
Hydrogen Pressure as a Key Parameter to Control the Quality of the Naphtha Produced in the Hydrocracking of an HDPE/VGO Blend

 , , and
, , and
Abstract
:1. Introduction
2. Results and Discussion
2.1. Catalyst Properties
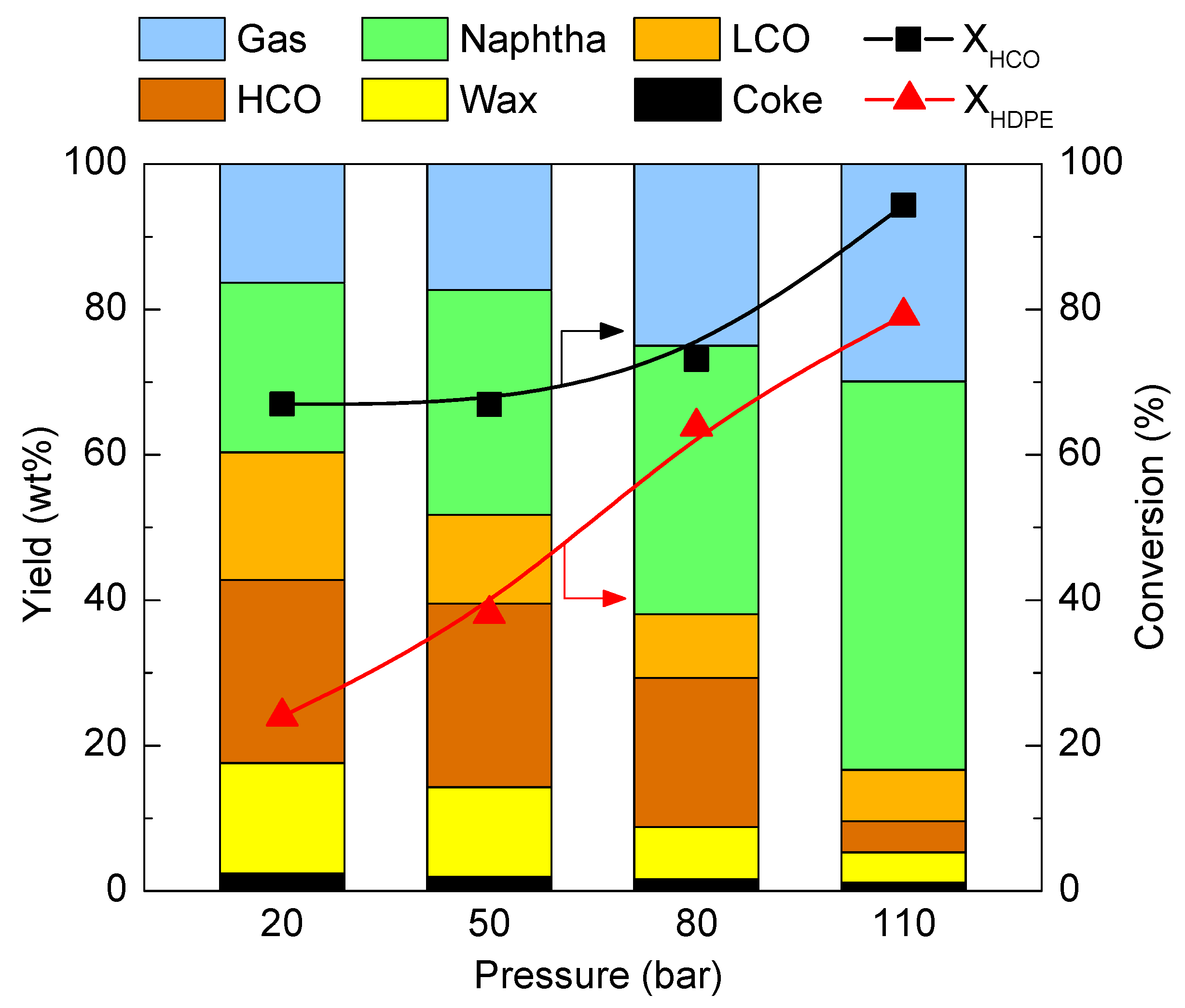
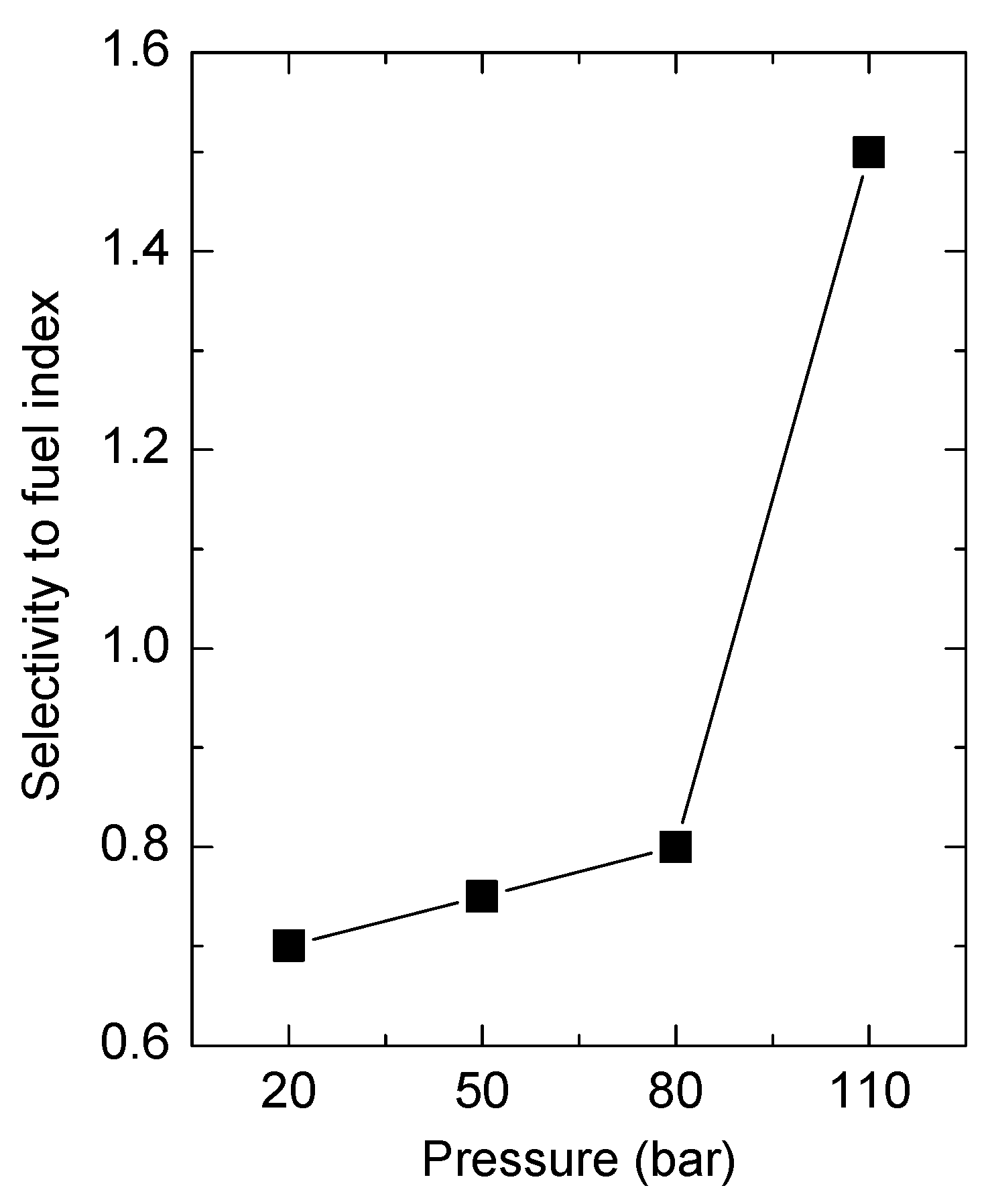
2.2. Hydrocracking Yields and Conversion
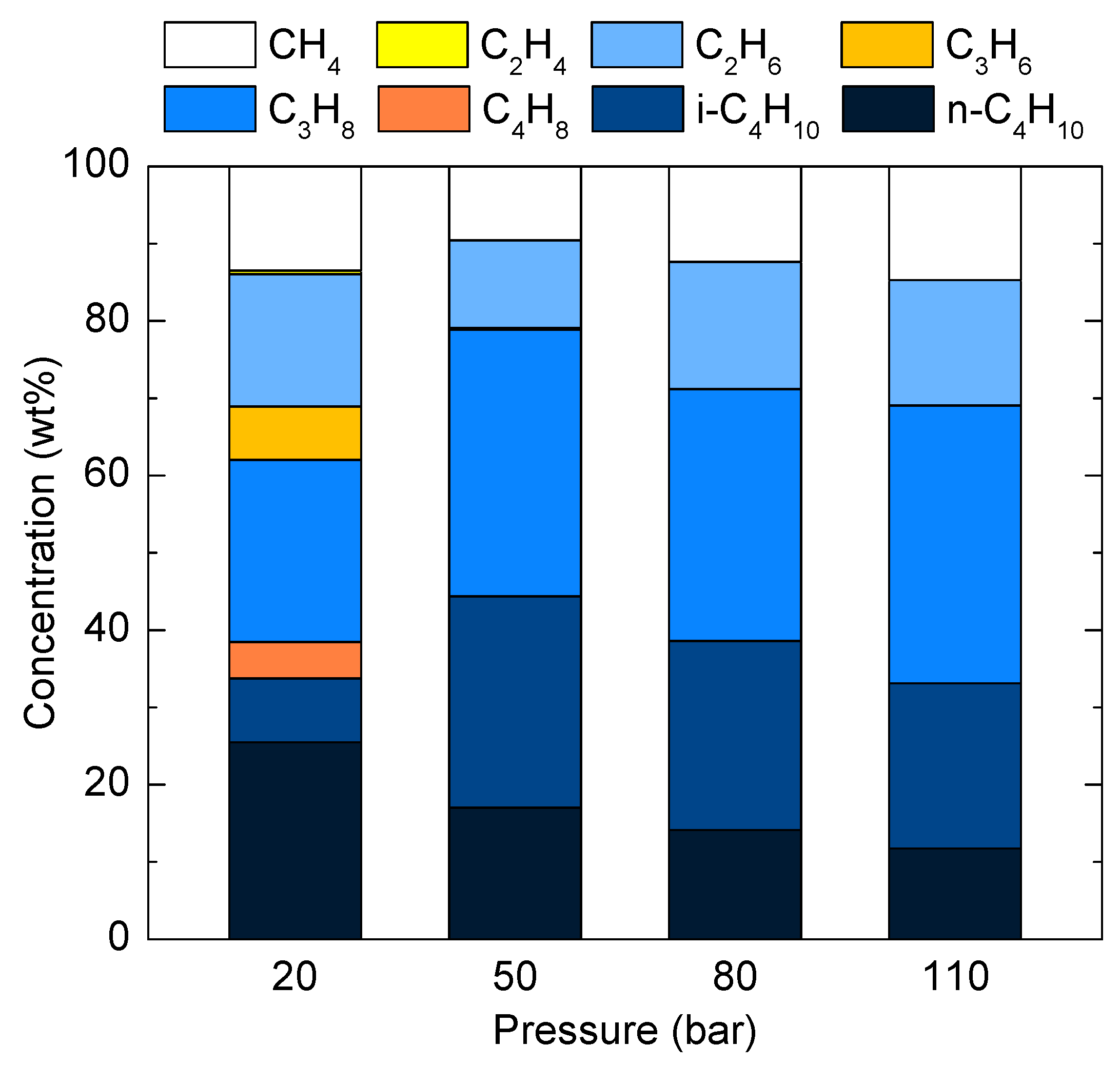
2.3. Composition of the Gas Fraction
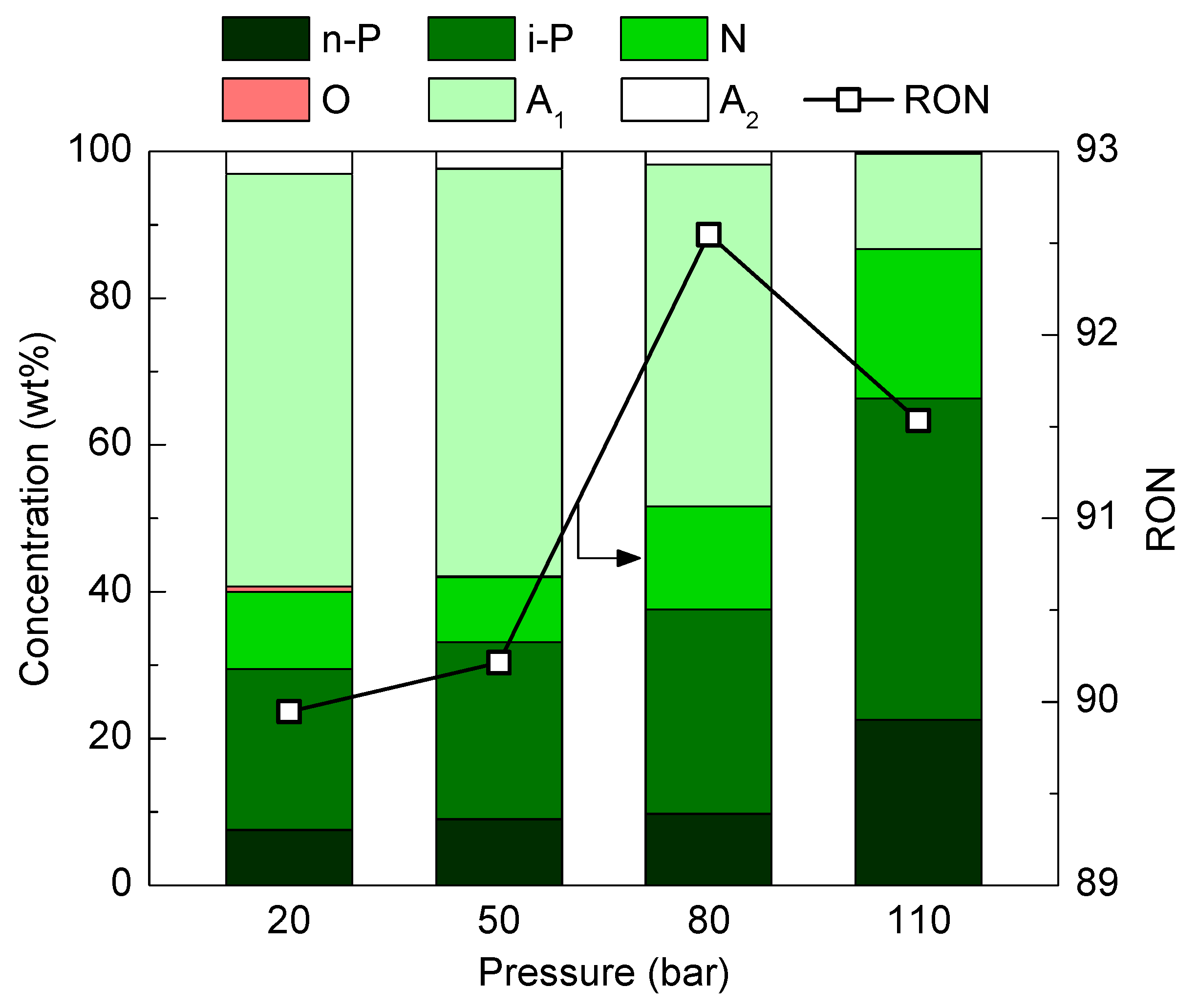
2.4. Composition and RON of the Naphtha Fraction
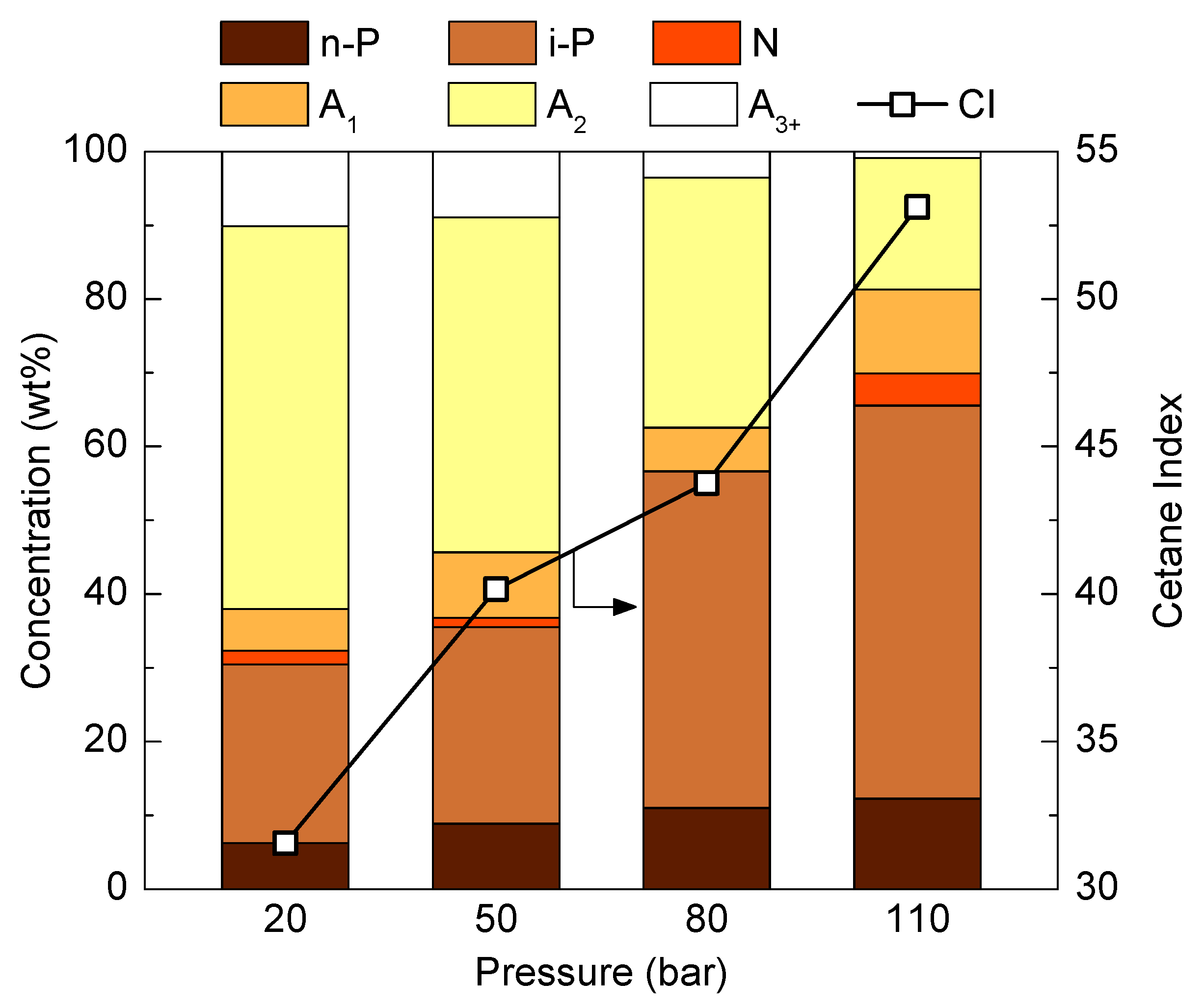
2.5. Composition and Cetane Index of the LCO Fraction
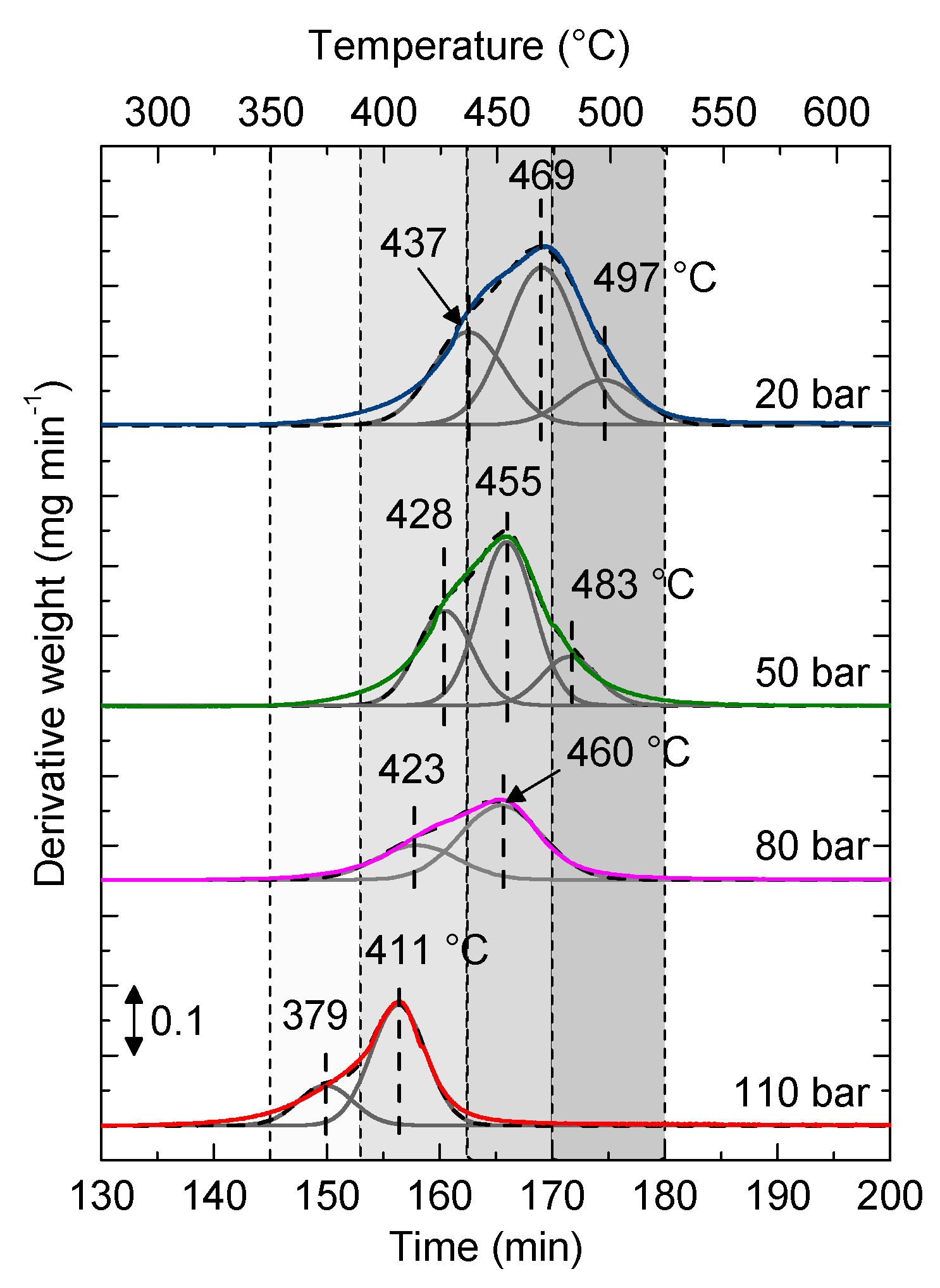
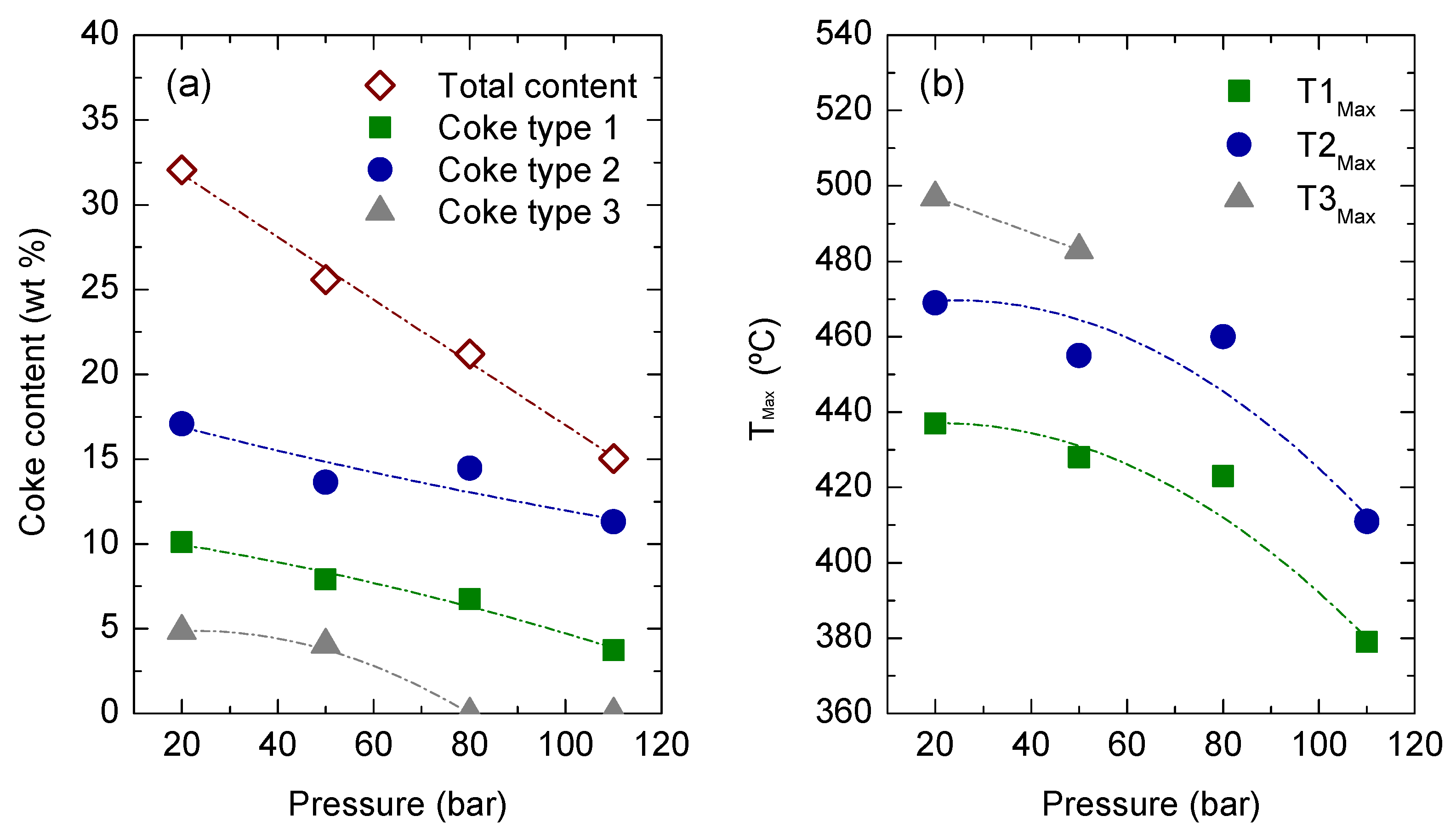
2.6. Coke Deposition
3. Materials and Methods
3.1. Vacuum Gas Oil (VGO) and High-Density Polyethylene (HDPE)
3.2. Catalyst
3.3. Reaction Setup and Conditions
3.4. Analysis of the Products
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Al-Samhan, M.; Al-Fadhli, J.; Al-Otaibi, A.M.; Al-Attar, F.; Bouresli, R.; Rana, M.S. Prospects of Refinery Switching from Conventional to Integrated: An Opportunity for Sustainable Investment in the Petrochemical Industry. Fuel 2022, 310, 122161. [Google Scholar] [CrossRef]
- Marafi, A.; Albazzaz, H.; Rana, M.S. Hydroprocessing of Heavy Residual Oil: Opportunities and Challenges. Catal. Today 2019, 329, 125–134. [Google Scholar] [CrossRef]
- Stratiev, D.; Shishkova, I.; Tankov, I.; Pavlova, A. Challenges in Characterization of Residual Oils. A Review. J. Pet. Sci. Eng. 2019, 178, 227–250. [Google Scholar] [CrossRef]
- Kim, C.H.; Hur, Y.G.; Lee, K.-Y. Relationship between Surface Characteristics and Catalytic Properties of Unsupported Nickel-Tungsten Carbide Catalysts for the Hydrocracking of Vacuum Residue. Fuel 2022, 309, 122103. [Google Scholar] [CrossRef]
- Peng, C.; Liu, B.; Feng, X.; Du, Y.; Fang, X. Engineering Dual Bed Hydrocracking Catalyst towards Enhanced High-Octane Gasoline Generation from Light Cycle Oil. Chem. Eng. J. 2020, 389, 123461. [Google Scholar] [CrossRef]
- Dik, P.P.; Danilova, I.G.; Golubev, I.S.; Kazakov, M.O.; Nadeina, K.A.; Budukva, S.V.; Pereyma, V.Y.; Klimov, O.V.; Prosvirin, I.P.; Gerasimov, E.Y.; et al. Hydrocracking of Vacuum Gas Oil over NiMozeolite-Al2O3: Influence of Zeolite Properties. Fuel 2019, 237, 178–190. [Google Scholar] [CrossRef]
- Cordero-Lanzac, T.; Rodríguez-Mirasol, J.; Cordero, T.; Bilbao, J. Advances and Challenges in the Valorization of Bio-Oil: Hydrodeoxygenation Using Carbon-Supported Catalysts. Energy Fuels 2021, 35, 17008–17031. [Google Scholar] [CrossRef]
- Hita, I.; Arabiourrutia, M.; Olazar, M.; Bilbao, J.; Arandes, J.M.; Castaño, P. Opportunities and Barriers for Producing High Quality Fuels from the Pyrolysis of Scrap Tires. Renew. Sustain. Energy Rev. 2016, 56, 745–759. [Google Scholar] [CrossRef]
- Vela, F.J.; Palos, R.; Trueba, D.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Different Approaches to Convert Waste Polyolefins into Automotive Fuels via Hydrocracking with a NiW/HY Catalyst. Fuel Process. Technol. 2021, 220, 106891. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Vela, F.J.; Olazar, M.; Aandes, J.M.; Bilbao, J. Waste Refinery: The Valorization of Waste Plastics and End-of-Life Tires in Refinery Units. A Review. Energy Fuels 2021, 35, 3529–3557. [Google Scholar] [CrossRef]
- Xu, A.; Shi, M.; Xing, X.; Su, Y.; Li, X.; Liu, W.; Mao, Y.; Hu, T.; Qi, S. Status and Prospects of Atmospheric Microplastics: A Review of Methods, Occurrence, Composition, Source and Health Risks. Environ. Pollut. 2022, 303, 119173. [Google Scholar] [CrossRef]
- Yang, Z.; Lü, F.; Zhang, H.; Wang, W.; Shao, L.; Ye, J.; He, P. Is Incineration the Terminator of Plastics and Microplastics? J. Hazard. Mater. 2021, 401, 123429. [Google Scholar] [CrossRef] [PubMed]
- Artetxe, M.; Lopez, G.; Amutio, M.; Barbarias, I.; Arregi, A.; Aguado, R.; Bilbao, J.; Olazar, M. Styrene Recovery from Polystyrene by Flash Pyrolysis in a Conical Spouted Bed Reactor. Waste Manag. 2015, 45, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Lopez, G.; Artetxe, M.; Amutio, M.; Elordi, G.; Aguado, R.; Olazar, M.; Bilbao, J. Recycling Poly-(Methyl Methacrylate) by Pyrolysis in a Conical Spouted Bed Reactor. Chem. Eng. Process. Process. Intensif. 2010, 49, 1089–1094. [Google Scholar] [CrossRef]
- Artetxe, M.; Lopez, G.; Elordi, G.; Amutio, M.; Bilbao, J.; Olazar, M. Production of Light Olefins from Polyethylene in a Two-Step Process: Pyrolysis in a Conical Spouted Bed and Downstream High-Temperature Thermal Cracking. Ind. Eng. Chem. Res. 2012, 51, 13915–13923. [Google Scholar] [CrossRef]
- Elordi, G.; Olazar, M.; Artetxe, M.; Castaño, P.; Bilbao, J. Effect of the Acidity of the HZSM-5 Zeolite Catalyst on the Cracking of High Density Polyethylene in a Conical Spouted Bed Reactor. Appl. Catal. A Gen. 2012, 415–416, 89–95. [Google Scholar] [CrossRef]
- Jahirul, M.I.; Rasul, M.G.; Schaller, D.; Khan, M.M.K.; Hasan, M.M.; Hazrat, M.A. Transport Fuel from Waste Plastics Pyrolysis—A Review on Technologies, Challenges and Opportunities. Energy Convers. Manag. 2022, 258, 115451. [Google Scholar] [CrossRef]
- Bin Jumah, A.; Anbumuthu, V.; Tedstone, A.A.; Garforth, A.A. Catalyzing the Hydrocracking of Low Density Polyethylene. Ind. Eng. Chem. Res. 2019, 58, 20601–20609. [Google Scholar] [CrossRef]
- Bin Jumah, A.; Tedstone, A.A.; Garforth, A.A. Hydrocracking of Virgin and Post-Consumer Polymers. Microporous Mesoporous Mater. 2021, 315, 110912. [Google Scholar] [CrossRef]
- Vela, F.J.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Effect of Co-Feeding HDPE on the Product Distribution in the Hydrocracking of VGO. Catal. Today 2020, 353, 197–203. [Google Scholar] [CrossRef]
- Munir, D.; Irfan, M.F.; Usman, M.R. Hydrocracking of Virgin and Waste Plastics: A Detailed Review. Renew. Sustain. Energy Rev. 2018, 90, 490–515. [Google Scholar] [CrossRef]
- Galadima, A.; Muraza, O. Hydrocracking Catalysts Based on Hierarchical Zeolites: A Recent Progress. J. Ind. Eng. Chem. 2018, 61, 265–280. [Google Scholar] [CrossRef]
- Thybaut, J.W.; Marin, G.B. Multiscale Aspects in Hydrocracking: From Reaction Mechanism over Catalysts to Kinetics and Industrial Application. Adv. Catal. 2016, 59, 109–238. [Google Scholar] [CrossRef]
- Ding, W.; Liang, J.; Anderson, L.L. Hydrocracking and Hydroisomerization of High-Density Polyethylene and Waste Plastic over Zeolite and Silica—Alumina-Supported Ni and Ni-Mo Sulfides. Energy Fuels 1997, 11, 1219–1223. [Google Scholar] [CrossRef]
- Shabtai, J.; Xiao, X.; Zmierczak, W. Depolymerization−liquefaction of Plastics and Rubbers. 1. Polyethylene, Polypropylene, and Polybutadiene. Energy Fuels 1997, 11, 76–87. [Google Scholar] [CrossRef]
- Liu, K.; Meuzelaar, H.L.C. Catalytic Reactions in Waste Plastics, HDPE and Coal Studied by High-Pressure Thermogravimetry with on-Line GC/MS. Fuel Process. Technol. 1996, 49, 1–15. [Google Scholar] [CrossRef]
- Mosio-Mosiewski, J.; Warzala, M.; Morawski, I.; Dobrzanski, T. High-Pressure Catalytic and Thermal Cracking of Polyethylene. Fuel Process. Technol. 2007, 88, 359–364. [Google Scholar] [CrossRef]
- Luo, M.; Curtis, C.W. Effect of Reaction Parameters and Catalyst Type on Waste Plastics Liquefaction and Coprocessing with Coal. Fuel Process. Technol. 1996, 49, 177–196. [Google Scholar] [CrossRef]
- Ochoa, R.; Van Woert, H.; Lee, W.H.; Subramanian, R.; Kugler, E.; Eklund, P.C. Catalytic Degradation of Medium Density Polyethylene over Silica—Alumina Supports. Fuel Process. Technol. 1996, 49, 119–136. [Google Scholar] [CrossRef]
- Akah, A.; Hernandez-Martinez, J.; Rallan, C.; Garforth, A.A. Enhanced Feedstock Recycling of Post-Consumer Plastic Waste. Chem. Eng. Trans. 2015, 43, 2395–2400. [Google Scholar] [CrossRef]
- Wang, W.; Cai, X.; Hou, H.; Dong, M.; Li, Z.; Liu, F.; Liu, Z.; Tian, S.; Long, J. Different Mechanisms of Coke Precursor Formation in Thermal Conversion and Deep Hydroprocessing of Vacuum Residue. Energy Fuels 2016, 30, 8171–8176. [Google Scholar] [CrossRef]
- Zmierczak, W.; Xiao, X.; Shabtai, J. Depolymerization-Liquefaction of Plastics and Rubbers. 2. Polystyrenes and Styrene-Butadiene Copolymers. Fuel Process. Technol. 1996, 49, 31–48. [Google Scholar] [CrossRef]
- Morawski, I.; Mosio-Mosiewski, J. Effects of Parameters in Ni-Mo Catalysed Hydrocracking of Vacuum Residue on Composition and Quality of Obtained Products. Fuel Process. Technol. 2006, 87, 659–669. [Google Scholar] [CrossRef]
- Escola, J.M.; Aguado, J.; Serrano, D.P.; Briones, L.; Díaz de Tuesta, J.L.; Calvo, R.; Fernandez, E. Conversion of Polyethylene into Transportation Fuels by the Combination of Thermal Cracking and Catalytic Hydroreforming over Ni-Supported Hierarchical Beta Zeolite. Energy Fuels 2012, 26, 3187–3195. [Google Scholar] [CrossRef]
- Gutiérrez, A.; Arandes, J.M.; Castaño, P.; Olazar, M.; Bilbao, J. Effect of Pressure on the Hydrocracking of Light Cycle Oil with a PtPd/HY Catalyst. Energy Fuels 2012, 26, 5897–5904. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Hita, I.; Castaño, P.; Thybaut, J.W.; Arandes, J.M.; Bilbao, J. Kinetic Modeling of Hydrotreating for Enhanced Upgrading of Light Cycle Oil. Ind. Eng. Chem. Res. 2019, 58, 13064–13075. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Arandes, J.M.; Bilbao, J. Catalyst Used in Fluid Catalytic Cracking (FCC) Unit as a Support of NiMoP Catalyst for Light Cycle Oil Hydroprocessing. Fuel 2018, 216, 142–152. [Google Scholar] [CrossRef]
- Vivas-Báez, J.C.; Servia, A.; Pirngruber, G.D.; Dubreuil, A.C.; Pérez-Martínez, D.J. Insights in the Phenomena Involved in Deactivation of Industrial Hydrocracking Catalysts through an Accelerated Deactivation Protocol. Fuel 2021, 303, 120681. [Google Scholar] [CrossRef]
- Trueba, D.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Product Composition and Coke Deposition in the Hydrocracking of Polystyrene Blended with Vacuum Gasoil. Fuel Process. Technol. 2021, 224, 107010. [Google Scholar] [CrossRef]
- Vivas-Báez, J.C.; Pirngruber, G.D.; Servia, A.; Dubreuil, A.-C.; Pérez-Martínez, D.J. Impact of Feedstock Properties on the Deactivation of a Vacuum Gas Oil Hydrocracking Catalyst. Energy Fuels 2021, 35, 12297–12309. [Google Scholar] [CrossRef]
- Castaño, P.; Gutiérrez, A.; Hita, I.; Arandes, J.M.; Aguayo, A.T.; Bilbao, J. Deactivating Species Deposited on PtPd Catalysts in the Hydrocracking of Light-Cycle Oil. Energy Fuels 2012, 26, 1509–1519. [Google Scholar] [CrossRef]
- Ochoa, A.; Valle, B.; Resasco, D.E.; Bilbao, J.; Gayubo, A.G.; Castaño, P. Temperature Programmed Oxidation Coupled with in Situ Techniques Reveal the Nature and Location of Coke Deposited on a Ni/La2O3-αAl2O3 Catalyst in the Steam Reforming of Bio-Oil. ChemCatChem 2018, 10, 2311–2321. [Google Scholar] [CrossRef]
- Rodríguez, E.; Elordi, G.; Valecillos, J.; Izaddoust, S.; Bilbao, J.; Arandes, J.M.; Castaño, P. Coke Deposition and Product Distribution in the Co-Cracking of Waste Polyolefin Derived Streams and Vacuum Gas Oil under FCC Unit Conditions. Fuel Process. Technol. 2019, 192, 130–139. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Vela, F.J.; Maña, J.A.; Hita, I.; Asueta, A.; Arnaiz, S.; Arandes, J.M.; Bilbao, J. Assessing the Potential of the Recycled Plastic Slow Pyrolysis for the Production of Streams Attractive for Refineries. J. Anal. Appl. Pyrolysis 2019, 142, 104668. [Google Scholar] [CrossRef]
- Gutiérrez, A.; Arandes, J.M.; Castaño, P.; Olazar, M.; Bilbao, J. Preliminary Studies on Fuel Production through LCO Hydrocracking on Noble-Metal Supported Catalysts. Fuel 2012, 94, 504–515. [Google Scholar] [CrossRef]
- Angeles, M.J.; Leyva, C.; Ancheyta, J.; Ramírez, J. A Review of Experimental Procedures for Heavy Oil Hydrocracking with Dispersed Catalyst. Catal. Today 2014, 220–222, 274–294. [Google Scholar] [CrossRef]
- Al-Attas, T.A.; Zahir, M.H.; Ali, S.A.; Al-Bogami, S.A.; Malaibari, Z.; Razzak, S.A.; Hossain, M.M. Novel (Co-,Ni)-p—Tert-Butylcalix[4]Arenes as Dispersed Catalysts for Heavy Oil Upgrading: Synthesis, Characterization, and Performance Evaluation. Energy Fuels 2019, 33, 561–573. [Google Scholar] [CrossRef]
- Anderson, P.C.; Sharkey, J.M.; Walsh, R.P. Calculation of the Research Octane Number of Motor Gasolines from Gas Chromatographic Data and a New Approach to Motor Gasoline Quality Control. J. Inst. Pet. 1972, 58, 83–94. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PtPd/HY |
|---|---|
| SBET (m2 g−1) | 620 |
| Smicropore (m2 g−1) | 543 |
| Smesopore (m2 g−1) | 77 |
| Vpore (cm3 g−1) | 0.39 |
| dpore (nm) | 8.44 |
| Pt (wt%) | 1.19 |
| Pd (wt%) | 0.53 |
| AT (mmolt-BA g−1) 1 | 1.69 |
| AS (kJ molt-BA−1) 2 | 135 |
| B/L ratio | 1.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vela, F.J.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Hydrogen Pressure as a Key Parameter to Control the Quality of the Naphtha Produced in the Hydrocracking of an HDPE/VGO Blend. Catalysts 2022, 12, 543. https://doi.org/10.3390/catal12050543
Vela FJ, Palos R, Bilbao J, Arandes JM, Gutiérrez A. Hydrogen Pressure as a Key Parameter to Control the Quality of the Naphtha Produced in the Hydrocracking of an HDPE/VGO Blend. Catalysts. 2022; 12(5):543. https://doi.org/10.3390/catal12050543
Chicago/Turabian StyleVela, Francisco J., Roberto Palos, Javier Bilbao, José M. Arandes, and Alazne Gutiérrez. 2022. "Hydrogen Pressure as a Key Parameter to Control the Quality of the Naphtha Produced in the Hydrocracking of an HDPE/VGO Blend" Catalysts 12, no. 5: 543. https://doi.org/10.3390/catal12050543