. 2010, 276, 170–180. [Google Scholar] [CrossRef]
- Fang, W.; Riisager, A. Recent Advances in Heterogeneous Catalytic Transfer Hydrogenation/Hydrogenolysis for Valorization of Biomass-Derived Furanic Compounds. Green Chem. 2021, 23, 670–688. [Google Scholar] [CrossRef]
- Al-Shaal, M.G.; Ciptonugroho, W.; Holzhäuser, F.J.; Mensah, J.B.; Hausoul, P.J.C.; Palkovits, R. Catalytic Upgrading of α-Angelica Lactone to Levulinic Acid Esters under Mild Conditions over Heterogeneous Catalysts. Catal. Sci. Technol. 2015, 5, 5168–5173. [Google Scholar] [CrossRef] [Green Version]
- Assary, R.S.; Curtiss, L.A.; Dumesic, J.A. Exploring Meerwein–Ponndorf–Verley Reduction Chemistry for Biomass Catalysis Using a First-Principles Approach. ACS Catal. 2013, 3, 2694–2704. [Google Scholar] [CrossRef]
- Kang, S.; Zhang, G.; Yang, X.; Yin, H.; Fu, X.; Liao, J.; Tu, J.; Huang, X.; Qin, F.G.F.; Xu, Y. Effects of p -Toluenesulfonic Acid in the Conversion of Glucose for Levulinic Acid and Sulfonated Carbon Production. Energy Fuels 2017, 31, 2847–2854. [Google Scholar] [CrossRef]
- Ostrovskii, N.M. New Models of Catalyst Deactivation by Coke: II. Coking of Supported Platinum Catalysts. Kinet. Catal. 2001, 42, 326–333. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, S.; Li, Q.; Zhou, G.; Xia, H. Recent Advances in the Conversion of Furfural into Bio-Chemicals through Chemo- and Bio-Catalysis. RSC Adv. 2021, 11, 27042–27058. [Google Scholar] [CrossRef] [PubMed]
- Björnerbäck, F.; Bernin, D.; Hedin, N. Microporous Humins Synthesized in Concentrated Sulfuric Acid Using 5-Hydroxymethyl Furfural. ACS Omega 2018, 3, 8537–8545. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rouquerol, F.; Rouquerol, J.; Sing, K. Adsorption by Powders and Porous Solids; Elsevier: Amsterdam, The Netherlands, 1999; ISBN 9780125989206. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Si/Al a | Stotal (m2 g−1) | Smicro (m2 g−1) b | Sext (m2 g−1) | Vp (cm3 g−1) | Vmicro (cm3 g−1) b | Vmeso (cm3 g−1) b | Dp c (nm) | Cryst (%) d |
|---|---|---|---|---|---|---|---|---|---|
| BEA | 11.3 | 597 | 368 | 206 | 0.26 | 0.17 | 0.09 | 10.9 | 100 |
| BEA-A | 27.8 | 630 | 371 | 263 | 0.29 | 0.16 | 0.13 | 11.9 | 80.6 |
| BEA-B | 7.5 | 625 | 347 | 351 | 0.29 | 0.11 | 0.19 | 10.8 | 75.5 |
| MOR | 5.2 | 575 | 556 | 19 | 0.04 | 0.02 | 0.02 | 3.6 | 100 |
| MOR-A | 8.8 | 565 | 532 | 33 | 0.06 | 0.02 | 0.04 | 3.5 | 46.2 |
| MOR-B | 6.3 | 548 | 507 | 41 | 0.08 | 0.02 | 0.06 | 5.3 | 73.4 |
| Sample | Total Number of Acid Sites (mmol g−1) a | CB (μmol g−1) b | CL (μmol g−1) b | CL/CB |
|---|---|---|---|---|
| BEA | 1.67 | 94 | 37 | 0.39 |
| BEA-A | 0.80 | 21 | 59 | 2.82 |
| BEA-B | 1.55 | 28 | 31 | 1.11 |
| MOR | 1.96 | 80 | 16 | 0.19 |
| MOR-A | 1.75 | 77 | 34 | 0.43 |
| MOR-B | 1.80 | 48 | 18 | 0.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vasconcelos, S.C.; Pinhel, L.F.C.; Madriaga, V.G.C.; Rossa, V.; Batinga, L.G.S.; Silva, D.S.A.; dos Santos, R.D.; Soares, A.V.H.; Urquieta-González, E.A.; Passos, F.B.; et al. Selective Synthesis of Levulinic Ester from Furfural Catalyzed by Hierarchical Zeolites. Catalysts 2022, 12, 783. https://doi.org/10.3390/catal12070783
Vasconcelos SC, Pinhel LFC, Madriaga VGC, Rossa V, Batinga LGS, Silva DSA, dos Santos RD, Soares AVH, Urquieta-González EA, Passos FB, et al. Selective Synthesis of Levulinic Ester from Furfural Catalyzed by Hierarchical Zeolites. Catalysts. 2022; 12(7):783. https://doi.org/10.3390/catal12070783
Chicago/Turabian StyleVasconcelos, Sancler C., Luiz F. C. Pinhel, Vinicius G. C. Madriaga, Vinicius Rossa, Leyliane G. S. Batinga, Domingos S. A. Silva, Rodrigo D. dos Santos, André V. H. Soares, Ernesto A. Urquieta-González, Fabio Barboza Passos, and et al. 2022. "Selective Synthesis of Levulinic Ester from Furfural Catalyzed by Hierarchical Zeolites" Catalysts 12, no. 7: 783. https://doi.org/10.3390/catal12070783