1. Introduction
Biodiesel development has been driven by increasing concerns over the depletion of non-renewable fossil fuels as well as the carbon emissions arising from the use of diesel fuel. Unlike diesel, biodiesel comprises of long-chain fatty acid methyl esters. Typically, this fuel has a higher flashpoint, negligible sulfur content, enhanced lubricity, and improved degradability compared to diesel [
1]. It can be considered as a carbon neutral fuel if the feedstock used for biodiesel synthesis is grown in a sustainable manner. In the Malaysian context, palm oil is the feedstock used for biodiesel production since Malaysia is the second largest palm oil producer in the world, with a contribution of 25.8% of the world’s palm oil production in 2020 [
2].
In 2009, Malaysia made a commitment to reduce its carbon emission intensity by 40% compared to 2005 levels by 2020. By 2015, Malaysia had already achieved 33% carbon emission intensity reduction, and made a bolder pledge to increase its carbon emission intensity reduction to 45% from its 2005 baseline by 2030 to address climate change and global warming [
3]. In line with this, the National Automotive Policy 2020 [
4] has outlined measures to enhance the use of palm biodiesel, including empowering technical research activities on biodiesel application in the automotive sector.
Regarding biodiesel synthesis transesterification, the use of heterogeneous catalysts such as calcium oxide (CaO)-based catalysts has been advocated as a promising technology to address the limitations of conventional, homogeneous catalysts such as significant wastewater generation, low free fatty acids, low water tolerance, and inability to recycle the catalyst [
5,
6]. For instance, one study compared the efficacy of CaO and lanthanum oxide (La
2O
3) catalysts in the transesterification of Jatropha oil into biodiesel [
7]. CaO reportedly had the highest biodiesel yield of 96% in contrast to only a yield of 23% yield by La
2O
3 at 3 wt% catalyst loading, 25:1 methanol to oil ratio, 120 °C reaction temperature, and 3 h reaction time. This was attributed to the higher total basicity of CaO at 290.42 μmol of CO
2/g.
In another study, a CaO catalyst derived from natural quail eggshell was used in the transesterification of sunflower oil to biodiesel [
8]. The natural quail eggshell was calcined at 900 °C for 3 h. The highest biodiesel production of 99.00 ± 0.02 wt.% was recorded under the reaction conditions of 1:10.5 sunflower oil to methanol molar ratio, 2 wt.% catalyst loading, 2 h reaction time, 1000 rpm stirring rate, and 60 °C temperature. Likewise, a low-cost CaO/silica catalyst prepared from eggshell and peat clay wastes was tested for biodiesel synthesis from waste cooking oil [
9]. In this work, a biodiesel yield of 78% was attained with the CaO catalyst. This improved to 91% by using silica from peat clay waste as a support. The yield was increased at higher temperatures and 60 min was determined as the optimum time for reaction. A mechanism was proposed, suggesting that silica contributed towards the esterification and CaO positively impacted the transesterification process. The proposed mechanism was confirmed via a kinetic study.
Similar positive findings were obtained with a high performance heterogeneous CaO nano catalyst synthesized from hen eggshells waste via a calcination-hydration-dehydration method [
10] for microalgal biodiesel transesterification. A biodiesel yield of 86.41% was obtained under the optimum conditions of 1.7% (
w/
w) catalyst ratio, stirring rate of 140.6 rpm, and 3.6 h reaction time. Additionally, a new CaO/copper iron oxide (CuFe
2O
4) nano catalyst was synthesized for biodiesel production from chicken fat [
11]. A maximum biodiesel yield of 94.52% was obtained at a reaction temperature of 70 °C, a methanol to oil ratio of 15:1, a catalyst loading of 3%, and a reaction time of 4 h.
These studies highlight the potential of using CaO-based catalysts for biodiesel synthesis. Previously, the authors had investigated the development of new CaO-palm oil mill boiler ash-based catalysts [
12]. The current work is an extension from the previous work and focuses on further evaluating a heterogeneous CaO impregnated palm oil mill fly ash for refined palm biodiesel synthesis. The scope of work here included parametric effects, kinetics, fuel properties, and catalyst reusability, which have not been reported to date for refined palm biodiesel. The reaction parameters studied included reaction temperature, catalyst loading, methanol to oil molar ratio and reaction time. A pseudo-first order kinetic study was also carried out at five different temperatures to determine the reaction rate constant (
k) and the activation energy (
Ea). Additionally, key fuel properties were measured to ascertain the quality of the synthesised biodiesel, which impacts combustion and emissions performance. Finally, catalyst reusability for the studied reaction was assessed to highlight the benefit of this heterogeneous catalyst.
2. Results and Discussion
2.1. Catalyst Properties
Figure 1 shows the morphological characteristics of the catalyst. The catalyst had a spongy and porous structure. The particles within the scale of 50 μm had a uniform distribution of miniature agglomerates with irregular shapes. Meanwhile,
Table 1 lists the elemental composition and BET surface area of the catalyst. The elemental composition showed an abundance of Ca and O in the ash matrix. The BET surface area was recorded at 3.539 m
2/g.
2.2. Influence of Reaction Temperature on Refined Palm Oil Synthesis
The effects of reaction temperature against reaction time on the biodiesel yield at a methanol/oil molar ratio of 12:1, catalyst loading of 4 wt.%, and stirring rate of 700 rpm is presented in
Figure 2. After 3 h of reaction, the yields at 45, 55, and 65 °C runs were 79.07, 81, and 58.82%, respectively. However, the biodiesel yields reached the highest in 4 h for all three temperatures investigated. As can be seen from
Figure 1, the most efficient catalytic system took place at a temperature of 55 °C, followed by 45 °C. The transesterification activity was faster with increasing reaction temperature as the reaction rate was increased [
9]. Biodiesel yield improved from 83.41% to 87.66% when the reactions were performed at 45 and 55 °C for 4 h. However, the lowest yield was achieved at the highest temperature of 65 °C. This was because at that reaction temperature, some methanol vaporization occurred with the formation of many bubbles, which inhibited the reaction on the three-phase interface (oil, methanol, and solid catalyst). Generally, the key advantage of employing a higher reaction temperature is to shorten the reaction time to reach a targeted product yield. The suitability of the temperature depends on the individual transesterification system and the type of oil. Therefore, in this work, the optimum reaction temperature for the transesterification of palm oil to biodiesel was determined to be 55 °C.
2.3. Influence of Catalyst Loading on Refined Palm Oil Synthesis
Figure 3 illustrates the effects of catalyst loading on the biodiesel yield from 4 to 6 wt.% with a fixed methanol to oil molar ratio of 12:1, temperature of 55 °C, and stirring rate of 700 rpm. The results showed that only slight changes in yields were obtained with a catalyst loading of 4 wt.%. The yields using 5 and 6 wt.% catalysts were lower compared to that of 4 wt.% loading. The higher catalyst loadings could possibly cause emulsion formation that increased the viscosity and soap content in the final product, which lowered the yields. In this work, the maximum yield of 87.66% was gained at a concentration of 4 wt.% at 4 h.
2.4. Influence of Methanol to Oil Molar Ratio on Refined Palm Oil Synthesis
Theoretically, transesterification of oil requires 3 moles of methanol per mole of triglyceride (oil). As the conversion of triglycerides to FAME is reversible, the biodiesel yield could be improved by using excess methanol to shift the equilibrium to the product’s side. However, the cost of methanol increases with more methanol use, thus it is crucial to select an optimum amount which produces a high yield with as low a cost as possible.
Figure 4 shows the effect of differing methanol to oil molar ratios (6:1, 9:1, and 12:1) on the biodiesel yield. Other experimental conditions were fixed at 4 wt.% catalyst loading, 55 °C temperature, and 700 rpm stirring rate. The reaction was incomplete for a molar ratio less than 6:1, likely due to insufficient methanol for good mixing with the oil reactant in the reaction. The biodiesel yield increased from 52.69% to 87.99% as the molar ratio increased from 6:1 to 9:1 at 6 h reaction time. A further increase to 12:1 yielded 87.66% biodiesel. Nevertheless, the highest biodiesel yield of 88.58% was recorded for a methanol to oil molar ratio of 9:1 at 5 h. Since there were negligible differences between the molar ratio of 9:1 and 12:1 over the studied reaction time, it was deemed that a methanol to oil molar ratio of 9:1 was sufficient for a high yield.
2.5. Transesterification Kinetics
Figure 5 presents the gas chromatography (GC) evaluation of the biodiesel produced throughout the reaction under the optimal conditions of catalyst loading 4 wt.%, methanol to oil molar ratio 9:1, temperature 55 °C, and stirring rate 700 rpm. Under these conditions, the total ester content (fatty acid methyl esters (FAME) conversion) was 96.75 wt.%. The FAME comprised of two major components, which were oleic acid and palmitic acid with the ester content of 40.05 wt.% and 34.52 wt.%, respectively. The remaining FAMEs in order of decreasing concentrations were linoleic acid, stearic acid, myristic acid, palmitoleic acid, and linolenic acid. Apart from the two major FAMEs (oleic and palmitic acids), the other methyl ester conversions remained almost constant after 180 min.
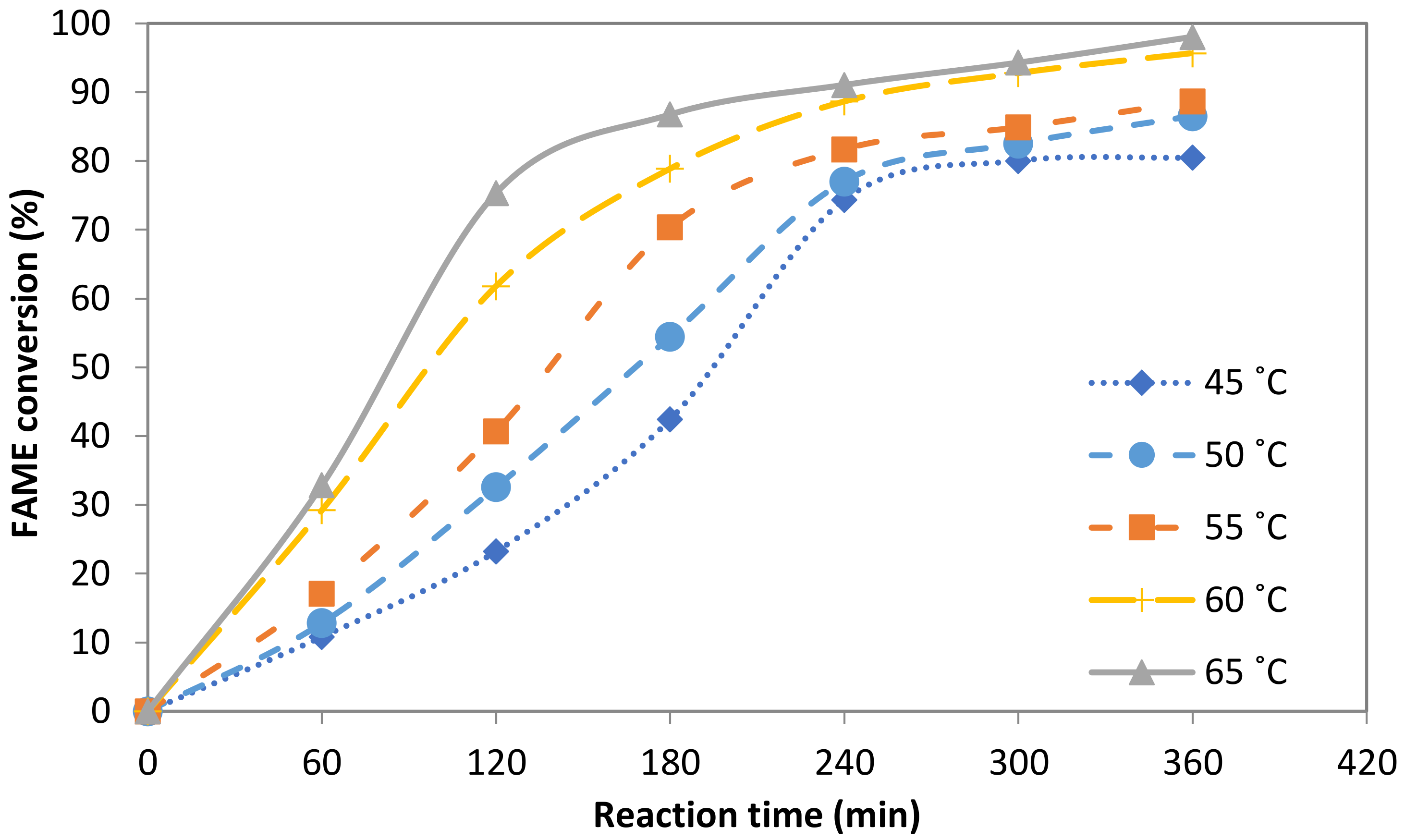
The kinetics of the transesterification reaction was analyzed at temperatures of 45, 50, 55, 60, and 65 °C under fixed conditions of catalyst loading of 4 wt.%, methanol to oil molar ratio of 9:1, and stirring rate of 700 rpm, which resulted in the best yields discussed previously. The conversion of FAME against time is depicted in
Figure 6. As can be seen, the FAME conversions were slow at the initial stage, then it increased and finally reached a plateau indicating equilibrium at 300 min. An increasing trend in the FAME conversion with temperature was observed since higher temperature favored the reaction. However, the highest FAME conversion at 65 °C did not correspond to the highest biodiesel yield, likely due to the saponification reaction that occurred at a high temperature.
By plotting –ln (1–X) against time (
t), where
X is the methyl esters conversion, as shown in
Figure 7, clear linear correlations were obtained, which supported the hypothesis of a pseudo-first order reaction. The correlation coefficients,
R2, and the calculated rate constants,
k, for each temperature are listed in
Table 2. Subsequently, the activation energy and the pre-exponential factor were determined using the plot in
Figure 8, where a good linearity was observed between ln
k and 1/
T over the studied range of temperatures. The values obtained from the slope and intercept were 31.2 kJ/mol and 680.21 min
−1, respectively. As such, the Arrhenius equation for this reaction can be written as:
2.6. Key Fuel Properties
The key fuel properties of the synthesized palm biodiesel are summarized in
Table 3, together with the specifications outlined in the ASTM D 6751 and EN 14214 standards.
Kinematic viscosity of a fuel affects injector lubrication and fuel atomization as high viscosity gives rise to poor fuel atomization upon injection into the diesel engine combustion chamber, and ultimately, the formation of soot and engine deposits. As shown in
Table 3, the kinematic viscosity of the palm biodiesel was 5.025 mm
2/s, which met the ASTM D 6751 limits, but was at the upper threshold of the EN 14214. Nonetheless, the viscosity can be further reduced by blending with other oils or diesel with lower viscosity.
The fuel injection equipment operates on a volumetric metering system, hence a higher density biodiesel results in the delivery of a slightly greater mass of fuel. The density recorded for the synthesized biodiesel in this work was 860.1 kg/m3, measured at 15 °C. This met the stipulated limits by the EN 14214. The refined palm oil had a measured density of 918 kg/m3, which was successfully reduced via transesterification.
The flash point is a measure of the tendency of a sample to form a flammable mixture with air on application of an ignition source under specified conditions. The flash point varies inversely with the fuel volatility. The flash point limit is set to ensure the biodiesel is free from residual methanol since methanol poses a safety issue. Even a very small amount of methanol will greatly reduce the flash point. The flash point of the palm biodiesel was much higher as compared to commercial diesel, which varies from 52 to 96 °C. In the present work, the measured flash point of 168 °C was well above the specified minimums in both the standards, which makes the fuel safe in terms of storage and handling.
The acid value is the measurement of free fatty acids due to fuel degradation. The acid value was 0.323 mg KOH/g, which met the same maximum limit of 0.5 mg KOH/g in both the standards. The presence of free fatty acids can affect low temperature operation as they have higher melting points. In addition, the acids can cause corrosion of metal components within the injection line of the fuel system.
The higher heating value or gross calorific value is the amount of thermal energy released per unit quantity of a fuel when the fuel is burned completely, and the products of combustion are cooled to the initial temperature of the combustible mixture. The higher heating value of the synthesised biodiesel was 38.96 MJ/kg. This meant that the biodiesel had approximately 10% less energy as compared to typical diesel fuel with a higher heating value of 45 MJ/kg. Although there are no specifications for this property, the value obtained here was in line with that measured by others [
13].
Cetane number is a relative measure of the ignition delay between injection and auto-ignition of a fuel. Fuels with high cetane numbers process a short ignition delay which is desirable for good cold start behaviour, thereby ensuring smooth running of a diesel engine [
14]. The calculated cetane number of 58.06 exceeded both the minimum requirements specified in the ASTM D 6751 and EN 14214.
The ester content depends on the biodiesel synthesis process, since it is an indication of the degree of conversion of oil to biodiesel. Meanwhile, the linolenic acid methyl ester content needs to be limited, as linoleic acid methyl ester has three double bonds with a very high oxidation instability. Hence, it can be easily oxidised or reacted, forming sludge. The ASTM D 6751 does not stipulate limits for these two properties, unlike the EN 14214. The measured values in this study were in accordance with the EN limits of ester content exceeding 96.5 wt.% and 12 wt.% maximum linolenic acid methyl ester.
2.7. Catalyst Reusability
The reusability of the heterogeneous was assessed by regenerating the spent catalyst using methanol washing followed by recalcination at 850 °C for 2 h. As shown in
Table 4, the yield dropped from 87.99% to 71.15% from the first cycle to the third one whereas the conversion decreased marginally from 96.75% to 82.83%. Nonetheless, the values obtained were considered acceptable, unlike the yield and conversion obtained in the fourth cycle, which were 60.48% and 72.17%, respectively. Overall, the reusability of this heterogeneous catalyst has been demonstrated, which highlights its benefit as a heterogeneous catalyst over conventional, homogenous ones.
2.8. Discussion
A heterogeneous CaO impregnated palm oil mill fly ash catalyst was developed and assessed for its efficacy in refined palm biodiesel synthesis. The elemental composition results indicated that CaO was embedded within the ash matrix. From FESEM, the presence of a miniature agglomerated structure within the catalyst supported the formation of metal oxides upon heat treatment [
15]. The measured surface area of 3.539 m
2/g was comparable to that reported in the literature for CaO catalysts derived from eggshell, crab shell, and bovine bone waste [
16,
17,
18].
Through the parametric study, it was ascertained that the conditions of catalyst loading 4 wt.%, methanol to oil molar ratio 9:1, temperature 55 °C, and stirring rate 700 rpm resulted in the highest biodiesel yield of 88.58%. The transesterification conditions produce high yields that vary with different reported studies [
16,
17,
18,
19,
20]. This could be attributed to the different variations in raw feedstock, catalyst origin, and synthesis methods of CaO-based catalysts. The kinetics study demonstrated that the measured activation energy and pre-exponential factor were 31.2 kJ/mol and 680.21 min
−1, respectively.
The synthesized biodiesel met the limits specified in ASTM D 6751 and EN 14214 standards with reference to kinematic viscosity, density, flash point, acid value, ester content, and linolenic acid methyl ester content. Its higher heating value is acceptable considering that this was in line with that measured by others [
13].
Finally, the benefit of this heterogeneous catalyst was highlighted through the catalyst reusability test. The catalyst could be feasibly reused up until the third cycle in contrast to the lower performance in the fourth cycle, where yield and conversion of 60.48% and 72.17% were obtained, respectively. The number of reusability cycles agree with the data for other waste CaO catalysts within the range of 2–4 [
8,
9,
17,
19]. The drop in yield in the fourth cycle might be due to catalyst poisoning by glycerol and soap [
21]. Additionally, it could be possible that Ca dissolution to the alcoholic phase resulted in the poisoning of active sites [
22]. However, the superiority of the catalyst over conventional homogenous ones, such as sodium hydroxide and potassium hydroxide in terms of post-reaction recovery and reuse, was demonstrated.
Overall, the potential of the CaO impregnated palm oil mill fly ash catalyst has been shown in this work through a combination of parametric and kinetic studies, biodiesel characterization, and catalyst reusability studies. Nevertheless, assessing the efficacy of this heterogeneous catalyst in a configuration such as continuous packed bed reactor system which can be upscaled is recommended for future work.
3. Materials and Methods
3.1. Materials
Refined palm oil was procured from a local supermarket. The chemicals methanol (>99% purity) and calcium carbonate (99.95% purity) were purchased from Merck (Selangor, Malaysia) and Sigma Aldrich (Selangor, Malaysia), respectively. An internal standard, methyl heptadecanoate (analytical grade), was purchased from Sigma Aldrich, Selangor, Malaysia. In addition, palm oil mill boiler ash was collected from Seri Ulu Langat Palm Oil Mill Sdn. Bhd., Dengkil, Malaysia, to be used as the catalyst support. For determination of the oil acid value, the reagents employed included potassium hydroxide (KOH) solution prepared to 0.1 M using KOH pellets (99.9% purity), isopropanol (99% purity), phenolphthalein indicator, and distilled water.
The acid value of the oil was measured using a titration process. An acid value of 0.45 mg KOH/g was determined. A small sample of oil was also analyzed for its fatty acid composition according to the MPOB Test Method p3.4—Part 4:2004 and MPOB Test Method p3.5:2004 [
23,
24]. The fatty acid composition of palm oil was determined as follows: 0.77 wt.% myristic, 39.48 wt.% palmitic, 0.17 wt.% palmitoleic, 3.73 wt.% stearic, 45.99 wt.% oleic, 9.7 wt.% linoleic, and 0.14 wt.% linolenic. The molecular weight of the oil (
MWoil) was calculated to be 851.32 g/mol using the following equation [
25]:
where
xi is the mole fraction of each fatty acid component
i and
MWi is its corresponding molecular weight.
3.2. Catalyst Synthesis and Characterization
The wet impregnation method was utilized to prepare the heterogeneous catalyst [
12]. Briefly, palm oil mill fly ash was sieved and dried at 105 °C for 24 h. CaO was derived from CaCO
3 calcined at 800 °C for 90 min. 13.5 g of calcined CaCO
3 was added to 200 mL of deionized H
2O and heated in a closed system at 70 °C under magnetic stirring at 700 rpm. 16.5 g of fly ash was slowly added to the solution and mixed for 4 h until a homogenous mixture was obtained. The sample was then aged for 18 h. Removal of adhering H
2O in the mixture was accomplished using a hot air oven at 105 °C for 24 h. The dried catalyst was calcined at 850 °C in a muffle furnace for 2 h.
Field emission scanning electron microscopy (FESEM) equipped with energy dispersive X-ray spectroscopy (EDX) was utilized to estimate the particle size and shape of the catalyst with an FEI Quanta 400F operating at 15 kV. The EDX elemental composition was determined using Oxford-instruments INCA 400. The Brunauer–Emmett–Teller (BET) surface area analysis was conducted via N2 adsorption–desorption isotherms in a Micromeritics’ ASAP 2020 analyzer to measure the specific surface area of the catalyst.
3.3. Parametric Studies
Firstly, the experiments were designed to ascertain the effects of three process variables over varying reaction time. The three variables investigated over a reaction time of 3 to 6 h were reaction temperature, catalyst loading, and methanol to oil molar ratio, while the response was the percentage of biodiesel yield. The times of 1 and 2 h were not considered because the conversion of methyl esters was low and incomplete. The studied reaction temperatures were 45, 55, and 65 °C. Meanwhile, the catalyst loading was varied from 4 to 6 wt.%. Finally, the effects of methanol to oil molar ratio was tested at 6:1, 9:1, and 12:1. From this parametric study, the optimum conditions which produced the highest biodiesel yield were determined. The optimum conditions were used to investigate the changes in the fatty acid methyl esters conversion throughout the reaction. For this kinetic analysis, sampling was conducted at 1 h intervals until 6 h. Furthermore, the changes in the individual fatty acid compositions were observed up to 6 h.
3.4. Transesterification Procedures
The transesterification experiments were carried out in a 250 mL three-neck round bottom flask equipped with a reflux condenser, magnetic stirrer, and thermometer. Briefly, 100 mL (87 g) of refined palm oil was preheated to the required temperature in the round bottom flask before the reaction started. Meanwhile, the CaO impregnated palm oil mill fly ash catalyst was added into methanol and mixed for 15 min at a temperature of 40 °C with a stirring speed of 500 rpm. The methanol-catalyst mixture was then introduced into the round bottom flask for the initiation of the experiments.
After the completion of the reaction, the product was filtered using a vacuum pump to remove the solid catalyst. The filtered sample was then separated by centrifugation at 4000 rpm for 15 min and the sample equilibrated into two phases. The upper phase consisted of methyl esters with small amounts of impurities such as alcohol while the lower phase contained of glycerol and soap. After separation of the two layers, the upper methyl ester was purified by removing the excess methanol using a rotary evaporator. The remaining impurities were removed by successive rinses with 0.1 M acetic acid solution. The residual water was removed by oven drying. The final biodiesel mass was measured for the yield calculation as shown:
3.5. Gas Chromatography (GC) Analysis
The palm fatty acid methyl esters were quantitatively analyzed by GC. To prepare the sample for GC, 50 mg of sample was weighed into a 2 mL vial, and 1 mL of methyl heptadecanoate solution (10 mg/mL) was added using a pipette. The methyl heptadecanoate solution was prepared by weighing 500 mg of methyl heptadecanoate in 50 mL of hexane.
The quantification of esters content in the biodiesel sample was performed according to the EN 14103 [Fat and oil derivatives—Fatty Acid Methyl Esters (FAME)—Determination of Ester and linolenic acid methyl esters contents]. The configuration used here was a Perkin Elmer gas chromatograph; model Clarus 500 GC, equipped with a flame ionization detector. The FAME analysis was carried out with a split injection coupled to an auto sampler. 0.1 µL of sample was injected into the GC at a split ratio of 100:1. The capillary column used was a highly polar Agilent J&W HP-88 cyanopropyl column with dimension of 0.25 mm ID × 60 m length × 0.2 µm film thickness. The oven temperature was fixed isothermally at 185 °C for 15 min, while the injector and detector temperatures were set at 240 and 250 °C, respectively. Helium was used as a carrier gas at 32 psi.
3.6. Kinetics Studies
At consistent 1 h intervals, 2 mL of sample was withdrawn from the reaction mixture for GC analysis. Each experiment was allowed to proceed until 6 h to ensure the complete conversion of the oil into FAMEs. The withdrawn sample was immediately quenched with 4 mL 0.1 M aqueous acetic acid solution in a glass test tube to neutralize the reaction. The covered test tube was shaken gently before centrifuging at 1600 rpm for 15 min. A two-phase mixture would form—the oil phase and aqueous phase. The aqueous layer was discarded, and the upper methyl ester layer was dried in an oven at 105 °C for 24 h. The final product was sent for GC analysis.
In terms of analyzing the kinetics, the reverse reaction could be ignored, since an excess of methanol was used in the reaction to shift the reaction equilibrium towards the product side. The following rate equation was developed by [
26], assuming the reaction to be a pseudo-first order reaction, and was utilized for the analysis.
where
Ea (J/mol) is the activation energy,
R (8.413 J/(mol K)) is the gas constant,
T (K) is the temperature, and
k0 is the pre-exponential factor (min
−1).
3.7. Fuel Properties Characterization
The following key fuel properties were determined: (i) kinematic viscosity at 40 °C using glass capillary viscometers according to ASTM D 445; (ii) density using a hydrometer method according to ASTM D 1298; (iii) flash point using a rapid equilibrium closed cup method according to ASTM D 93; (iv) acid value by volumetric titration according to ASTM D 664; and (v) higher heating value using a bomb calorimeter according to ASTM D 240. The cetane number was calculated from the following equation [
14]:
where (C18:0), (C18:1), (C18:2), (C22:1) are the mass concentrations of stearic, oleic, linoleic, and erucic acids, respectively.
3.8. Catalyst Reusability
The reusability of the catalyst was assessed under the optimum transesterification reaction conditions for 6 h. In each cycle, the catalyst was subjected to transesterification and recovered through filtration. The spent catalyst was washed with methanol first and then dried in the oven at 65 °C for 3 h before recalcining at 850 °C for 2 h. For each cycle, the yield and conversion were calculated.
4. Conclusions
In this work, the parametric effects, kinetics, and product characterization of refined palm biodiesel synthesis catalyzed by CaO impregnated palm oil mill fly ash were evaluated. The transesterification conditions which produced the highest biodiesel yield of 88.58% were 4 wt.% catalyst loading, 9:1 methanol to oil molar ratio, 55 °C reaction temperature, and 5 h reaction time. The activation energy and pre-exponential factor of the reaction was determined as 31.2 kJ/mol and 680.21 min−1, respectively, from a kinetic study. In addition, the fuel properties of the synthesized biodiesel, including kinematic viscosity, density, flash point, acid value, and cetane number, were in good agreement with the ASTM D 6751 and EN 14214 standards. The heterogeneous catalyst could feasibly be reused up to the third cycle, whereas the fourth cycle produced lower reaction performance in terms of yield and conversion. Overall, the synthesis of a low carbon fuel using a heterogeneous catalyst has been successfully elucidated in this work.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}